







Produttore di Dadi a Saldare Esagonali OEM · Selettore per Progetti Personalizzati e Speciali con Pilota
Dadi a Saldare Esagonali Speciali: Progettati su Misura per Assemblaggi in Lamiera ad Alta Coppia
Con il supporto di 30 anni di ingegneria a testa fredda, produciamo dadi a saldare esagonali personalizzati e speciali progettati per una saldatura a proiezione automatizzata impeccabile. Sappiamo che negli ambienti OEM ad alto volume, un dado a saldare deve garantire tre cose: fusione identica della proiezione, filettature senza schizzi e metallurgia a basso tenore di carbonio per evitare giunti fragili. I nostri dadi a saldare esagonali assicurano la massima resistenza alla torsione e allo strappo per applicazioni automobilistiche, HVAC e di macchinari pesanti.
Capacità: Disegni OEM Personalizzati · Altezze Pilota Non Standard · Equivalenti Modificati DIN 929 / ISO 21670
Tipi di Dado: Con Pilota (Autocentrante) · Base Piatta (Senza Pilota) · 3-Proiezione · 6-Proiezione
Gradi/Materiali: Acciaio a Basso Tenore di Carbonio C1010/C1015 (Ottimizzato per Saldatura) · Acciaio Inossidabile 304/316
Finiture: Grezzo/Nudo (Consigliato per la saldatura) · Olio leggero antiruggine · Rivestimento in rame
Documenti: EN 10204 3.1 · PPAP Livello 3 · Tracciabilità lotto/calore · Rapporti di saldabilità
Tipi di Dado a Saldare Esagonale
 Dadi speciali
Dadi speciali
Serie di Dadi a Saldare
Serie di Dadi di Bloccaggio
Inserti e Serie a Rivetto
Arredamento e Specialità

Dado a Saldare Esagonale (Base Rotonda)

Dado a Saldare Esagonale con Pilota

Dado a saldare esagonale con pilota (stile DIN 929)
Perché scegliere i nostri dadi a saldare esagonali speciali e personalizzati?
Progettati per lamiere non standard: I dadi a saldare standard pronti all'uso spesso falliscono quando applicati a lamiere ultra-sottili o extra-spesse. Ci specializziamo nella modifica delle altezze del pilota e dei volumi di proiezione per adattarsi perfettamente allo spessore specifico del vostro materiale, eliminando i problemi di sporgenza del pilota e garantendo assemblaggi a filo.
Altezze di proiezione consistenti 100%: Manteniamo tolleranze di proiezione personalizzate a un rigoroso ±0,05 mm. Nella saldatura a resistenza automatizzata, proiezioni irregolari causano saldature a freddo localizzate. Il nostro stretto controllo dimensionale garantisce un flusso di corrente uniforme in tutti i punti, assicurando una fusione strutturalmente solida ogni volta.
Filettature interne senza schizzi: 30 anni di risoluzione dei problemi ci hanno insegnato che ri-fresare le filettature è un enorme spreco di risorse per gli OEM. Ottimizziamo la smussatura del pilota e la controbaffatura della filettatura oltre le specifiche standard per bloccare fisicamente l'espulsione del metallo fuso, preservando l'integrità della filettatura senza operazioni secondarie.
Controllo metallurgico rigoroso a basso tenore di carbonio: Utilizziamo esclusivamente acciaio a basso tenore di carbonio C1010/C1015. L'uso di acciaio di scarto con più carbonio porta alla formazione di martensite durante il raffreddamento rapido, risultando in saldature fragili che si spezzano sotto la coppia finale del bullone. Il nostro materiale garantisce un giunto resistente e resistente agli urti.
Compatibilità con Alimentatori Automatici: Sia che abbiate bisogno di un design personalizzato a base piatta o di un profilo esagonale sovradimensionato, il nostro processo di testa a freddo garantisce una geometria impeccabile e bordi privi di sbavature, prevenendo qualsiasi inceppamento in alimentatori vibratori a ciotola ad alta velocità e celle di saldatura robotizzate pick-and-place.
Cos'è un Dado a Saldare Esagonale?
