







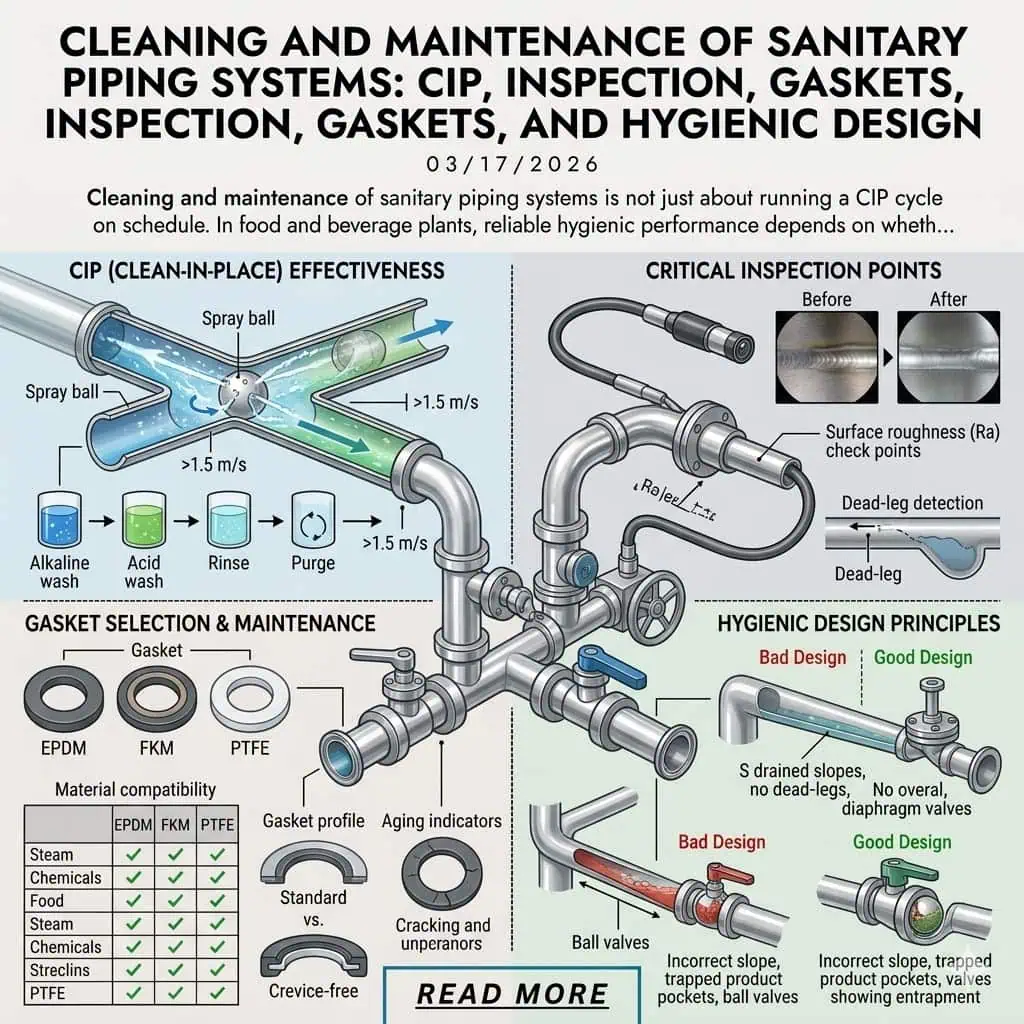
La limpieza y mantenimiento de sistemas de tuberías de grado alimentario no se trata solo de ejecutar un ciclo CIP según el cronograma. En plantas de alimentos y bebidas, el rendimiento higiénico confiable depende de si el sistema es verdaderamente drenable, limpiable, inspeccionable y mantenido con las piezas de repuesto correctas y una rutina de verificación adecuada. La mayoría de las fallas de saneamiento no comienzan en el medio de un tubo recto. Comienzan en los detalles: juntas con empaquetaduras, patas muertas, conexiones de ramal, cuerpos de válvulas, puntos de muestreo, bolsillos de drenaje bajo y áreas de soldadura rugosas o con tinción térmica.
