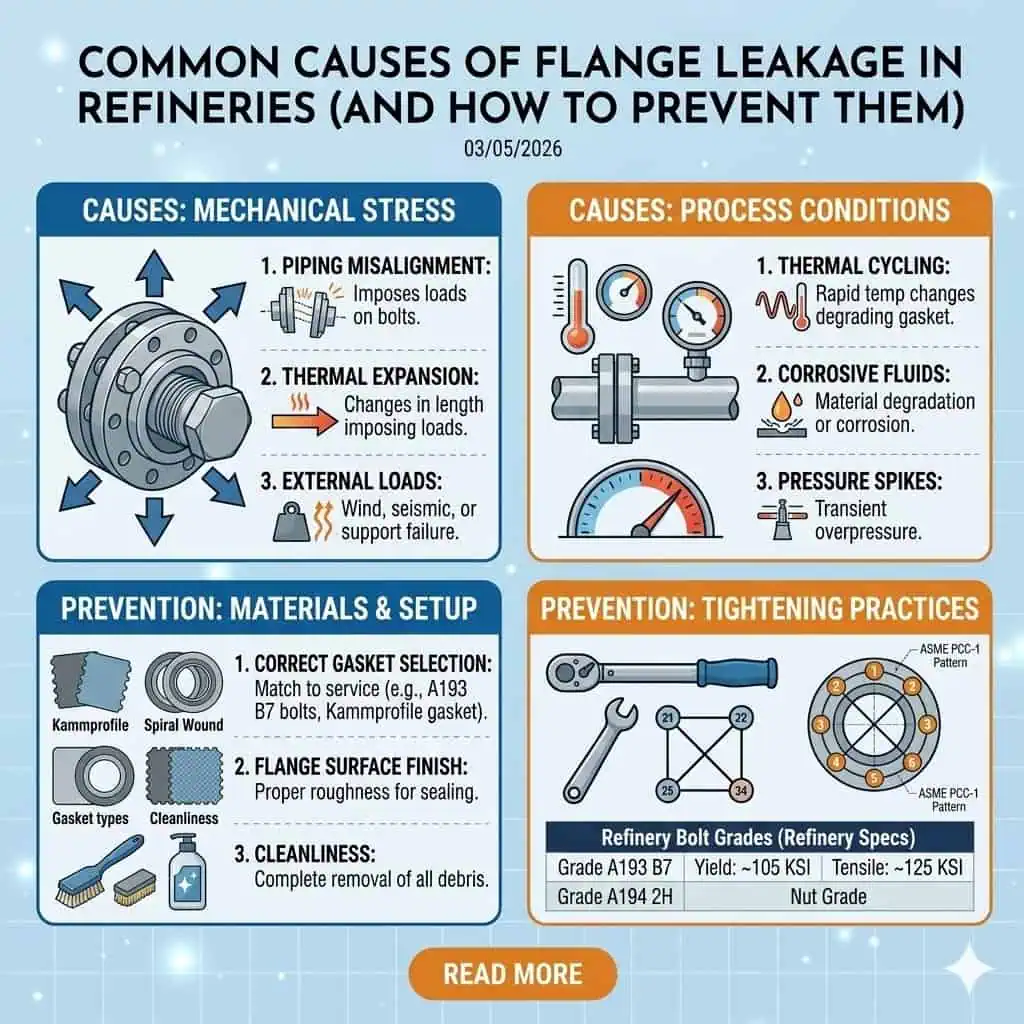
A integridade do flange protege a segurança da refinaria, reduz emissões e controla o custo de manutenção. Nas operações de refinaria, o vazamento do flange é um problema recorrente de confiabilidade e conformidade, especialmente durante partidas, paradas, ciclagem térmica, exposição à vibração e serviço corrosivo. A maioria dos vazamentos não vem de um único erro. Eles geralmente resultam de uma combinação de erros de montagem, cargas externas da tubulação, degradação relacionada ao serviço e controles fracos de documentação ou rastreabilidade.
As causas mais comuns incluem:
- Seleção inadequada da junta (material, tipo, tamanho, compatibilidade da face)
- Aperto inadequado ou desigual do parafuso / controle deficiente da pré-carga
- Danos na superfície do flange, contaminação ou material residual da junta
- Desalinhamento ou ajuste forçado durante a montagem
- Flexibilidade insuficiente da tubulação / posicionamento deficiente do suporte
- Carga mecânica excessiva, vibração ou movimento térmico
- Arranhão da junta, embutimento e perda de pré-carga após a partida
- Corrosão, erosão e degradação relacionada ao serviço
- Mistura de materiais ou rastreabilidade deficiente durante a manutenção/aquisição
Em serviço de refinaria, o objetivo prático não é apenas parar o vazamento visível, mas identificar a causa dominante e corrigir os contribuintes em nível de sistema antes da reinicialização.
Resposta Rápida — O Que Causa a Maioria dos Vazamentos em Flanges em Refinarias?
A maioria dos vazamentos de flange em refinarias começa com problemas de montagem e instalação, mas vazamentos repetidos ou graves geralmente envolvem múltiplos fatores.
Na prática, o vazamento frequentemente resulta de uma combinação de incompatibilidade de gaxeta, pré-carga desigual dos parafusos, desalinhamento do flange, faces de vedação danificadas, cargas externas de tubulação, vibração e corrosão relacionada ao serviço. É por isso que as equipes de refinaria devem diagnosticar a junta como um sistema: flange + faceamento + gaxeta + parafusamento + alinhamento + condições operacionais + registros.
Muitos vazamentos começam com erros evitáveis durante a montagem. Os trabalhadores podem selecionar a junta errada para o serviço, aplicar torque desigual ou forçar flanges no alinhamento. Esses erros criam pontos fracos que posteriormente se abrem sob pressão, mudança de temperatura, vibração ou movimento da tubulação.
- Uso de superfícies de vedação danificadas ou sujas
- Sequência de aperto incorreta ou condição de lubrificação não controlada
- Junta não centralizada entre flanges
- Cargas externas excessivas devido a tensão na tubulação, vibração ou movimento térmico
- Registros de rastreabilidade deficientes após manutenção de desligamento ou substituição de componentes
Dica: Vazamento de flange em refinarias é frequentemente uma falha combinada. O ponto de vazamento visível pode não ser a única causa raiz.
Escopo e Nota de Segurança (Importante)
Este artigo é um guia de solução de problemas de engenharia, não um procedimento operacional específico do local. Sempre siga os requisitos de isolamento da instalação, permissão, trabalho a quente, teste de gás e integridade mecânica antes de inspeção, afrouxamento, aperto ou desmontagem. Para vazamentos perigosos ou ativos, siga seus procedimentos de resposta de emergência e integridade da refinaria.
Os requisitos aplicáveis variam conforme especificação do projeto, serviço, jurisdição e padrões do local. Use este guia junto com seus procedimentos aprovados, planos de inspeção e revisão de engenharia.
Registros de manutenção e levantamentos de campo destacam outro problema crítico:
- Registros de montagem de juntas não confiáveis, etiquetas de flange ou histórico de manutenção incompleto tornam o diagnóstico de vazamento mais lento e menos preciso.
- As etiquetas de flange podem se deteriorar com calor, umidade e exposição química se não forem especificadas e mantidas adequadamente.
- A perda de detalhes da junta, torque, material ou identificação da junta aumenta o risco de vazamentos repetidos durante a partida e a parada para manutenção.
