 étape par étape")
Pour mesurer correctement les dimensions d'une vis hexagonale, vérifiez trois choses dans un ordre fixe : la longueur de la vis (sous la tête), le diamètre majeur du filetage et le pas du filetage (pas métrique ou TPI impérial). Ce n'est pas une “ anecdote d'atelier ”. Un mauvais pas (par exemple M10×1,5 vs M10×1,25) peut détruire les deux premiers filets en quelques secondes. Confondre le diamètre du filetage avec la taille de la clé de tête (WAF) entraîne des pièces incorrectes sur le bon de commande, une inadéquation des outils sur site et des retouches.
- Longueur contrôle la prise (empilement) et l'engagement du filetage.
- Diamètre contrôle l'ajustement dans le trou/l'écrou et la zone de contrainte en traction.
- Pas/TPI contrôle la compatibilité avec l'écrou ou le trou taraudé—c'est la cause #1 du croisement de filets et des retours “ ne convient pas ”.
Voici les erreurs de mesure les plus courantes qui apparaissent dans les retours sur le terrain et les rejets d'inspection à la réception. Utilisez une pièce propre, mesurez deux fois et traitez les revêtements (zinc, galvanisation à chaud, PTFE) comme une variable contrôlée—les revêtements modifient le diamètre effectif et peuvent changer l'ajustement du filetage.
| Erreurs courantes de mesure lors de la commande de boulons hexagonaux |
|---|
| Mesurer sur de la saleté, des débris, des bavures ou des filets endommagés (lecture fausse du diamètre/du pas). |
| Utiliser trop de force avec les pieds à coulisse (déformation des mâchoires et “ rétrécissement ” de la lecture). |
| Tenir les pieds à coulisse en biais (erreur cosinus) au lieu de perpendiculairement à l'axe. |
| Ne pas vérifier le pas avec un calibre (deviner “ M10 ” sans confirmer 1,5 vs 1,25). |
Si vous mesurez des boulons pour l'approvisionnement ou les travaux de réparation, utilisez des pieds à coulisse numériques + un calibre de pas de filetage. Si vous mesurez pour un assemblage critique (équipement sous pression, skid d'équipement rotatif, connexion structurelle), ajoutez des contrôles d'inspection à la réception: marquages, état du filetage et (si nécessaire) documents de traçabilité.
Outils de métrologie essentiels pour les fixations

Pourquoi les pieds à coulisse numériques sont obligatoires pour le diamètre (contre les mètres ruban)
Les pieds à coulisse numériques sont l'outil de base pour mesurer le diamètre des boulons hexagonaux car ils fournissent des lectures reproductibles sur le diamètre extérieur du filetage et la tige.
Les mètres ruban et les règles conviennent pour la “ longueur approximative ”, mais ils ne sont pas fiables pour les détails de diamètre et de filetage. Si vous essayez d'adapter un boulon à un écrou ou à un trou taraudé, vous avez besoin d'un outil qui peut résoudre de petites différences et éviter l'erreur de parallaxe.
- Utilisez des pieds à coulisse sur le diamètre extérieur du filetage (OD) pour identifier la taille nominale (M10, M12, 1/2″, etc.).
- Utiliser un pied à coulisse pour vérifier WAF (tête à plat) lorsque l'encombrement de l'outil est une contrainte.
- Pour les fixations revêtues, mesurer à plusieurs endroits pour détecter l'accumulation de revêtement ou les dommages (une cause fréquente de serrage excessif des filets).
Avertissement technique : Une taille de boulon “ correcte ” peut encore échouer à l'assemblage si le boulon est revêtu et l'écrou d'accouplement n'est pas adapté à ce revêtement. Les filets galvanisés à chaud sont intentionnellement surdimensionnés dans certaines normes (les changements d'ajustement ne sont pas un défaut—c'est une exigence).