Si mantiene tuberías de grado alimentario solo por intervalo de tiempo, pasará por alto los puntos de riesgo reales. Si lo hace por geometría, método de limpieza, condición del sello, calidad de la soldadura y patrones de desviación recurrentes, puede reducir el riesgo de contaminación, cortar el tiempo de inactividad no planificado y mejorar la preparación para auditorías al mismo tiempo. Esta guía explica cómo los ingenieros abordan el mantenimiento de tuberías de grado alimentario en sistemas reales de procesamiento de alimentos, con rutinas prácticas, lógica de diseño basada en estándares, casos de campo y consejos de inspección a nivel de componentes.
Lo que realmente significa el mantenimiento de tuberías de grado alimentario
El mantenimiento no es solo limpieza
El mantenimiento de tuberías de grado alimentario incluye limpieza, inspección, reemplazo, verificación y documentación. Una línea puede verse visualmente limpia y aún fallar higiénicamente si una empaquetadura se ha hinchado, una rama retiene agua de enjuague o un asiento de válvula atrapa residuos de producto. En servicio de grado alimentario, el mantenimiento debe responder cinco preguntas cada vez: ¿Se limpió la superficie en contacto con el producto? ¿Se drenó completamente el área? ¿Se inspeccionaron los conjuntos de mayor riesgo? ¿Se reemplazaron las piezas dañadas o incompatibles? ¿Puede la planta demostrar lo que se hizo?
Por eso, un programa de mantenimiento de grado alimentario no debe escribirse como una hoja de mantenimiento preventivo mecánico general. Debe escribirse como un sistema de control de higiene para equipos en contacto con productos. La regla de equipos de la FDA sigue la misma lógica: las superficies en contacto con alimentos deben ser adecuadamente limpiables, resistentes a la corrosión y capaces de soportar su entorno de alimentos y limpieza previsto.. En la práctica, eso significa que el mantenimiento debe controlar tanto la limpieza como el estado de los componentes, no solo la apariencia visible.
¿Qué hace que la tubería de grado alimentario sea diferente de la tubería industrial estándar?
La tubería de grado alimentario se mantiene de manera diferente porque los criterios de fallo son distintos. En la tubería industrial general, la principal preocupación de mantenimiento puede ser la integridad mecánica, el margen de corrosión, la contención de presión o la vibración. En la tubería de grado alimentario, también hay que proteger la limpiabilidad, el drenaje, la integridad del contacto con alimentos y el control de cambio. Eso hace que las férulas, las soldaduras internas, la geometría de las ramificaciones, los sellos, las válvulas y los puntos de muestreo sean mucho más importantes de lo que serían en una tubería de servicios o de proceso típica.
Si necesita una comparación desde el diseño antes de construir la rutina de mantenimiento, lea tubería de grado alimentario vs accesorios de tubería industrial. Ayuda a explicar por qué las conexiones higiénicas necesitan una lógica de inspección y limpieza diferente de los componentes industriales generales.
Por qué el fallo de mantenimiento suele comenzar en los detalles, no en el tubo principal
Los puntos de mantenimiento de mayor riesgo en una línea higiénica suelen no ser los tubos rectos. Son los lugares donde el producto se ralentiza, donde la cobertura de CIP disminuye, donde los sellos envejecen o donde la calidad de fabricación afecta directamente a la limpiabilidad. En la práctica, los puntos críticos de mantenimiento más comunes son:
- Uniones de abrazadera y caras de férula
- Juntas y asientos de válvula
- Ramas ciegas y tes de instrumentación
- Válvulas de muestreo y válvulas de retención
- Tomas horizontales y puntos bajos
- Raíces de soldadura, zonas de decoloración de soldadura y transiciones internas rugosas

Por eso un sistema de tuberías de grado alimentario nunca debe inspeccionarse con una mentalidad de “toda la línea está bien”. La línea solo es tan higiénica como su peor detalle de contacto con el producto.