Tabela: Causas Comuns de Vazamento em Flanges em Refinarias
| Causa | Por que é Importante |
|---|---|
| Seleção Inadequada de Juntas | Material, tipo, tamanho ou compatibilidade de face incorretos podem falhar sob condições reais de serviço. |
| Problemas de Tensão do Parafuso / Torque / Pré-carga | Pré-carga desigual ou inadequada descarrega a junta e abre caminhos de vazamento. |
| Desalinhamento do Flange ou Montagem Forçada | Distribuição de carga desigual causa perda de compressão localizada e distorção da junta. |
| Danos na Superfície ou Detritos | Arranhões, corrosão, resíduos e sujeira impedem o contato de vedação confiável. |
| Cargas Externas e Vibração | Tensão da tubulação, carga do bocal, vibração ou movimento térmico redistribui a carga do parafuso. |
| Registro Deficiente / Rastreabilidade | Falta de registros de montagem e materiais aumenta o risco de falhas repetidas após manutenção |
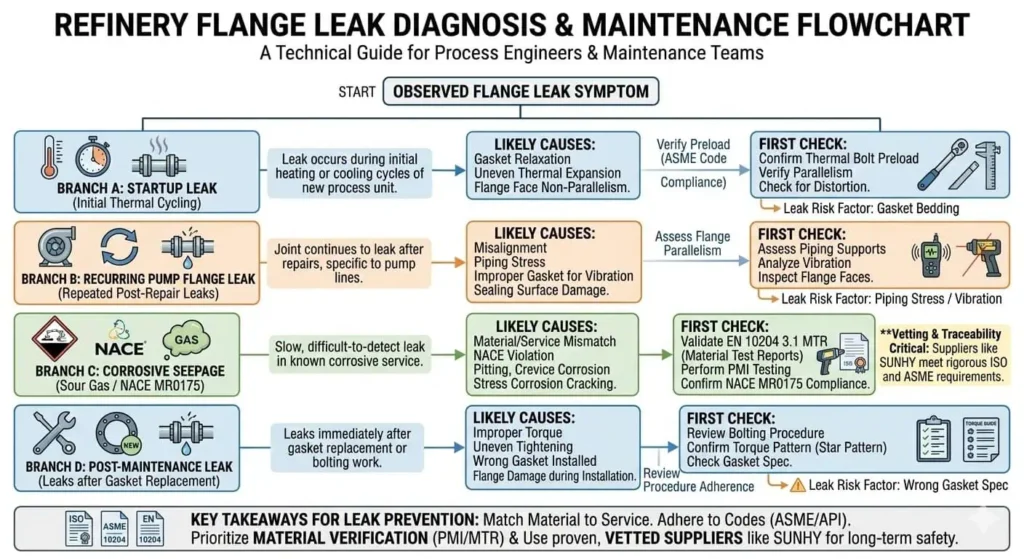
Tabela: Primeira Verificação Baseada em Sintomas para Vazamentos em Flanges de Refinaria
| Sintoma Observado | Causa Provável | Primeira Verificação |
|---|---|---|
| Vazamento aparece logo após a partida | Pré-carga desigual, erro de centralização da junta, relaxamento/assentamento térmico | Revisar registro de montagem, sequência de aperto, condição do lubrificante, tipo/posição da junta |
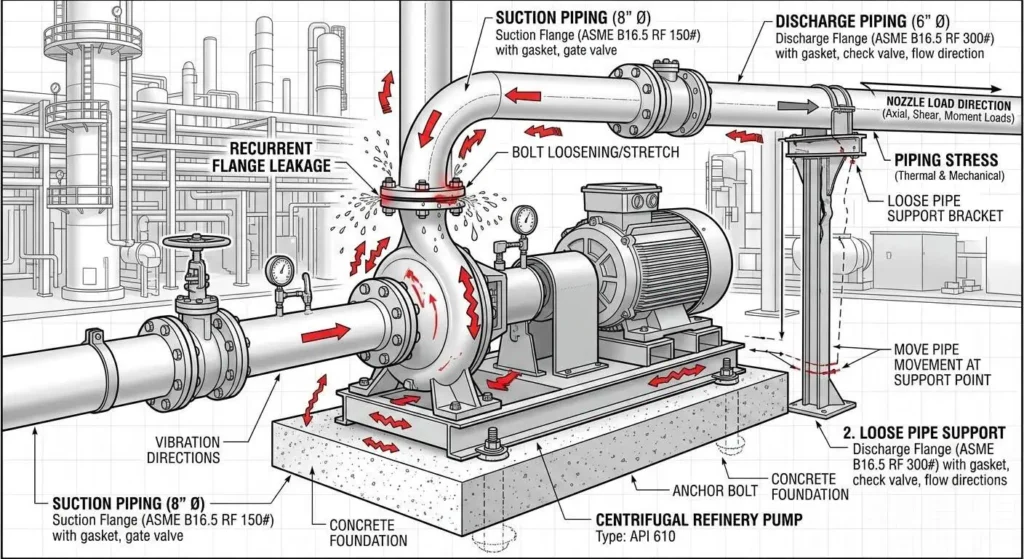
| Vazamento recorrente no flange da bomba | Vibração, tensão na tubulação, problemas de suporte/alinhamento | Verificar suportes, alinhamento, tendência de vibração, indícios de carga no bocal, condição dos parafusos |
| Vazamento lento em serviço corrosivo | Incompatibilidade de gaxeta, corrosão, danos superficiais | Confirmar compatibilidade de serviço, inspecionar condição da face, revisar registros de material/inspeção |
| Vazamento após intervenção de manutenção | Substituição incorreta de gaxeta, limpeza inadequada, documentação incompleta | Verificar peças utilizadas, inspecionar superfícies de vedação, comparar registros de QA/rastreabilidade |
Em resumo: A maioria dos incidentes de vazamento em flanges de refinaria remontam a erros de montagem evitáveis, cargas externas e controles de manutenção fracos. As equipes reduzem vazamentos combinando procedimentos adequados com registros rastreáveis e componentes compatíveis com o serviço.
Por que as Refinarias São Diferentes (e Por que os Vazamentos se Repetem)
As juntas de flange de refinaria frequentemente falham sob condições mais exigentes do que as descrições de “pressão e temperatura normais da linha”. Partidas, paradas, ciclagem térmica, vibração perto de equipamentos rotativos, fluxos de processo corrosivos ou úmidos e pressão de cronograma durante paradas programadas aumentam o risco de vazamento. Uma junta que parece aceitável na montagem ainda pode perder desempenho de vedação após o desenvolvimento de cargas operacionais.
- Ciclagem térmica: pode alterar a retenção de pré-carga e o alinhamento do flange
- Vibração: acelera a perda de pré-carga e o movimento da junta em conexões suscetíveis
- Serviço corrosivo: aumenta o risco de danos na face, pitting e incompatibilidade da junta
- Pressão do cronograma de manutenção: aumenta o risco de substituição, verificações perdidas e registros incompletos
- Pressão de conformidade: a frequência de vazamentos pode afetar o desempenho de emissões e o planejamento de paradas
Causas de Vazamento em Flanges (Relacionadas à Montagem e Instalação)
Seleção Inadequada de Juntas
Seleção inadequada de juntas é uma das principais causas de vazamento em flanges em serviços de refinaria.
Quando as equipes escolhem o material, tamanho, compatibilidade de faceamento ou espessura errados da junta, a junta pode não manter a tensão de vedação sob condições reais de operação. As falhas tornam-se mais prováveis durante ciclos de pressão, variações de temperatura e exposição química. A seleção de juntas deve corresponder ao meio do processo, faixa de temperatura, classe de pressão, tipo de faceamento do flange (como RF, FF ou RTJ, quando aplicável) e o procedimento de manutenção aprovado.
