







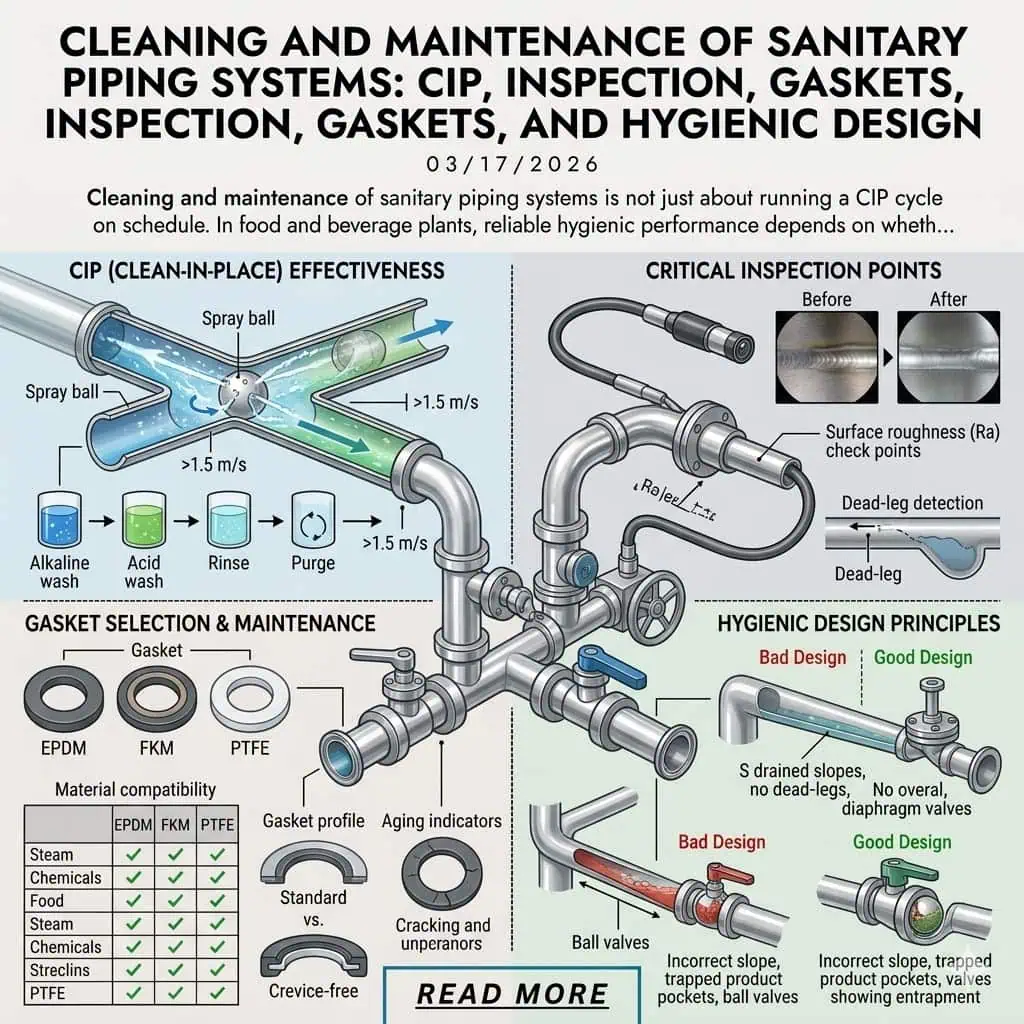
A limpeza e manutenção de sistemas de tubulação de grau alimentício não se trata apenas de executar um ciclo CIP conforme o cronograma. Em plantas de alimentos e bebidas, o desempenho higiênico confiável depende se o sistema é realmente drenável, limpo, inspecionável e mantido com as peças de reposição corretas e rotina de verificação. A maioria das falhas de sanitização não começa no meio de um tubo reto. Elas começam nos detalhes: juntas com gaxetas, pernas mortas, conexões de ramificação, corpos de válvulas, pontos de amostragem, bolsões de baixa drenagem e áreas de solda rugosas ou com coloração térmica.
