







 passo a passo")
Para medir corretamente as dimensões de parafusos hexagonais, verifique três coisas em uma ordem fixa: comprimento do parafuso (sob a cabeça), diâmetro maior da rosca e passo da rosca (passo métrico ou TPI imperial). Isso não é “trivialidade de oficina”. Um passo errado (por exemplo, M10×1,5 vs M10×1,25) pode destruir as duas primeiras roscas em segundos. Confundir o diâmetro da rosca com o tamanho da chave da cabeça (WAF) leva a peças erradas no pedido de compra, incompatibilidade de ferramentas no local e retrabalho.
- Comprimento controla a aderência (empilhamento) e o engate da rosca.
- Diâmetro controla o ajuste no furo/porca e a área de tensão de tração.
- Passo/TPI controla a compatibilidade com a porca ou furo roscado—esta é a causa #1 de rosca cruzada e devoluções de “não encaixa”.
Abaixo estão os erros de medição mais comuns que aparecem em devoluções de campo e rejeições de inspeção de entrada. Use uma peça limpa, meça duas vezes e trate os revestimentos (zinco, galvanização a quente, PTFE) como uma variável controlada—os revestimentos alteram o diâmetro efetivo e podem mudar o ajuste da rosca.
| Erros Comuns de Medição ao Encomendar Parafusos Hexagonais |
|---|
| Medir sobre sujeira, detritos, rebarbas ou roscas danificadas (leitura falsa de diâmetro/passo). |
| Usar muita força com paquímetros (flexionando as mandíbulas e “encolhendo” a leitura). |
| Segurar paquímetros em um ângulo (erro de cosseno) em vez de perpendicular ao eixo. |
| Não verificar o passo com um medidor (adivinhar “M10” sem confirmar 1,5 vs 1,25). |
Se você está medindo parafusos para aquisição ou trabalho de reparo, use paquímetros digitais + um medidor de passo de rosca. Se você está medindo para uma montagem crítica (equipamento de pressão, skid de equipamento rotativo, conexão estrutural), adicione verificações de inspeção de entrada: marcações, condição da rosca e (quando necessário) documentos de rastreabilidade.
Ferramentas Essenciais de Metrologia para Fixadores

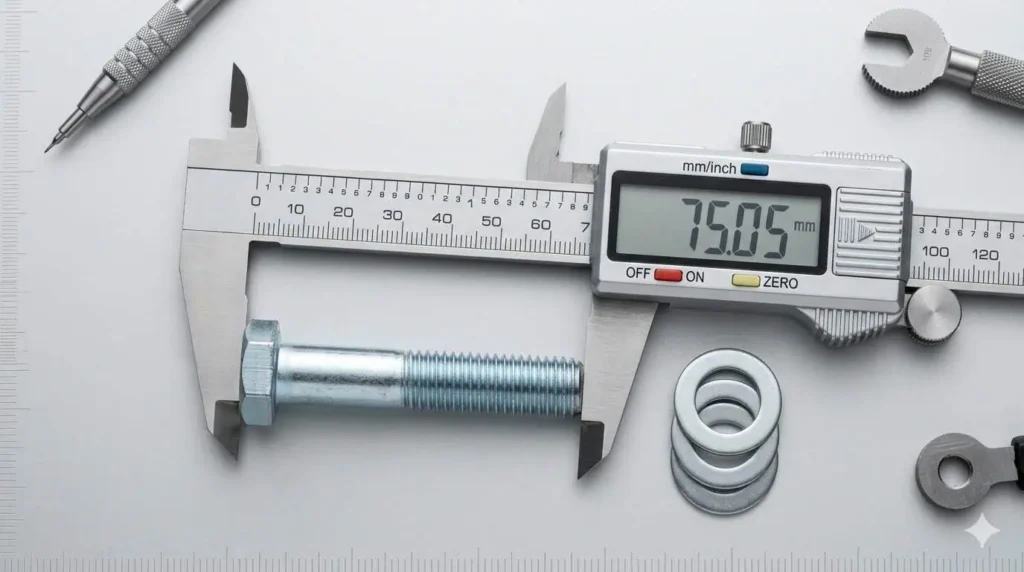
Por que Paquímetros Digitais são Obrigatórios para Diâmetro (vs. Fitas Métricas)
Paquímetros digitais são a ferramenta básica para medir o diâmetro de parafusos hexagonais porque fornecem leituras repetíveis no diâmetro maior da rosca e no corpo.