Comience con el método de limpieza: CIP, COP o desmontaje manual
Cuando CIP es la elección correcta
La limpieza en el lugar es la elección correcta cuando el sistema está cerrado, repetible y diseñado para soportar cobertura completa, drenaje y contacto químico. La CIP es más efectiva en sistemas grandes de alimentos líquidos, campañas de producción repetidas y líneas donde la apertura manual agregaría riesgo de contaminación o tiempo de inactividad excesivo. Es especialmente útil para sistemas lácteos, de bebidas y de transferencia de ingredientes con diseño higiénico estable y parámetros de limpieza validados.
Pero la CIP solo funciona tan bien como lo permite la geometría del sistema. Un programa químico fuerte no puede compensar completamente los espacios muertos, pendientes deficientes, sellos atrapados o ramales de bajo flujo que nunca experimentan humectación y cizallamiento adecuados. Aquí es donde muchas plantas sobreestiman lo que “grado alimentario” significa automáticamente. La guía de limpiabilidad de 3-A expresa claramente: el equipo anunciado como compatible con CIP no siempre es verdaderamente adecuado para CIP completo a menos que la limpiabilidad se haya diseñado desde el principio. En términos de campo, eso significa que el gráfico de retorno puede parecer aceptable mientras una rama mal ubicada aún sigue fallando la verificación.
Cuando la COP o la limpieza manual aún son necesarias
La limpieza fuera del lugar o el desmontaje manual aún son necesarios cuando el equipo incluye partes que no se pueden limpiar de manera confiable en el lugar. Componentes pequeños removibles, internos complejos de válvulas, puntos de muestreo especializados y ensamblajes frecuentemente abiertos a menudo requieren inspección y limpieza manual para controlar el riesgo higiénico. En algunos sistemas, la CIP puede limpiar bien la línea principal, pero no las partes removibles o de bajo flujo adjuntas a ella.
Un programa de mantenimiento práctico no debe tratar la limpieza manual como un fallo de diseño. Debe tratarla como el método de control correcto donde la geometría o la condición de servicio lo exigen. Un error de mantenimiento repetido es asumir que un dispositivo de rociado o química circulada automáticamente hace que un ensamblaje sea completamente limpiable. En líneas reales, la mejor pregunta es si la superficie de contacto con el producto más difícil de limpiar realmente puede alcanzarse, drenarse y verificarse sin conjeturas.
El método de limpieza debe coincidir con la geometría del equipo
El método de limpieza correcto depende tanto de la geometría como de la química. Si una rama es demasiado larga, un cuerpo de válvula retiene líquido después del enjuague, o un punto de muestreo tiene mala circulación, el plan de mantenimiento debe reconocerlo. Los sistemas higiénicos no son “aptos para CIP” solo porque son de acero inoxidable o porque llevan una conexión de grado alimentario. Los ingenieros de mantenimiento siempre deben preguntar:
- ¿El ensamblaje drena completamente después del ciclo?
- ¿El fluido de limpieza realmente alcanza el área de mayor riesgo?
- ¿El patrón de flujo es lo suficientemente fuerte para eliminar residuos?
- ¿Se puede verificar el componente sin desmontaje innecesario?

Ese conjunto de preguntas previene uno de los errores de mantenimiento más comunes en plantas de alimentos: asumir que todo el sistema está limpio porque los parámetros principales de retorno parecían aceptables.
Las Prioridades Reales de Mantenimiento en Sistemas de Tuberías de Grado Alimentario
Capacidad de Drenaje y Control de Puntos Bajos
Un drenaje deficiente es una de las formas más rápidas de convertir una línea limpiable en un riesgo higiénico recurrente. El agua de enjuague residual, el producto residual o la solución de limpieza diluida que queda en un punto bajo pueden favorecer el crecimiento microbiano, crear arrastre y distorsionar el rendimiento de la limpieza posterior. En trabajos de mantenimiento, los puntos bajos merecen atención especial después de cualquier modificación, reparación o ajuste de soporte, porque la pendiente y la capacidad de drenaje pueden cambiar más fácilmente de lo que muchos equipos esperan.
