")
Vous devez choisir des brides en acier inoxydable qui correspondent aux conditions de conception de votre système de tuyauterie—pas seulement aux conditions de fonctionnement normales. Sur le terrain, les erreurs de sélection de bride se manifestent généralement par l'une des trois choses suivantes : un suintement après le premier cycle de chauffage/refroidissement, un essai hydrostatique échoué, ou des fuites récurrentes après le remontage de maintenance.
Choisir la bonne bride affecte plus que la sécurité et les performances :
- Elle contrôle l'effort d'installation (ajustage, temps de soudure/contrôle non destructif, temps de boulonnage) et le risque de retouche.
- Elle réduit la maintenance induite par la corrosion lorsque l'alliage et la surface d'appui/joint correspondent au fluide réel.
- Elle vous aide à éviter les temps d'arrêt causés par l'éclatement du joint, le relâchement des boulons ou la corrosion caverneuse autour de l'assemblage.
Votre choix pose les bases d'une exploitation sûre et efficace.
Définir les besoins du projet pour la sélection des brides
Avant de choisir des brides en acier inoxydable, rassemblez les exigences techniques du projet de manière à ce qu'un installateur et un inspecteur puissent les vérifier. Au minimum, capturez : la pression de conception, la température de conception, la chimie du fluide (y compris les contaminants), la norme applicable (ASME/EN/DIN), le type de face, le type de joint et les exigences de boulonnage.
Pression et température du projet
Réponse directe :
Vous devez connaître la pression de conception maximale et température de conception maximale auxquelles votre système sera confronté, y compris les perturbations crédibles (excursions thermiques, surpressions, transitoires de démarrage).
La classe de pression n'est pas une simple “cote en psi”. Selon la norme ASME B16.5, la pression admissible dépend de température et le groupe de matériaux. Lorsque la température augmente, la pression admissible diminue, et cette diminution n'est pas linéaire. Si votre base de conception fait référence aux règles ASME pour la tuyauterie de procédé, confirmez comment votre projet définit les conditions de conception (généralement alignées avec ASME B31.3).
Exemple (référence rapide uniquement) : Les classements du groupe de matériaux A182 F316 montrent une tendance claire de déclassement avec la température. Vérifiez toujours par rapport à l'édition actuelle de votre norme d'achat ; ce tableau est un instantané pratique basé sur un tableau de référence rapide couramment utilisé, dérivé des tableaux de groupes de matériaux ASME B16.5.
| Température (°F) | Exemple de pression nominale (psig) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
Astuce :
Les brides sont classées par “classes” selon la norme ASME B16.5 (par exemple, 150, 300, 600). La sélection de la classe doit être vérifiée à température de conception. Si vous ne vérifiez que la pression nominale à température ambiante, vous pouvez sous-dimensionner involontairement le joint aux conditions de service.
")
Étapes rapides pour la pression et la température :
- Documentez la pression de conception et la température de conception (incluez les surpressions crédibles et les excursions thermiques).
- Confirmez la norme de bride applicable (ASME B16.5 / ASME B16.47 / EN/DIN) et le groupe de matériaux.
- Vérifiez la pression admissible à la température de conception, puis sélectionnez une classe avec une marge appropriée selon les règles de votre projet.
Exemple terrain (fuite après chauffage) :
Une ligne chimique avec traçage vapeur a réussi un test hydrostatique à température ambiante, puis a développé des suintements après le premier chauffage. La cause racine était que la sélection de la classe avait été vérifiée à température ambiante au lieu de la température de conception, et la charge de boulons s'est relâchée après des cycles thermiques. La solution a été de mettre à niveau la classe et de réassembler selon une procédure de serrage contrôlée (serrage en étoile, lubrification vérifiée et re-serrange autorisé) en utilisant des directives conformes à la norme ASME PCC-1.
Média et Corrosivité

Réponse directe :
Vous devez faire correspondre l'alliage de la bride et les détails de l'assemblage (face + joint + boulonnerie) au média réel, y compris les contaminants comme les chlorures, les sulfures, les produits chimiques de nettoyage et la teneur en oxygène.
Le type de média dans votre tuyauterie détermine le risque de corrosion au niveau de l'assemblage de bride. Les défaillances des aciers inoxydables au niveau des brides sont souvent locales (corrosion par piqûres/caverneuse à la bande de contact du joint ou sous les dépôts) plutôt qu'une perte d'épaisseur uniforme. Les services contenant des chlorures sont particulièrement exigeants : les nuances austénitiques peuvent subir une corrosion par piqûres ou caverneuse dans les zones stagnantes, tandis que les nuances duplex peuvent offrir une meilleure résistance dans de nombreuses applications aux chlorures lorsqu'elles sont correctement spécifiées et fabriquées.
Point de preuve technique que vous pouvez utiliser lors de la sélection : le nombre équivalent de résistance à la piqûre (PREN) est couramment référencé comme indicateur de sélection (une valeur plus élevée améliore généralement la résistance à la piqûre). Une relation PREN largement citée est fournie dans les directives techniques de l'Institut du Nickel : PREN guidance (Nickel Institute).