Se você mantém a tubulação de grau alimentício apenas por intervalo de tempo, você perderá os pontos de risco reais. Se você a mantém por geometria, método de limpeza, condição da vedação, qualidade da solda e padrões recorrentes de desvio, você pode reduzir o risco de contaminação, cortar o tempo de inatividade não planejado e melhorar a prontidão para auditoria ao mesmo tempo. Este guia explica como os engenheiros abordam a manutenção de tubulação de grau alimentício em sistemas reais de processamento de alimentos, com rotinas práticas, lógica de design baseada em padrões, casos de campo e conselhos de inspeção em nível de componente.
O que a Manutenção de Tubulação de Grau Alimentício Realmente Significa
Manutenção Não É Apenas Limpeza
A manutenção de tubulação de grau alimentício inclui limpeza, inspeção, reposição, verificação e documentação. Uma linha pode parecer visualmente limpa e ainda falhar higienicamente se uma gaxeta inchou, um ramo está retendo água de enxágue ou um assento de válvula está prendendo resíduos do produto. Em serviço de grau alimentício, a manutenção tem que responder a cinco perguntas toda vez: A superfície de contato com o produto foi limpa? A área foi totalmente drenada? As montagens de maior risco foram inspecionadas? Peças danificadas ou incompatíveis foram substituídas? A planta pode provar o que foi feito?
É por isso que um programa de manutenção sanitária não deve ser escrito como uma folha de PM mecânica geral. Deve ser escrito como um sistema de controle de higiene para equipamentos de contato com o produto. A regra de equipamentos da FDA segue a mesma lógica: superfícies de contato com alimentos devem ser adequadamente limpas, resistentes à corrosão e capazes de suportar seu ambiente de alimentos e limpeza pretendido.. Na prática, isso significa que a manutenção tem que controlar tanto a limpeza quanto a condição do componente, não apenas a aparência visível.
O Que Torna a Tubulação Grau Alimentício Diferente da Tubulação Industrial Padrão
A tubulação grau alimentício é mantida de forma diferente porque os critérios de falha são diferentes. Na tubulação industrial geral, a principal preocupação de manutenção pode ser integridade mecânica, tolerância à corrosão, contenção de pressão ou vibração. Na tubulação grau alimentício, você também precisa proteger a limpeza, a drenagem, a integridade do contato com alimentos e o controle de troca. Isso torna as fivelas, soldas internas, geometria de ramais, vedações, válvulas e pontos de amostragem muito mais importantes do que seriam em uma linha de tubulação típica de utilidade ou processo.
Se você precisa de uma comparação do lado do projeto antes de construir a rotina de manutenção, leia conexões sanitárias vs conexões industriais. Isso ajuda a explicar por que as conexões higiênicas precisam de uma lógica de inspeção e limpeza diferente dos componentes industriais gerais.
Por Que a Falha de Manutenção Geralmente Começa nos Detalhes, Não no Tubo Principal
Os pontos de manutenção de maior risco em uma linha higiênica geralmente não são os tubos retos. Eles são os locais onde o produto desacelera, onde a cobertura de CIP cai, onde as vedações envelhecem ou onde a qualidade da fabricação afeta diretamente a limpeza. Na prática, os pontos críticos de manutenção mais comuns são:
- Juntas de grampo e faces de fivela
- Juntas e assentos de válvula
- Ramificações sem saída e tês para instrumentos
- Válvulas de amostragem e válvulas de retenção
- Derivações horizontais e pontos baixos
- Raízes de solda, zonas de descoloração de solda e transições internas rugosas

É por isso que um sistema de tubulação sanitário nunca deve ser inspecionado com uma mentalidade de “toda a linha está boa”. A linha é tão higiênica quanto seu pior detalhe de contato com o produto.
