In sanitary plants, “leak-free” is only half the job. Cleanability, dead-leg control, and traceable materials decide whether the joint is acceptable.
Compression fittings are increasingly specified in sanitary facilities for small-bore tubing, sampling lines, analyzer take-offs, and utility circuits where you need repeatable, leak-tight joints without welding. In pharmaceutical and food & beverage plants, the selection problem is rarely “can it seal?” It is “can I clean it, validate it, and document it?” That means surface finish, dead-leg control, correct materials such as 316/316L, and traceable documentation aligned with hygienic design expectations such as 3-A, EHEDG, and, where bioprocess equipment is involved, ASME BPE. If you are using stainless compression fittings from any manufacturer, including Sunhy, treat the fitting as a system: tube quality, preparation, tightening method, and post-assembly inspection all decide the outcome.
Compression Fittings in Sanitary Systems
What Are Compression Fittings?
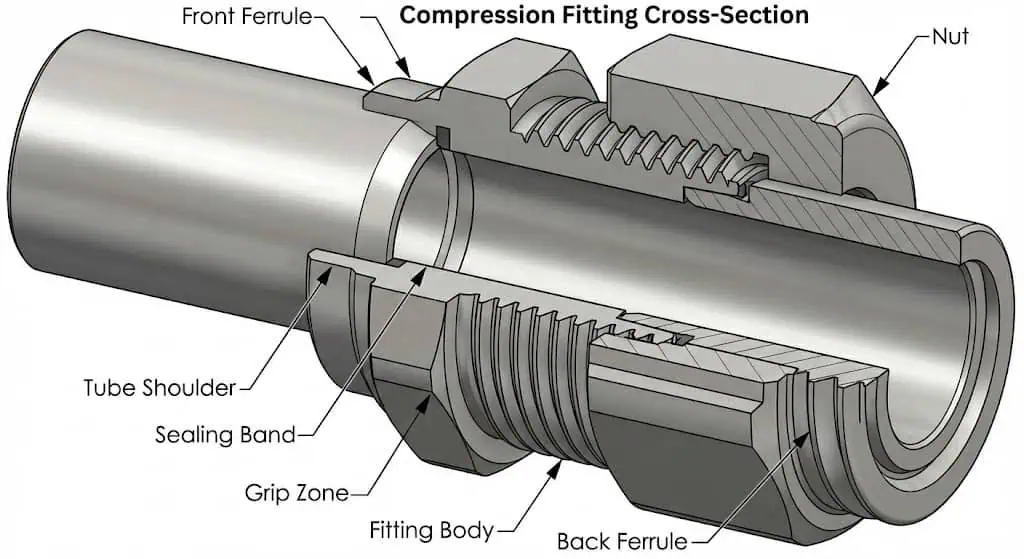
Compression fittings are mechanical connectors that create a tight, leak-resistant seal between tubes using controlled deformation of a ferrule or ferrule set as the nut is tightened. You install them without heat, welding, or adhesives. In practice, sealing performance depends on tube OD tolerance, roundness, surface condition, correct insertion to the body shoulder, and tightening to the manufacturer’s method, whether that is turns, torque, or gauge. If your plant runs CIP, SIP, or frequent washdowns, you also need to evaluate whether the installed joint geometry creates crevices or dead legs in the real installation orientation.
Insert the tubing into the fitting until it bottoms on the internal shoulder.
Slide the compression ring or ferrule set into position and bring the nut to finger-tight.
Tighten the nut using the specified method, whether turns, torque, or gauge. If you need a practical tightening sequence, reference your plant procedure or a step-by-step guide such as tube fitting installation.
Field example: A recurring “mystery leak” on a sampling panel is often traced to a tube that was slightly oval from bending. The ferrule sealed on one axis but never formed a full 360° contact band. The fix was not more torque. It was re-cutting the tube square, controlling bend radius, and remaking the joint with a verified tube OD.
Why Use Compression Fittings for Sanitary Applications?