| Grade | Composition | Avantages |
|---|---|---|
| 316 / 316L | ~16-18% chrome, ~10-14% nickel, ~2-3% molybdène | Résistance à la corrosion à usage général avec une résistance améliorée à la corrosion par piqûres/caverneuse par rapport au 304 grâce au Mo ; couramment spécifié pour les services chimiques et maritimes (le risque dépend toujours du niveau de chlorure, de la température et de la stagnation). |
| 2205 (Duplex) | ~22 % de chrome, ~5-6 % de nickel, ~3 % de molybdène | Souvent utilisé pour une résistance améliorée à la corrosion par piqûres/caverneuse et à la fissuration par corrosion sous contrainte dans de nombreux environnements chlorés ; une résistance plus élevée peut réduire l'épaisseur de la bride dans certaines conceptions (vérifier les dimensions standard et les exigences d'approvisionnement). |
| 2507 (Super Duplex) | ~25 % de chrome, ~6-8 % de nickel, ~3,5-4,5 % de molybdène, azote | Sélectionné pour les conditions agressives de chlorures/acides où une résistance plus élevée à la corrosion par piqûres est nécessaire ; spécifier soigneusement pour les contrôles de fabrication et la documentation. |
- Ne traitez pas l“” acier inoxydable “ comme un matériau unique. Spécifiez la nuance exacte (et la nuance ” L » lorsque le risque de sensibilisation au soudage est important).
- Pour les services contenant des chlorures, évitez les crevices stagnantes : les cul-de-sac, les surépaisseurs de joints et les zones à faible débit au niveau des obturateurs peuvent accélérer l'attaque localisée.
- Les méthodes d'inspection qui détectent réellement les problèmes précoces des assemblages de brides incluent les contrôles visuels au niveau du diamètre extérieur/intérieur du joint, la pénétration colorée pour les fissures de surface sur les faces usinées, et les contrôles d'épaisseur par ultrasons autour des emplacements de crevices sensibles (les exigences du programme d'inspection varient selon l'industrie et le code).
Note :
Choisir le bon matériau ne se limite pas à la “ résistance ”. Il s'agit aussi du mode de défaillance que vous pouvez tolérer (fuite lente vs rupture soudaine), de la facilité d'inspection de l'assemblage, et de l'impact du nettoyage/exposition chimique sur le risque de corrosion.
Exemple terrain (corrosion caverneuse au niveau de la bande de joint) :
Un assemblage de brides en 316 dans une conduite utilitaire chaude contenant des chlorures a développé des fuites par piqûres au niveau de la bande de contact du joint en un seul cycle de maintenance. La cause racine était une combinaison de stagnation à faible débit, de dépôts piégés au bord du joint, et d'un type de joint créant une cavité étroite. Le plan de prévention était (1) éliminer les tronçons morts si possible, (2) passer à une configuration d'assemblage et un type de joint mieux adaptés au service, et (3) envisager un matériau duplex là où la présence de chlorures et la température rendaient la corrosion localisée un risque récurrent.
Types de faces de flanges
Réponse directe :
Vous devez choisir une surface de bride qui correspond à votre type de joint et à la sévérité du service (pression, température, cycles, et tolérance aux fuites).
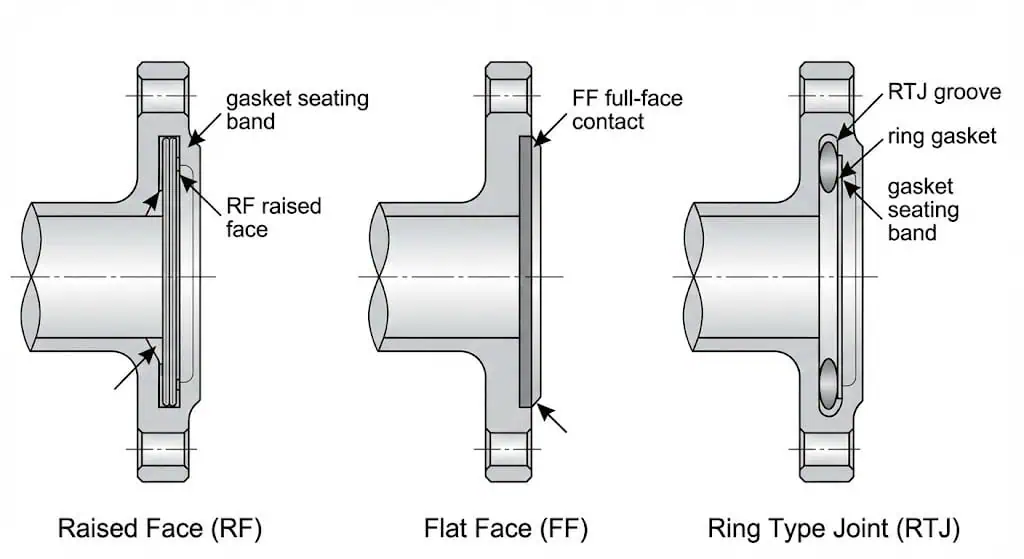
Les types de surfaces de bride affectent directement le comportement d'étanchéité et la répétabilité de la maintenance. Les trois types courants sont la surface surélevée (RF), la surface plate (FF) et le joint annulaire (RTJ). En pratique, la “ meilleure ” surface est celle qui assure une contrainte stable sur le joint sans l'endommager ni altérer la finition de surface, et que vous pouvez assembler de manière cohérente sur le terrain.
| Type de bride | Caractéristiques de performance d'étanchéité |
|---|---|
| Face surélevée (RF) | Courant dans la tuyauterie de procédé ; concentre la contrainte sur le joint sur la zone surélevée. Fonctionne bien avec de nombreux types de joints lorsqu'il est correctement assemblé. |
| Face plate (FF) | Contact pleine face ; couramment utilisé lors de l'accouplement à des brides/matériaux bénéficiant d'un support de joint pleine face (vérifier la compatibilité — mélanger FF et RF peut créer une compression inégale du joint si cela n'est pas géré correctement). |
| Joint à joint annulaire (RTJ) | Joint annulaire métallique dans une rainure usinée ; utilisé pour des applications plus sévères lorsqu'un système d'étanchéité métal-métal contrôlé est requis. Nécessite une correspondance correcte rainure/anneau et une manipulation soigneuse pour éviter les dommages. |
- Les brides à face surélevée conviennent à de nombreux systèmes de tuyauterie et peuvent assurer une étanchéité fiable lorsque la sélection du joint et le serrage des boulons sont contrôlés.