Le tableau ci-dessous résume pourquoi les pieds à coulisse numériques réduisent les erreurs de lecture par rapport aux outils analogiques :
| Caractéristique | Pieds à coulisse numériques | Outils analogiques |
|---|---|---|
| Type d'affichage | Affichage numérique direct | Interprétation manuelle |
| Erreur de parallaxe | Éliminée | Commun |
| Répétabilité de mesure | Supérieur | Dépendant de l'opérateur |
| Enregistrement des données | Possible (selon le modèle) | Pas pratique |
| Utilisation sur site | Vérification rapide | Plus lent et moins cohérent |
Utilisation de jauges de pas de filetage (lames métriques et impériales)
Les jauges de pas de filetage sont essentielles pour identifier le système de filetage et le pas sur une vis hexagonale.
Une lame de jauge de pas doit s'emboîter proprement dans la forme du filetage—pas de jeu, pas de jour. C'est le moyen le plus rapide de confirmer si vous tenez métrique gros vs métrique fin, ou UNC vs UNF, avant de tenter l'assemblage.
- Utilisez la jauge pour confirmer pas métrique (mm) ou TPI—ne devinez pas.
- Vérifiez la qualité de la forme du filetage : laminé vs coupé, crêtes endommagées, racines aplaties (cela fausse les lectures de la jauge).
- Si la vis est sale, nettoyez les 3 à 5 premiers filets. Les débris modifient la “sensation” et produisent des correspondances erronées.
Astuce : Si la jauge “s'adapte presque”, cela signifie généralement que vous êtes à un pas de distance. Arrêtez et vérifiez—forcer une correspondance approximative est le début du filetage croisé.
Note sur les normes (l'ajustement est crucial) : Les tolérances et ajustements des filetages métriques sont généralement régis par le système ISO 965 (par exemple 6g / 6H). Si vous mesurez pour confirmer l'interchangeabilité entre fournisseurs, vous devez prendre en compte la classe d'ajustement, et pas seulement la taille nominale.
Longueur de mesure : La norme “ Sous la tête ”
La Règle de la Surface d'Appui : Pourquoi Inclure la Tête est une Erreur Critique
Mesurez toujours la longueur d'une vis hexagonale depuis la surface d'appui sous la tête jusqu'à l'extrémité de la vis.
La tête ne fait pas partie de l'empilement serré. La surface d'appui est l'endroit où la charge de serrage entre dans l'assemblage. Inclure la tête est le moyen le plus rapide de commander la mauvaise longueur et de perdre l'engagement du filetage (ou de créer un fond de trou dans un trou taraudé).
Vérification sur site : Si votre vis “ semble serrée ” mais que l'assemblage bouge encore, vérifiez que la vis ne touche pas le fond du trou et que vous avez effectivement un engagement utilisable du filetage après les rondelles et le dégagement.
 jusqu'à l'extrémité")
Guide de mesure étape par étape (De sous la tête à l'extrémité plate)
Utilisez cette procédure sous la tête (c'est la “ longueur commandable ” pour les vis hexagonales) :
- Nettoyer la surface d'appui et les premiers filets (éliminer les bavures et les débris accumulés).
- Régler la référence du pied à coulisse sur la surface d'appui plane sous la tête.
- Mesurer en ligne droite jusqu'à l'extrémité du boulon (ne pas suivre les chanfreins ou les pointes arrondies).
- Enregistrer la valeur et la comparer à la longueur standard la plus proche utilisée dans votre dessin/commande.
Erreurs courantes sur le terrain qui entraînent des arrêts de production :
- Mesurer “par-dessus la tête” et commander des boulons qui butent au fond des trous taraudés.
- Ignorer l'épaisseur de la rondelle et le dégagement des filets (perte de l'engagement utilisable).
- Commander la bonne longueur mais le mauvais pas, puis endommager le trou taraudé lors d'un montage forcé.
Mini cas (Problème → Analyse → Correction) :
Problème : Une équipe de maintenance a remplacé les boulons sur un socle de pompe, puis l'assemblage s'est desserré sous l'effet des vibrations.
