








316/316L stainless steel is usually the best “default” for corrosive service in real piping systems because it improves resistance to chloride-driven pitting and gasket/threads crevice corrosion. The grade choice matters most at the places fittings actually fail: under gaskets, inside threaded roots, at dead-legs, and at weld heat-affected zones. For seawater-scale chloride exposure (about 19,000 mg/L chloride), 316 can still pit or crevice-corrode—especially if warm and stagnant—so duplex 2205 (or higher-alloy options) is often evaluated for critical duty. Refineries, water treatment plants, and petrochemical facilities typically see localized attack (pitting/crevice) first, not uniform wall thinning, so you want selection guidance that ties alloy choice to joint geometry, temperature, stress, and maintenance reality—not just a “304 vs 316” list. Sunhy manufactures Stainless Steel Pipe Fittings and can support engineering verification through clear heat traceability and Mill Test Reports (MTRs) when specified on RFQs.
304 vs 316 vs Duplex: Quick Comparison Table
Corrosion Resistance and Applications
316/316L and Duplex stainless steels provide higher resistance to localized corrosion mechanisms that dominate chloride service.
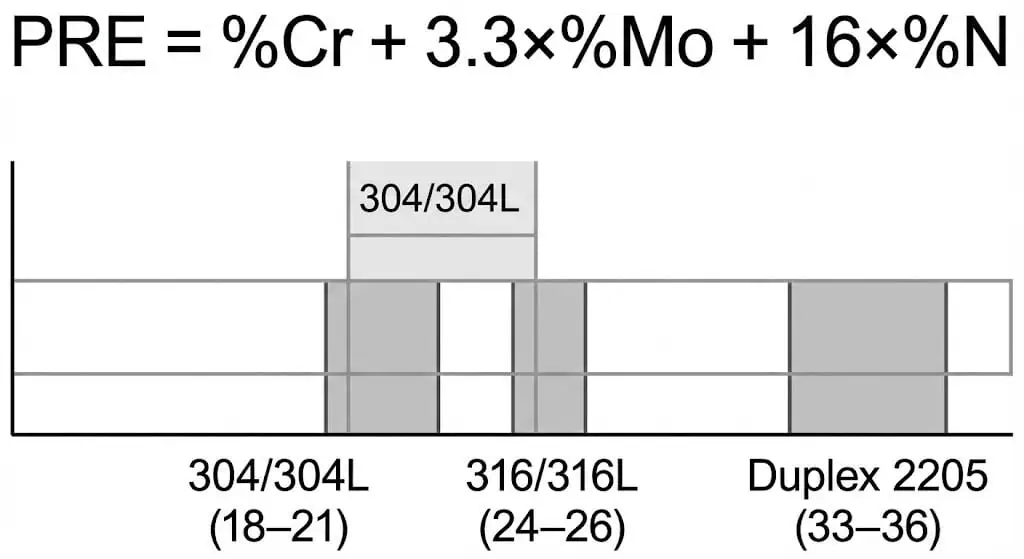
304 stainless steel can be reliable in mild environments (food processing, indoor utility water, non-chloride aggressive media) when joints are designed to minimize crevices and the system is kept clean. 316/316L adds molybdenum, which raises resistance to pitting/crevice corrosion in chloride-bearing water and marine atmospheres (selection background: Outokumpu Supra datasheet (PRE & SCC notes)). Duplex 2205 typically provides still higher pitting resistance plus much higher yield strength, and it is commonly chosen when warm chlorides and tensile stress make SCC or crevice corrosion a realistic failure mode. You can also compare corrosion performance using PRE (Pitting Resistance Equivalent): PRE = %Cr + 3.3×%Mo + 16×%N, but remember surface finish, temperature, crevice geometry, and oxygen availability strongly affect real outcomes.
| Property | 304/304L | 316/316L | Duplex 2205 |
|---|---|---|---|
| Localized corrosion (pitting/crevice) in chlorides | Good (mild chlorides, low temperature) | Better (Mo improves pitting/crevice resistance) | Excellent (higher PRE; better margin in warm chlorides) |
| Typical applications | Food, indoor water, general process (low chloride) | Coastal/outdoor, cooling water, chemical & water treatment | Seawater/brine, offshore, desalination, high-pressure chlorides |
| Common weak points to design around | Threads, gaskets, dead-legs in chlorides | Crevices in warm stagnant chlorides | Weld procedure control (heat input/ferrite balance) |
Strength and Durability
Duplex 2205 delivers the highest strength margin and better mechanical robustness where vibration, pressure cycling, and joint preload stability matter.