- Escolha incorreta de material pode levar a ataque químico, inchaço, endurecimento, fragilização ou degradação rápida.
- Tensão de assentamento insuficiente permite que fluidos ou vapores do processo escapem sob mudanças de carga.
- Incompatibilidade de faceamento ou superfícies de vedação danificadas podem impedir a compressão adequada mesmo quando o torque é aplicado.
- Substituição não aprovada de juntas durante paralisações é um gatilho comum de vazamentos repetidos.
Nota de campo (padrão ilustrativo): Um caso de infiltração na partida em uma linha quente de hidrocarbonetos foi rastreado até uma substituição não aprovada de junta com dimensões similares, mas material/compressibilidade diferente. A junta passou nas verificações iniciais, mas vazou após ciclagem térmica.
Problemas de Tensão e Torque/Pré-carga de Parafusos
Controle incorreto da pré-carga de parafusos frequentemente resulta em vazamentos atrasados, mesmo quando as juntas parecem aceitáveis inicialmente.
O pré-carregamento adequado é essencial para o assentamento da junta e a confiabilidade de vedação de longo prazo. Se os parafusos não forem apertados uniformemente, o flange pode girar, separar-se localmente ou perder pré-carregamento durante a operação. Isso descarrega a junta e cria caminhos de vazamento.
- O aperto desigual produz compressão não uniforme da junta e risco de vazamento localizado.
- O aperto excessivo pode danificar juntas ou parafusos; o aperto insuficiente reduz a tensão de vedação.
- Ciclagem térmica, assentamento/compressão e vibração podem reduzir a retenção do pré-carregamento após a partida.
- A condição de lubrificação afeta fortemente o comportamento torque-tensão e deve ser controlada por procedimento.
Para juntas críticas de refinaria, as equipes comumente usam aperto em estágios, sequências de aperto definidas, ferramentas calibradas e verificação documentada. Quando exigido pelos procedimentos do projeto/instalação, métodos avançados de fixação (por exemplo, tensionamento hidráulico em flanges maiores ou críticos) podem melhorar a consistência do pré-carregamento.
Cuidado de engenharia: O vazamento da junta pode ser causado pela perda de pré-carregamento, não apenas pelo torque inicial baixo. Diagnostique o caminho de carga operacional e a retenção do pré-carregamento, não apenas o valor final da chave registrado durante a montagem.
Desalinhamento do Flange e Montagem Forçada
O desalinhamento do flange cria pontos de vazamento e enfraquece a montagem da junta.
Flanges desalinhados dificultam a aplicação de carga uniforme nos parafusos. Quando os trabalhadores forçam a montagem usando parafusos, a junta armazena tensão mecânica que posteriormente atua na junta e nas faces do flange durante a operação. O desalinhamento pode ser angular, paralelo ou causado por erros de montagem da tubulação/problemas de suporte.
- Concentrações de tensão se formam na área desalinhada, reduzindo a confiabilidade da vedação.
- O encaixe forçado pode transferir carga para as soldas, bocais ou tubulação adjacente.
- Vazamentos podem aparecer logo após a partida, especialmente em serviço vibratório ou termicamente ativo.
- Dificuldade de inserção de parafusos e folga irregular entre faces são sinais práticos de alerta durante a montagem.
Nota de campo (padrão ilustrativo): Uma equipe de manutenção usou parafusos para puxar um trecho de tubulação na posição em um flange grande. A junta vazou pouco após a reinicialização porque a pré-carga foi consumida pela correção do alinhamento em vez da compressão da gaxeta.
Erros de Centralização da Junta
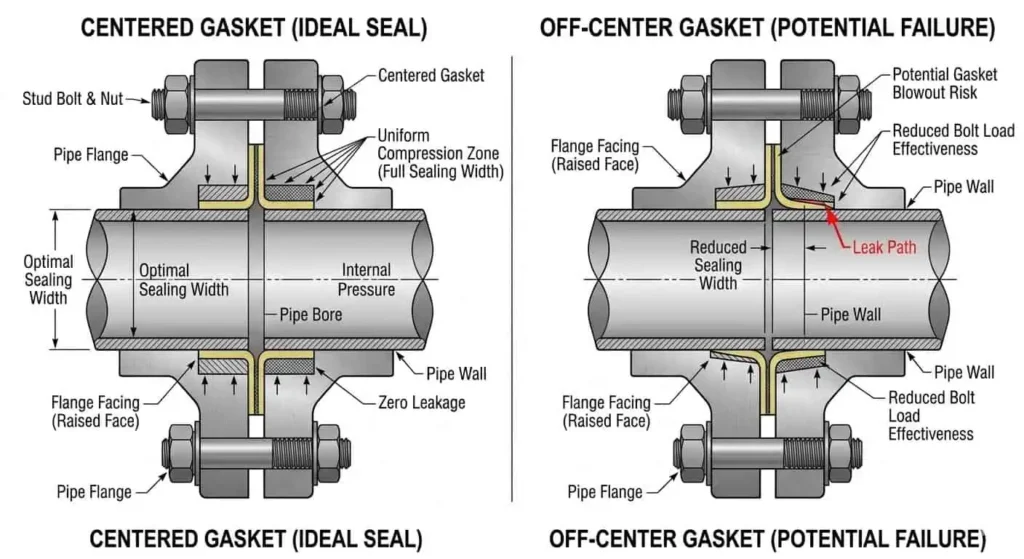
Erros de centralização da gaxeta aumentam o risco de vazamento do flange ao longo do tempo.
Se a gaxeta estiver descentralizada, a largura efetiva de vedação é reduzida e a compressão torna-se irregular. O problema pode não ser óbvio durante a montagem, mas vibração, flexão e movimento térmico podem piorar o vazamento amplificando o descarregamento local.
| Principais Conclusões (Práticas) | Significado para Trabalho de Campo |
|---|---|
| O risco de vazamento aumenta sob vibração e flexão quando a compressão é irregular | Juntas descentradas se degradam mais rápido em serviço com vibração |
| O comportamento da taxa de vazamento pode mudar com ciclos de carga operacional | Vazamentos intermitentes ou “pequenos” ainda exigem correção da causa raiz |
| A resposta do material da junta afeta a progressão do vazamento | A escolha do material e o controle de compressão são ambos importantes |
Erros de centralização são especialmente comuns em flanges verticais, locais de acesso elevado e trabalhos de desligamento apressados. As equipes devem usar verificações de posicionamento antes do aperto final e confirmar o alinhamento da junta durante o aperto em etapas.