Analyse : Les boulons étaient trop longs et venaient buter dans les trous taraudés ; la sensation de “ serrage ” était un faux préchargement.
Correction : Longueur re-sélectionnée sur la base de la mesure sous la tête + vérification de la profondeur d'engagement du filetage ; ajout d'une étape de vérification du couple/préchargement dans le dossier de travail.
Gestion des exceptions : Vis à tête fraisée (Longueur totale) vs Boulons hexagonaux
Mesurez la longueur totale pour les vis à tête fraisée, mais utilisez la longueur sous la tête pour les boulons hexagonaux.
Les têtes fraisées s'installent dans le matériau et font partie de la longueur effective. Les têtes hexagonales se situent au-dessus de la surface, donc seule la longueur de la tige sous la tête contrôle l'ajustement et l'engagement.
| Type d'élément de fixation | Où mesurer la longueur |
|---|---|
| Boulon hexagonal | Sous la tête (surface d'appui) jusqu'à l'extrémité |
| Vis à tête fraisée | Longueur totale, y compris la tête |
Pour une cohérence des achats, définissez la norme applicable et le système d'ajustement sur votre bon de commande (DIN/ISO/ANSI). Si vous mélangez des fournisseurs ou traitez du matériel revêtu, alignez les tolérances de filetage (ajustement) et la documentation pour éviter les échecs du type “ mesure correcte mais ne s'assemble pas ”.
Mesure du diamètre par rapport à la largeur entre pans (LAP)
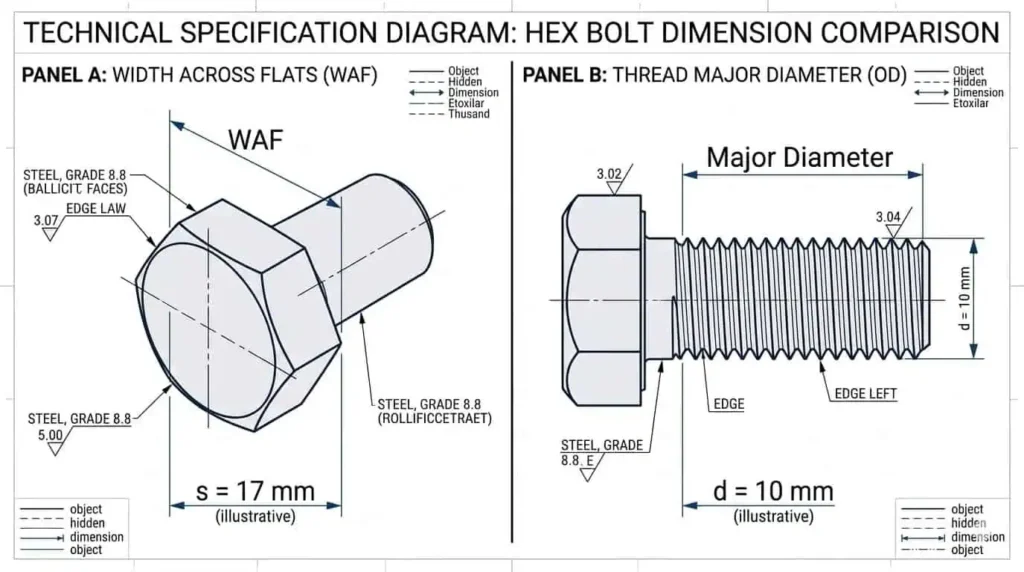
L'erreur courante : Confondre la taille de clé (LAP) avec le diamètre du filetage
L'erreur de commande la plus courante est de confondre la taille de clé de la tête (WAF) avec le diamètre du filetage.
Le WAF vous indique la taille de douille/clé. Le diamètre du filetage vous indique la taille du boulon (M10, M12, 1/2″). Mélanger les deux crée l'échec classique : “ La clé s'adapte à la tête, mais le boulon ne s'adapte pas à l'écrou. ”
- Diamètre du filetage = compatibilité avec écrou/taraudage + base de résistance (section résistante à la traction).