Comece com o Método de Limpeza: CIP, COP ou Desmontagem Manual
Quando o CIP é a Escolha Certa
Limpeza no local é a escolha certa quando o sistema é fechado, repetível e projetado para suportar cobertura total, drenagem e contato químico. O CIP é mais eficaz em grandes sistemas de alimentos líquidos, campanhas de produção repetidas e linhas onde a abertura manual adicionaria risco de contaminação ou tempo de inatividade excessivo. É especialmente útil para sistemas lácteos, de bebidas e de transferência de ingredientes com design higiênico estável e parâmetros de limpeza validados.
Mas o CIP só funciona tão bem quanto a geometria do sistema permite. Um programa químico forte não pode compensar totalmente espaços mortos, inclinação inadequada, vedações presas ou ramificações de baixo fluxo que nunca recebem molhagem e cisalhamento adequados. É aqui que muitas plantas superestimam o que “grau alimentício” significa automaticamente. A orientação de limpeza da 3-A deixa o ponto claro: equipamentos anunciados como compatíveis com CIP nem sempre são verdadeiramente adequados para CIP completo, a menos que a limpeza tenha sido projetada desde o início. Em termos de campo, isso significa que o gráfico de retorno pode parecer aceitável, enquanto uma ramificação mal posicionada ainda continua falhando na verificação.
Quando a Limpeza Fora do Local ou Manual Ainda É Necessária
A limpeza fora do local ou a desmontagem manual ainda é necessária quando o equipamento inclui peças que não podem ser limpas de forma confiável no local. Componentes pequenos removíveis, internos complexos de válvulas, pontos de amostragem especiais e montagens frequentemente abertas geralmente exigem inspeção e limpeza manual para controlar o risco higiênico. Em alguns sistemas, o CIP pode limpar bem a linha principal, mas não as peças removíveis ou de baixo fluxo conectadas a ela.
Um programa prático de manutenção não deve tratar a limpeza manual como uma falha de projeto. Deve tratá-la como o método de controle correto onde a geometria ou a condição de serviço exige. Um erro de manutenção repetido é assumir que um dispositivo de pulverização ou química circulada automaticamente torna uma montagem totalmente limpa. Em linhas reais, a melhor pergunta é se a superfície de contato com o produto mais difícil de limpar pode realmente ser alcançada, drenada e verificada sem adivinhação.
O Método de Limpeza Deve Corresponder à Geometria do Equipamento
O método de limpeza correto depende tanto da geometria quanto da química. Se uma ramificação for muito longa, um corpo de válvula retém líquido após a enxágue, ou um ponto de amostragem tem circulação ruim, o plano de manutenção tem que reconhecer isso. Sistemas higiênicos não são “adequados para CIP” apenas porque são de aço inoxidável ou porque possuem uma conexão de estilo sanitário. Os engenheiros de manutenção devem sempre perguntar:
- O conjunto drena completamente após o ciclo?
- O fluido de limpeza realmente atinge a área de maior risco?
- O padrão de fluxo é forte o suficiente para remover resíduos?
- O componente pode ser verificado sem desmontagem desnecessária?

Esse conjunto de perguntas evita um dos erros de manutenção mais comuns em plantas de alimentos: assumir que todo o sistema está limpo porque os parâmetros principais de retorno pareciam aceitáveis.
As Prioridades Reais de Manutenção em Sistemas de Tubulação de Grau Alimentício
Capacidade de Drenagem e Controle de Pontos Baixos
A drenagem deficiente é uma das maneiras mais rápidas de transformar uma linha limpeza em um risco higiênico recorrente. Água residual de enxágue, produto residual ou solução de limpeza diluída deixada em um ponto baixo pode sustentar o crescimento microbiano, criar contaminação cruzada e distorcer o desempenho subsequente da limpeza. No trabalho de manutenção, os pontos baixos merecem atenção especial após qualquer modificação, reparo ou ajuste de suporte, porque a inclinação e a capacidade de drenagem podem mudar mais facilmente do que muitas equipes esperam.