Fitas métricas e réguas são adequadas para “comprimento aproximado”, mas não são confiáveis para detalhes de diâmetro e rosca. Se você está tentando combinar um parafuso com uma porca ou furo roscado, precisa de uma ferramenta que possa resolver pequenas diferenças e evitar erro de paralaxe.
- Use paquímetros no diâmetro maior da rosca (OD) para identificar o tamanho nominal (M10, M12, 1/2″, etc.).
- Use paquímetros para verificar WAF (cabeça entre faces) quando o espaço para ferramentas é uma restrição.
- Para fixadores revestidos, meça em vários locais para detectar acúmulo de revestimento ou danos (uma causa comum de ajuste apertado da rosca).
Aviso de engenharia: Um tamanho de parafuso “correto” ainda pode falhar na montagem se o parafuso estiver revestido e a porca correspondente não for compatível com esse revestimento. As roscas galvanizadas a quente são intencionalmente sobredimensionadas em alguns padrões (as alterações de ajuste não são um defeito—são um requisito).
A tabela abaixo resume por que os paquímetros digitais reduzem erros de leitura em comparação com ferramentas analógicas:
| Característica | Paquímetros Digitais | Ferramentas Analógicas |
|---|---|---|
| Tipo de Leitura | Leitura numérica direta | Interpretação manual |
| Erro de Paralaxe | Eliminado | Comum |
| Repetibilidade de medição | Superior | Dependente do operador |
| Registro de dados | Possível (depende do modelo) | Não prático |
| Uso em campo | Verificação rápida | Mais lenta e menos consistente |
Usando Medidores de Passo de Rosca (Folhas Métricas e Imperiais)
Os medidores de passo de rosca são essenciais para identificar o sistema de rosca e o passo em um parafuso hexagonal.
Uma lâmina de medidor de passo deve se encaixar perfeitamente na forma da rosca—sem balanço, sem folga. Esta é a maneira mais rápida de confirmar se você está segurando métrica grossa vs métrica fina, ou UNC vs UNF, antes de tentar a montagem.
- Use o medidor para confirmar passo métrico (mm) ou TPI—não adivinhe.
- Verifique a qualidade da forma da rosca: laminada vs cortada, cristas danificadas, raízes achatadas (isso distorce as leituras do medidor).
- Se o parafuso estiver sujo, limpe as primeiras 3–5 roscas. Detritos alteram a “sensação” e produzem correspondências falsas.
Dica: Se o medidor “quase encaixar”, geralmente significa que você está um passo de rosca fora. Pare e verifique—forçar uma correspondência aproximada é como começa o cruzamento de roscas.
Nota sobre padrões (o ajuste importa): As tolerâncias e ajustes de roscas métricas são comumente controladas usando o sistema ISO 965 (por exemplo, 6g / 6H). Se você está medindo para confirmar a intercambialidade entre fornecedores, deve considerar a classe de ajuste—não apenas o tamanho nominal.
Comprimento de Medição: O Padrão “Sob a Cabeça”
A Regra da Superfície de Apoio: Por Que Incluir a Cabeça é um Erro Crítico
Sempre meça o comprimento do parafuso hexagonal da superfície de apoio sob a cabeça até a extremidade do parafuso.
A cabeça não faz parte da pilha apertada. A superfície de apoio é onde a carga de aperto entra na junta. Incluir a cabeça é a maneira mais rápida de pedir o comprimento errado e perder o engate da rosca (ou criar fundo em um furo roscado).