- WAF = ajustement de l'outil + contraintes de jeu dans les assemblages serrés.
- Largeur entre coins = enveloppe de jeu minimale (important dans les alésages).
Piège de conversion : Dans les flottes mixtes, les techniciens confondent souvent M10 avec 3/8″ parce qu'ils “semblent proches”. Ils ne sont pas interchangeables par pas ou diamètre—vérifiez chaque fois avec un pied à coulisse et un calibre à filets.
Mesure du diamètre majeur (OD) sur les filetages
Mesurez le diamètre extérieur du filet (OD) entre les crêtes les plus externes à l'aide d'un pied à coulisse.
Prenez au moins deux lectures : près du premier filet utilisable et à mi-longueur. Si le boulon est usé, les premiers filets sont trompeurs—mesurez là où les filets sont intacts.
Avertissement technique : Les revêtements modifient le diamètre extérieur. Le zinc électroplaqué est relativement fin ; la galvanisation à chaud est beaucoup plus épaisse et nécessite souvent un ajustement différent de l'écrou. Si le diamètre extérieur semble “surdimensionné”, confirmez si le boulon est galvanisé et si l'écrou d'accouplement est spécifié pour cette condition.
Le tableau ci-dessous clarifie ce que signifie chaque dimension dans le contrôle des achats et de l'assemblage :
| Type de mesure | Ce qu'il contrôle |
|---|---|
| Diamètre majeur (diamètre extérieur) | Identification de la taille nominale et vérification de compatibilité de base |
| Largeur entre pans (WAF) | Sélection des outils et planification des jeux |
| Largeur entre coins | Enveloppe de jeu minimum dans les poches/récessus |
| Hauteur de tête | Jeu de tête ; accès aux outils et assise |
| Longueur de filetage / Débattement | Engagement utilisable après les rondelles et l'empilement |
| Limites maximales / minimales | Limites de tolérance pour l'interchangeabilité (le système d'ajustement est important) |
| Dimensions de référence | À titre informatif uniquement ; pas toujours contrôlé pour acceptation |
Table de référence standard : Dimensions de tête vs diamètres nominaux (Vérifier selon la norme applicable)
Les dimensions de tête (y compris WAF) sont définies par l'ensemble de normes de fixation applicable (DIN/ISO/ANSI/ASME).
Si votre outillage sur site est fixe (par exemple, contrôle d'outillage offshore), traitez le WAF comme une exigence d'acceptation. Ne supposez pas que “ ISO ” et “ DIN ” partagent toujours les mêmes dimensions de clé pour chaque diamètre.
| Dimension nominale (pouces) | Diamètre du corps pleine grandeur (E) | Largeur entre pans (F) | Largeur entre coins (G) | Hauteur de la tête (H) | Rayon du congé (R) | Longueur du filetage (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Conseil pratique : Lorsqu'un boulon “s'adapte” mais que la clé ne s'adapte pas, vous avez probablement un problème de mélange de normes (DIN vs ISO vs ANSI) ou un fournisseur utilisant une taille de clé obsolète. Vérifiez le WAF lors de l'inspection entrante si l'outillage d'installation est limité.
Détermination du pas de filetage et du nombre de filets (TPI)
Pas métrique (distance en mm) vs TPI impérial (filets par pouce)
Le pas de filetage métrique est mesuré comme la distance entre les crêtes de filet en millimètres ; les filets impériaux sont identifiés par le TPI (filets par pouce).
Avant de commander, confirmez si le système est métrique ou en pouces. Puis confirmez s'il est gros ou fin. Deux boulons peuvent avoir le même diamètre et être incompatibles par le pas.
- Exemple métrique : M10×1,5 (gros) vs M10×1,25 (fin).
- Exemple impérial : 1/2–13 (UNC) vs 1/2–20 (UNF).
- Réalité de l'assemblage : Un “presque correspondant” commencera à la main pour 1–2 tours, puis se bloquera. C'est ainsi que les filets se détériorent.