In most common standards/product forms, 304/304L and 316/316L have broadly similar strength levels, while Duplex 2205 is typically about ~2× the yield strength. That higher yield strength can allow thinner wall designs (where code and corrosion allowance permit) and can reduce plastic deformation risk during assembly (e.g., flange rotation, thread galling from misalignment). For reference selection charts, see the Outokumpu Core datasheet and Supra datasheet, which compare yield vs PRE trends for common grades.
| Material | Tensile Strength (MPa) | Yield Strength (MPa) |
|---|---|---|
| 304/304L | Typical minimums depend on product form/standard | ~200–230 (order spec dependent) |
| 316/316L | Typical minimums depend on product form/standard | ~200–230 (order spec dependent) |
| Duplex 2205 | Typically higher than austenitic grades | Often ≥450 (order spec dependent) |
Cost Considerations
304 has the lowest initial material cost, 316/316L adds alloy cost for corrosion margin, and duplex often wins on lifecycle cost when failures are expensive.
In purchasing reality, alloy surcharges driven by Ni/Mo markets can dominate the price spread. The engineering question is not “which is cheaper per kg,” but “what is the cost of one leak, one shutdown, or one replacement campaign.” Stainless in water and process service is often justified on total installed/lifecycle cost, not just commodity price (water industry examples: SSINA—Stainless Steel in Water Handling & Delivery). If your system includes crevice-prone joints (gaskets/threads) and warm chlorides, upgrading alloy is frequently cheaper than repeating maintenance.
| Grade | Relative cost (typical) | Cost drivers / notes |
|---|---|---|
| 304/304L | 1.0× baseline | Good value when chlorides are low and joints are designed to avoid crevices |
| 316/316L | ~1.2–1.6× (variable) | Mo-bearing austenitic; usually the “default” upgrade for chloride-bearing water/outdoor exposure |
| Duplex 2205 | ~1.4–2.0× (variable) | Higher strength & higher PRE; often justified when warm chlorides + stress/crevices create SCC/crevice risks |
Tip: If your service is “chlorides + heat + tensile stress + crevices,” treat it as a failure-prevention problem, not a commodity purchase. Duplex 2205 is frequently selected specifically to reduce that combined risk window.
Pitting Resistance & Chloride Environments (PREN Overview)
Stainless steels in chloride service usually fail by pitting and crevice corrosion rather than by uniform thinning.
PRE (often called PREN in practice) is a fast comparison tool because it captures the alloying elements that strengthen the passive film and resist pit initiation. Outokumpu defines PRE using PRE = %Cr + 3.3×%Mo + 16×%N. Higher PRE generally means better margin in chlorides, but it is not a guarantee: crevice geometry, temperature, surface condition (heat tint/free iron), and oxygen availability can dominate outcomes in real joints.
For quick grade selection in chloride environments, use these practical guidelines (typical engineering guidance; actual limits depend on chloride level, temperature, stagnation, and joint crevices):
- Mild corrosion, low chlorides (clean indoor service water, low-salt condensate, general utility lines) – 304/304L can be acceptable when temperatures are moderate and crevices are minimized.
- Chloride-containing water, outdoor or coastal exposure (cooling water with chlorides, coastal installations, washdown areas, many water-treatment lines) – 316/316L is usually the default choice.
- Severe chlorides with heat and/or stress (warm seawater/brine, offshore, high-pressure desalination, aggressive chemical processing) – duplex 2205 is commonly evaluated to improve pitting/crevice resistance and SCC margin.
| Steel Type | Typical PRE (order/spec dependent) |
|---|---|
| 304/304L | ~18–21 |
| 316/316L | ~24–26 |
| Duplex 2205 | ~33–36 |
Note: Seawater-scale exposure is extreme: seawater contains about 19,000 mg/L chloride. In warm stagnant conditions, crevice corrosion can appear at gasketed joints even when straight pipe looks fine.
Stainless Steel Pipe Fittings: Grade Breakdown
304 Stainless Steel: Uses and Limits
304/304L stainless steel is reliable for mild environments, but it has clear limits in chloride service—especially at crevices and threads.
304 Stainless Steel Pipe Fittings perform well in clean water systems, food processing, and indoor utility service where corrosion drivers are controlled. A key engineering advantage is that in many water compositions, 304 and 316 do not require a corrosion allowance because they resist general thinning; localized corrosion control becomes the design focus (water-sector guidance: BSSA—selection in water & wastewater).