Verificação em campo: Se seu parafuso “parece apertado” mas a junta ainda se move, verifique se o parafuso não está encostando no fundo do furo e que você realmente tem engate de rosca utilizável após as arruelas e a folga.
 até a extremidade")
Guia de Medição Passo a Passo (Da Parte Inferior da Cabeça até a Extremidade Cega)
Use este procedimento sob a cabeça (este é o “comprimento pedível” para parafusos hexagonais):
- Limpe a superfície de apoio e os primeiros filetes (remova rebarbas e detritos acumulados).
- Ajuste a referência do paquímetro na superfície de apoio plana sob a cabeça.
- Meça em linha reta até a extremidade do parafuso (não siga chanfros ou pontas arredondadas).
- Registre o valor e compare-o com o comprimento padrão mais próximo usado em seu desenho/PO.
Erros do mundo real que causam tempo de inatividade:
- Medir “sobre a cabeça” e encomendar parafusos que encostam no fundo de furos roscados.
- Ignorar a espessura da arruela e o escoamento do filete (perdendo engajamento útil).
- Encomendar o comprimento correto, mas o passo errado, danificando o furo roscado durante a montagem forçada.
Mini caso (Problema → Análise → Correção):
Problema: Uma equipe de manutenção substituiu os parafusos na base de uma bomba, e a junta afrouxou durante a vibração.
Análise: Os parafusos estavam muito longos e tocaram o fundo dos furos roscados; a sensação de “apertado” era pré-carga falsa.
Correção: Re-selecionou o comprimento com base na medição sob a cabeça + verificou a profundidade de engate da rosca; adicionou etapa de verificação de torque/pré-carga no pacote de trabalho.
Tratamento de Exceção: Parafusos de Cabeça Chata (Comprimento Total) vs. Parafusos Hexagonais
Meça o comprimento total para parafusos de cabeça escareada, mas use o comprimento sob a cabeça para parafusos hexagonais.
Cabeças escareadas ficam no material e se tornam parte do comprimento efetivo. Cabeças hexagonais ficam acima da superfície, então apenas o comprimento da haste abaixo da cabeça controla o ajuste e o engate.
| Tipo de Elemento de Fixação | Onde Medir o Comprimento |
|---|---|
| Parafuso Hexagonal | Sob a cabeça (superfície de apoio) até a extremidade |
| Parafuso de Cabeça Chata | Comprimento total, incluindo a cabeça |
Para consistência na aquisição, defina o padrão regulador e o sistema de ajuste em seu PO (DIN/ISO/ANSI). Se você está misturando fornecedores ou lidando com hardware revestido, alinhe as tolerâncias de rosca (ajuste) e documentação para evitar falhas do tipo “mede certo, mas não monta”.
Medindo Diâmetro vs. Largura entre Faces (WAF)
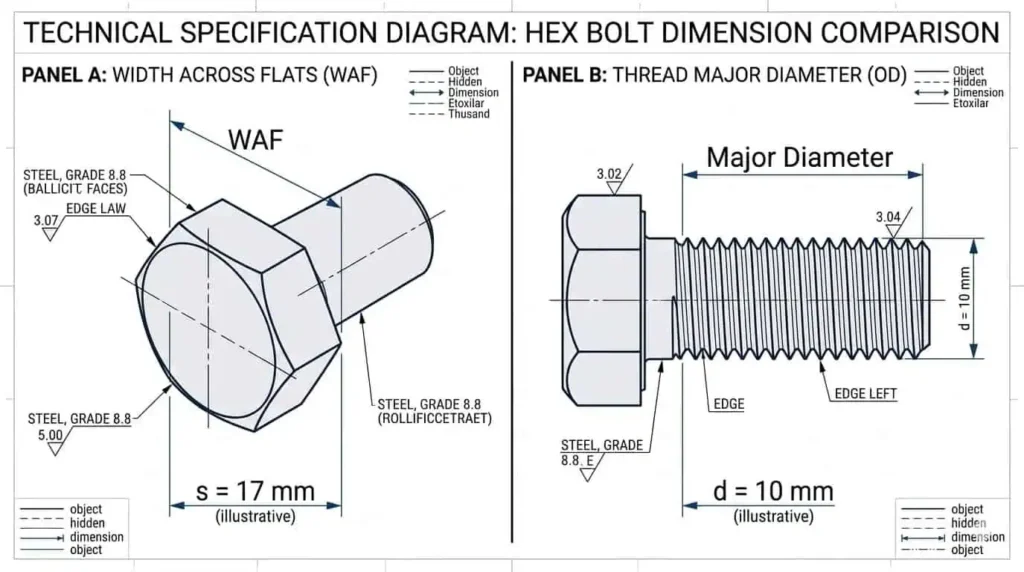
O Erro Comum: Confundir Tamanho da Chave (WAF) com Diâmetro da Rosca
O erro de pedido mais comum é confundir o tamanho da chave da cabeça (WAF) com o diâmetro da rosca.