- Les brides à face plate peuvent être appropriées pour des applications moins sévères ou des interfaces d'équipement spécifiques — confirmer les conditions d'accouplement et le type de joint.
- Les joints RTJ sont impitoyables : l'anneau et la rainure doivent correspondre, les faces doivent être protégées des bosses, et le contrôle de l'assemblage est important.
Astuce :
Pour une étanchéité reproductible, traitez l'assemblage comme faisant partie de la “ sélection ”. Une approche de serrage contrôlé alignée avec ASME PCC-1 réduit la récurrence des fuites en contrôlant la mise en place du joint et la dispersion de la charge des boulons.
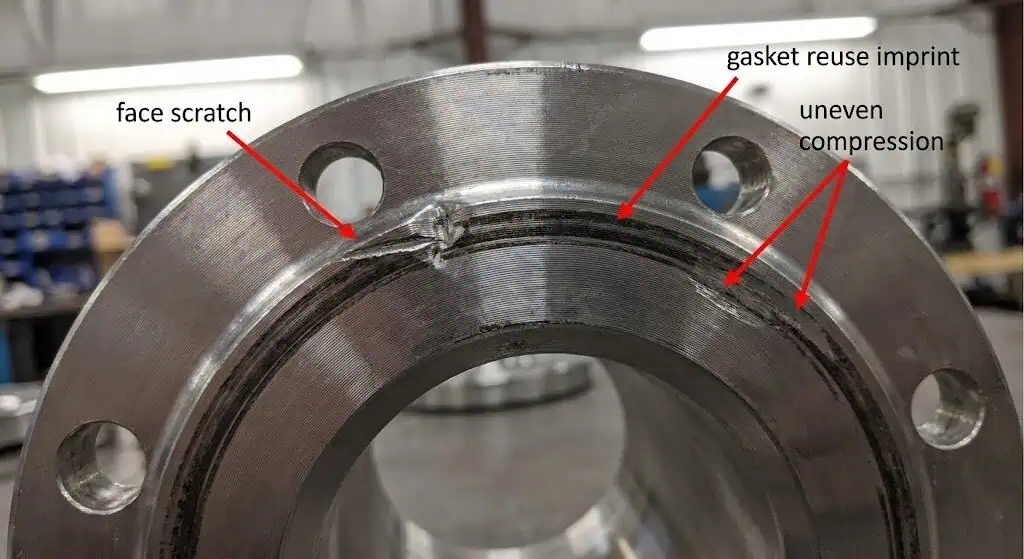
Exemple sur site (suintement récurrent après maintenance) :
Un schéma courant est “ c'était étanche avant la maintenance, puis cela ne l'est plus jamais ”. La cause racine est généralement des dommages aux faces (rayures/bosses), une lubrification incohérente des boulons, ou la réutilisation d'un joint en dehors de son service prévu. Les actions correctives sont simples mais strictes : protéger les faces, remplacer les joints, vérifier le matériau/état des boulons, standardiser la lubrification, et serrer selon un schéma contrôlé avec des étapes documentées.
Tableau récapitulatif : Facteurs de sélection des brides
| Facteur | Points à vérifier | Pourquoi c'est important |
|---|---|---|
| Pression & Température | Pression de conception & température de conception (y compris les transitoires) | Prévient le sous-dimensionnement et les fuites dues aux cycles thermiques |
| Média & Corrosivité | Chimie du média + contaminants + risque de stagnation | Prévient la corrosion localisée au niveau des joints/zones de crevasses |
| Type de face | Type de joint + tolérance de fuite + contrôle de l'assemblage | Améliore la reproductibilité de l'étanchéité et réduit les temps d'arrêt |
En examinant attentivement ces facteurs, vous vous assurez que votre sélection de brides correspond aux besoins de pression, de média et d'étanchéité de votre projet. Cette étape prépare le terrain pour une sélection, un dimensionnement et une documentation appropriés du type de bride.
Choisir les types de brides en acier inoxydable
Brides à col soudé vs brides à emboîtement
Réponse directe :
Les brides à col soudé sont généralement choisies pour des exigences mécaniques plus élevées (flexion, vibration, cycles), tandis que les brides à emboîtement peuvent être acceptables pour des services utilitaires à demande plus faible et à ajustement plus facile, lorsque les règles du projet le permettent.