Un dado a saldare esagonale è un fissaggio specializzato formato a freddo progettato per essere permanentemente fuso alla lamiera tramite saldatura a proiezione per resistenza. Crea una filettatura femmina robusta e ad alta coppia in aree di assemblaggio cieche, chiuse o inaccessibili dove un dado standard e una chiave non possono arrivare.
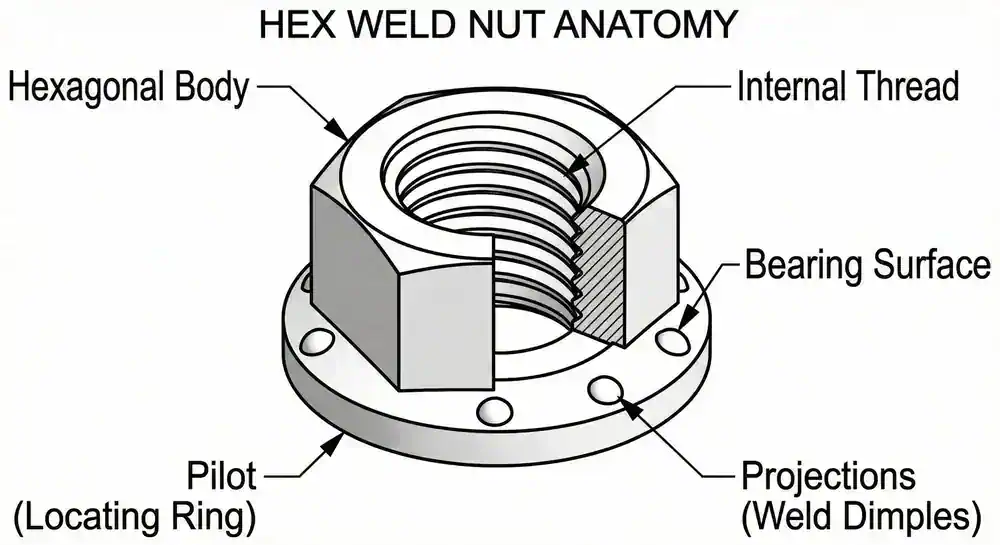
Anatomia e Caratteristiche Chiave:
Proiezioni: Incavi progettati sulla base che concentrano la corrente di saldatura, fondendosi rapidamente per fondersi profondamente con il pannello ospite.
Pilota (Anello di Posizionamento): Una guida circolare che si inserisce in un foro pre-punzonato, garantendo una perfetta concentricità e proteggendo le filettature interne dagli schizzi di materiale fuso.
Superficie di Appoggio: La superficie piana che si appoggia a filo contro la lamiera dopo la saldatura per distribuire uniformemente i carichi di serraggio.
Standard Inclusi & Guida alla Configurazione
Standard Inclusi in Questa Gamma di Dadi a Saldare
| Standard | Tipo di Dado | Caso d'Uso Industriale Tipico |
| DIN 929 | Dado esagonale a saldare con pilota e 3 proiezioni | Standard universale per BIW (Body-in-White) automobilistico e involucri in lamiera. |
| ISO 21670 | Dado esagonale a saldare con flangia | Applicazioni su lamiere sottili che richiedono una superficie di appoggio più ampia per prevenire lo strappo del dado. |
| JIS B 1195 | Dado a saldare esagonale standard giapponese | Specificato per sotto-assiemi automobilistici asiatici e attrezzature per elettronica di consumo. |
| Personalizzato OEM | Altezze o geometrie del pilota modificate | Spessori della lamiera non standard o sistemi di alimentazione automatizzati proprietari. |
Guida Tecnica: Configurazioni con Pilota vs Base Piatta
Regola Pratica Esperta: Specificare sempre un dado con pilota (come DIN 929) se il pannello è preforato. Il pilota riduce drasticamente i tempi di ciclo di assemblaggio autoposizionandosi e protegge le filettature dagli schizzi. Utilizzare solo dadi a saldare a base piatta quando è impossibile praticare un foro nel materiale ospite e si dispone di maschere di saldatura in rame esterne di precisione per allineare il dado.
