








Votre bride d'échangeur de chaleur peut fuir en raison de :
- Contraintes thermiques et distorsion de la bride (perte de parallélisme/planéité)
- Boulons desserrés ou mal serrés (précharge insuffisante)
- Défaillance du joint (type incorrect, vieillissement, fluage/relaxation, dommage à l'installation)
- Surpression et coup de bélier (charges transitoires dépassant la capacité du joint)
- Corrosion et usure (corrosion par piqûres/caverneuse au niveau de la bande d'étanchéité, dommage de la surface)
Pourquoi ma bride d'échangeur de chaleur fuit-elle ? Une petite fuite de bride est rarement “petite” en pratique : elle peut lessiver l'isolation, attaquer les goujons/écrous, accélérer la corrosion sous isolation et contaminer le produit ou les utilités. Un fabricant biochimique, par exemple, a fait face à des coûts élevés et à une perte de production lorsque le joint d'un échangeur de chaleur spiralé a rapidement cédé. Plus tôt vous identifiez le mode de défaillance (distorsion thermique vs. serrage vs. joint vs. corrosion), moins vous risquez de répéter la même fuite après resserrage.
Note de sécurité sur site (avant tout dépannage) : isolez l'échangeur, dépressurisez jusqu'à un état d'énergie nulle vérifié, confirmez les risques liés au fluide (vapeur, eau chaude, acides, hydrocarbures) et appliquez le cadenassage/étiquetage. Ne “ poursuivez pas la fuite ” en serrant des boulons au hasard pendant que le joint est chaud ou sous pression.
Pourquoi mon bride d'échangeur de chaleur fuit-elle ?
Contrainte thermique et distorsion
Réponse directe :
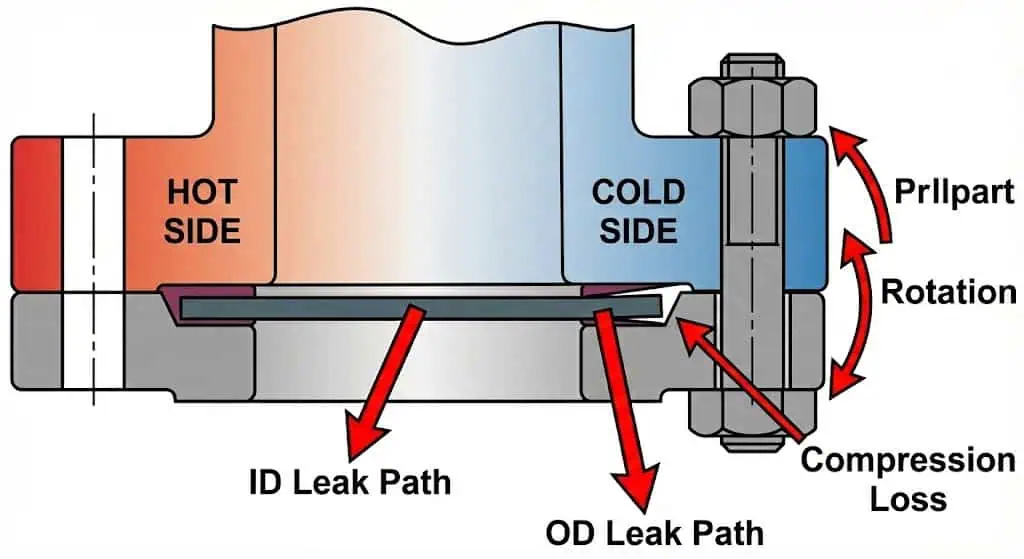
Les changements de température rapides ou extrêmes créent une dilatation thermique inégale sur la bride et la coque/la tubulure, provoquant une rotation de la bride, une perte de compression du joint et une fuite.