Las ubicaciones típicas de alto riesgo incluyen:
- Puntos bajos entre soportes
- Cuerpos de válvulas que no se vacían completamente
- Ramas horizontales y tomas de instrumentos
- Conexiones de sensores sin salida
- Puntos de muestreo orientados incorrectamente
Cuando una línea falla repetidamente en las verificaciones de higiene, aunque el tiempo y la química del CIP parezcan normales, un drenaje deficiente es una de las primeras cosas que vale la pena confirmar en el campo. Guía EHEDG es útil aquí porque trata la geometría difícil de limpiar como un problema de diseño higiénico, no solo como un problema de saneamiento. Para los ingenieros de mantenimiento, eso significa que la mala capacidad de drenaje generalmente debe corregirse físicamente en lugar de gestionarse solo aumentando la fuerza química o extendiendo el tiempo del ciclo.
Patas Muertas, Ramificaciones y Zonas Estancadas
Las patas muertas aumentan la carga de mantenimiento porque reducen la efectividad de la limpieza y dificultan la verificación. Un problema de pata muerta no se limita al diseño original de la planta. Puede introducirse posteriormente mediante adiciones de instrumentos, puertos de muestreo, conexiones temporales o tes mal ubicadas durante modificaciones. Los equipos de mantenimiento deben revisar las nuevas ramificaciones con la misma disciplina higiénica utilizada durante la fabricación inicial, porque incluso una pequeña ramificación puede crear un problema de saneamiento repetido si atrapa producto o agua de enjuague.
En las operaciones diarias, las fallas relacionadas con patas muertas a menudo aparecen como:
- Residuo persistente en una ramificación después de un CIP por lo demás aceptable
- Positivos de ATP o microorganismos de un puerto o ensamblaje específico
- Retención de olores en una ubicación repetida
- Arrastre de cambio de producto de válvulas de muestreo o ramificaciones de bajo flujo

Esto se vuelve especialmente evidente en las ramas de muestreo. En más de una línea láctea, el circuito principal de CIP parecía aceptable en el lado de retorno, pero el residuo seguía apareciendo en el mismo conjunto de muestreo. El problema no era la fuerza del detergente. Era la geometría de la rama y el flujo local débil. Una vez que la rama se acortó, reorientó o eliminó de la lógica supuesta de solo CIP, el resultado de la limpieza se volvió mucho más estable.
Condición de Soldadura y Acabado Superficial
La calidad de la soldadura afecta directamente la limpiabilidad, no solo la apariencia. La rugosidad interna de la soldadura, el contorno deficiente, la oxidación de la soldadura y las transiciones locales similares a grietas pueden aumentar la retención de residuos y hacer que la sanitización sea menos confiable. En servicio higiénico, una soldadura interna deficiente es un problema de mantenimiento desde el primer día de operación, porque aumenta la frecuencia con la que la línea necesita atención y la dificultad para verificar la condición limpia.
El acabado superficial importa por la misma razón. Una superficie de contacto con el producto más lisa y adecuadamente acabada es más fácil de limpiar y menos propensa a retener película de producto. Pero el acabado solo no es suficiente. Si la soldadura interna es irregular o la transición del férrule es escalonada, la línea aún puede comportarse como un sistema difícil de limpiar incluso cuando el acabado del metal base parece aceptable en papel. En la práctica, esta es la razón por la cual una mejora de material sola a veces decepciona: una línea puede cambiar a 316L y seguir mostrando desviaciones de ATP si el problema real es el perfil de la soldadura, el tinte térmico o el drenaje deficiente alrededor de la zona de soldadura.