You choose compression fittings in sanitary environments when you need clean installation without hot work, compact routing, and repeatable maintenance access, especially on tubing circuits that are inspected frequently. They are common on instrumentation and utility connections in food and pharma plants because they allow fast disassembly for troubleshooting without cutting and re-welding.
Some key advantages include:
High mechanical integrity when the tubing is prepared correctly and the joint is tightened to specification.
Reliable long-term seals in vibration or thermal cycling when the tube is supported and the fitting is not carrying bending load.
Fast installation and rework with no soldering, brazing, or adhesive cure time.
Practical for skid-mounted equipment, analyzers, and tight enclosures where welding access is limited.
Useful for planned maintenance because you can break and remake lines with controlled procedures, then verify by leak testing.
One important boundary: “sanitary” does not automatically mean “product-contact approved.” For direct product-contact transfer lines, many hygienic standards and user specifications still prefer welded tubing or hygienic clamp unions. Compression fittings are typically strongest in small-bore tubing applications where the installation can be designed to avoid dead legs and validated for cleanability.
Key Benefits for Sanitary Applications
Hygiene and Cleanability
You achieve better hygiene with compression fittings only when the installed geometry is hygienic: smooth product-contact surfaces, minimal crevices, drainable orientation, and controlled dead-leg length.
Hygienic design focuses on eliminating stagnant zones and making surfaces cleanable in place. A common engineering check is the dead-leg ratio, often expressed as L/D. Use your governing guideline, whether 3-A, EHEDG, ASME BPE, or the owner’s specification, and design the take-off so it is short, drainable, and cleanable.
Surface finish matters because roughness increases biofilm risk and makes cleaning validation harder. As a typical hygienic reference point, many food-contact guidance documents use a maximum roughness around 32 µin Ra, or 0.8 µm, for product-contact surfaces. Some bioprocess specifications are tighter depending on service and validation approach.
Cleanability is not a claim. You verify it. If the joint is in a CIP or SIP circuit, document the cleaning chemistry, temperature, hold time, and inspection method your site uses.
Hygienic Check
What You Verify On Site
Dead-leg control
Take-off length vs tube ID, orientation, and whether the branch drains or flushes under CIP flow.
Surface condition
No scratches, dents, or discoloration in product-contact zones. Finish level matches your specification and is documented where required.
Drainability
No “cups” or low points that trap product or condensate. Support and slope match your hygienic piping practice.
Disassembly risk
After maintenance, remake joints using a controlled procedure and perform leak testing before release to production.
Tip: In regulated areas, specify what “cleanable” means: dead-leg rule, surface finish, and inspection method. A fitting that seals but creates a stagnant pocket is a hygiene problem, not a success.
Leak-Free Performance
You can rely on compression fittings for leak-tight connections when the tube and fitting are treated as matched components and the make-up method is controlled.
Most leaks are installation-driven: tube not bottomed on the shoulder, tube cut not square, burrs left on the ID or OD, ferrules assembled incorrectly, or the nut tightened inconsistently.
Over-tightening is not “extra safety.” It can distort the tube, damage ferrules, and create a leak path after thermal cycling.
For sanitary skids, vibration and tube stress matter. If the fitting is carrying bending load because the run is misaligned, you will see intermittent leaks during washdown or temperature swings.
Feature
Benefit for You
No soldering required
No hot work and less risk of heat tint or oxide on stainless surfaces in the work area.
Controlled mechanical seal
Repeatable make-up when you follow the manufacturer’s turns, torque, or gauge method.
Maintainable joint
You can disassemble for troubleshooting, then re-verify by leak testing before restart.
Field example: A CIP chemical dosing line leaked only during hot cycles. The root cause was a slightly under-inserted tube. The ferrule sealed at ambient temperature, but thermal expansion opened a micro-gap. The corrective action was to remake the joint with verified insertion, then add tube support so the fitting did not carry load.
Easy Installation
You save time with compression fittings because assembly is straightforward, but “easy” still needs process discipline in sanitary areas.