WAF informa o tamanho do soquete/chave. O diâmetro da rosca informa o tamanho do parafuso (M10, M12, 1/2″). Misturar os dois cria a falha clássica: “A chave cabe na cabeça, mas o parafuso não cabe na porca.”
- Diâmetro da rosca = compatibilidade com porca/furo roscado + base de resistência (área de tensão de tração).
- WAF = ajuste da ferramenta + restrições de folga em montagens apertadas.
- Largura entre cantos = envelope de folga mínimo (importante em reentrâncias).
Armadilha de conversão: Em frotas mistas, os técnicos frequentemente confundem M10 com 3/8″ porque “parecem próximos”. Eles não são intercambiáveis por passo ou diâmetro—verifique com paquímetro e medidor de passo sempre.
Medindo o Diâmetro Maior (OD) nas Roscas
Meça o diâmetro maior da rosca (DE) através das cristas mais externas da rosca usando um paquímetro.
Faça pelo menos duas leituras: perto da primeira rosca utilizável e no meio do comprimento. Se o parafuso estiver desgastado, as primeiras roscas enganam—meça onde as roscas estão intactas.
Aviso de engenharia: Os revestimentos alteram o diâmetro externo. O zinco eletrogalvanizado é relativamente fino; a galvanização a quente é muito mais espessa e frequentemente requer uma porca (metal) de ajuste diferente. Se o diâmetro externo parecer “superdimensionado”, confirme se o parafuso é galvanizado e se a porca (metal) de acoplamento é especificada para essa condição.
A tabela abaixo esclarece o que cada dimensão significa no controle de compra e montagem:
| Tipo de Medição | O que ele controla |
|---|---|
| Diâmetro Maior (Diâmetro Externo) | Identificação do tamanho nominal e verificação básica de compatibilidade |
| Largura Entre Faces (WAF) | Seleção de ferramenta e planejamento de folga |
| Largura entre Cantos | Envelope de folga mínima em rebaixos/encaixes |
| Altura da Cabeça | Folga da cabeça; acesso e assentamento da ferramenta |
| Comprimento da Rosca / Extensão | Engajamento utilizável após arruelas e empilhamento |
| Limites Máx. / Mín. | Limites de tolerância para intercambiabilidade (o sistema de ajuste importa) |
| Dimensões de Referência | Apenas informativo; nem sempre controlado por aceitação |
Tabela de Referência Padrão: Tamanhos de Cabeça vs. Diâmetros Nominais (Verificar pelo Padrão Regulador)
As dimensões da cabeça (incluindo WAF) são definidas pelo conjunto de padrões de fixadores regulador (DIN/ISO/ANSI/ASME).
Se a ferramentaria do seu local for fixa (por exemplo, controle de ferramentas offshore), trate o WAF como um requisito de aceitação. Não assuma que “ISO” e “DIN” sempre compartilham os mesmos tamanhos de chave para cada diâmetro.
| Tamanho Nominal (Polegadas) | Diâmetro do Corpo em Tamanho Real (E) | Largura Entre Faces (F) | Largura entre Cantos (G) | Altura da Cabeça (H) | Raio do Filete (R) | Comprimento da Rosca (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Dica prática: Quando um parafuso “encaixa” mas a chave não, você provavelmente tem um problema de mistura de padrões (DIN vs ISO vs ANSI) ou um fornecedor usando um tamanho de chave legado. Verifique o WAF na inspeção de entrada se a ferramenta de instalação for restrita.