| Fattore | Con Pilota (Stile DIN 929) | Base Piatta (Senza Pilota) |
| Velocità di assemblaggio | Estremamente Veloce (Si autoposiziona nel foro) | Più Lento (Richiede attrezzature di allineamento personalizzate) |
| Protezione del Filetto | Eccellente (Il pilota funge da scudo fisico) | Scarsa (La spruzzatura può facilmente entrare nei filetti inferiori) |
| Resistenza al Taglio | Superiore (Il pilota condivide il carico di taglio laterale) | Standard (Si affida interamente ai 3 giunti di saldatura) |
| Preparazione del Materiale Ospite | Richiede un foro preforato con precisione | Richiede una superficie di montaggio piana e non forata |
Come Specificare, Materiali e Tracciabilità della Qualità
Come Specificare un Dado a Saldare (Checklist RFQ)
Standard: DIN, ISO, JIS, o allegare un disegno CAD personalizzato.
Dimensione e Passo della Filettatura: es., M8 x 1.25.
Spessore del Pannello Ospite: Cruciale. Dobbiamo adattare l'altezza del pilota allo spessore della lamiera per evitare che il pilota sporga e interferisca con il componente accoppiato.
Materiale: Acciaio a Basso Tenore di Carbonio (Consigliato) o Acciaio Inossidabile (304/316).
Finitura: Liscia/Nuda è obbligatoria per l'integrità strutturale.
EAU (Utilizzo Annuale Stimato): Per la pianificazione della produzione basata sul volume.
Materiali e Finiture Superficiali (L'Avviso dell'Esperto di 30 Anni)
Acciaio a Basso Tenore di Carbonio (C1010/1015): Il materiale definitivo per la saldabilità, prevenendo la fessurazione termica.
Acciaio Inossidabile (A2/A4): Per ambienti specializzati non magnetici o altamente corrosivi.
La Regola della Finitura: Non saldare mai dadi zincati. Lo zinco evapora a 907°C (ben al di sotto del punto di fusione dell'acciaio di ~1400°C). Questa vaporizzazione causa grave porosità della saldatura (sacche di gas), giunti altamente fragili e rilascia gas tossico “zinc chills” nel vostro stabilimento. Ordinare sempre Grezzo/Nudo o Leggermente oliato per la fase di saldatura, e galvanizzare o rivestire elettroforeticamente l'intero assemblaggio dopo la saldatura è completata.
Qualità, Ispezione e Tracciabilità
Controllo Materiale in Entrata: Verifica spettrometrica dell'Equivalente di Carbonio (CE) del filo grezzo.
Controlli in Processo: Ordinamento ottico 100% per presenza filettatura, concentricità del pilota e uniformità dell'altezza di proiezione ±0,05mm.
Verifica Meccanica: Test distruttivi push-out, test di coppia fino a rottura e verifica della penetrazione della saldatura mediante macroincisione su richiesta.
Documentazione: Certificati materiali completi EN 10204 3.1 e documentazione PPAP Livello 3 disponibili per fornitori Tier-1.
Applicazioni comuni
Automotive Body-in-White (BIW) & Chassis: Utilizzati estesamente in tubi idroformati e sottotelaio chiuso per il montaggio di ancoraggi delle cinture di sicurezza, guide dei sedili e componenti della sospensione dove sono obbligatori filetti ciechi ad alta coppia.
HVAC & Involucri Industriali: Forniscono filetti femmina permanenti e resistenti alle vibrazioni su involucri in lamiera pesante per il montaggio di compressori, guide per rack server e pannelli pesanti di quadri elettrici.
Macchinari Agricoli & Costruzioni Pesanti: Saldati direttamente su pannelli in acciaio strutturale di trattori ed escavatori, fornendo punti di ancoraggio indistruttibili che resistono a severe vibrazioni sul campo e ad alti carichi di taglio.
Biancheria & Produzione di Elettrodomestici: Alimentati tramite vibratori automatici ad alta velocità direttamente nelle presse di stampaggio e saldatura per il montaggio rapido di tamburi di lavatrici e telai di frigoriferi.