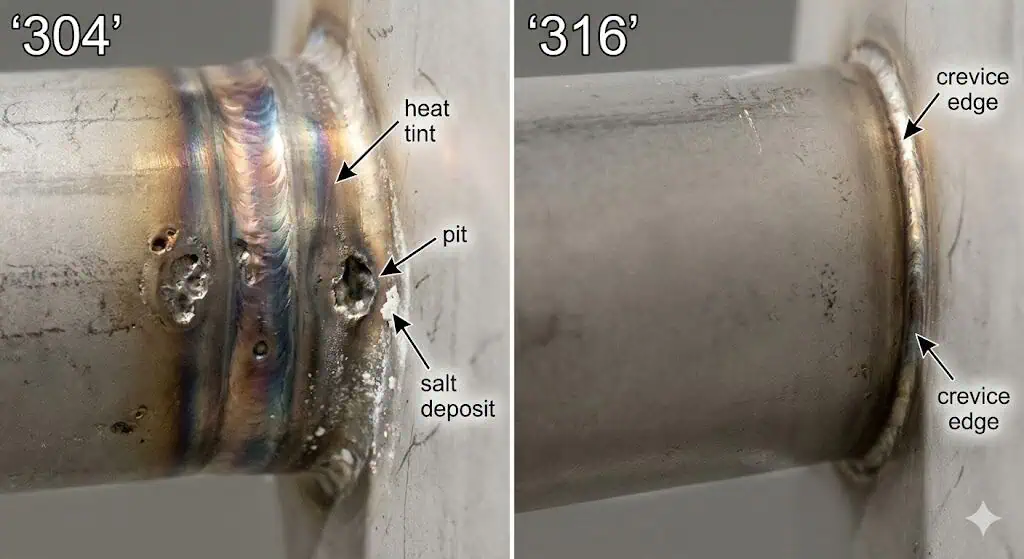
Where 304 gets into trouble is chloride-driven localized attack: pitting on the outside in coastal atmospheres, and crevice corrosion under gaskets, thread sealant, deposits, or stagnant pockets. In real plants, “304 fails” stories almost always have a geometry/maintenance driver—dead legs, gasket compression, heat tint, or surface iron contamination—not a clean, fully aerated straight run.
Field example (typical): A coastal utility skid used 304 threaded tees on a low-flow chlorinated line. After months of intermittent service, leaks started at thread roots where sealant trapped chloride-rich moisture. The fix was not just changing alloy; it was converting to butt-weld joints where feasible, removing dead-legs, and upgrading to 316L in the remaining crevice-prone locations.
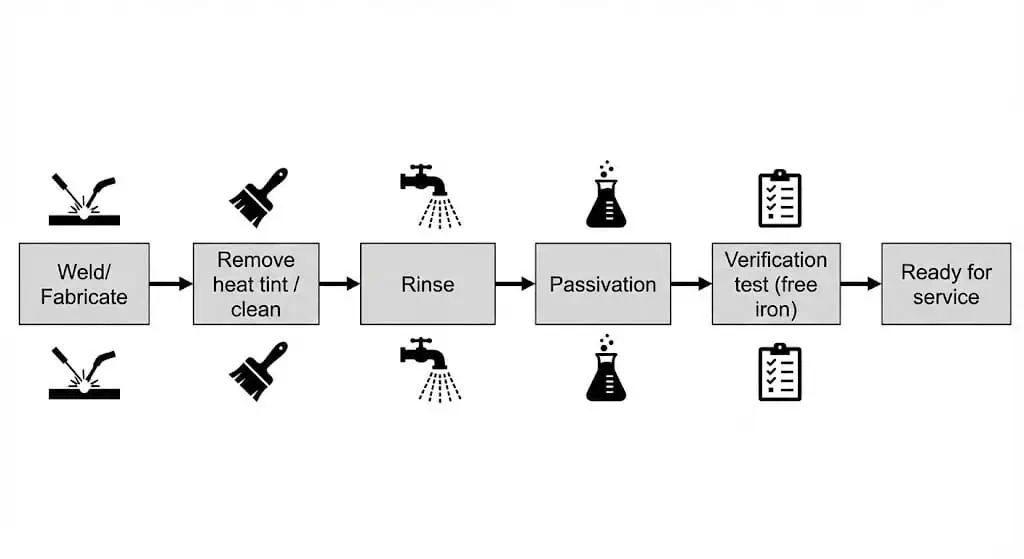
If your fabrication involves welding, 304L is commonly selected to reduce sensitization risk in the heat-affected zone. After fabrication, cleaning/pickling/passivation is often specified to restore corrosion performance when heat tint or free iron contamination is present (reference standards: ASTM A380 overview and ASTM A967/A967M (passivation)).