Vous devez comprendre la différence en termes de chemin de charge et inspectabilité avant de choisir des brides en acier inoxydable pour votre projet. Une bride à col soudé utilise un moyeu conique et une connexion soudée bout à bout qui transfère les contraintes plus progressivement dans la tuyauterie, et elle permet une inspection de plus haute intégrité (contrôle non destructif de la soudure bout à bout si requis). Une bride à emboîtement utilise généralement des soudures d'angle et est plus facile à aligner et à installer, mais elle est généralement moins tolérante dans les emplacements sensibles aux vibrations à haut cycle ou à la flexion (décharge de pompe, tuyauterie de compresseur, supports désalignés).
| Type de bride | Comportement mécanique (relatif) | Inspection / QA Pratique | Cas d'utilisation optimal |
|---|---|---|---|
| Collet à souder | Meilleur pour les moments de flexion, les cycles thermiques et les assemblages sensibles aux vibrations grâce au moyeu conique + chemin de charge de la soudure bout à bout. | La soudure bout à bout peut être examinée selon les exigences de contrôle non destructif du projet ; généralement préférée pour les lignes de criticité plus élevée. | Processus, sévérité plus élevée et/ou service cyclique où le risque de fuite est coûteux. |
| Slip-On | Acceptable pour une demande mécanique plus faible ; plus sensible à l'alignement et à la qualité de la soudure d'angle lorsque les charges augmentent. | L'ajustage est plus facile, mais le contrôle qualité de la soudure et les vérifications dimensionnelles restent essentiels. | Service utilitaire/faible criticité où autorisé par la spécification et la demande de contrainte est faible. |
Astuce :
Si votre système présente des vibrations, des cycles thermiques fréquents ou des charges de flexion élevées, une bride à col soudé offre généralement un assemblage plus fiable car elle gère mieux la contrainte et la variabilité de montage. Considérez le type de bride comme un choix d'intégrité mécanique , et non comme un choix de “ nombre de pression ”.
Exemple sur le terrain (fuite induite par vibrations) :
Une bride à emboîtement sur une sortie de pompe a développé des suintements récurrents malgré des remplacements répétés de joints. La cause racine était une vibration cyclique plus un léger désalignement, ce qui a amplifié la dispersion de la charge des boulons et la variation de contrainte sur le joint. La solution durable a été de retravailler en bride à col soudé, vérifier le support/alignement, et réassembler en utilisant une procédure de serrage contrôlée des boulons.
Brides borgnes, à souder par emboîtement et filetées
Réponse directe :
Les brides borgnes isolent les extrémités de tuyauterie, les brides à souder par emboîtement sont courantes dans les petites lignes où la compacité est importante, et les brides filetées permettent l'assemblage sans soudure—mais les joints filetés sont généralement limités aux conditions de faible sévérité où le risque de fuite est acceptable.
Vous rencontrerez plusieurs autres types de brides lorsque vous choisissez des brides en acier inoxydable. Les brides borgnes ferment l'extrémité d'une tuyauterie ou d'un réservoir et sont utilisées pour l'isolation, les tests et l'accès à la maintenance. Les brides à souder par emboîtement sont utilisées sur les petites lignes où un joint compact est souhaité ; prêtez attention au risque de corrosion caverneuse et aux exigences de nettoyage car la géométrie de l'emboîtement peut piéger des résidus. Les brides filetées se vissent sur le tuyau et peuvent être utiles là où le soudage est restreint, mais le grippage des filets et l'intégrité de l'étanchéité deviennent des préoccupations réelles dans les assemblages en acier inoxydable, surtout avec des vibrations ou des cycles thermiques.
| Type de bride | Applications |
|---|---|
| Brides pleines (Aveugles) | Points d'isolation pour inspection, test de pression ou raccordements futurs ; spécifiez la surépaisseur de corrosion et considérez le risque de “branche morte” stagnante derrière les brides borgnes. |
| Brides à emboîtement (SW) | Petites lignes où la compacité est importante ; vérifiez les exigences de propreté et si le piégeage en corrosion caverneuse est acceptable pour votre fluide. |
| Brides taraudées | Situations sans soudure dans un service de faible sévérité ; évitez là où des vibrations, des cycles ou des conséquences élevées de fuite existent. |
Note :
Lorsque vous choisissez des brides en acier inoxydable, adaptez le type de bride à la demande mécanique, à l'inspectabilité et à la réalité de la maintenance—pas seulement à la facilité d'installation.
Ajustement d'application et considérations de coût
Réponse directe :
Équilibrez le coût initial avec le coût du risque de fuite : temps d'installation, exigences d'inspection, et fréquence d'ouverture et de réassemblage du joint.
La sélection de la bride affecte le coût total de possession. Un type de bride “ moins cher ” peut devenir coûteux s'il augmente les retouches, la consommation de joints ou les temps d'arrêt imprévus. L'acier inoxydable coûte généralement plus cher que l'acier au carbone, mais il peut réduire le coût du cycle de vie en service corrosif—si vous spécifiez la nuance correcte et contrôlez les variables d'assemblage et de corrosion caverneuse.
- Facteurs de coût que vous pouvez quantifier : heures de soudage, points de contrôle END, temps de boulonnage, intervalles de remplacement des joints, et temps d'arrêt liés aux fuites.
- Pour les joints à conséquences élevées, “l'assemblage reproductible” est souvent la meilleure stratégie de réduction des coûts—utilisez des procédures contrôlées et une documentation conforme à la norme ASME PCC-1.
- Si vous vous approvisionnez chez Sunhy ou tout fournisseur, réduisez le risque d'approvisionnement en standardisant vos données de commande (NPS, classe/PN, face, alésage/schedule, nuance, traitement thermique, boulonnage, joint, et certificats requis).
Appel :
La plupart des “ fuites mystérieuses ” ne sont pas mystérieuses : elles proviennent d'une inadéquation entre la sévérité du service et la conception du joint/le contrôle de l'assemblage. Budgétisez pour le joint que vous pouvez assembler de manière cohérente.