Dans les échangeurs de chaleur, le joint de bride n'est pas seulement chargé par la pression interne. Il subit également des efforts de flexion dus aux charges sur la tubulure, aux contraintes de la tuyauterie et aux gradients thermiques. Si un côté du joint chauffe plus vite (démarrage côté vapeur, eau froide de l'autre côté), la bride peut se déformer suffisamment pour réduire la contrainte d'étanchéité du joint le long d'une partie de la bande d'étanchéité. Lorsque vous fonctionnez dans des conditions avec de fortes variations de température (seuil souvent cité à 110 °C / 230 °F), le risque de distorsion augmente—plage typique sur le terrain, fortement dépendante de la métallurgie, de la taille/classe de bride, du blocage et de la vitesse de montée en température.
À quoi ressemble la déformation thermique sur le terrain : la fuite commence après le démarrage/l'arrêt, apparaît dans un quadrant de la bride et peut diminuer lorsque le système se stabilise—puis revient après le cycle suivant. Si vous constatez un jeu inégal de la bride sur la circonférence (mesuré avec des jauges d'épaisseur) ou une empreinte de joint plus marquée d'un côté, vous êtes face à une rotation/déformation, et non à un “ simple boulon desserré ”.”
Astuce : Utilisez des procédures contrôlées de chauffage et de refroidissement. Pour les services cycliques, envisagez un type de joint avec une meilleure récupération sous cyclage thermique (par exemple, spiralé avec un garnissage et une configuration d'anneau adaptés) et vérifiez les charges sur la tubulure/l'alignement de la tuyauterie avant d'accuser le joint.
Exemple technique #1 (problème → cause → correction/prévention) : Un échangeur de chaleur à calandre et tubes en service vapeur intermittent fuyait après chaque démarrage du lundi. La cause racine était l'admission rapide de vapeur créant un gradient thermique à travers la bride, plus une contrainte de tuyauterie tirant sur la tubulure. La correction a consisté en un chauffage étagé, un ajustement du support de tuyauterie pour supprimer la flexion de la tubulure et une procédure de boulonnage avec serrage étagé. Prévention : documenter la rampe de démarrage et la stratégie de resserrage après le premier cycle thermique (lorsque permis par les règles de sécurité de l'usine).
Boulons desserrés ou inappropriés
Réponse directe :
Les boulons qui sont desserrés, serrés de manière inégale ou installés sans procédure contrôlée ne peuvent maintenir la compression du joint, ce qui entraîne une fuite de l'assemblage.
“ La tension des boulons ” correspond en réalité à la précharge des boulons (tension). La dispersion de la précharge est courante car le frottement varie avec l'état du filetage, la lubrification et la surface d'appui de l'écrou. Si l'assemblage a été réalisé sans méthode définie (nettoyage, lubrification, séquence en croix, couple étagé), le joint peut ne jamais atteindre sa contrainte d'écrasement requise. Les données de maintenance montrent fréquemment qu'un assemblage inapproprié est un facteur majeur ; un chiffre souvent cité est que une grande part des défaillances de joints est liée à des problèmes d'installation. En bref : traitez le boulonnage comme un processus contrôlé, et non comme une tâche au “ feeling ”.
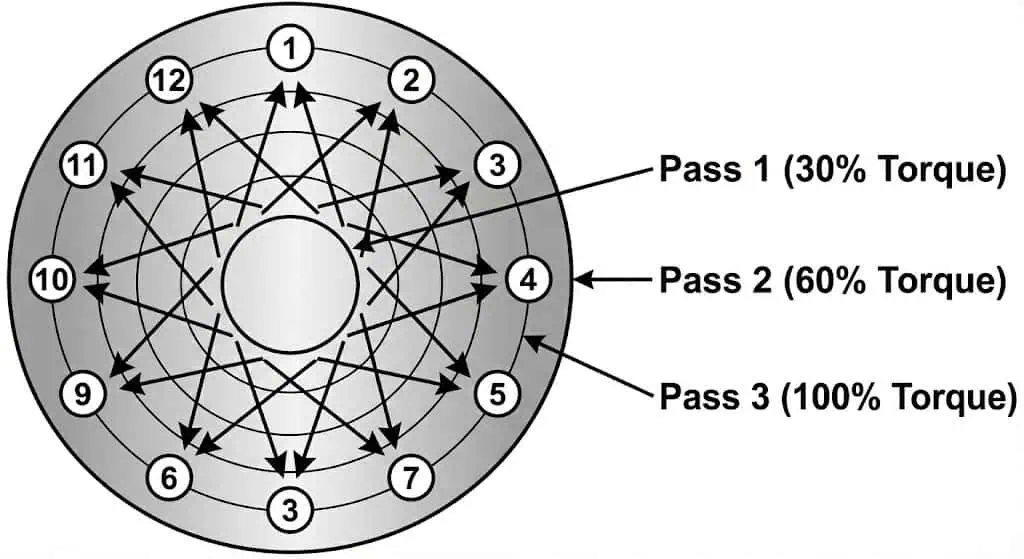
- Utilisez une méthode de boulonnage définie : séquence croisée, passes multiples et serrage par étapes (exemple : 30 % → 60 % → 100 %).