Juntas, Sellos y Conexiones de Abrazadera
Muchas fallas en sistemas de grado alimentario comienzan en la junta mucho antes de que aparezcan como un problema importante en la línea. Una junta puede hincharse, aplanarse, agrietarse, retener olor o perder resiliencia debido a la exposición química, el historial de temperatura o la sobrecompresión repetida. Cuando eso sucede, la línea puede mostrar fugas tempranas, reajustes repetidos, película de producto en el borde del férrule o inestabilidad en la limpieza después de los cambios de producto.
Durante la inspección de rutina, busque:
- Hinchazón o ablandamiento después de la exposición a productos químicos de CIP
- Cortes, mellas o desgarros en el borde del sello
- Aplanamiento o pérdida de recuperación elástica
- Producto atrapado o retención de olores
- Indicios de que la unión fue forzada a alinearse mediante presión de la abrazadera

En la práctica, una unión con abrazadera que sigue goteando a menudo no es un problema de torque. Es más frecuentemente un problema de alineación, un problema del compuesto de la junta o un problema repetido de control de compresión. En líneas de bebidas y lácteos, un hallazgo común en campo es que los operadores siguen apretando la misma unión hasta que la fuga visible cesa, pero los férreos estaban ligeramente desalineados desde el principio. El resultado es una junta cargada de manera desigual, una vida útil del sello acortada y una unión que se vuelve más difícil de limpiar internamente incluso cuando ya no gotea externamente. Una unión seca no es automáticamente una unión higiénicamente correcta. Si las fugas repetidas de la abrazadera están vinculadas a la geometría del férreo, la compresión de la junta o los detalles de conexión difíciles de limpiar, revise la elección de conexión según nuestra guía para cómo seleccionar accesorios de grado alimentario para procesamiento de alimentos.
Válvulas, Puntos de Muestreo y Otros Ensamblajes de Alto Riesgo
Las válvulas y puntos de muestreo deben tratarse como ensamblajes de mayor mantenimiento que la tubería recta. Las válvulas de mariposa, válvulas de diafragma, válvulas de muestreo, áreas de doble bloqueo y válvulas de retención contienen más detalles internos, más zonas de sombra o más superficies de sello que una sección recta de tubería. Estas características las hacen esenciales para el control del proceso, pero también las hacen más sensibles al método de limpieza, el comportamiento del producto y la disciplina de inspección.
En la planificación de mantenimiento basado en riesgos, estos conjuntos merecen una revisión más frecuente que las simples líneas de tubería porque son más propensos a convertirse en el primer punto débil higiénico. Para los ingenieros de mantenimiento, la pregunta más útil no es “¿Se limpió toda la línea?” sino “¿Qué conjunto en esta línea es el más difícil de limpiar y el más fácil de pasar por alto?”
Rutinas de Mantenimiento Diario, Semanal y Periódico
Verificaciones Diarias
Las verificaciones diarias de grado alimentario deben centrarse en indicadores de riesgo visibles y puntos problemáticos repetidos. Una buena práctica diaria incluye una revisión rápida de:
- Fugas visibles o exudaciones en las juntas de abrazaderas
- Residuos alrededor de las férulas, salidas de válvulas o puntos de muestreo
- Drenaje deficiente después de la limpieza o el cambio
- Olor inusual o arrastre en conjuntos en contacto con el producto
- Signos externos de lavado o salpicaduras que ingresan a áreas que deben mantenerse controladas
Desde el punto de vista de la inspección, las verificaciones diarias funcionan mejor cuando no se distribuyen uniformemente en todos los componentes. El objetivo es revisar los conjuntos que históricamente generan la mayor inestabilidad higiénica.
Verificaciones Semanales
Las verificaciones semanales deben confirmar el estado de los componentes y conjuntos controlados que envejecen más rápido que la tubería recta. Los elementos típicos de revisión semanal incluyen el estado de la junta, las ubicaciones de fugas recurrentes, la función de la válvula, la limpieza del punto de muestreo y los primeros signos de corrosión o acumulación de minerales alrededor de las conexiones de grado alimentario.