Common certifications include:
| Certification | Description |
|---|---|
| ISO 9001 | Quality management system controls (traceability, inspection, calibration) |
| ASME / dimensional standards | Specify the applicable standard (e.g., ASME B16.9) so fittings match system requirements |
| EN 10204 (3.1) / MTR | Material test reporting and heat traceability (verify chemistry/mechanical properties) |
Engineer note: If 304 is specified for cost, control the failure drivers—avoid threads in wet chlorides, minimize gasket crevices, remove heat tint, and specify cleaning/passivation when fabrication contamination is plausible (ASTM A380 / ASTM A967).
316 Stainless Steel: Enhanced Corrosion Protection
316/316L is the practical “go-to” grade for many corrosive services because it improves chloride pitting/crevice resistance with a manageable cost and manufacturing footprint.
316/316L is molybdenum-bearing, and that Mo addition is one reason its PRE is typically higher than 304 (see PRE formula and trends in the Outokumpu Supra datasheet). In practice, 316/316L is commonly selected for cooling water circuits, coastal installations, washdown areas, and many water-treatment or chemical-processing lines where chlorides and humidity are part of normal operation.
Where 316 can still fail: hot, stagnant, chloride-rich crevices (under gaskets, deposits, and thread roots). Outokumpu notes that applications combining tensile stress, chlorides, and temperatures above about ~50°C should be treated as SCC risk cases for some austenitic stainless steels—this is why duplex is often considered when the duty is “warm chlorides + stress.”
Field example (typical): A 316L flanged spool in a warm brine service showed gasket-line attack while the straight pipe looked acceptable. The corrective actions were (1) eliminate stagnant pockets, (2) switch gasket type/finish to reduce crevice severity, (3) improve post-fabrication cleaning, and (4) evaluate duplex 2205 for the crevice-dominated joints.
| Alloy | Chromium | Nickel | Molybdenum | Corrosion Resistance Characteristics |
|---|---|---|---|---|
| 304/304L | ~18% (typical) | ~8% (typical) | ~0% | General corrosion resistance; localized corrosion risk rises quickly in chlorides/crevices |
| 316/316L | ~16–18% (typical) | ~10–14% (typical) | Mo-bearing | Improved pitting/crevice resistance in chlorides; still vulnerable in hot stagnant crevices |
Applications commonly include:
- Cooling water and utility lines with measurable chlorides
- Water-treatment equipment and distribution components
- Chemical processing piping where chlorides are present
- Coastal/outdoor enclosures and washdown environments
- Sanitary systems where cleanability and corrosion margin are both required
Duplex Stainless Steel: High Performance in Harsh Environments
Duplex 2205 is often selected when 316/316L is no longer “safe enough” because it combines higher strength, higher PRE, and better resistance to chloride-related cracking risks.
Duplex Stainless Steel Pipe Fittings have a dual-phase structure (austenite + ferrite). In engineering terms, the practical benefits are (1) higher yield strength for pressure/vibration/assembly robustness and (2) improved resistance to chloride SCC and localized corrosion compared with standard austenitic grades in many warm-chloride cases. Duplex is a common choice for offshore seawater systems, high-pressure desalination, and brine/chemical services where one leak creates major safety or downtime cost.
The trade-off is welding and fabrication control: duplex performance is sensitive to heat input, interpass temperature, and the resulting phase balance. Typical welding guidance includes tight control of interpass temperature (often specified at ≤150°C in duplex guidance documents) and qualified procedures for the specific product form. If you are specifying duplex fittings, require clear WPS/PQR controls and material traceability on the purchase order.
Key engineering advantages (why duplex is chosen):
Duplex Stainless Steel Pipe Fittings are typically specified when the service is “chlorides + heat + stress” and the joint geometry cannot eliminate crevices. In those cases, the higher PRE and SCC resistance usually justify the procurement premium.