Blog correlato
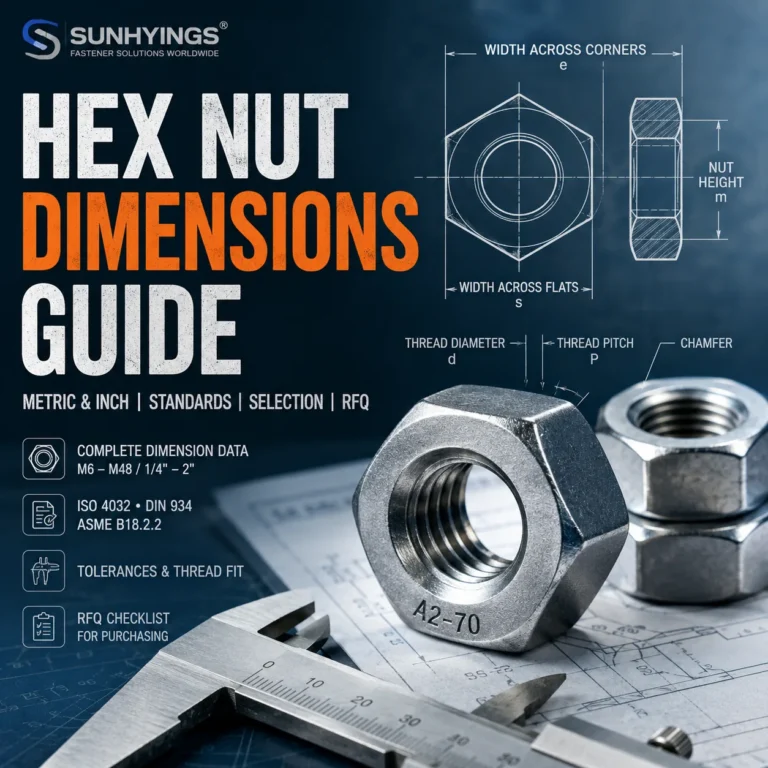
Guida alle dimensioni dei dadi esagonali: tabelle metriche e in pollici, standard ISO, DIN e ASME
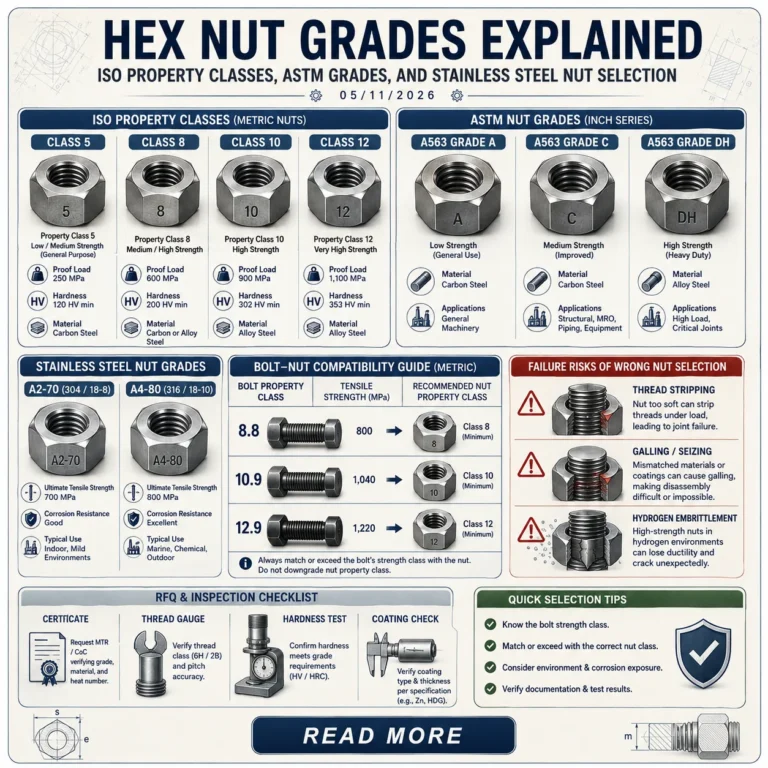
Classi dei Dadi Esagonali: Classi di Proprietà, Gradi ASTM, Compatibilità con Bulloni e Rischi di Rottura

DIN 934 vs ISO 4032 vs ASME B18.2.2 Dadi esagonali: differenze chiave, intercambiabilità e guida all'acquisto
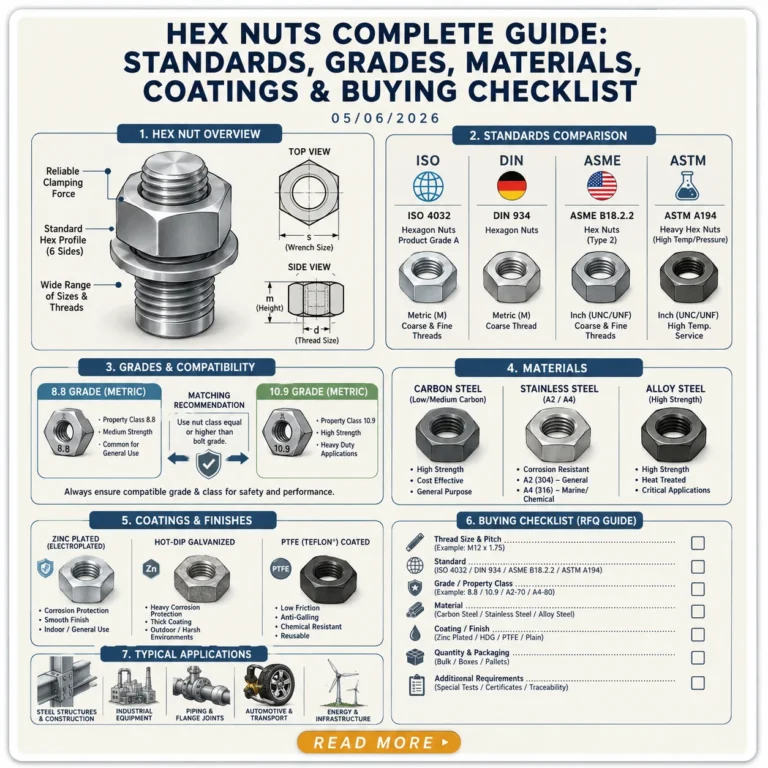
Guida completa ai dadi esagonali: standard, gradi, materiali, rivestimenti, coppia e lista di controllo per l'acquisto
FAQ
Perché i nostri dadi a saldare continuano a spezzarsi quando il bullone finale viene serrato?
Questo è un sintomo classico di materiale errato o di altezze di proiezione incoerenti. Se il dado è realizzato in acciaio con un contenuto di carbonio superiore a 0.20%, il raffreddamento rapido crea una struttura martensitica fragile. In alternativa, se una delle tre proiezioni è più corta delle altre, si ottiene solo una fusione parziale. Risolviamo questo problema utilizzando rigorosamente acciaio C1010 e ordinando otticamente 100% delle nostre proiezioni prima della spedizione.
Come possiamo prevenire che gli schizzi di saldatura (espulsione) rovinino le filettature interne?