Sujeira, Detritos e Danos na Superfície de Vedação
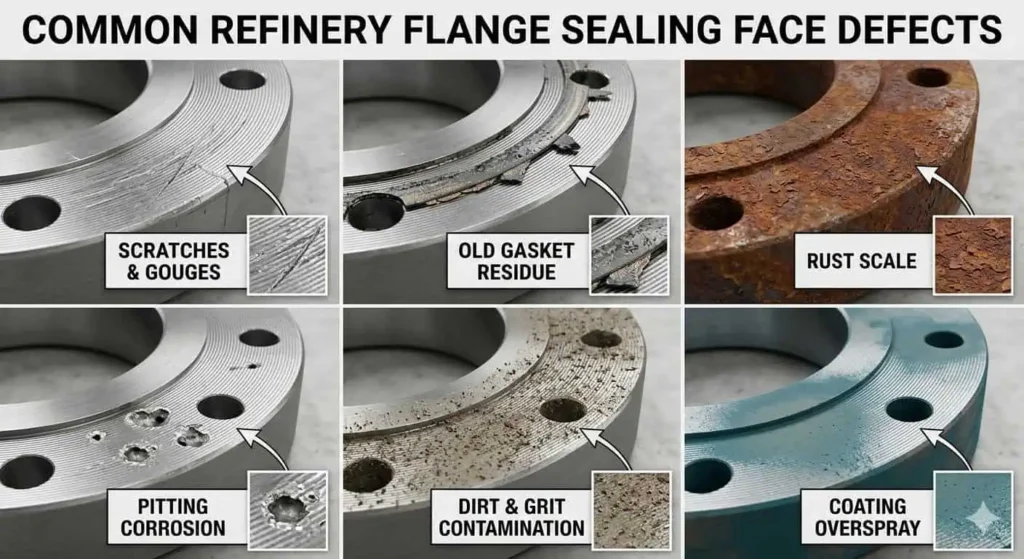
Sujeira, detritos ou danos na superfície podem causar vazamentos imediatos ou tardios.
As superfícies de vedação devem estar limpas e protegidas antes da montagem. A contaminação pode entrar durante manutenção, armazenamento, transporte ou trabalhos próximos de retificação/soldagem. Resíduos de juntas antigas, escamas de ferrugem, arranhões, amassados e poços de corrosão podem reduzir o desempenho de vedação da junta.
- Poeira, sujeira, água e resíduos do processo podem interferir no contato de vedação.
- Resíduos de material da junta podem criar pontos altos e compressão irregular.
- Ferramentas de limpeza inadequadas ou retificação agressiva podem danificar as faces do flange.
- Limpeza e inspeção da superfície são essenciais para uma vedação confiável.
Nota de campo (padrão ilustrativo): Um vazamento de vapor de baixa taxa após a manutenção foi rastreado até resíduos de gaxeta antiga deixados em um lado da face de vedação RF. Nova limpeza e remontagem resolveram o problema.
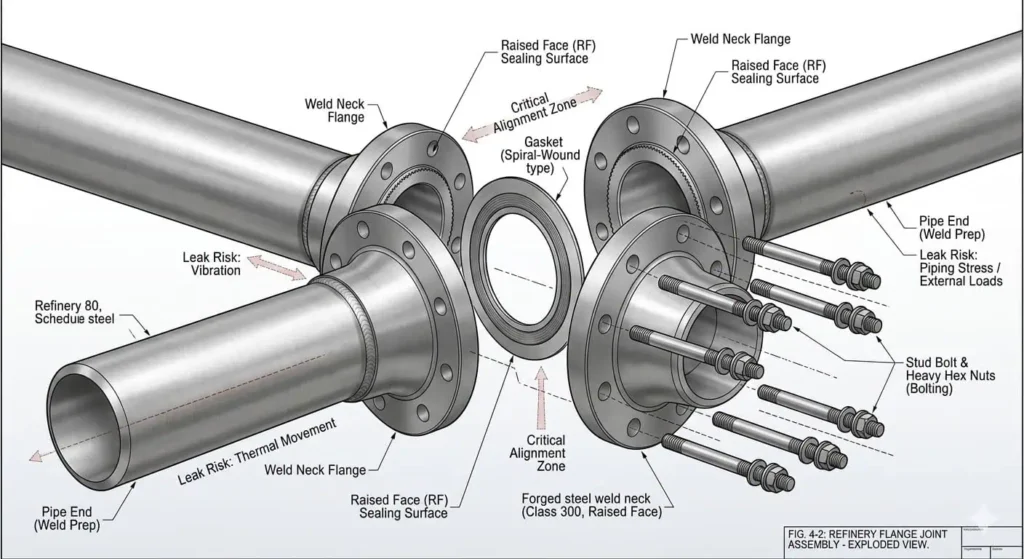
Cargas Externas Excessivas (Tensão na Tubulação, Vibração, Movimento Térmico)
Cargas externas excessivas podem causar desalinhamento, descarga da gaxeta e vazamentos repetidos.
Tensão na tubulação, vibração e movimento térmico redistribuem a carga dos parafusos e podem criar separação local do flange. O mesmo flange pode ser remontado várias vezes e ainda vazar se a causa real for um problema de suporte, alinhamento, vibração ou carga de bocal a montante/jusante.
- A gaxeta perde força de compressão quando as cargas operacionais distorcem a junta.
- Expansão/contração térmica pode alterar o alinhamento e a retenção da pré-carga.
- Suportes soltos e vibração perto de equipamentos rotativos comumente causam vazamentos repetidos.
- Cargas de bocal podem ser transferidas diretamente para as juntas do flange se a estratégia de suporte for ruim.
As equipes da refinaria devem verificar suportes, âncoras, guias, suportes de mola (onde aplicável), alinhamento da tubulação e histórico de vibração antes de tratar o vazamento como um problema apenas da gaxeta.
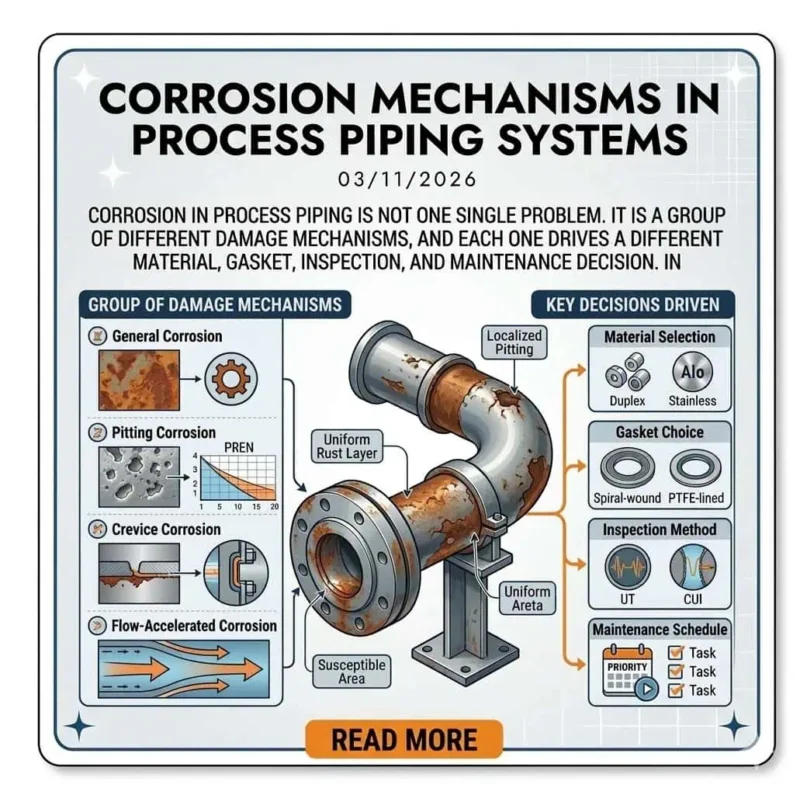
Corrosão e Falha do Material (Causas Relacionadas ao Serviço)
Ataque Químico e Fatores Ambientais
Ataque químico e ambientes agressivos podem causar deterioração de flanges e juntas.