Las plantas que obtienen mejores resultados a largo plazo suelen tratar las verificaciones semanales como una oportunidad para confirmar tendencias, no solo para buscar fallos evidentes. Si una rama sigue requiriendo la misma atención cada semana, eso suele ser una pista de geometría o control de componentes que vale la pena escalar.
Inspección Profunda Periódica
La inspección periódica debe abrir conjuntos representativos de alto riesgo en lugar de depender únicamente de la apariencia externa. En plantas de alimentos, esto a menudo significa abrir juntas de abrazadera seleccionadas, revisar los internos de las válvulas, verificar las áreas adyacentes a la soldadura, confirmar que se utilizaron las piezas de repuesto correctas y usar inspección con boroscopio cuando esté justificado. Esta revisión más profunda es especialmente valiosa después de cambios en el proceso, nueva química, cambios de producto o desviaciones repetidas de la sanitización.
Qué Debe Desencadenar el Mantenimiento Inmediato
Ciertas condiciones deben desencadenar una investigación inmediata en lugar de esperar al siguiente intervalo planificado. Estos incluyen:
- Fugas repetidas en la misma junta de abrazadera
- Desviaciones de ATP o microbiológicas de una ubicación repetida
- Agua de enjuague retenida persistentemente después de la limpieza
- Decoloración visible alrededor de una soldadura o cara de férula
- Preocupación recurrente por arrastre de alérgenos después del cambio
- Retención inesperada de olores en una válvula o conjunto de muestreo
| Frecuencia | Enfoque de Mantenimiento | Objetivos típicos |
|---|---|---|
| Diariamente | Condición higiénica visible y anomalías operativas | Fugas, residuos, reflujo, olores, juntas problemáticas recurrentes |
| Semanal | Revisión del estado del sello y del montaje recurrente | Juntas, válvulas, puntos de muestreo, conjuntos de abrazaderas, acumulación temprana |
| Periódico | Inspección interna representativa y verificación | Juntas abiertas, componentes internos de válvulas, áreas de soldadura, geometría de ramales, piezas de repuesto |
| Evento desencadenado | Inspección correctiva inmediata | Fallos de ATP, fugas repetidas, arrastre, agua retenida, signos de corrosión |
Cómo se desglosan los programas de mantenimiento en la práctica
Cuando la misma junta de abrazadera sigue goteando
Un goteo repetido en la misma junta de abrazadera generalmente significa que la planta está arreglando el síntoma, no la causa. En más de una línea de bebidas, la llamada por goteo seguía volviendo al mismo ensamblaje incluso después de múltiples intentos de re-apriete. La causa real resultó ser una combinación de ligero desalineamiento del férrule y una junta que ya había sido dañada por la sobrecompresión repetida. Una vez que se corrigió el ajuste y se instaló la junta aprobada, el problema de goteo repetido desapareció. La lección es simple: deje de tratar cada goteo recurrente como un problema de torque.
Cuando el circuito principal de CIP parece bueno pero una rama aún falla
Algunos de los problemas de mantenimiento de grado alimentario más difíciles provienen de la geometría local que está oculta detrás de datos de limpieza aceptables en todo el sistema. Esto es especialmente común en ramas de muestreo, tes de instrumentos cortos sin salida y grupos de válvulas de bajo flujo. En líneas lácteas, no es inusual ver resultados aceptables de CIP en el lado de retorno mientras la misma rama continúa mostrando residuos retenidos o fallas repetidas de ATP. En esas situaciones, la mejor corrección suele ser geométrica o procedimental en lugar de química.
Cuando una actualización de material no resuelve el problema
Las actualizaciones de material pueden reducir el riesgo relacionado con la corrosión, pero no corrigen la geometría higiénica deficiente. Un error de campo repetido es cambiar a una aleación más resistente a la corrosión y esperar que desaparezcan las desviaciones de saneamiento. En realidad, las líneas con soldaduras rugosas, bolsillos muertos, drenaje deficiente o control débil de juntas pueden seguir siendo difíciles de mantener independientemente de la aleación. Si necesita revisar el lado material del problema, consulte Acero inoxidable 316L en aplicaciones de grado alimentario, pero mantenga esa revisión vinculada al drenaje y al acceso de inspección.