Locais típicos de alto risco incluem:
- Pontos baixos entre suportes
- Corpos de válvulas que não esvaziam completamente
- Ramos horizontais e tomadas de instrumentos
- Conexões de sensores sem saída
- Pontos de amostragem orientados incorretamente
Quando uma linha falha repetidamente nos testes de higiene mesmo que o tempo e a química do CIP pareçam normais, a drenagem inadequada é uma das primeiras coisas que vale a pena confirmar no campo. A orientação da EHEDG é útil aqui porque trata a geometria difícil de limpar como um problema de projeto higiênico, não apenas um problema de sanitização. Para engenheiros de manutenção, isso significa que a drenagem inadequada geralmente deve ser corrigida fisicamente, em vez de ser gerenciada apenas aumentando a força química ou estendendo o tempo do ciclo.
Pernas Mortas, Ramos e Zonas Estagnadas
Pontos mortos aumentam a carga de manutenção porque reduzem a eficácia da limpeza e dificultam a verificação. Um problema de ponto morto não se limita ao projeto original da planta. Pode ser introduzido posteriormente por meio de adições de instrumentos, portas de amostragem, conexões temporárias ou tês mal posicionados durante modificações. As equipes de manutenção devem revisar novos ramais com a mesma disciplina higiênica usada durante a fabricação inicial, porque mesmo um pequeno ramal pode criar um problema de sanitização repetido se prender produto ou água de enxágue.
Nas operações diárias, falhas relacionadas a pontos mortos frequentemente aparecem como:
- Resíduo persistente em um ramal após CIP de outra forma aceitável
- Positivos de ATP ou micro de uma porta ou montagem específica
- Retenção de odor em um local repetido
- Carryover de troca de produto de válvulas de amostragem ou ramais de baixo fluxo

Isso se torna especialmente óbvio em ramais de amostragem. Em mais de uma linha de laticínios, o circuito principal de CIP parecia aceitável no lado de retorno, mas o resíduo continuava aparecendo na mesma montagem de amostragem. O problema não era a força do detergente. Era a geometria do ramal e o fluxo local fraco. Uma vez que o ramal foi encurtado, reorientado ou removido da lógica supostamente apenas de CIP, o resultado da limpeza se tornou muito mais estável.
Condição da Solda e Acabamento da Superfície
A qualidade da solda afeta diretamente a capacidade de limpeza, não apenas a aparência. A rugosidade interna da solda, contorno deficiente, oxidação da solda e transições locais semelhantes a fendas podem aumentar a retenção de resíduos e tornar a sanitização menos confiável. Em serviço higiênico, uma solda interna deficiente é um problema de manutenção desde o primeiro dia de operação, porque aumenta a frequência com que a linha precisa de atenção e a dificuldade de verificar a condição limpa.
O acabamento superficial é importante pela mesma razão. Uma superfície de contato com o produto mais lisa e adequadamente acabada é mais fácil de limpar e menos propensa a reter filme de produto. Mas o acabamento sozinho não é suficiente. Se a solda interna for irregular ou a transição do ferrulo for escalonada, a linha ainda pode se comportar como um sistema difícil de limpar, mesmo quando o acabamento do metal base parece aceitável no papel. Na prática, é por isso que uma atualização de material sozinha às vezes decepciona: uma linha pode mudar para 316L e ainda continuar mostrando desvios de ATP se o problema real for o perfil da solda, a coloração por calor ou a drenagem deficiente ao redor da zona de solda.