Tableau récapitulatif : Types courants de brides en acier inoxydable
| Type de bride | Caractéristiques clés | Utilisation recommandée |
|---|---|---|
| Collet à souder | Meilleur chemin de charge pour flexion/vibration/cyclage ; la soudure bout à bout permet une inspection d'intégrité supérieure. | Conduites de procédé de sévérité plus élevée et service cyclique. |
| Slip-On | Alignement et installation faciles ; la performance dépend fortement de l'ajustement et de la qualité de la soudure. | Service à demande mécanique plus faible lorsque permis. |
| Aveugle | Isolation solide ; crée une zone stagnante derrière la bride aveugle dans de nombreuses configurations. | Isolation pour inspection/essai ; évaluer le risque de corrosion en cul-de-sac. |
| Soudure par emboîtement | Joint de petit diamètre compact ; la géométrie du manchon peut piéger le fluide/résidu. | Systèmes de petit diamètre où le piégeage en crevasse est acceptable. |
| Fileté | Pas de soudure ; l'intégrité de l'étanchéité du filetage est le facteur limitant. | Applications de faible sévérité et faible vibration lorsque permis. |
En comprenant les types de brides et leur comportement dans les installations réelles, vous pouvez réduire le risque de fuite et prendre des décisions de sélection qui résistent après les cycles de mise en service et de maintenance.
Aciers inoxydables - nuances et compatibilité des matériaux
Brides 304 vs 316 vs Duplex
Réponse directe :
Le 316 (avec molybdène) et les nuances duplex offrent généralement une meilleure résistance à la corrosion localisée que le 304, en particulier en présence de chlorures et de températures élevées.
Lorsque vous choisissez des brides en acier inoxydable, comparez les nuances en fonction du mécanisme de corrosion réel que vous gérez : corrosion par piqûres/caverneuse, fissuration par corrosion sous contrainte ou attaque généralisée. Le 304 peut être adapté aux environnements propres et à faible teneur en chlorures, mais il est souvent un mauvais choix pour les zones d'embruns marins ou les fluides de procédé contenant des chlorures. Le 316/316L améliore la résistance à la corrosion par piqûres grâce au Mo. Les alliages duplex (comme le 2205) sont souvent sélectionnés pour améliorer la résistance à la corrosion localisée liée aux chlorures et réduire le risque de fissuration par corrosion sous contrainte dans de nombreuses applications, mais les contrôles de fabrication et la documentation d'approvisionnement deviennent plus importants.
| Nuance d'acier inoxydable | Résistance à la corrosion en conditions marines/chlorurées (règle empirique) |
|---|---|
| 304 | Risque plus élevé de corrosion par piqûres/taches de thé ; généralement évité lorsque les chlorures et l'humidité sont persistants. |
| 316/L | Amélioré par rapport au 304 grâce au Mo ; peut encore subir une corrosion par piqûres/caverneuse dans des conditions chaudes ou à forte teneur en chlorures. |
| Duplex 2205 | Souvent choisi pour une meilleure résistance à la corrosion par piqûres/caverneuse et une sensibilité réduite à la corrosion sous contrainte dans de nombreux services aux chlorures (confirmer l'adéquation à votre chimie et température). |
Si votre sélection de bride implique des milieux corrosifs, documentez la base du choix de la nuance et gardez-la traçable. Lorsque la décision dépend de la résistance à la corrosion localisée, référez-vous à des directives PREN telles que Nickel Institute PREN guidance plutôt que de vous fier à des allégations marketing.
Importance des nuances “ L ” pour le soudage
Réponse directe :
“Les nuances ” L » (par exemple, 316L) réduisent le risque de sensibilisation pendant le soudage et sont couramment utilisées lorsque vous ne pouvez pas contrôler le temps dans la plage de température de sensibilisation ou ne pouvez pas appliquer un traitement de mise en solution après soudage.
Sélectionner la bonne bride pour les systèmes de tuyauterie soudés signifie que vous devez prendre en compte la teneur en carbone et l'exposition aux températures de sensibilisation. Les directives notent couramment que la sensibilisation peut se produire dans la plage approximative de 450–850°C selon la nuance et l'historique thermique ; l'utilisation de nuances à faible teneur en carbone (“L”) est une mesure de prévention standard dans de nombreuses fabrications soudées. Voir, par exemple, des directives liées au soudage telles que Nickel Institute welding guidance et des références de l'industrie de l'acier inoxydable telles que sensitization avoidance notes.
- La faible teneur en carbone réduit la sensibilité à la corrosion intergranulaire après soudage dans les cycles thermiques propices à la sensibilisation.
- “Les nuances ” L » sont un choix pratique lorsque le traitement thermique post-soudage n'est pas réalisable à l'échelle du chantier.
- Pour les assemblages critiques, associez les nuances “ L ” avec un apport de chaleur contrôlé et les exigences de nettoyage/passivation post-soudage appropriées dans votre cahier des charges de projet.
Si un fournisseur propose un acier 316/316L doublement certifié, traitez-le comme une question de documentation : demandez un certificat d'essai de matériau (MTR) montrant que la composition chimique de la coulée respecte la limite de carbone de la nuance “ L ” et confirmez que les propriétés mécaniques correspondent à vos exigences.
Normes ASTM et ASME
Réponse directe :
Vous devez vérifier que le bridage matériau et le bridage dimensions/classes de pression sont spécifiés selon les normes correctes pour votre projet et votre région.