Le tableau ci-dessous répertorie les valeurs courantes de TPI et les termes géométriques associés utilisés dans les calculs d'ingénierie (surface de contrainte, diamètre de pas). C'est une référence utile lorsque vous vérifiez un boulon que vous n'avez pas spécifié à l'origine :
Le tableau ci-dessous montre valeurs courantes de pas de filetage pour les boulons hexagonaux utilisés dans la construction et la fabrication :
| Diamètre nominal et filets par pouce. | Diamètre primitif de base. | Section au diamètre mineur. | Zone de contrainte de traction |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Astuce : Si votre installation utilise à la fois du matériel métrique et impérial, conservez des jauges de filetage pour les deux systèmes dans la réserve d'outils. Les erreurs de filetage mixte sont l'une des défaillances les plus fréquentes et de moindre valeur dans les travaux de maintenance.
Comment utiliser un calibre à filets pour identifier les filets gros et fins
Une jauge de filetage est le moyen le plus rapide de confirmer le pas/TPI et d'éviter le croisement de filets.
Ajustez la lame de la jauge au filetage jusqu'à ce qu'elle s'emboîte parfaitement. Si elle bascule ou laisse passer la lumière, c'est le mauvais pas. Lorsqu'une jauge n'est pas disponible, vous pouvez compter les filets sur une longueur fixe (1 pouce pour TPI), mais cette méthode est plus lente et sujette aux erreurs.
Étapes pour mesurer le pas de filetage ou le TPI sur un boulon hexagonal :
- Sélectionnez une lame de jauge de filetage et placez-la contre les filets du boulon.
- Confirmez un engagement complet des dents sans espace.
- Si aucune jauge n'est disponible : marquez une section de 1 pouce et comptez les pics (TPI), ou mesurez la distance sur 10 filets et divisez (estimation du pas métrique).
Les filetages grossiers tolèrent mieux la saleté et les dommages et sont courants dans la construction. Les filetages fins offrent une résistance plus élevée au desserrage par vibration dans certains assemblages et permettent un ajustement plus fin de la précharge, mais ils sont moins tolérants aux dommages. Utilisez le système de filetage pour lequel l'équipement a été conçu—ne “ passez pas au fin ” sans confirmer l'écrou/taraud d'accouplement et le dessin.
Mini cas (Problème → Analyse → Correction) :
Problème : Un assemblage de skid s'est bloqué lors de l'installation ; l'équipe a forcé le boulon et a dénudé l'écrou.
Analyse : Le diamètre était correct, mais le pas était erroné (boulon à filetage fin dans un écrou à filetage grossier).
Fix : Mise en place d'une étape de vérification “ diamètre + pas ” en utilisant une jauge de pas dans l'inspection de réception ; ajout du pas à la ligne de commande.
Les filetages se classent également en familles comme gros (UNC) et fin (UNF). Connaître la famille évite les pièces de remplacement incompatibles. Vérifiez toujours le diamètre, le pas/TPI et le système de filetage avant de commander.
Résumé : Le protocole de vérification en 3 étapes
Utilisez ce protocole de vérification en 3 étapes avant de commander—c'est ainsi que les équipes de maintenance et d'approvisionnement expérimentées évitent les erreurs répétées.
Il est suffisamment rapide pour le terrain et suffisamment structuré pour les achats soumis à audit.
- Mesurez la longueur (sous la tête) :
Référez-vous à la surface d'appui sous la tête. Mesurez jusqu'à l'extrémité. Prenez en compte les rondelles et la profondeur d'engagement. - Vérifiez le diamètre (OD majeur) :
Mesurez sur les crêtes de filetage intactes. Confirmez la taille nominale. Ne confondez pas WAF avec le diamètre. - Identifier le pas / TPI :
Utiliser un calibre de pas de filetage. Confirmer gros ou fin. Ensuite seulement, correspondre à l'écrou ou au trou taraudé.