O serviço em refinarias pode expor juntas a fluidos corrosivos, fluxos de processo úmidos, cloretos, umidade e ciclagem de temperatura. Esses fatores podem degradar superfícies de flanges, juntas e sistemas de fixação por parafusos. O risco de corrosão depende do envelope de serviço real (química da mídia, temperatura, pressão, teor de água, contaminantes, regime de fluxo e duração da exposição), portanto a seleção de materiais e o monitoramento devem ser específicos ao serviço.
| Fator Ambiental / de Serviço | Impacto na Integridade do Flange |
|---|---|
| Fluidos ácidos ou quimicamente agressivos | Acelera a degradação de metal/juntas e pode criar caminhos de vazamento |
| Exposição a spray salino / cloretos | Promove pites e corrosão localizada em materiais suscetíveis |
| Alta temperatura e ciclagem térmica | Altera as propriedades das juntas e afeta a retenção de pré-carga |
| Umidade / entrada de umidade | Promove a oxidação, corrosão sob depósitos e danos à junta |
Nota de engenharia: A severidade da corrosão pode variar amplamente, mesmo dentro da mesma unidade, dependendo da temperatura, regime de fluxo, trechos mortos, depósitos e contaminação. Use o histórico de inspeção específico do serviço e registros de materiais, em vez de suposições genéricas.
Vazamento Adjacente à Solda e Falha da Junta
Nem todo “vazamento de flange” é um vazamento na face do flange.
Ciclagem térmica, vibração e manutenção repetida podem contribuir para trincas na solda, distorção local ou degradação da junta. Em alguns casos, o que parece ser um vazamento na face do flange é, na verdade, um vazamento próximo à solda migrando ao longo da área da junta. Inspecione a zona de solda circundante e a área afetada pelo calor, quando aplicável, não apenas a interface da junta.
- Trincas na solda podem aparecer perto de soldas flange-tubo em serviço cíclico ou com vibração.
- O endurecimento ou fragilização da junta reduz a capacidade de vedação ao longo do tempo.
- Padrões de compressão irregulares podem indicar problemas de carga/alinhamento, em vez de apenas qualidade da junta.
- O rastreamento do caminho do vazamento deve distinguir o vazamento na face do flange do vazamento adjacente à solda.
Dica: A confirmação do caminho do vazamento ajuda a evitar a substituição desnecessária da junta quando o problema real é a condição da solda ou o carregamento externo.
Mistura de Materiais e Falha de Rastreabilidade (Lacunas em MTR / PMI)
Mistura de materiais e rastreabilidade deficiente aumentam o risco de vazamento e dificultam a análise de falhas.
Os trabalhadores podem instalar o grau de material errado durante a manutenção ou usar peças de reposição sem documentação completa. Ausência de Relatórios de Teste de Materiais e verificações de marcação de flange ou lacunas na Identificação Positiva de Materiais (PMI) reduzem a confiança de que o flange, a junta ou o parafusamento instalados correspondem ao serviço exigido. Isso pode levar a corrosão inesperada, trincas ou falha mecânica.
- Seleção incorreta de material pode causar falha prematura no serviço.
- Falta de rastreabilidade complica o planejamento de manutenção e investigações de vazamentos repetidos.
- A inspeção de recebimento deve verificar marcações, documentos e (quando exigido) resultados de PMI.
- Fornecedores confiáveis apoiam a rastreabilidade com documentação clara e marcação consistente do produto.
Observação: Verifique a certificação do sistema de qualidade do fornecedor (como ISO 9001), especificações de materiais aplicáveis e registros de MTR/PMI exigidos pelo projeto antes da instalação.
Como Identificar a Causa Raiz de um Vazamento de Flange (Fluxo de Trabalho de Diagnóstico em Campo)
Comece com o Padrão de Vazamento e o Contexto Operacional
Comece observando o padrão do vazamento e o contexto operacional antes de presumir uma causa.
Observar se o vazamento é por infiltração, pulverização, liberação de vapor, apenas mancha ou intermitente sob certas temperaturas ou cargas. Registrar as condições do processo, como pressão, temperatura, tipo de fluido, status de partida/desligamento e histórico recente de manutenção. Esses detalhes reduzem rapidamente as causas prováveis.
As equipes frequentemente usam métodos de Análise de Causa Raiz (RCA) para estruturar a investigação: o que aconteceu, por que aconteceu e o que evitará a recorrência. Ferramentas práticas, como os 5 Porquês, ajudam, mas funcionam melhor quando apoiadas por evidências de campo (fotos, registros e resultados de inspeção) em vez de suposições.
Dica: Registrar a localização do vazamento, condição de serviço, ID da junta e atividade recente de manutenção. Vazamentos repetidos são muito mais fáceis de resolver quando o contexto operacional é capturado de forma consistente.
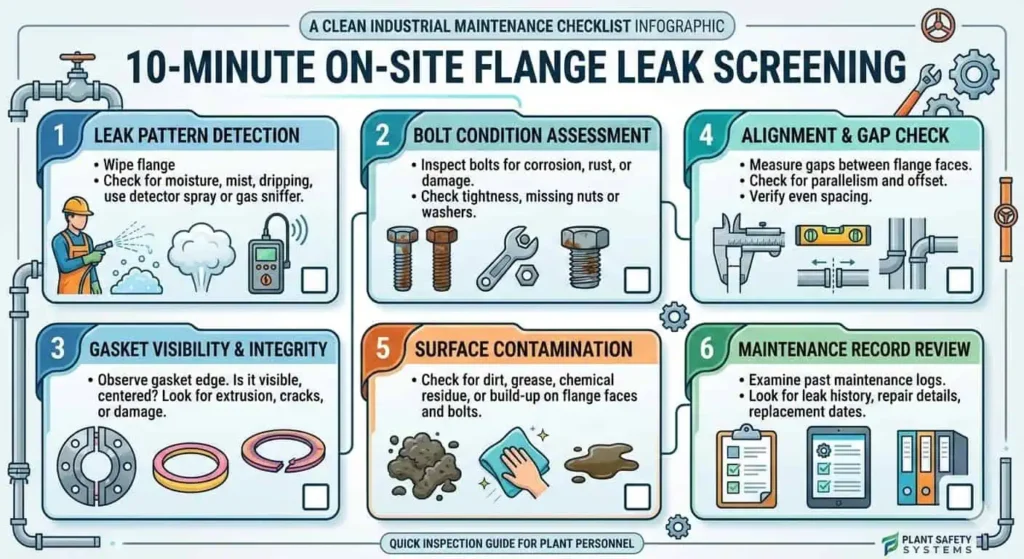
Lista de Verificação de Triagem de 10 Minutos no Local (Antes da Desmontagem)
Usar uma lista de verificação estruturada antes da desmontagem.
Uma etapa rápida de triagem baseada em evidências reduz desmontagens desnecessárias e melhora a qualidade da RCA. Seguir todos os requisitos de segurança, isolamento e permissão da instalação antes de abordar ou inspecionar o equipamento.
| Etapa | Ação | O Que Procurar |
|---|---|---|
| 1 | Inspecionar o padrão de vazamento visível | Gotejamentos, manchas, trajetória de vapor, padrão de resíduos, odor (se aplicável) |
| 2 | Verificar condição dos parafusos e carga aparente | Corrosão, ferragens faltando, posição irregular de porca/arruela, marcas ausentes |
| 3 | Examinar posição da junta (se visível) | Junta descentrada, protrusão, sinais de espremimento |
| 4 | Avaliar alinhamento e condição do suporte | Variação de folga da face, sinais de ajuste forçado, suportes soltos, indícios de vibração |
| 5 | Procurar por danos superficiais / indícios de contaminação | Ferrugem, sujeira, excesso de tinta, resíduos antigos, arranhões |
| 6 | Revisar registros de manutenção / montagem | Registros de torque ausentes, substituição de juntas, documentação incompleta |
Documente as descobertas e compare-as com incidentes anteriores. Um breve registro pré-desmontagem frequentemente evita diagnósticos incorretos repetidos.