Lorsque vous choisissez des brides en acier inoxydable, les dimensions et le système de classement proviennent de la norme de bride, tandis que les exigences matérielles proviennent de la spécification du matériau. Pour les brides forgées en acier inoxydable, une spécification de matériau largement référencée est ASTM A182/A182M. Pour les normes dimensionnelles ASME, la norme ASME B16.5 couvre les tailles courantes (NPS 1/2 à 24) et ASME B16.47 couvre les brides de grand diamètre (NPS 26 à 60). Si votre projet est basé sur EN/DIN, l'approvisionnement et l'installation doivent être alignés sur la norme de bride EN utilisée (par exemple, DIN liste la portée et les exigences de l'EN 1092-1 ici : DIN EN 1092-1 overview).
| Standard | Description |
|---|---|
| ASME B16.5 | Dimensions, tolérances, classements pression-température, marquage et références matérielles pour les brides (généralement NPS 1/2 à 24). |
| ASME B16.47 | Brides en acier de grand diamètre (NPS 26 à 60), incluant les classements, dimensions et exigences de marquage/essais. |
Sélectionner la bride appropriée vous permet d'éviter les incompatibilités et d'assurer un fonctionnement sûr dans votre pipeline.
Dimensions et Normes des Brides
Dimensionnement et Schedule de Tuyauterie
Réponse directe :
Vous devez adapter la bride NPS/DN, alésageet surface d'étanchéité au tuyau et à la conception du joint—puis vérifier ce que le projet exige en matière d'alignement du schedule et de détails de soudage.
Le dimensionnement de la bride dépend du diamètre extérieur du tuyau et de la configuration de l'alésage de la bride. Pour les brides à col soudé, l'alésage et les détails de l'extrémité à souder doivent correspondre au diamètre extérieur et à l'épaisseur de paroi du tuyau utilisé dans votre ligne. Pour les configurations à joint à embotement, c'est le bout de raccordement qui détermine l'ajustement de l'alésage et du schedule. Même lorsque les brides à emboîtement permettent plus de jeu, la qualité de l'ajustement et de la soudure détermine toujours la fiabilité. Si votre projet fait référence aux normes dimensionnelles ASME, partez des exigences B16.5/B16.47, puis appliquez les contraintes de spécification de tuyauterie de votre projet.
| Épaisseur de tuyau | Épaisseur de paroi | Impact sur la Sélection |
|---|---|---|
| 40 | Standard | Schedule utilitaire/processus courant ; confirmer la correspondance de l'alésage et de l'extrémité à souder pour les joints soudés bout à bout. |
| 80 | Plus épais | Épaisseur de paroi plus élevée ; affecte la préparation de soudure, l'ajustement de l'alésage et peut modifier la disponibilité/délai de livraison. |
- Vérifier que les détails de l'alésage de la bride et de l'extrémité à souder correspondent au diamètre extérieur du tuyau et à la conception de joint prévue.
- Confirmer la largeur d'assise du joint et la compatibilité de la face à la pression nominale/classe sélectionnée.
- Lorsqu'il y a dilatation thermique, vibrations ou charges cycliques, coordonnez le choix de la bride avec la conception des contraintes/supports.
Configurations de boulons et compatibilité des normes
Réponse directe :
Vous devez maintenir l'assemblage sur un seul système de normes (classe ASME ou PN EN) sauf si vous utilisez une solution de transition conçue à cet effet.
Les brides suivent différentes normes, telles que les systèmes basés sur les classes ASME et les systèmes basés sur les PN EN/DIN. Ces normes utilisent des dimensions de cercle de perçage, des nombres de trous, des épaisseurs et des conventions de faces différents. Si vous mélangez les normes, les trous de boulons peuvent ne pas s'aligner ou l'étanchéité du joint peut devenir peu fiable. Utilisez un seul système de normes de bout en bout, ou utilisez un tronçon de transition correctement conçu pour le désalignement.
| Standard | Système de mesure | Configuration des trous de boulons | Risque clé en cas de mélange |
|---|---|---|---|
| ASME (Classe) | Pouce | Défini par la taille/classe selon la norme de bride ASME | Désalignement + contrainte d’assise de joint imprévisible |
| EN/DIN (PN) | Métrique | Défini par DN/PN selon la norme de bride EN | Différentes conventions de cercles de perçage/épaisseur/finition de surface |
Astuce :
L’incompatibilité de normes est l’un des moyens les plus rapides de créer des retouches sur site du type “ ça passe presque ”. Confirmez le système de normes au stade du schéma P&ID/spécifications et verrouillez-le dans la nomenclature.
Exemple sur site (désalignement des trous de boulons) :
Une équipe de maintenance a tenté d’assembler une bride EN PN avec une bride classe ASME en utilisant des boulons “ à peu près adaptés ”. L’assemblage a été réalisé avec un alignement forcé, puis a fui en raison d’une compression inégale du joint et d’une mauvaise répartition de la charge des boulons. La solution a été de remplacer la bride par la norme correcte et de mettre au rebut l’assemblage forcé.
Classes de pression
Réponse directe :
Sélectionnez la classe/PN la plus basse qui satisfait la pression de conception à la température de conception avec la marge requise par votre projet, et documentez la justification.
Les cotes de pression dépendent de la norme et du groupe de matériaux. Surspécifier la classe/PN augmente les coûts et peut augmenter les charges de boulons et la sensibilité de l'assemblage, mais sous-spécifier entraîne des fuites et des retouches. Dans les systèmes ASME, utilisez la norme ASME B16.5 / ASME B16.47 les tables de pression nominale ; dans les systèmes EN/DIN, confirmez les règles pression-température PN pour le groupe de matériau de bride choisi.
| Standard | Gamme de tailles (nominale) | Système de classement |
|---|---|---|
| ASME B16.5 | NPS 1/2 à 24 | Classe 150 à 2500 (dépend de la température) |
| ASME B16.47 | NPS 26 à 60 | Classe 75 à 900 (dépend de la température) |
Erreurs courantes à éviter:
- Vérifier la pression nominale à température ambiante au lieu de la température de conception.