Tableau de Référence Rapide : Où Mesurer (Longueur, Diamètre, Pas)
| Paramètre | Plage courante (typique) | Où Mesurer | Pourquoi c'est important |
|---|---|---|---|
| Longueur | Varie selon la norme et l'application | Sous la tête (surface d'appui) jusqu'à l'extrémité | Contrôle l'ajustement, l'engagement et le risque de butée |
| Diamètre | Varie selon la norme et l'application | Sur le diamètre extérieur majeur du filetage | Contrôle la compatibilité et la base de résistance |
| Pas de filetage | Systèmes gros vs fin | Correspondance au calibre (ou comptage TPI) | Empêche le filetage croisé et les pièces incorrectes |
| Largeur de tête (WAF) | Défini par la norme | Entre faces sur tête hexagonale | Contrôle l'ajustement et le jeu de l'outil |
CTA pour projets contrôlés : Si vous ne connaissez pas la méthode de précharge requise ou les conditions de frottement (facteur d'écrou / valeur K), ne devinez pas le couple. Demandez un tableau de couple/précharge spécifique à l'assemblage ou consultez un ingénieur—une précharge incorrecte est la cause du desserrage, des fuites ou des fissures de fatigue des joints.
Mesurer correctement un boulon hexagonal protège la fiabilité de l'assemblage.
Dans les usines et ateliers de maintenance, trois étapes font le travail à chaque fois : mesurer le diamètre avec un pied à coulisse, mesurer la longueur sous la tête et vérifier le pas avec un calibre. Si vous avez besoin de fixations standard ou sur mesure avec documentation contrôlée, Fixations Sunhy Prise en charge du suivi de lot et de la vérification dimensionnelle lorsque requis par l'assurance qualité du projet.
Avant d'acheter : confirmer la norme (DIN/ISO/ANSI), la taille, le pas/TPI, la classe de résistance (pour les boulons en acier) ou la classe d'acier inoxydable, le revêtement, et tout document de traçabilité requis.
FAQ
Comment mesurer correctement la longueur d'un boulon hexagonal ?
Mesurer à partir de sous la tête (surface d'appui) jusqu'à l'extrémité du boulon.
Ne pas inclure la tête. C'est la longueur commandable pour les boulons hexagonaux et contrôle l'engagement et le risque de fond de taraudage dans les trous taraudés.
Quel outil donne la mesure de diamètre de boulon la plus précise ?
Un pied à coulisse numérique est l'outil correct pour les vérifications de diamètre.
Mesurer à travers les crêtes de filetage intactes (diamètre extérieur). Si le boulon est revêtu ou endommagé, mesurer à plus d'un endroit et vérifier par rapport au système d'ajustement prévu.
Pourquoi les boulons en acier inoxydable se grippent-ils parfois (frottement adhésif) lors de l'installation ?
Les filetages en acier inoxydable peuvent gripper sous une friction et une vitesse élevées, surtout sans lubrification.
Utiliser un anti-grippage approuvé lorsque la procédure le permet, éviter l'installation à sec à haute vitesse, et appliquer un serrage contrôlé. Si le grippage se répète, revoir la nuance/classe d'acier inoxydable et la méthode d'assemblage ensemble.
Pourquoi est-il important de ne pas confondre la taille de la clé avec le diamètre du boulon ?
La taille de clé (WAF) et le diamètre de filetage sont des mesures différentes.
La taille de clé contrôle l'ajustement de l'outil. Le diamètre contrôle la compatibilité et la résistance. Les confondre est la façon dont la “ mauvaise taille de boulon ” est commandée même lorsque la tête semble correcte.
Que doit faire quelqu'un avant de commander des boulons hexagonaux ?
Vérifiez la longueur, le diamètre et le pas—puis confirmez la norme, la classe de résistance et le revêtement.
Si vous n'êtes pas sûr de la classe de tolérance ou des tolérances de filetage, commencez par les guides techniques et les références de mesure ici : guides techniques. Pour les assemblages critiques, exigez les dossiers d'inspection et la documentation de traçabilité sur le bon de commande.