O Que Não Fazer (Erros Comuns de Solução de Problemas)
Muitos vazamentos repetidos vêm de corrigir o sintoma, não a causa. Evite esses erros comuns, a menos que o procedimento do seu local especifique o contrário:
- Não assuma que todo vazamento é apenas um problema de junta.
- Não use parafusos para alinhar tubulações/trechos.
- Não substitua o material da junta “por aparência” ou apenas por dimensões.
- Não pule a documentação da identificação da junta, peças usadas e método de montagem.
- Não limpe as faces de vedação com métodos que danifiquem o acabamento da face.
- Não ignore problemas de suporte/vibração em locais de vazamento recorrente.
Confirmação da Causa Raiz Após Isolamento / Desligamento
Confirme a causa raiz após isolamento ou desligamento usando evidências físicas.
Uma vez que o sistema esteja seguro e isolado, inspecione a junta em detalhes. Procure por padrões de compressão da junta, marcas de assentamento descentralizadas, danos na face do flange, marcas de testemunho de vibração, produtos de corrosão, indicadores de afinamento da parede próximo à junta e trincas na área de solda, quando aplicável. Revisar registros de montagem e informações de compatibilidade de materiais ajuda a confirmar se o vazamento foi causado por instalação, ambiente de serviço ou ambos.
- Verifique o padrão de compressão da junta para carga desigual ou erro de centralização.
- Inspecione as faces do flange para arranhões, pites ou transferência de resíduos.
- Revise a condição dos parafusos (roscas, corrosão, evidência de lubrificante, histórico de substituição).
- Confirme os materiais dos componentes e documentação (MTR/PMI) quando necessário.
- Registre evidência fotográfica antes da limpeza, retrabalho ou substituição.
Detecção precoce e investigação minuciosa reduzem o risco de vazamento repetido após a reinicialização.
Prevenção de Vazamento em Flanges (Controles de Projeto, Instalação e Manutenção)
Seleção Correta na Fase de Projeto e Aquisição
A seleção correta na fase de projeto e aquisição melhora a integridade de longo prazo dos flanges.
Os engenheiros devem selecionar o tipo de flange, classe de pressão, faceamento, gaxeta e materiais com base no envelope de serviço (operação normal, partida/desligamento e condições de perturbação esperadas, quando especificadas). As equipes de aquisição devem verificar a precisão dimensional, clareza da marcação, qualidade da documentação e rastreabilidade antes de liberar os materiais para instalação em campo.
Padrões aplicáveis e especificações do projeto orientam essas decisões. Para tubulação de refinaria, as equipes geralmente verificam a base do código do projeto, padrões de flange aplicáveis, especificações de materiais e requisitos de montagem específicos do local. Os padrões apoiam as decisões, mas a execução em campo e o controle de documentos determinam se a junta permanece estanque.
| Fator | Impacto na Integridade do Flange |
|---|---|
| Qualidade do Material e Compatibilidade de Serviço | Resiste ao estresse operacional, corrosão e efeitos de temperatura |
| Precisão Dimensional e Compatibilidade de Faceamento | Garante encaixe adequado, alinhamento e assentamento da junta |
| Rastreabilidade e Documentação | Reduz o risco de confusão e melhora a qualidade da investigação |
| Conformidade com Normas / Especificações Aplicáveis | Garante seleção segura, compatibilidade e consistência na aquisição |
Nota prática: Solicite rastreabilidade completa e documentos de materiais antes da instalação—não após um vazamento—para que a verificação não atrase a reinicialização ou a RCA.
Controle de Qualidade na Instalação e Disciplina de Montagem
Controle rigoroso da qualidade na instalação previne vazamentos durante a montagem.
O flange e a junta de mais alta qualidade ainda podem vazar se o preparo da face, alinhamento, manuseio da junta e execução do aperto forem inconsistentes. As equipes devem usar sequências de aperto controladas, carregamento escalonado, ferramentas calibradas e verificações claras de aceitação para condição da face e alinhamento. Para juntas maiores ou críticas, métodos avançados de aperto e procedimentos documentados podem melhorar a consistência da pré-carga.
- Inspecione as faces de vedação antes da montagem; remova resíduos sem danificar a face.
- Verifique o tipo de junta, tamanho, compatibilidade de faceamento e serviço antes da instalação.
- Use uma sequência de aperto definida e aplique carga em múltiplos estágios.
- Controle a prática de lubrificação para melhorar a consistência do torque.
- Registre detalhes críticos da montagem (tipo de junta, método de torque/tensão, data, técnico, ID da junta).
Quando os procedimentos do local se referirem a práticas reconhecidas (por exemplo, padrões de parafusamento de refinaria ou especificações de montagem específicas do projeto), siga esses requisitos consistentemente. Os padrões não substituem a qualidade do trabalho—eles a reforçam.
Práticas de Inspeção e Manutenção
Inspeção e manutenção regulares reduzem a frequência de vazamentos e melhoram a confiabilidade da reinicialização.
Os técnicos devem inspecionar corrosão, desgaste, danos à junta e evidências de perda de pré-carga. Os intervalos de inspeção devem seguir a classificação de risco da instalação e a criticidade do serviço. Locais de alto risco ou com vazamentos repetidos podem exigir monitoramento mais próximo, enquanto juntas estáveis de baixo risco podem seguir planos de inspeção de parada de rotina.
- Inspecione as áreas de faceamento da junta e superfícies circundantes para manchas, corrosão ou resíduos.
- Verifique suportes, condições de vibração e movimento térmico em juntas com vazamentos repetidos.
- Limpe e recondicione as faces de vedação apenas com métodos aprovados.
- Mantenha registros do histórico de vazamentos por ID de junta para identificar locais de problemas recorrentes.
- Revise as tendências de vazamento na partida após desligamentos para melhorar os controles de montagem futuros.
Qualidade e Rastreabilidade do Fornecedor (Por que a Qualidade do Produto Importa)
A qualidade e rastreabilidade do fornecedor reduzem a incerteza em juntas de flange críticas.
As equipes de compras devem verificar os sistemas de qualidade do fornecedor, a documentação do material e a rastreabilidade do produto antes da instalação. Para serviços de refinaria, o objetivo não é apenas a conformidade no papel, mas a qualidade consistente do produto, marcações claras e registros que possam ser rastreados durante inspeção, manutenção e investigação de falhas.