Por qué la inspección basada en riesgos generalmente funciona mejor que el desmontaje completo de la línea
Muchas plantas pierden demasiado tiempo abriendo las partes incorrectas del sistema. Un desmontaje completo de la línea parece exhaustivo, pero a menudo aumenta la mano de obra, el tiempo de reinicio y la exposición sin mejorar el control de los verdaderos puntos débiles higiénicos. Un modelo más efectivo es la inspección basada en riesgos, donde los puntos de muestreo, los grupos de válvulas, las juntas con empaquetadura, las ramas de bajo drenaje y las áreas con problemas repetitivos reciben más atención que los tramos rectos de tubería.

Lista de verificación práctica de mantenimiento para sistemas de tuberías higiénicas
Antes del arranque
- Verificar el ensamblaje correcto y el asiento de la empaquetadura
- Confirmar que no quede agua atrapada obvia en puntos bajos críticos
- Verificar que las juntas abiertas se volvieron a ensamblar con piezas aprobadas
- Comprobar las posiciones de las válvulas y el estado del ensamblaje de muestra
- Confirmar que la línea está liberada de la limpieza y lista para contacto con el producto
Después del cambio o la limpieza
- Inspeccionar las juntas críticas y las ubicaciones con problemas repetidos
- Confirmar que no queda arrastre visible ni olor inusual
- Revisar el drenaje en los puntos bajos de mayor riesgo
- Comprobar los puntos de muestra y los ensamblajes de ramificación en busca de residuos retenidos
Durante el cierre de rutina
- Abrir juntas representativas de alto riesgo
- Inspeccionar los componentes internos de la válvula seleccionada y los conjuntos de muestras
- Revisar las áreas adyacentes a la soldadura en busca de rugosidad, decoloración o acumulación
- Confirmar que el historial de reemplazo coincide con los materiales y tamaños aprobados
Antes de la Auditoría o Revisión de Validación
- Confirmar la trazabilidad de las piezas de reemplazo críticas
- Verificar el método de limpieza documentado y los desencadenantes de mantenimiento
- Revisar los registros de inspección para conjuntos con problemas repetitivos
- Confirmar que los materiales aprobados y los repuestos higiénicos aún están controlados correctamente

Cómo Reducir los Problemas de Mantenimiento Mediante un Mejor Diseño y Selección de Componentes
Utilice Conexiones de Grado Alimentario que Coincidan con el Régimen Real de Limpieza
El sistema de grado alimentario más fácil de mantener es aquel cuyas conexiones fueron seleccionadas para el método de limpieza real, no solo por el tamaño nominal y el costo. Si está eligiendo nuevos componentes o revisando un punto de problemas repetitivo, utilice nuestra guía sobre cómo seleccionar accesorios de grado alimentario para procesamiento de alimentos para alinear la elección de la conexión con CIP, inspección manual, drenabilidad y riesgo higiénico.
Separe la Selección de Material de la Revisión de Geometría, pero Nunca de la Realidad del Mantenimiento
La aleación correcta ayuda, pero no reemplaza la necesidad de una geometría mantenible y sellos controlados. Si su sistema opera en lácteos, salmuera, bebidas u otros servicios higiénicos agresivos, revise el aspecto del material con Acero inoxidable 316L en aplicaciones de grado alimentario, pero mantenga esa revisión vinculada a la drenabilidad, calidad de soldadura y acceso de inspección.
No Mezcle la Conveniencia Industrial con los Requisitos del Servicio Higiénico
Un componente que es mecánicamente conveniente no siempre es el componente higiénico más fácil de mantener. Si una línea sigue generando problemas de grado alimentario o de reemplazo, compare el estilo de conexión y componente con los requisitos higiénicos en lugar de asumir que cualquier pieza de acero inoxidable es lo suficientemente cercana. Esa distinción se explica en tubería de grado alimentario vs accesorios de tubería industrial.