Determinação do Passo da Rosca e Contagem (TPI)
Passo Métrico (Distância em mm) vs. TPI Imperial (Fios por Polegada)
O passo da rosca métrica é medido como a distância entre os picos da rosca em milímetros; as roscas imperiais são identificadas por TPI (roscas por polegada).
Antes de pedir, confirme se o sistema é métrico ou polegada. Em seguida, confirme se é grosso ou fino. Dois parafusos podem ter o mesmo diâmetro e ainda serem incompatíveis pelo passo.
- Exemplo métrico: M10×1,5 (grosso) vs M10×1,25 (fino).
- Exemplo imperial: 1/2–13 (UNC) vs 1/2–20 (UNF).
- Realidade da montagem: Um “quase encaixe” começará à mão por 1–2 voltas, depois emperrará. É assim que as roscas ficam danificadas.

A tabela abaixo lista valores comuns de TPI e termos de geometria relacionados usados em cálculos de engenharia (área de tensão, diâmetro do passo). É uma referência útil quando você está verificando um parafuso que não especificou originalmente:
A tabela abaixo mostra valores comuns de passo da rosca para parafusos hexagonais usados na construção e fabricação:
| Tamanho Nominal e Fios por Pol. | Diâmetro Básico do Passo. | Seção no Diâmetro Menor. | Área de Tensão de Tração |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Dica: Se sua instalação usa hardware métrico e imperial, mantenha calibradores de rosca para ambos os sistemas no almoxarifado de ferramentas. Erros de roscas mistas são uma das falhas de maior frequência e menor valor em trabalhos de manutenção.
Como Usar um Medidor de Rosca para Identificar Rosca Grossa vs. Rosca Fina
Um calibrador de rosca é a maneira mais rápida de confirmar o passo/TPI e evitar roscas cruzadas.
Combine a lâmina do calibrador com a rosca até que ela se encaixe perfeitamente. Se ela balançar ou mostrar luz, é o passo errado. Quando um calibrador não está disponível, você pode contar as roscas em um comprimento fixo (1 polegada para TPI), mas esse método é mais lento e propenso a erros.
Passos para medir o passo da rosca ou TPI em um parafuso hexagonal:
- Selecione uma lâmina de calibrador de rosca e coloque-a contra as roscas do parafuso.
- Confirme o engajamento completo dos dentes sem folgas.
- Se nenhum calibrador estiver disponível: marque uma seção de 1 polegada e conte os picos (TPI), ou meça a distância em 10 roscas e divida (estimativa de passo métrico).
Roscas grossas toleram melhor sujeira e danos e são comuns na construção. Roscas finas fornecem maior resistência ao afrouxamento por vibração em algumas montagens e permitem ajuste de pré-carga mais fino, mas são menos tolerantes a danos. Use o sistema de rosca para o qual o equipamento foi projetado—não “atualize para fino” sem confirmar a porca (metal)/macho e o desenho.
Mini caso (Problema → Análise → Correção):
Problema: Uma montagem de skid travou durante a instalação; a equipe forçou o parafuso e danificou a porca (metal).
Análise: O diâmetro estava correto, mas o passo estava errado (parafuso de rosca fina em porca (metal) de rosca grossa).
Correção: Implementou uma etapa de verificação “diâmetro + passo” usando um calibrador de passo na inspeção de recebimento; adicionou passo ao item da linha do PO.
As roscas também se enquadram em famílias como rosca grossa (UNC) e rosca fina (UNF). Conhecer a família evita peças de reposição incompatíveis. Sempre verifique o diâmetro, passo/TPI e sistema de rosca antes de pedir.
Resumo: O Protocolo de Verificação em 3 Etapas
Use este protocolo de verificação de 3 etapas antes de pedir—é assim que equipes experientes de manutenção e compras evitam erros repetidos.
É rápido o suficiente para o campo e estruturado o suficiente para compras auditadas.