You do not need heat or adhesives, which reduces contamination risk and avoids hot-work permits in many plants.
The fittings are serviceable. You can disassemble for inspections or equipment swaps, then remake with a documented method.
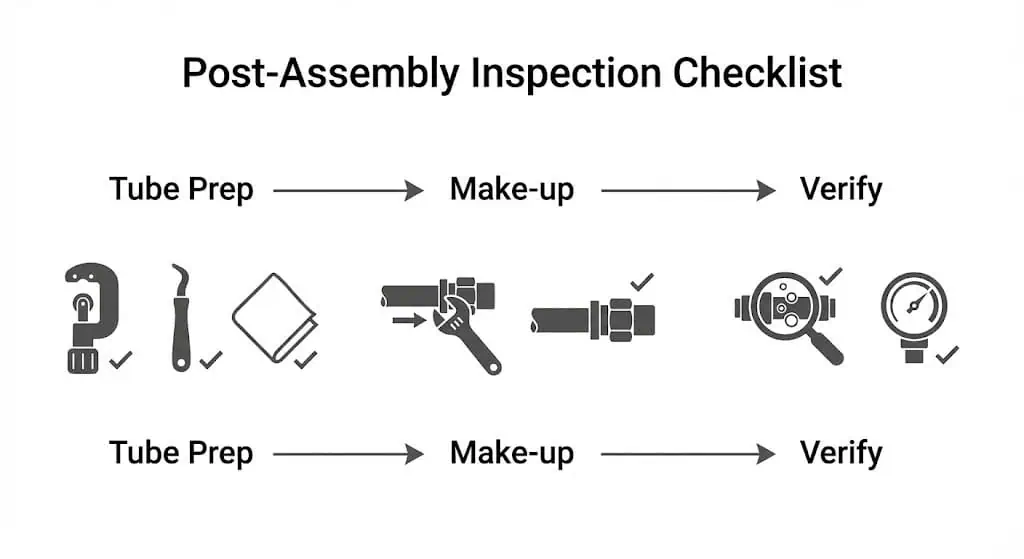
To protect seal integrity, follow a repeatable preparation sequence: square cut, deburr, clean, bottom the tube, then tighten using the specified method. For a plant-friendly checklist, use a controlled procedure similar to leak-free instrumentation tube fittings installation.
Note: In sanitary spaces, “finger-tight plus a guess” is not a method. Use the manufacturer’s turns, torque, or gauge approach, then verify by leak testing before release.
Versatility in Sanitary Environments
You gain flexibility because compression fittings support compact tubing layouts and frequent access, both of which are common needs in sanitary processing plants.
They are practical for analyzer and sample panels, instrument air, nitrogen purges, and small-bore utility circuits that must be serviced without cutting and re-welding.
In pharmaceutical settings, they are often used where tubing is removed for calibration or cleaning validation tasks, and a controlled remake procedure is already in place.
You can route tubing through tight spaces and still maintain access for inspection and leak testing.
You can match a wide range of tubing sizes and configurations as long as you standardize OD units, inch vs metric, and material grades.
The design supports future modifications when you can control dead legs and ensure drainability in the revised layout.
Remember: sanitary performance is created by the installed design, including dead legs, slope, and surface condition, as much as by the fitting model itself.
Cost and Reliability Advantages
Reduced Labor and Maintenance
You save time and money with compression fittings because they reduce fabrication steps and make troubleshooting faster. Compression fittings allow you to assemble and disassemble connections using basic hand tools, which is valuable when your system must return to service quickly after inspections or equipment swaps. Compared with welded joints, which may require purge control, weld records, and post-weld cleaning, a properly controlled compression fitting procedure can shorten turnaround time, especially on small-bore tubing circuits.
You connect and disconnect compression fittings quickly for planned maintenance.
You minimize downtime during repairs or upgrades on tubing circuits.
You reduce rework when tube prep and tightening method are standardized.
Tip: The biggest cost lever is not the fitting price. It is the repeatability of installation and the number of remakes needed to pass leak testing.