Juntas, Vedantes e Junções de Grampo
Muitas falhas em sistemas de grau alimentício começam na junta muito antes de aparecerem como um grande problema na linha. Uma junta pode inchar, achatar, rachar, reter odor ou perder resiliência devido à exposição química, histórico de temperatura ou compressão excessiva repetida. Quando isso acontece, a linha pode apresentar vazamento precoce, reaperto repetido, filme de produto na borda do ferrulo ou instabilidade de limpeza após trocas.
Durante a inspeção de rotina, procure por:
- Inchaço ou amolecimento após exposição a produtos químicos de CIP
- Cortes, arranhões ou rasgos na borda do vedante
- Achatamento ou perda de recuperação elástica
- Retenção de produto ou odor
- Sinais de que a junta foi forçada ao alinhamento pela pressão da braçadeira

Na prática, uma junta com braçadeira que continua vazando geralmente não é um problema de torque. É mais frequentemente um problema de alinhamento, um problema do composto da gaxeta ou um problema repetido de controle de compressão. Em linhas de bebidas e laticínios, uma descoberta comum em campo é que os operadores continuam apertando a mesma junta até que o vazamento visível pare, mas os ferrules estavam ligeiramente desalinhados desde o início. O resultado é uma gaxeta carregada de forma desigual, uma vida útil do selo reduzida e uma junta que se torna mais difícil de limpar internamente, mesmo quando não pinga mais externamente. Uma junta seca não é automaticamente uma junta higienicamente correta. Se vazamentos repetidos da braçadeira estiverem ligados à geometria do ferrule, compressão da gaxeta ou detalhes de conexão difíceis de limpar, revise a escolha da conexão com base em nosso guia para como selecionar conexões de grau alimentício para processamento de alimentos.
Válvulas, Pontos de Amostragem e Outros Conjuntos de Alto Risco
Válvulas e pontos de amostragem devem ser tratados como conjuntos de manutenção mais alta do que tubos retos. Válvulas borboleta, válvulas de diafragma, válvulas de amostragem, áreas de mistura à prova e válvulas de retenção contêm mais detalhes internos, mais zonas de sombra ou mais superfícies de selo do que uma seção reta de tubulação. Essas características as tornam essenciais para o controle do processo, mas também as tornam mais sensíveis ao método de limpeza, comportamento do produto e disciplina de inspeção.
No planejamento de manutenção baseado em risco, esses conjuntos merecem revisão mais frequente do que trechos simples de tubulação, pois são mais propensos a se tornarem o primeiro ponto fraco higiênico. Para engenheiros de manutenção, a pergunta mais útil não é “A linha inteira foi limpa?” mas “Qual conjunto nesta linha é mais difícil de limpar e mais fácil de ser negligenciado?”
Rotinas de Manutenção Diária, Semanal e Periódica
Verificações Diárias
Verificações diárias de grau alimentício devem focar em indicadores visíveis de risco e pontos problemáticos repetidos. Uma boa prática diária inclui uma revisão rápida de:
- Vazamento visível ou suor nas juntas de grampo
- Resíduo ao redor de terminais, saídas de válvulas ou pontos de amostragem
- Drenagem deficiente após limpeza ou troca
- Odor incomum ou arraste em conjuntos em contato com o produto
- Sinais externos de lavagem ou respingo entrando em áreas que devem permanecer controladas
Do ponto de vista de inspeção, as verificações diárias funcionam melhor quando não são distribuídas uniformemente em todos os componentes. O objetivo é revisar os conjuntos que historicamente criam a maior instabilidade higiênica.
Verificações Semanais
Verificações semanais devem confirmar a condição de componentes controlados e conjuntos que envelhecem mais rápido do que tubulação reta. Os itens típicos de revisão semanal incluem a condição da junta, locais de vazamento recorrentes, funcionamento da válvula, limpeza do ponto de amostragem e sinais precoces de corrosão ou acúmulo de minerais em torno das conexões de grau alimentício.