In primo luogo, assicurarsi di utilizzare un dado pilota DIN 929; il pilota blocca fisicamente l'espulsione del metallo fuso. In secondo luogo, verificare le impostazioni della saldatrice: una corrente eccessiva o tempi di “compressione” troppo brevi causano l'esplosione del metallo fuso anziché la sua fusione uniforme. Infine, controllare l'allineamento dell'elettrodo; una pressione di serraggio irregolare fa sì che il metallo fuso venga proiettato lateralmente direttamente nelle filettature.
Come determino i parametri di saldatura corretti (Corrente/Tempo/Pressione)?
I parametri dipendono interamente dallo spessore della lamiera, dal materiale e dalla dimensione del dado. Come riferimento per un dado M6 su acciaio dolce da 1,5 mm, in genere sono necessari circa 10-14 kA di corrente, 10-15 cicli di tempo di saldatura e 2,5-3,5 kN di forza dell'elettrodo. Forniamo grafici dettagliati dei parametri di riferimento con tutti gli ordini all'ingrosso per ridurre al minimo il tempo di configurazione per tentativi ed errori.
Possiamo utilizzare semplicemente dadi esagonali standard per la saldatura invece di dadi specifici per saldatura?
Assolutamente no. I dadi standard non hanno proiezioni di saldatura. Senza proiezioni, la corrente di saldatura si distribuisce su tutta la base piatta del dado invece di concentrarsi in punti specifici ad alta resistenza. Ciò comporta un'adesione superficiale debole e superficiale anziché una fusione profonda del materiale. Il giunto fallirà immediatamente i test di spinta e coppia.