Fitting Type
Installation Tools Needed
Labor Skill Level
Maintenance Frequency
Compression Fittings
Basic hand tools
General, with a controlled procedure
Low when supported and installed correctly
Welded Fittings
Welding equipment
Skilled
Low, but rework time can be high if access is limited
Flanged Fittings
Wrenches, torque tools
Skilled
Moderate due to gasket and bolt control plus periodic checks
Long-Term Value
You gain long-term value with compression fittings when your plant can inspect, remake, and verify joints without damaging the tubing. In sanitary operations, reliability is measured by fewer leak events, fewer unplanned stops, and consistent post-maintenance start-ups. A robust procedure of tube prep, controlled tightening, and leak testing improves life-cycle performance more than “tighten harder” ever will.
You avoid frequent shutdowns caused by small leaks on sampling or analyzer circuits.
You spend less on emergency rework because joints can be remade using standard steps.
You maintain consistent performance when tube support and alignment prevent fitting loads.
Compression fittings can be a cost-effective solution for both new installations and ongoing maintenance, provided you respect the hygienic boundaries, such as dead legs, cleanability, and documentation, required by your facility.
Note: If a line is truly product-contact critical and must meet strict hygienic geometry everywhere, your specification may still require orbital welding or hygienic clamp connections. Use compression fittings where the design and validation strategy supports them.
Choosing Compression Fittings for Sanitary Needs
Material Selection
You should choose the right material based on corrosion risk, cleaning chemistry, and documentation needs, not just “stainless vs brass.”
Stainless steel and brass are common materials for compression fittings, but they do not serve the same sanitary scope. Stainless steel, often 316 or 316L in hygienic plants, is preferred where corrosion resistance and repeated cleaning cycles matter. Brass may be acceptable in certain non-product utility services depending on your site policy and regulatory requirements. If your sanitary system uses aggressive cleaners, hot water, or frequent washdowns, specify the stainless grade and surface condition explicitly and keep the tubing and fittings material matched whenever possible.
If you need consistent assembly performance, make sure the tubing specification is defined, including OD tolerance, wall thickness, hardness, and surface condition. For general guidance on fitting families and where they fit, you can cross-check tube fitting types and align your plant standard accordingly.
Material
Advantages
Brass
Easy to install, versatile, reusable; typically limited to non-product utility services depending on plant rules
Stainless Steel
High corrosion resistance, strong, reusable with inspection; commonly specified in sanitary environments, especially 316 or 316L
Tip: If the line sees frequent cleaning or chemical exposure, write the material grade and surface expectation into the specification so purchasing and maintenance are aligned.
Sizing and Compatibility
You must select the correct size and compatibility details, including OD system, tubing specification, and connection interfaces, to prevent leaks and rework.
Start by matching the fitting to the tubing OD, inch or metric, and wall thickness. Then confirm the operating envelope, including pressure, temperature, and vibration, and the cleaning envelope, including CIP or SIP temperature, chemical exposure, and washdown conditions. Compatibility is not only “will it fit.” It is “will it seal repeatedly after maintenance.” If the system includes threaded transitions, standardize thread type to avoid mismatch errors.
Selection Input
What It Controls
Tube OD standard, inch or metric
Fit-up, ferrule engagement, and whether the tube bottoms correctly
Tube wall and hardness
Ferrule bite and sealing stability through thermal cycles
Surface condition, including scratches or ovality
Leak risk and repeatability after remake
Layout, support, and alignment
Whether the fitting is carrying bending load or vibration stress
Improper sizing or compatibility can cause leaks, system failures, and hygiene risks because remakes introduce downtime and increase the chance of contamination events. A practical shop-floor rule is this: if the tube run needs force to “pull into place,” fix the routing and support first. Do not use the fitting to correct misalignment.
Match fitting size to the tube OD system and verify tubing specification.
Check pressure, temperature, vibration, and cleaning exposure.
Confirm chemical compatibility for cleaners and process media.