- Higher PRE driven by Cr/Mo/N (PRE formula)
- Higher yield strength (joint preload stability, reduced deformation risk)
- Commonly used to reduce chloride SCC risk window compared with standard austenitic grades in warm chloride service
| Property | Duplex Stainless Steel | Traditional Austenitic Stainless |
|---|---|---|
| Yield strength (typical trend) | ~2× higher than 304/316 families | Lower (more prone to plastic deformation under overload) |
| Localized corrosion margin in chlorides | Higher PRE; better pitting/crevice resistance margin | Lower PRE; crevice corrosion can dominate in warm chlorides |
| Resistance to chloride SCC | Typically better in many warm-chloride cases | Risk increases when chlorides + tensile stress + elevated temperature combine |
| Fabrication sensitivity | Higher (WPS control is critical) | Lower (still needs good practices) |
| PRE (typical) | ~33–36 | 304 ~18–21; 316 ~24–26 |
Duplex is not a “marketing upgrade.” It is a risk-control choice for warm chlorides, high stress, and crevice-prone joints where 316/316L has an established failure history.
Choosing the Right Stainless Steel Pipe Fittings: Practical Selection Guide
Assessing Environmental and Chemical Exposure
Match the grade to the actual corrosion mechanism expected in your joints: pitting, crevice corrosion, SCC, or galvanic effects.
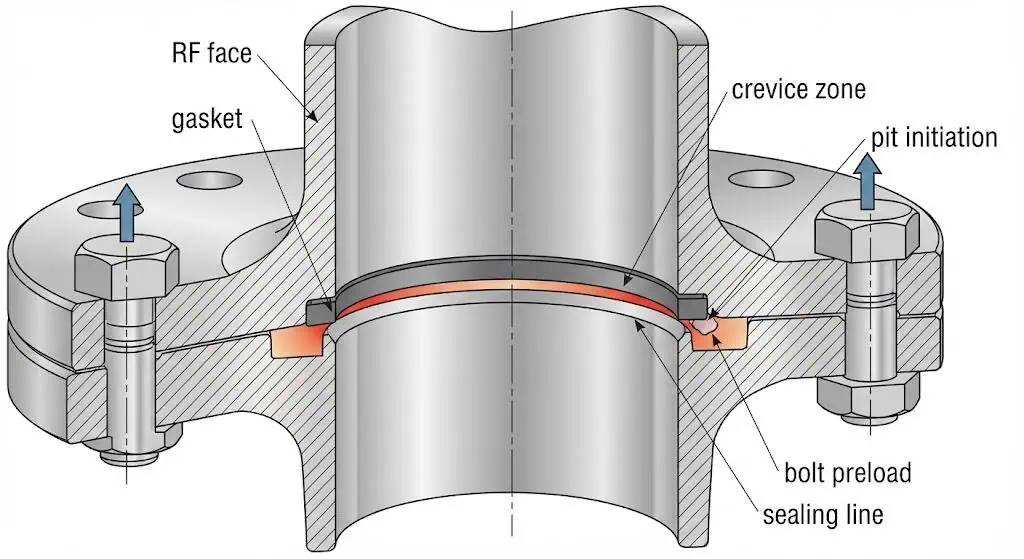
Start with the fluid chemistry (chlorides, oxidizers, pH), then overlay temperature profile and flow regime (stagnant vs turbulent). Many “mystery leaks” are crevice-driven: a gasketed joint traps a small volume of depleted oxygen solution, the local chemistry shifts, and localized attack starts under the gasket even when bulk fluid looks acceptable. Design and maintenance matter as much as alloy choice—cleaning, deposit control, and eliminating dead legs can make a mid-grade alloy behave like a higher-grade solution in practice (water sector references: BSSA and SSINA).
| Corrosion Type | What it means for fittings |
|---|---|
| Uniform corrosion | Less common for stainless in neutral waters; check strong acids/alkalis and oxidizers |
| Pitting corrosion | Chloride-driven localized pits; higher PRE and better surface condition help |
| Crevice corrosion | Dominant at gaskets/threads/deposits; design and gasket choice often decide success |
| Stress corrosion cracking (SCC) | Risk increases with tensile stress + chlorides + elevated temperature (see ~50°C note in Outokumpu guidance) |
| Galvanic corrosion | Usually attacks the less noble metal (e.g., carbon steel) in wet electrolytes; isolation may be required |
Tip: “Chlorides + crevices” is the most common fitting failure equation. If you cannot remove crevices, raise PRE and improve surface condition—and document it in your RFQ (MTR + cleaning/passivation requirements).
Temperature, Pressure, and Mechanical Needs
Temperature and stress don’t just affect strength—they change corrosion behavior and SCC risk.
Higher temperatures accelerate electrochemical reactions and can shift stainless from “safe” to “borderline” in chlorides, particularly in crevices. Pressure cycling and vibration matter because they raise tensile stress and can relax gasket preload over time. Duplex’s strength can improve joint stability, but only if fabrication and welding are properly controlled.