- Meça o Comprimento (Sob a Cabeça):
Consulte a superfície de apoio sob a cabeça. Meça até a extremidade. Leve em conta arruelas e profundidade de engate. - Verifique o Diâmetro (OD Principal):
Meça através das cristas intactas da rosca. Confirme o tamanho nominal. Não confunda WAF com diâmetro. - Identificar Passo / TPI:
Use um medidor de passo de rosca. Confirme se é grosso vs fino. Só então combine com a porca ou furo roscado.
Tabela de Referência Rápida: Onde Medir (Comprimento, Diâmetro, Passo)
| Parâmetro | Faixa Comum (Típica) | Onde Medir | Por que é Importante |
|---|---|---|---|
| Comprimento | Varia conforme padrão e aplicação | Sob a cabeça (superfície de apoio) até a extremidade | Controla ajuste, engate e risco de fundo |
| Diâmetro | Varia conforme padrão e aplicação | Através do diâmetro externo maior da rosca | Controla compatibilidade e base de resistência |
| Passo de rosca | Sistemas grosso vs fino | Correspondência de medidor (ou contagem de TPI) | Evita roscamento cruzado e peças erradas |
| Largura da Cabeça (WAF) | Definido por norma | Entre faces planas na cabeça hexagonal | Controla ajuste e folga da ferramenta |
CTA para projetos controlados: Se você não conhece o método de pré-carga necessário ou as condições de atrito (fator da porca / valor K), não adivinhe o torque. Solicite uma tabela de torque/pré-carga específica para a junta ou consulte um engenheiro - pré-carga incorreta é como as juntas afrouxam, vazam ou desenvolvem trincas por fadiga.
Medir um parafuso hexagonal corretamente protege a confiabilidade da montagem.
Em fábricas e oficinas de manutenção, três etapas realizam o trabalho sempre: medir o diâmetro com paquímetro, medir o comprimento sob a cabeça e verificar o passo com um medidor. Se você precisa de fixadores padrão ou personalizados com documentação controlada, Fixadores Sunhy suporta rastreamento de lote e verificação dimensional quando exigido pelo controle de qualidade do projeto.
Antes de comprar: confirme o padrão (DIN/ISO/ANSI), tamanho, passo/TPI, classe de resistência (para parafusos de aço) ou classe de aço inoxidável, revestimento e quaisquer documentos de rastreabilidade exigidos.
PERGUNTAS FREQUENTES
Como alguém mede corretamente o comprimento de um parafuso hexagonal?
Meça a partir da parte inferior da cabeça (superfície de apoio) até a extremidade do parafuso.
Não inclua a cabeça. Este é o comprimento solicitável para parafusos hexagonais e controla o engate e o risco de fundo em furos roscados.
Qual ferramenta fornece a medição mais precisa do diâmetro do parafuso?
Um paquímetro digital é a ferramenta correta para verificações de diâmetro.
Meça através das cristas intactas da rosca (diâmetro maior). Se o parafuso estiver revestido ou danificado, meça mais de um local e verifique em relação ao sistema de ajuste pretendido.
Por que os parafusos de aço inoxidável às vezes emperram (galling) durante a instalação?
As roscas de aço inoxidável podem sofrer galaçagem sob alta fricção e velocidade, especialmente sem lubrificação.
Use um antiaderente aprovado onde o procedimento permitir, evite instalação seca em alta velocidade e aplique aperto controlado. Se a galaçagem se repetir, revise a classe/grau de aço inoxidável e o método de montagem em conjunto.
Por que é importante não confundir o tamanho da chave com o diâmetro do parafuso?
WAF (tamanho da chave) e diâmetro da rosca são medidas diferentes.
WAF controla o ajuste da ferramenta. O diâmetro controla a compatibilidade e a resistência. Confundi-los é como o “tamanho errado do parafuso” é solicitado mesmo quando a cabeça parece correta.
O que alguém deve fazer antes de pedir parafusos hexagonais?
Verifique o comprimento, diâmetro e passo—depois confirme a norma, classe de resistência e revestimento.
Se você não tem certeza sobre a classe de ajuste ou tolerâncias de rosca, comece com os guias técnicos e referências de medição aqui: guias técnicos. Para montagens críticas, exija registros de inspeção e documentação de rastreabilidade no PO.