- Ignorer les surpressions (transitoires de démarrage, dilatation thermique, coup de bélier).
- Mélanger des normes de brides ou des systèmes de faces sans transition conçue.
- En supposant que le couple de serrage du boulon équivaut à la charge du boulon (la lubrification et la dispersion du facteur K peuvent être significatives).
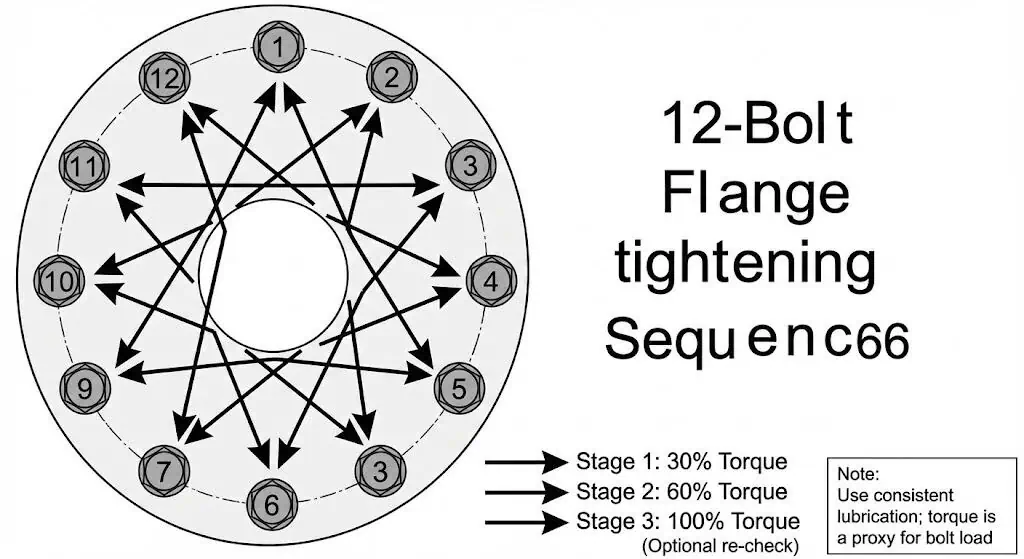
- Réutiliser des joints ou assembler sans méthode de serrage contrôlée (séquence + serrage par étapes).
Note :
Un dimensionnement soigneux des brides et une sélection appropriée de la pression nominale améliorent l'intégrité mécanique et réduisent les interventions de maintenance tout au long de la durée de vie du système de tuyauterie.
Qualité des fournisseurs et choix des brides Sunhy
Certifications qualité et essais
Réponse directe :
Vérifiez la capacité du fournisseur avec des certificats que vous pouvez valider, une traçabilité des matériaux que vous pouvez auditer, et des inspections/essais conformes à votre cahier des charges du projet.
Les certifications n'ont d'importance que si vous pouvez les vérifier. Demandez les numéros de certificat et leur champ d'application, et confirmez qu'ils s'appliquent au site de fabrication produisant vos brides. Pour les systèmes de management, les références courantes incluent les normes ISO pour la qualité, l'environnement et la SST :
| Certification / Exigence | Description |
|---|---|
| ISO 9001 | Cadre du système de management de la qualité (vérifier le champ d'application + couverture du site). |
| ISO 14001 | Cadre du système de management environnemental (vérifier le champ d'application + couverture du site). |
| ISO 45001 | Système de gestion de la santé et de la sécurité au travail (remplace OHSAS 18001 dans de nombreux programmes). |
| PED 2014/68/UE (projets UE) | Cadre de conformité réglementaire pour les équipements sous pression mis sur le marché de l'UE (appliquer le cas échéant). |
Sur le plan technique, alignez le matériau et le traitement thermique sur une spécification reconnue telle que ASTM A182/A182M lors de l'utilisation de brides en acier inoxydable forgées. Pour les nuances d'acier inoxydable, le traitement thermique n'est pas facultatif—confirmez l'état requis (recuit de mise en solution, trempé, etc.) et assurez-vous qu'il est indiqué sur le rapport d'essai d'usine et les registres d'inspection.
Marquages et documentation des brides
Réponse directe :
Demandez une documentation qui relie chaque bride à un numéro de coulée, à la composition chimique/aux propriétés mécaniques du matériau, et aux exigences exactes de la norme pour les dimensions et les classes de pression.
Une documentation appropriée prouve la qualité et la traçabilité. Au minimum, demandez des rapports d'essai d'usine (MTR) et des certificats d'inspection qui font référence à vos exigences d'achat. Si votre service inclut des conditions acides ou une exposition à H2S, confirmez si votre projet nécessite les règles de matériaux pour service acide NACE/ISO, telles que ISO 15156 (les exigences du projet varient selon l'industrie et les spécifications du propriétaire). Pour les projets de l'UE, confirmer la portée de la documentation PED le cas échéant : Texte de la directive 2014/68/UE.
Si vous achetez chez Sunhy, appliquez la même discipline : demandez la traçabilité, confirmez la conformité aux normes (dimensions/cotes) et conservez les documents joints à l'article dans votre dossier qualité.
Support mondial et service client
Réponse directe :
Choisissez des fournisseurs capables de répondre par écrit aux questions techniques, de fournir rapidement la documentation et de soutenir la résolution des non-conformités sans délai.
Le support technique fait partie de la maîtrise des risques. Avant d'acheter, confirmez que le fournisseur peut (1) fournir les documents requis (MTR, rapports dimensionnels, PMI si spécifié), (2) respecter la norme de bride et les exigences de surface d'appui, et (3) répondre aux problèmes de non-conformité/qualité avec un processus documenté d'action corrective. La logistique compte aussi : l'emballage doit protéger les surfaces usinées et maintenir les étiquettes de traçabilité pendant l'expédition et le stockage.