Note: the “maximum operating temperature” shown below is not a chloride-corrosion limit; it is a rough high-temperature oxidation reference. For chloride service, the controlling factors are usually chloride level, temperature, oxygen, and stress state—not oxidation.
| Material Grade | High-temp oxidation reference (°C, approximate) | Strength trend | Typical use cases |
|---|---|---|---|
| 304/304L | High (application dependent) | Baseline austenitic | General plumbing, indoor utilities, low-chloride service |
| 316/316L | High (application dependent) | Baseline austenitic | Marine/coastal, chemical, water treatment |
| Duplex 2205 | High (application dependent) | Higher yield strength | Oil & gas, desalination, warm chlorides + stress |
- Strength: supports pressure, vibration, and assembly loads without permanent deformation.
- Ductility: helps tolerate installation misalignment without cracking.
- Toughness: matters for impact and low-temperature service (verify by spec if needed).
Note: Duplex often improves joint stability and SCC margin in warm chlorides, but only if welding procedure control is treated as a technical requirement, not an afterthought.
Budget and Lifecycle Value
Lifecycle cost is dominated by downtime, leak response, and replacement labor—not just alloy purchase price.
Choosing 304 for a chloride-bearing system can look efficient until the first leak occurs at a gasketed joint in a hard-to-access rack. Stainless can deliver long service life in water systems when grade selection and fabrication practices match the environment (water references: SSINA and World Stainless / ISSF—drinking water supply), but the wrong grade in the wrong joint geometry can fail early by localized corrosion.
- Crevice-driven leaks often start at gaskets/threads/deposits—design around them.
- Post-fabrication cleaning/passivation can restore corrosion resistance when heat tint or free iron contamination exists (ASTM A380 / A967).
- Higher alloy cost is often justified in warm-chloride crevice locations even if straight pipe could survive with a lower grade.
| Grade | Initial cost | Maintenance risk in chlorides | Lifecycle value (typical) |
|---|---|---|---|
| 304/304L | Low | Higher (crevices/threads in chlorides) | High in mild service; can be poor in warm chlorides |
| 316/316L | Medium | Moderate (still watch warm stagnant crevices) | Often best balance for chloride-bearing water/outdoor exposure |
| Duplex 2205 | Higher | Lower (when fabrication is controlled) | Strong in severe duty where one leak is costly |
Case note (typical): In water and desalination projects, stainless selection is commonly justified against replacement labor, shutdown cost, and corrosion-driven water quality issues—not just metal price. Use industry water references (SSINA / ISSF / BSSA) to support lifecycle arguments in your design dossier.
Quick Grade Selection Checklist
Use this checklist to quickly determine a defensible stainless grade—and to write a procurement spec that prevents “unknown substitute” risk.
- Identify media and contaminants (chlorides, oxidizers, pH, deposits).
- Map temperature profile (normal + upset + stagnant conditions).
- Identify crevice locations (gaskets, threads, lap joints, deposits, dead legs).
- Define mechanical drivers (pressure cycling, vibration, assembly stress).
- Choose alloy by mechanism (pitting/crevice vs SCC vs process chemistry).
- Lock the standard/spec in the RFQ (material spec + dimensional standard + testing).
- Require traceability (heat number + EN 10204 3.1 / MTR + PMI if critical).
- Specify surface condition controls where needed (pickling/passivation per ASTM A380/A967).
| Grade | Key properties | Common uses |
|---|---|---|
| 304/304L | General corrosion resistance; best in mild environments | Food, beverage, indoor utilities, low-chloride process |
| 316/316L | Higher PRE due to Mo; better chloride margin | Coastal/outdoor, water treatment, cooling water, many chemicals |
| 2205 Duplex | Higher PRE + higher yield strength; improved SCC margin | Offshore, desalination, brines, warm chlorides + stress |
Procurement note: If you are buying butt-weld fittings, specify the dimensional standard (e.g., ASME B16.9) and require MTR/PMI/traceability to prevent grade substitution.
Flowchart: Step-by-Step Selection Guide

Sunhy’s product catalog covers common grades and connection types (butt-weld, threaded, flanged). For engineered projects, request documentation that matches your spec: MTR, heat traceability, and defined inspection/testing steps.
Common Mistakes When Choosing Stainless Steels for Corrosive Service
Over-relying on 304 in chloride-rich environments
304 is often selected for cost, then fails at crevices (gaskets/threads/deposits) when chlorides and moisture are persistent.