Para necessidades aplicáveis de fornecimento de flanges e conexões de refinaria, usar produtos certificados e rastreáveis de fornecedores qualificados (como SUNHY) pode apoiar conexões mais confiáveis quando especificações, materiais e procedimentos de montagem são devidamente controlados.
| Especificação / Registro | Por que é Importante |
|---|---|
| Certificação do sistema de qualidade do fornecedor (por exemplo, ISO 9001) | Indica processos controlados de fabricação e documentação |
| Relatórios de Teste de Fábrica (MTRs) | Confirma propriedades químicas e mecânicas dos materiais fornecidos |
| Rastreabilidade de lote de aquecimento / marcação do produto | Vincula componentes instalados a registros para QA e investigação de falhas |
| Registros de PMI / inspeção (quando exigido) | Suporta verificação de material para serviços críticos |
Normas Técnicas e Referências
Use a especificação do projeto e os padrões do local como os requisitos governantes. Os seguintes itens comumente informam a seleção, montagem e inspeção de flanges em refinarias (edições e aplicabilidade variam por projeto e jurisdição):
- ASME PCC-1 — Diretrizes para Montagem de Juntas de Flange Parafusadas em Limites de Pressão
- ASME B16.5 / ASME B16.47 — Flanges de Tubulação e Conexões Flangeadas (dimensões, classificações, faceamento)
- ASME B31.3 — Tubulação de Processo (requisitos de projeto e integridade da tubulação)
- API 570 — Código de Inspeção de Tubulação (inspeção em serviço, reparo, alteração, reclassificação)
- API 574 — Práticas de Inspeção para Componentes de Sistemas de Tubulação
- Padrões de parafusamento específicos da refinaria, procedimentos de integridade de juntas e listas de verificação de QA para manutenção
Importante: Este artigo não substitui esses padrões. Ele ajuda as equipes a aplicá-los de forma mais eficaz durante a solução de problemas e planejamento de prevenção.
Exemplos Ilustrativos de Casos em Refinarias (Cenários Compostos para Treinamento em Análise de Causa Raiz)
Os exemplos abaixo são cenários de treinamento compostos baseados em padrões comuns de falhas em campo. Eles estão incluídos para mostrar como o pensamento de causa raiz vincula causas imediatas de vazamento a causas do sistema e ações de prevenção.
Vazamento na Partida Após Parada
Um vazamento na partida após uma parada frequentemente resulta de montagem apressada e etapas de verificação perdidas.
Durante uma grande parada, uma equipe de refinaria substituiu várias flanges em uma linha de alta pressão. Após a partida, os operadores observaram um pequeno vazamento em uma junta. A investigação mostrou que a junta não estava centralizada e o registro de verificação final de aperto estava incompleto. A junta havia sido montada sob pressão de cronograma.
| Item RCA | Achado |
|---|---|
| O que aconteceu | Vazamento apareceu logo após a partida em uma junta de flange montada recentemente |
| Causa imediata | Junta descentralizada e pré-carga desigual / verificação final perdida |
| Causa do sistema | Pressão de cronograma e controles de QA de parada incompletos |
| Ação corretiva / de prevenção | Remontar com verificações de alinhamento e centralização; fazer cumprir a assinatura do registro de montagem final |
Vazamento Recorrente em Flange de Bomba
Vazamentos repetidos em flange de bomba geralmente indicam vibração ou carga externa, não apenas um problema de gaxeta.
Uma refinaria experimentou vazamentos frequentes no flange de sucção de uma bomba de processo. Registros de manutenção mostraram substituição repetida de gaxeta, mas sem correção duradoura. Verificações de campo encontraram suporte de tubulação solto e vibração contribuindo para perda de pré-carga e movimento da gaxeta. Após reforço do suporte e realinhamento da tubulação, a recorrência parou.
| Item RCA | Achado |
|---|---|
| O que aconteceu | Vazamento recorrente no mesmo flange de sucção da bomba após remontagem repetida |
| Causa imediata | Perda de pré-carga e movimento da gaxeta sob vibração |
| Causa do sistema | Suporte solto / controle inadequado de carga de tubulação próximo a equipamento rotativo |
| Ação corretiva / de prevenção | Reparar suportes, realinhar tubulação, verificar condição de vibração, então remontar a junta |
Vazamento em Junta de Serviço Ácido
Vazamentos em juntas de serviço ácido frequentemente envolvem incompatibilidade de materiais e lacunas de rastreabilidade.
Em uma unidade que manuseia serviço contendo sulfeto de hidrogênio, uma junta de flange começou a vazar após alguns meses. A inspeção encontrou incompatibilidade do material da gaxeta para as condições de serviço. A equipe rastreou o erro para documentação de aquisição incompleta e verificação de material ausente durante a substituição em parada.
| Item RCA | Achado |
|---|---|
| O que aconteceu | Vazamento precoce em serviço ácido após substituição de manutenção |
| Causa imediata | Material de junta incorreto degradado em serviço |
| Causa do sistema | Rastreabilidade incompleta / verificação de material durante aquisição e instalação |
| Ação corretiva / de prevenção | Substituir por junta compatível com o serviço; fortalecer controles de MTR/PMI e verificação de recebimento |
Lições aprendidas: Prevenção de vazamentos repetidos depende de projeto robusto de junta, montagem controlada, materiais verificados, modificações validadas e comunicação clara entre engenharia, manutenção, QA, aquisição e operações.
| Fator de Falha Recorrente | Lições Práticas |
|---|---|
| Planejamento fraco / pressão de execução de parada | Proteger verificações críticas de QA de flange da compressão de cronograma |
| Deficiências de projeto ou suporte | Investigue cargas externas e vibração, não apenas a seleção da junta |
| Modificações não avaliadas | Revise como as mudanças afetam o alinhamento, cargas e compatibilidade de serviço |
| Procedimentos de operação ou montagem inadequados | Padronize e documente controles de montagem repetíveis |
| Comunicação deficiente / transferência de registros | Vincule observações de manutenção, QA e partida por ID conjunto |
Lista de Verificação de Prevenção Prática para Equipes de Refinaria
Lista de Verificação Antes da Instalação
Preparação adequada previne vazamentos e reduz retrabalho.
As equipes de refinaria devem revisar desenhos, especificações e condições de serviço antes de iniciar o trabalho. Confirmar que materiais, dimensões, faceamento do flange, tipo de gaxeta e parafusamento correspondem aos requisitos da junta. Inspecionar flanges e gaxetas quanto a danos/contaminação e confirmar o método de identificação/registro da junta antes da montagem.
- Revisar desenhos, especificações, envelope de serviço e pontos de retenção
- Confirmar tipo/classe/faceamento do flange e compatibilidade da gaxeta
- Verificar graus de material, marcações e documentação (MTR/PMI quando necessário)
- Inspecionar quanto a danos superficiais, resíduos, corrosão ou detritos
- Limpar e proteger todas as superfícies de vedação
- Realizar um briefing de segurança e montagem pré-trabalho
Lista de Verificação Durante a Montagem
Montagem controlada melhora a integridade da junta.
Centralize a junta, confirme o alinhamento antes de carregar os parafusos e use a sequência de aperto aprovada. Aplique torque/tensão em etapas com ferramentas calibradas. Registre valores críticos e desvios.
- Centralize a junta com precisão e verifique antes do carregamento final
- Confirme o alinhamento do flange (não use parafusos para forçar o ajuste)
- Use a sequência de aperto adequada e carregamento em etapas
- Controle a condição de lubrificação para comportamento de aperto consistente
- Verifique a consistência do carregamento e alinhamento durante cada etapa
- Use ferramentas de torque calibradas ou métodos de tensionamento aprovados
Lista de Verificação Pós-Ativação / Monitoramento
O monitoramento contínuo detecta vazamentos iniciais e padrões de falha repetida.
Após a ativação, inspecione as juntas de flange propensas a vazamento e críticas com base na criticidade do serviço e procedimentos da instalação. Verificações visuais, métodos de detecção de vazamento aprovados, observações de vibração e registros de tendências ajudam a identificar problemas antes da escalada.