As plantas que obtêm melhores resultados a longo prazo geralmente tratam as verificações semanais como uma oportunidade para confirmar tendências, não apenas para procurar falhas óbvias. Se um ramo continua precisando da mesma atenção toda semana, isso geralmente é uma pista de geometria ou controle de componente que vale a pena escalar.
Inspeção Periódica Profunda
A inspeção periódica deve abrir conjuntos representativos de alto risco, em vez de confiar apenas na aparência externa. Em plantas de alimentos, isso geralmente significa abrir juntas de grampo selecionadas, revisar os internos das válvulas, verificar áreas adjacentes à solda, confirmar que as peças de reposição corretas foram usadas e usar inspeção por boroscópio quando justificado. Esta revisão mais profunda é especialmente valiosa após mudanças de processo, nova química, mudanças de produto ou desvios repetidos de sanitização.
O Que Deve Acionar a Manutenção Imediata
Certas condições devem acionar uma investigação imediata, em vez de aguardar o próximo intervalo planejado. Estas incluem:
- Vazamento repetido na mesma junta de grampo
- Desvios de ATP ou microbiológicos de um local repetido
- Água de enxágue retida persistentemente após a limpeza
- Descoloração visível ao redor de uma solda ou face do férula
- Preocupação recorrente com transferência de alérgenos após troca de produto
- Retenção inesperada de odor em uma válvula ou conjunto de amostragem
| Frequência | Foco em Manutenção | Metas Típicas |
|---|---|---|
| Diariamente | Condição higiênica visível e anomalias operacionais | Vazamentos, resíduos, retorno de drenagem, odor, juntas com problemas repetidos |
| Semanalmente | Condição da vedação e revisão recorrente do conjunto | Juntas, válvulas, pontos de amostragem, conjuntos de grampos, acúmulo precoce |
| Periódico | Inspeção e verificação interna representativa | Juntas abertas, internos de válvulas, áreas de solda, geometria de ramais, peças de reposição |
| Evento acionado | Inspeção corretiva imediata | Falhas de ATP, vazamentos repetidos, arraste, água retida, sinais de corrosão |
Como os Programas de Manutenção se Desintegram na Prática
Quando a Mesma Junta de Grampo Continua Vazando
Um vazamento repetido na mesma junta de grampo geralmente significa que a planta está corrigindo o sintoma, não a causa. Em mais de uma linha de bebidas, o chamado de vazamento continuou retornando à mesma montagem mesmo após múltiplas tentativas de reaperto. A causa real acabou sendo uma combinação de leve desalinhamento do ferrulo e uma junta que já havia sido danificada por repetidas sobrecompressões. Uma vez que o ajuste foi corrigido e a junta aprovada foi instalada, o problema de vazamento recorrente desapareceu. A lição é simples: pare de tratar todo vazamento recorrente como um problema de torque.
Quando o Loop Principal de CIP Parece Bom, mas um Ramo Ainda Falha
Alguns dos problemas de manutenção sanitária mais difíceis vêm de geometrias locais que estão ocultas atrás de dados de limpeza aceitáveis em todo o sistema. Isso é especialmente comum em ramos de amostragem, tês de instrumentos curtos sem saída e aglomerados de válvulas de baixo fluxo. Em linhas de laticínios, não é incomum ver resultados aceitáveis de CIP no lado de retorno, enquanto o mesmo ramo continua a mostrar resíduos retidos ou falhas repetidas de ATP. Nessas situações, a correção melhor geralmente é geométrica ou procedimental, em vez de química.
Quando uma Atualização de Material Não Resolve o Problema
Atualizações de material podem reduzir o risco relacionado à corrosão, mas não corrigem geometrias higiênicas ruins. Um erro de campo repetido é mudar para uma liga mais resistente à corrosão e esperar que os desvios de sanitização desapareçam. Na realidade, linhas com soldas ásperas, bolsões mortos, drenagem ruim ou controle fraco de juntas podem permanecer difíceis de manter, independentemente da liga. Se você precisar revisar o lado material do problema, consulte Aço inoxidável 316L em aplicações de grau alimentício, mas mantenha essa revisão vinculada à drenabilidade e ao acesso de inspeção.