Chloride ions destabilize the passive film locally, leading to pits that can become through-wall leaks. This is especially common where oxygen is depleted (under gaskets/deposits) and where geometry traps liquid. In other words, “304 failed” is frequently “a crevice + chloride + maintenance” story.
| Consequence | Description |
|---|---|
| Stress Corrosion Cracking (SCC) | In chloride + stress + temperature conditions, cracking can occur without large metal loss |
| Pitting corrosion | Small, deep pits can perforate fittings even when wall thickness looks “fine” elsewhere |
| Crevice corrosion | Attack concentrates under gaskets, threads, deposits, and stagnant pockets |
Tip: If your design includes threads or gasketed joints in wet chlorides, treat 316/316L as the starting point and evaluate duplex for warm/stressed duty.
Ignoring weld corrosion and heat-affected zones
Weld heat tint, surface contamination, and sensitization risk can turn a “good alloy” into a “bad surface.”
Welding changes surface condition and microstructure. Heat tint and embedded iron contamination are common root causes of early localized corrosion near welds. Engineering controls include qualified procedures, clean tooling (avoid carbon steel cross-contamination), and specifying post-fabrication cleaning/pickling/passivation when required (ASTM A380 / A967/A967M).
- Distortion and fit-up issues can create gasket leaks or uneven compression—often misdiagnosed as “corrosion.”
- Heat tint and free iron contamination can lower localized corrosion resistance near welds.
- For duplex, welding procedure control is critical (heat input/interpass/phase balance).
| Common Mistake | What it causes |
|---|---|
| Surface contamination / poor cleaning | Early pitting near welds and in crevices; reduced corrosion margin |
| Uncontrolled welding parameters | Microstructure issues (especially duplex), reduced toughness/corrosion resistance |
Engineer note: If the system fails “only near welds,” don’t jump straight to “wrong alloy.” Check heat tint, contamination, and whether cleaning/passivation was specified and verified.
Choosing only by price, not lifecycle cost
Lowest initial price can become the most expensive option when replacement access, downtime, and leak response are accounted for.
Lifecycle cost failures are common when 304 is installed in chloride-bearing environments with crevice-prone joints, then maintenance repeats yearly. Stainless can be extremely cost-effective in water and process systems when grade selection and fabrication are correct (industry examples: SSINA water systems), but it is unforgiving when geometry traps chlorides and oxygen is depleted.
- Prioritize crevice control: gasket selection, surface finish, and joint design.
- Use documented cleaning/passivation practices when fabrication contamination is plausible.
- Lock your specification with standards + traceability to prevent substitutions.
| Common Mistake | Result |
|---|---|
| Ignoring crevice severity | Gasket-line corrosion and “unexplained” leaks even when straight pipe is fine |
| No documentation requirements | Grade substitution risk; inconsistent corrosion performance lot-to-lot |
Consider both initial investment and failure consequences when choosing stainless steel pipe fittings—especially in warm chloride service where localized corrosion is the dominant mode.
Real-World Examples and Case Studies
Oil & Gas Applications
In oil & gas, fittings usually fail where chloride exposure meets stress and crevices—so duplex selection is often about preventing shutdowns, not chasing “stronger metal.”
Oil and gas facilities commonly combine wet chlorides (seawater, produced water), pressure cycling, and complex joint geometries. In those conditions, duplex is frequently specified for critical seawater and brine duty because it improves localized corrosion margin and joint stability. If 316/316L is used, engineers typically tighten control of crevices (gasket selection/finish), cleaning/passivation, and inspection intervals.
- Example 1 (typical): Offshore utility water header—316L flanges showed gasket-line crevice attack after warm stagnant standby periods. Corrective actions included flushing/biocide management, gasket redesign, and upgrading the most crevice-severe joints to duplex 2205.
- Example 2 (typical): Produced-water sampling skid—304 threaded fittings leaked at thread roots in humid chloride exposure. Fix: change joint type (reduce threads), upgrade alloy locally, and implement cleaning/passivation plus documentation on replacement lots.
- Example 3 (typical): Duplex line modification—unqualified weld procedure caused inconsistent corrosion performance near welds. Fix: qualified WPS/PQR, controlled interpass, and documented inspection.
Engineering takeaway: “Alloy upgrade” works best when paired with joint redesign (reduce crevices) and controlled fabrication (clean tooling + verified surface condition).
Chemical Processing and Water Treatment
Water and chemical plants care about corrosion resistance, hygiene, and maintenance predictability—stainless is often selected because it resists general thinning and supports long service life when grade selection is correct.