Astuce :
Vérifiez toujours la fiabilité du fournisseur en contrôlant la traçabilité, en demandant des exemples de documents et en confirmant comment les surfaces d'appui des brides sont protégées pendant le transport. Les dommages aux surfaces sont une cause fréquente de fuites au démarrage.
Vous pouvez faire des choix sûrs et fiables en suivant chaque étape du processus de sélection des brides.
Vérifiez la pression, la température et la compatibilité des matériaux. Confirmez les normes, la surface d'appui et le contrôle du serrage. Utilisez une courte liste de contrôle décisionnelle avant d'émettre un bon de commande :
| Point de décision | Description |
|---|---|
| Conditions de conception | Pression/température de conception documentée (y compris les surpressions et cycles) et classe/PN vérifiée à la température de conception. |
| Système standard | Système de classe ASME vs PN EN/DIN verrouillé ; pas de mélange de configurations de boulons/conventions de bridage. |
| Base matériau | Grade sélectionné pour le mécanisme de corrosion ; spécification du matériau définie (par exemple, ASTM A182/A182M le cas échéant). |
| Contrôle de l'assemblage | Joint + surface choisie comme système ; méthode de serrage contrôlée (référence à la norme ASME PCC-1 le cas échéant). |
| Documentation | MTR, marquage et dossiers d'inspection liés au numéro de coulée et aux exigences d'achat. |
Vérifiez toujours la compatibilité et les normes avant votre sélection finale de bride. Pour les projets complexes, conservez la base de sélection écrite et examinez-la avec les parties prenantes de la tuyauterie/conception/maintenance pour éviter des retouches coûteuses.
FAQ
Quelle est la différence entre les brides en acier inoxydable 304 et 316 ?
Le 316 offre une meilleure résistance à la corrosion localisée car il contient du molybdène (Mo).
On choisit généralement le 316/316L lorsque les chlorures ou les produits chimiques agressifs font de la corrosion par piqûres/caverneuse un risque réel. Le 304 peut être acceptable dans des environnements plus propres et à faible teneur en chlorures.
- Utilisez le 304 pour des services bénins où l'exposition aux chlorures et l'humidification sont limitées.
- Utilisez le 316/316L lorsque vous prévoyez la présence de chlorures, de produits chimiques de nettoyage ou d'humidification proche du milieu marin.
- Pour les services à chlorures de sévérité élevée, évaluez les nuances duplex en utilisant une base de corrosion documentée (référez-vous aux concepts de sélection tels que les directives PREN).
| Grade | Utilisation optimale | Résistance à la corrosion localisée (relative) |
|---|---|---|
| 304 | Tuyauterie générale dans des environnements à faible teneur en chlorures | Modéré |
| 316 / 316L | Service chimique/proche du milieu marin | Supérieure au 304 (contenant du Mo) |
Comment savoir quelle pression nominale de bride choisir ?
Utilisez la pression de conception et la température de conception, puis vérifiez la pression admissible à partir des tableaux de la norme applicable.
Ne sélectionnez pas la classe/PN en utilisant les cotes ambiantes. Dans les systèmes ASME, confirmez votre sélection par rapport à ASME B16.5 ou ASME B16.47 tableaux pour votre groupe de matériau.
- Commencez par la pression/température de conception (incluez les surpressions crédibles et les cycles thermiques).
- Confirmez le groupe de matériau et le comportement de déclassement en température.
- Sélectionnez la pression admissible la plus basse qui répond aux exigences avec la marge requise par le projet et une base documentée.
Puis-je mélanger différentes normes de brides comme ANSI et DIN ?
Ce n'est pas recommandé.
Le mélange de systèmes de normes provoque couramment une incompatibilité du motif de boulons et un serrage de joint peu fiable. Maintenez un seul système de normes de bout en bout, ou utilisez une solution de transition correctement conçue. Pour référence sur le champ d'application et les exigences des brides EN, consultez DIN EN 1092-1 overview.
Pourquoi ai-je besoin de rapports d'essais d'usine (MTR) pour mes brides ?
Les certificats d'essai de matériau (MTR) prouvent la composition chimique, les propriétés mécaniques et la traçabilité à un numéro de coulée.
Si votre achat fait référence à une spécification de matériau telle que ASTM A182/A182M, le MTR est le document qui prouve que la bride livrée répond aux exigences de la spécification. Pour les applications critiques, associez la revue du MTR à une identification positive du matériau (PMI) lorsque cela est requis par le projet.
Comment puis-je m'assurer d'obtenir la bride adaptée à mon projet ?
Utilisez une liste de contrôle de commande et une liste de contrôle d'assemblage — puis conservez les enregistrements.
Avant de commander, verrouillez les entrées techniques. Avant la mise en service, assemblez le joint en utilisant une procédure contrôlée (serrage en motif, lubrification vérifiée, serrage par étapes), alignée avec des directives telles que ASME PCC-1 le cas échéant.
- Liste de contrôle de commande : NPS/DN, classe/PN, type de face, alésage/schedule, nuance (par ex., 316L vs 316), spécification du matériau (par ex., ASTM A182), condition de traitement thermique, spécification du boulonnage, type de joint, documents requis.
- Liste de contrôle d'assemblage : état des faces, joint correct, état et lubrification des boulons, séquence de serrage + étapes, contrôle d'étanchéité après stabilisation thermique lorsque cela est autorisé.