- Inspecionar vazamentos visíveis, manchas, resíduos ou odor (quando aplicável)
- Utilizar métodos aprovados de detecção de vazamentos (por exemplo, ferramentas ultrassônicas/térmicas quando aplicável)
- Monitorar vibração e condição de suporte em locais de vazamento recorrentes
- Registrar descobertas por ID de junta e comparar com histórico anterior de parada/início
Lista de Verificação de Documentação de Aquisição e Controle de Qualidade
Documentação robusta apoia o controle de qualidade e análise de causa raiz mais rápida.
As equipes de aquisição e controle de qualidade devem verificar a documentação do fornecedor, rastreabilidade do produto e conformidade do material antes da instalação. Registros adequados reduzem incertezas durante inspeções, manutenção e investigações de incidentes.
| Item da Lista de Verificação | Por que é Importante |
|---|---|
| Verificação do sistema de qualidade do fornecedor | Confirma processos controlados de fabricação e documentação |
| Revisão de especificação de material e MTR | Verifica propriedades químicas/mecânicas em relação aos requisitos |
| Rastreabilidade do lote de aquecimento / verificação de marcação do produto | Vincula o item instalado aos registros para auditorias e análise de falhas |
| PMI ou registros de inspeção adicionais (quando necessário) | Reduz o risco de mistura de materiais em serviço crítico |
| Registros de montagem de juntas e histórico de rastreamento de vazamentos | Melhora o diagnóstico de falhas repetitivas e o planejamento de paradas |
| Prontidão de resposta a vazamentos e critérios de escalonamento | Melhora a segurança e a consistência da resposta se ocorrer um vazamento |
Equipes que usam listas de verificação estruturadas e registros rastreáveis reduzem o risco de vazamento e melhoram a confiabilidade da partida da refinaria.
Conclusão
A maioria dos vazamentos de flange em refinarias vem de falhas combinadas, não de uma única causa. As causas raiz comuns incluem erros de seleção de gaxeta, pré-carga desigual, desalinhamento do flange, danos superficiais, cargas externas de tubulação, vibração, corrosão e lacunas de rastreabilidade durante manutenção ou aquisição.
A prevenção requer controle em nível de sistema. As equipes de refinaria reduzem o risco de vazamento usando diagnóstico baseado em causa raiz, procedimentos de montagem padronizados, práticas de inspeção disciplinadas e registros de aquisição rastreáveis alinhados com os requisitos do projeto/local.
Onde a qualidade do fornecimento importa, produtos certificados e rastreáveis (incluindo flanges/acessórios SUNHY, quando aplicável) podem suportar conexões de refinaria mais confiáveis quando os controles de seleção, instalação e manutenção são executados corretamente.
Profissionais de refinaria podem tomar estas ações imediatamente:
- Padronizar listas de verificação de montagem de flange e procedimentos de aperto
- Rastrear locais de vazamento recorrentes e investigar falhas repetidas por causa raiz
- Verificar compatibilidade de gaxeta/material antes de desligamento e partida
- Reforce o controle de qualidade do fornecedor, verificação MTR/PMI e controles de rastreabilidade
- Implemente um programa de rastreamento de vazamentos baseado em ID conjunto para pontos de vazamento recorrentes
- Inspecione suportes, condições de vibração e cargas de tubulação nas juntas propensas a vazamentos
Precisa de ajuda com seleção ou revisão de rastreabilidade? Envie suas condições de serviço (meio, temperatura, pressão, tipo/classe de flange, faceamento e normas exigidas) mais o histórico de vazamentos / ID da junta. Uma revisão direcionada é mais rápida e útil do que substituir peças por tentativa e erro.
PERGUNTAS FREQUENTES
Qual é a causa mais comum de vazamento em flanges em refinarias?
A maioria dos vazamentos em flanges de refinaria começa com erros de montagem e instalação, especialmente incompatibilidade de gaxeta, pré-carga desigual de parafusos e má alinhamento. No entanto, vazamentos repetidos geralmente envolvem fatores combinados, como vibração, cargas externas, corrosão e controle de registros deficiente.
Por que os vazamentos em flanges se repetem após a partida ou parada para manutenção?
Vazamentos repetidos após a partida geralmente indicam correção incompleta da causa raiz.
Razões comuns incluem verificação final de aperto perdida, erros de centralização de gaxeta, perda de pré-carga térmica e problemas não resolvidos de suporte/vibração. A pressão do cronograma de parada também pode enfraquecer verificações de QA e qualidade da documentação.
Como posso determinar se o vazamento é causado pela junta, pelos parafusos ou pelo desalinhamento?
Use padrão de vazamento + registros de montagem + evidência física após isolamento.
Antes da desmontagem, documente o padrão de vazamento, a condição de suporte e o histórico de manutenção recente. Após o isolamento, inspecione as marcas de compressão da junta, a condição da face do flange e a condição dos parafusos. Compressão irregular, marcas descentralizadas e variação de folga da face frequentemente indicam problemas de pré-carga/alinhamento, e não apenas do material da junta.
Por que os parafusos “afrouxam” após a partida?
Ciclagem térmica, vibração, mecanismos de assentamento/assentamento e perda de pré-carga podem reduzir a tensão efetiva dos parafusos após a partida.
Procedimentos controlados de aperto, carregamento em etapas, controle de lubrificação e verificações de suporte/vibração ajudam a reduzir o afrouxamento repetitivo e o descarregamento da junta.
É possível consertar um flange com vazamento apertando os parafusos em serviço?
Não assuma que o aperto em serviço é seguro ou permitido.
Para sistemas perigosos ou pressurizados, siga os procedimentos do local, revisão de engenharia e requisitos de resposta de emergência. Muitos vazamentos exigem isolamento e correção da causa raiz, e não apenas aperto adicional.
Quais materiais são adequados para fluidos corrosivos de refinaria?
A seleção de material depende do envelope de serviço real, não de um único material “melhor”.
As equipes podem usar aço carbono, aço inoxidável, aço liga ou materiais de liga mais alta, dependendo da química, temperatura, pressão, mecanismo de corrosão e especificações do projeto. Verifique a compatibilidade de serviço e a documentação antes da instalação.
| Família de materiais | Consideração Típica |
|---|---|
| Aço Carbono | Custo-efetivo, mas pode exigir margem de corrosão/limites de serviço |
| Aço Inox (ex.: série 316) | Melhor resistência à corrosão em muitos serviços, mas não universal |
| Materiais de Liga Superior | Usado para condições mais agressivas quando justificado pelo serviço e custo |
Com que frequência as equipes de refinaria devem inspecionar as juntas de flange?
A frequência de inspeção deve seguir a classificação de risco da instalação, criticidade do serviço e histórico de vazamentos.
As equipes geralmente priorizam verificações após a partida, em juntas com vazamentos repetidos e durante manutenção programada. Serviços de alto risco e locais de problemas recorrentes geralmente exigem monitoramento mais próximo do que juntas estáveis de baixo risco.
Quais documentos e registros são necessários para verificar a qualidade e rastreabilidade do flange?
No mínimo, as equipes devem verificar documentos de material, marcações rastreáveis e registros de montagem para juntas críticas.
Registros típicos incluem:
- Relatórios de Teste de Fábrica (MTRs)
- Evidência do sistema de qualidade do fornecedor (ex.: certificação ISO 9001)
- Marcações do produto / registros de rastreabilidade do lote de fundição
- Registros de PMI ou inspeção quando exigidos por especificação ou criticidade do serviço
- Registros de montagem de juntas (tipo de gaxeta, método, data, pessoal responsável, ID da junta)
Dica: Use um ID de junta consistente e um histórico de vazamentos para que as equipes de manutenção, QA e operações possam diagnosticar vazamentos repetitivos mais rapidamente.