Industry guidance for water systems notes 304 and 316 families are widely used across many water and wastewater compositions (see BSSA) and stainless piping has a long history in potable water treatment and delivery (SSINA; ISSF drinking water supply). The engineering focus remains localized corrosion control at joints and deposits.
| Benefit | Engineering meaning |
|---|---|
| Corrosion resistance | Often no general corrosion allowance needed; design focuses on pits/crevices at joints |
| Longevity | Long service life is achievable when grade and fabrication match water chemistry |
| Strength and durability | Handles high flow/turbulence well in many water systems (see BSSA guidance) |
| Hygienic properties | Smooth, cleanable surface; widely used in potable water and sanitary systems |
| Eco-friendliness | High recyclability; long life reduces replacement impacts |
| Versatility | Grade range allows matching to chloride level and process chemistry |
When plants switch from a lower alloy to 316/316L (or duplex in severe duty), they usually report fewer leak repairs at joints—because localized corrosion is being addressed at the failure points, not just in the straight pipe.
316/316L and Duplex 2205 are commonly selected as the most reliable options for corrosive service in chloride-bearing environments.
Engineers should match the grade to joint geometry and operating realities:
- 304/304L suits mild, indoor, low-chloride systems with controlled crevices.
- 316/316L suits chloride-bearing water, outdoor exposure, and many chemical duties.
- Duplex 2205 is often evaluated for warm chlorides, brines, offshore, or high consequence service where SCC/crevice risk must be reduced.
Choosing a supplier with traceability and documented inspection helps ensure the installed alloy matches the engineered assumption.
FAQ
What is the main difference between 304, 316, and Duplex stainless steel fittings?
304/304L is a general-purpose austenitic grade for mild service, 316/316L adds molybdenum for better chloride pitting/crevice resistance, and Duplex 2205 typically adds both higher PRE and much higher yield strength.
In practice, that means 316/316L is often the default for chloride-bearing water and outdoor exposure, while duplex is chosen when warm chlorides + stress + crevices create SCC/crevice corrosion risk that 316 may not tolerate.
| Grade | Best Use (practical) |
|---|---|
| 304/304L | Food, indoor water, low-chloride utilities |
| 316/316L | Coastal/outdoor, cooling water, many chemical & water treatment duties |
| Duplex 2205 | Warm chlorides, brines, offshore/desalination, high consequence service |
How do engineers choose the right grade for corrosive service?
Engineers match grade to (1) corrosion mechanism, (2) chloride level + temperature, (3) crevice severity, and (4) stress state—then lock the choice with standards and traceability.
- Identify media and contaminants (chlorides, oxidizers, deposits)
- Check temperature and flow (stagnant crevices are high-risk)
- Map crevices (gaskets/threads/dead legs) and tensile stress locations
- Select grade by mechanism (pitting/crevice vs SCC) and consequence of failure
- Specify standards + MTR/PMI + cleaning/passivation requirements where needed
Are Sunhy’s stainless steel fittings certified for industrial use?
For industrial purchasing, the key is not a logo—it’s documentation that matches your specification.
Request MTR/EN 10204 3.1 traceability, the applicable dimensional standard (e.g., ASME B16.9 for butt-weld fittings), and any required inspection/testing records (PMI, hydro/pneumatic tests where specified). That documentation is what makes installed performance auditable.
Can stainless steel fittings be used for drinking water systems?
Yes—304 and 316 families are widely used in potable water treatment and delivery, with grade selection based on water chemistry (chlorides, disinfectants), temperature, and crevice severity.
Industry references describe stainless use in potable water systems and emphasize selecting the correct grade and fabrication practices (ISSF drinking water supply; SSINA water systems). For higher chlorides or warm stagnant crevices, engineers may evaluate 316/316L or duplex depending on risk.
What does the “L” mean in 304L/316L, and when should I specify it?
“L” indicates low carbon, which improves resistance to sensitization-related corrosion in welded areas.
If fittings will be welded (especially thicker sections or repeated thermal cycles), specifying 304L/316L is common engineering practice to reduce intergranular corrosion risk at the HAZ.
Do I need pickling/passivation after fabrication or welding?
If heat tint, embedded iron, or fabrication contamination is plausible, specifying cleaning/pickling/passivation can be critical for localized corrosion performance.
Reference documents include ASTM A380 (practice guidance) and ASTM A967/A967M (passivation treatments and verification tests). Put the requirement (and acceptance verification) in the RFQ if it matters for service reliability.