Por que a Inspeção Baseada em Risco Geralmente Funciona Melhor do que a Desmontagem Completa da Linha
Muitas plantas perdem muito tempo abrindo as partes erradas do sistema. Uma desmontagem completa da linha parece minuciosa, mas frequentemente aumenta a mão de obra, o tempo de reinício e a exposição sem melhorar o controle dos verdadeiros pontos fracos de higiene. Um modelo mais eficaz é a inspeção baseada em risco, onde pontos de amostragem, aglomerados de válvulas, juntas com gaxetas, ramificações de baixa drenagem e áreas de problemas repetidos recebem mais atenção do que trechos retos de tubulação.

Lista de Verificação Prática de Manutenção para Sistemas de Tubulação de Grau Alimentício
Antes da Partida
- Verificar montagem correta e assentamento da gaxeta
- Confirmar que não há água retida óbvia em pontos baixos críticos
- Verificar se as juntas abertas foram remontadas com peças aprovadas
- Confirmar as posições das válvulas e a condição da montagem de amostragem
- Confirmar que a linha está liberada da limpeza e pronta para contato com o produto
Após Troca ou Limpeza
- Inspecione juntas críticas e locais de problemas recorrentes
- Confirme que não há transferência visível ou odor incomum remanescente
- Revise o retorno de drenagem nos pontos baixos de maior risco
- Verifique pontos de amostragem e conjuntos de ramais quanto a resíduos retidos
Durante Parada de Rotina
- Abra juntas representativas de alto risco
- Inspecione internos de válvulas selecionadas e conjuntos de amostragem
- Revise áreas adjacentes à solda quanto a rugosidade, descoloração ou acúmulo
- Confirme se o histórico de substituição corresponde aos materiais e tamanhos aprovados
Antes da Auditoria ou Revisão de Validação
- Confirmar a rastreabilidade das peças de reposição críticas
- Verificar o método de limpeza documentado e os gatilhos de manutenção
- Revisar os registros de inspeção para conjuntos com problemas recorrentes
- Confirmar que os materiais aprovados e as peças de reposição de grau alimentício ainda estão controlados corretamente

Como Reduzir Problemas de Manutenção por Meio de Melhor Projeto e Seleção de Componentes
Usar Conexões de Grau Alimentício que Correspondam ao Regime Real de Limpeza
O sistema sanitário mais fácil de manter é aquele cujas conexões foram selecionadas para o método de limpeza real, não apenas para tamanho nominal e custo. Se você está escolhendo novos componentes ou revisando um ponto de problema repetido, use nosso guia sobre como selecionar conexões de grau alimentício para processamento de alimentos para alinhar a escolha do acessório com CIP, inspeção manual, drenabilidade e risco sanitário.
Separe a Seleção de Material da Revisão de Geometria—mas Nunca da Realidade de Manutenção
A liga correta ajuda, mas não substitui a necessidade de geometria sustentável e vedações controladas. Se seu sistema opera em laticínios, salmoura, bebidas ou outros serviços sanitários agressivos, revise o lado do material com Aço inoxidável 316L em aplicações de grau alimentício, mas mantenha essa revisão vinculada à drenabilidade, qualidade da solda e acesso à inspeção.
Não Misture Conveniência Industrial com Requisitos de Serviço Sanitário
Um componente que é mecanicamente conveniente nem sempre é o componente sanitário mais fácil de manter. Se uma linha continua criando problemas de sanitização ou substituição, compare o estilo de conexão e componente com os requisitos sanitários, em vez de assumir que qualquer peça de aço inoxidável é suficientemente próxima. Essa distinção é explicada em conexões sanitárias vs conexões industriais.