Conclusión: El Mantenimiento de Tuberías de Grado Alimentario es un Sistema de Diseño, Limpieza e Inspección—No una Tarea Única
El mantenimiento de tuberías de grado alimentario funciona mejor cuando el método de limpieza, la rutina de inspección, el control de componentes y el diseño higiénico se tratan como un solo sistema. El objetivo principal no es solo mantener el acero inoxidable con apariencia limpia. Es mantener las superficies en contacto con el producto realmente limpiables, drenables, verificables y confiables en condiciones de producción, cambio y auditoría.
Si desea menos desviaciones de grado alimentario, menos fugas repetidas y un mejor control del tiempo de inactividad, concéntrese primero en los conjuntos que crean el mayor riesgo higiénico: juntas, uniones de abrazadera, soldaduras, ramales, válvulas y puntos de muestreo. Luego, respalde ese trabajo con una mejor selección de accesorios, una mejor revisión de materiales y mejores registros de inspección. Esa combinación es lo que convierte un sistema de tuberías de grado alimentario de una carga de mantenimiento en un activo higiénico estable. Para una ruta completa de especificación higiénica, revise cómo seleccionar accesorios de grado alimentario para procesamiento de alimentos, tubería de grado alimentario vs accesorios de tubería industrialy Acero inoxidable 316L en aplicaciones de grado alimentario. Para proyectos que sirven a mercados de la UE, las decisiones sobre materiales y contacto con alimentos también deben alinearse con Reglamento (CE) No 1935/2004.
PREGUNTAS FRECUENTES
¿Con qué frecuencia deben inspeccionarse los sistemas de tuberías de grado alimentario?
La frecuencia de inspección debe basarse en el riesgo higiénico, la intensidad de limpieza y el historial de desviaciones. Los controles diarios deben centrarse en fugas visibles, residuos y drenaje deficiente. Los controles semanales deben centrarse en juntas, condición de válvulas y conjuntos con problemas repetidos. Las inspecciones periódicas más profundas deben abrir puntos representativos de alto riesgo y verificar la condición interna.
¿Es suficiente el CIP para todos los sistemas de tuberías de grado alimentario?
No. La CIP es efectiva solo cuando la geometría del equipo, la cobertura de flujo y la capacidad de drenaje la respaldan. Algunos conjuntos aún requieren inspección manual, limpieza fuera de lugar o desmontaje específico porque su geometría es más difícil de limpiar de manera confiable en el lugar.
¿Qué partes de un sistema de tuberías de grado alimentario fallan primero?
Los primeros puntos débiles higiénicos generalmente no son los tubos rectos. Con mayor frecuencia son juntas, uniones de abrazadera, componentes internos de válvulas, puntos de muestreo, áreas adyacentes a soldaduras y ramales con bajo drenaje donde es más difícil controlar residuos o exposición química.
¿Cómo afectan las tuberías muertas al mantenimiento de tuberías de grado alimentario?
Las patas muertas aumentan la dificultad de limpieza y la carga de inspección. Pueden atrapar producto o agua de enjuague, reducir la acción efectiva de CIP y convertirse en fuentes repetidas de residuos, fallos de ATP o positivos microbiológicos si no se revisan y mantienen correctamente.
¿Deben reemplazarse las juntas según un programa fijo o por condición?
La mayoría de las plantas necesitan ambos enfoques. La revisión basada en condición es esencial porque las juntas fallan debido a química, calor, historial de compresión y manipulación. Pero los sistemas higiénicos críticos a menudo también se benefician de un intervalo de reemplazo controlado para que los sellos no se utilicen hasta el fallo en servicio de producción.
¿Reduce el acero 316L los problemas de mantenimiento en tuberías de grado alimentario?
Puede reducir problemas relacionados con corrosión en servicio más exigente, pero no reemplaza el diseño higiénico o la disciplina de inspección. Un sistema 316L con mala capacidad de drenaje, calidad de soldadura débil o control incorrecto de juntas aún puede volverse difícil de mantener higiénicamente.