Standardize interfaces, threads, adapters, and transitions to avoid mixed standards.
If your quality system requires documentation for critical lines, align purchasing to traceable material and certificates, for example EN 10204 3.1, and keep a clear record of what was installed and where.
Standards and Certification
You need to verify whether the application is “general cleanliness” or “hygienic/product-contact,” then select the standard set your facility uses to judge acceptability.
For food, dairy, and hygienic equipment, 3-A and related guidance commonly emphasize cleanable geometry and surface condition. EHEDG provides hygienic design principles widely referenced in Europe and in global OEM specifications. In bioprocess or pharmaceutical equipment, ASME BPE is often used to define hygienic design expectations and surface finish designations in specifications. Independently of the hygienic standard, your QA system may also require traceability and inspection documentation such as heat number traceability, MTR or MTC, and PMI where required. If your team needs a quick refresher on certificate interpretation, see how to interpret a material certificate (MTC).
Standard/Requirement
Key Points
3-A sanitary guidance
Cleanable design expectations, including avoidance of crevices and dead legs, plus surface condition requirements in many food-contact references
EHEDG principles
Hygienic design principles used to evaluate cleanability, drainability, and avoidance of stagnant zones
ASME BPE, where applicable
Bioprocess equipment expectations often referenced for hygienic design and surface finish designations
Traceability documents
Heat number traceability, EN 10204 3.1 where required, and controlled receiving inspection for critical services
Note: “Certified” should mean something specific in your plant: which standard set applies, what surface condition is required, and what documentation must be filed for audit readiness.
Compression fittings can provide reliable, hygienic, and cost-effective solutions for sanitary plants when you use them in the right scope and control the installation. You benefit from:
Hygiene: hygienic layout and leak prevention reduce contamination risk in tubing circuits.
Reliability: controlled make-up and proper support improve stability through thermal and vibration cycles.
Cost-effectiveness: faster maintenance and fewer remakes reduce downtime cost.
Adaptability: easy modifications support skids, sampling, and instrumentation changes.
Choose high-quality components, define a clear specification covering material, tube standard, tightening method, and inspection, and train installers to follow it. After maintenance, verify by leak testing and document the result before releasing the system back to production.
FAQ
What makes compression fittings suitable for sanitary applications?
They are suitable when the application is within scope, typically small-bore tubing, sampling, instrumentation, and utilities, and the installed geometry is cleanable. In sanitary environments, you evaluate more than sealing. You also check dead legs, drainability, surface condition, and whether your cleaning and validation approach can cover the installed joint.
How do you install compression fittings?
You follow a controlled method: prepare the tube, insert it to the shoulder, then tighten using the specified turns, torque, or gauge method. No heat is needed, but cleanliness and repeatability matter. A good plant procedure includes square cut, deburr, clean, bottom the tube, tighten per method, then leak test before release.
Tip: If you are remaking joints during maintenance, mark and document your method so repeated remakes do not drift into over-tightening.
Can you reuse compression fittings?
You can often reuse the fitting body and nut after inspection. Ferrule reuse depends on the manufacturer’s guidance and the criticality of the service. In regulated or critical services, many plants replace ferrules when remaking joints to reduce uncertainty. At minimum, inspect for thread damage, galling, ferrule deformation, and tube scoring before reassembly.
Fitting Type
Reusable?
Stainless Steel
Often yes for body and nut with inspection; ferrules depend on manufacturer guidance and service criticality
Brass
Often yes for non-critical services with inspection; confirm plant policy and media compatibility
What standards should you check for sanitary fittings?
Check the hygienic standard set used by your facility, commonly 3-A and/or EHEDG, and ASME BPE where bioprocess specifications apply, plus your QA traceability requirements. These determine what “sanitary” means in your context: cleanable geometry, surface condition, documentation, and validation expectations.
Technical Review Basis
Reviewed for: hygienic tubing, sanitary-support system selection, instrumentation maintenance, and cleanability verification logic.
")