Conclusão: A Manutenção de Tubulação Sanitária É um Sistema de Projeto, Limpeza e Inspeção—Não uma Tarefa Única
A manutenção de tubulação sanitária funciona melhor quando o método de limpeza, rotina de inspeção, controle de componentes e projeto sanitário são tratados como um sistema único. O principal objetivo não é apenas manter o aço inoxidável com aparência limpa. É manter as superfícies em contato com o produto verdadeiramente limpas, drenáveis, verificáveis e confiáveis em todas as condições de produção, troca e auditoria.
Se você deseja menos desvios sanitários, menos vazamentos repetidos e melhor controle de tempo de inatividade, concentre-se primeiro nas montagens que criam o maior risco higiênico: juntas, conexões de grampo, soldas, ramificações, válvulas e pontos de amostragem. Em seguida, apoie esse trabalho com melhor seleção de conexões, melhor revisão de materiais e melhores registros de inspeção. Essa combinação é o que transforma um sistema de tubulação de grau alimentício de um fardo de manutenção em um ativo higiênico estável. Para um caminho completo de especificação higiênica, revise como selecionar conexões de grau alimentício para processamento de alimentos, conexões sanitárias vs conexões industriaise Aço inoxidável 316L em aplicações de grau alimentício. Para projetos que atendem aos mercados da UE, as decisões sobre materiais e contato com alimentos também devem estar alinhadas com Regulamento (CE) nº 1935/2004.
PERGUNTAS FREQUENTES
Com que frequência os sistemas de tubulação de grau alimentício devem ser inspecionados?
A frequência de inspeção deve ser baseada no risco higiênico, na intensidade da limpeza e no histórico de desvios. As verificações diárias devem focar em vazamentos visíveis, resíduos e drenagem inadequada. As verificações semanais devem focar em juntas, condição das válvulas e montagens com problemas repetidos. Inspeções periódicas mais profundas devem abrir pontos representativos de alto risco e verificar a condição interna.
A CIP é suficiente para todos os sistemas de tubulação de grau alimentício?
Não. A CIP é eficaz apenas quando a geometria do equipamento, a cobertura do fluxo e a drenabilidade a suportam. Algumas montagens ainda exigem inspeção manual, limpeza fora do lugar ou desmontagem direcionada porque sua geometria é mais difícil de limpar de forma confiável no lugar.
Quais partes de um sistema de tubulação de grau alimentício falham primeiro?
Os primeiros pontos fracos higiênicos geralmente não são os tubos retos. Eles são mais frequentemente juntas, conexões de grampo, internos de válvulas, pontos de amostragem, áreas adjacentes a soldas e ramificações de baixa drenagem onde o resíduo ou exposição química é mais difícil de controlar.
Como as pernas mortas afetam a manutenção de tubulação de grau alimentício?
Pernas mortas aumentam a dificuldade de limpeza e o fardo de inspeção. Elas podem prender produto ou água de enxágue, reduzir a ação efetiva da CIP e se tornar fontes repetidas de resíduos, falhas de ATP ou positivos microbiológicos se não forem revisadas e mantidas corretamente.
As juntas devem ser substituídas em um cronograma fixo ou por condição?
A maioria das plantas precisa de ambas as abordagens. A revisão baseada em condição é essencial porque as juntas falham devido à química, calor, histórico de compressão e manuseio. Mas sistemas críticos de grau alimentício frequentemente também se beneficiam de um intervalo de substituição controlado para que as vedações não sejam levadas à falha no serviço de produção.
O 316L reduz os problemas de manutenção em tubulações de grau alimentício?
Pode reduzir problemas relacionados à corrosão em serviços mais exigentes, mas não substitui o projeto de grau alimentício ou a disciplina de inspeção. Um sistema 316L com drenagem deficiente, qualidade de solda fraca ou controle incorreto de juntas ainda pode se tornar difícil de manter de forma higiênica.