- Contrôlez le frottement : filetages propres, vérifiez le grippage et lubrifiez systématiquement les filetages/faces d'écrou.
- Vérifiez la compression uniforme : mesurez l'écart de bride à plusieurs points et recherchez une empreinte de joint inégale après démontage.
Vérification matérielle : les nuances de goujon/écrou (par exemple, les séries ASTM A193/A194 couramment spécifiées dans de nombreuses usines) et l'appariement des matériaux (acier inoxydable sur acier inoxydable) influent sur le risque de grippage et la précharge atteignable. Si vous observez des filetages arrachés, des marques brillantes de frottement ou des écrous qui “ collent ”, l'assemblage n'a peut-être jamais été correctement chargé.
Exemple technique #2 (problème → cause → correction/prévention) : Un échangeur de plaques a fui d'un côté après un changement de joint. L'équipe a serré dans le sens horaire en cercle (pas en étoile), laissant un quadrant sous-chargé. La solution a été de remplacer le joint endommagé, nettoyer les faces et serrer en étoile avec des passes étagées. Prévention : utiliser une liste de contrôle écrite pour le boulonnage et marquer les numéros de boulons sur la bride pour imposer la séquence.
Problèmes de joints
Réponse directe :
Un mauvais type de joint, le vieillissement du joint, le fluage/relaxation ou les dommages d'installation réduiront la contrainte d'étanchéité et provoqueront des fuites.
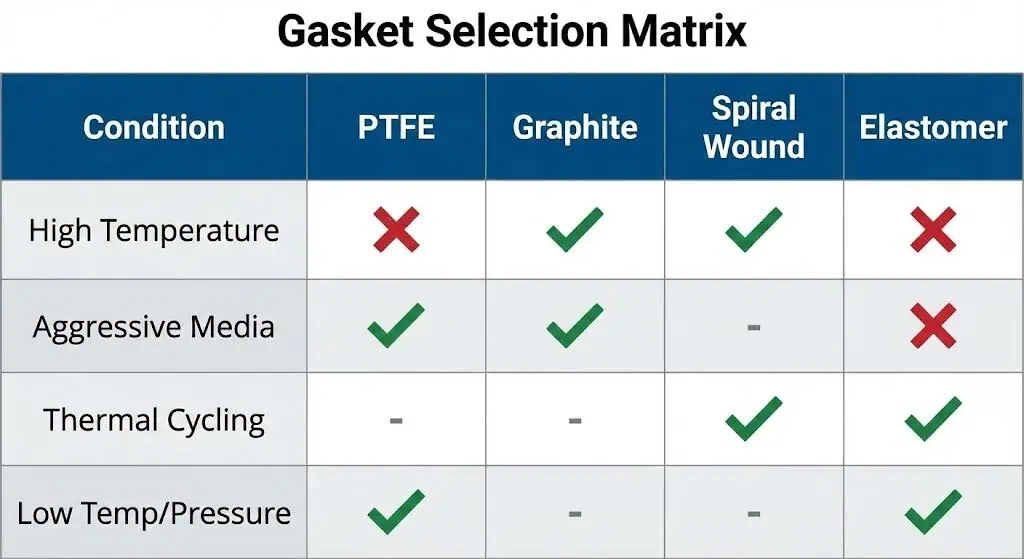
Les joints assurent l'étanchéité en maintenant une contrainte de contact sur la bande d'étanchéité. Si le joint fluage (écoulement à froid) ou se relaxe sous l'effet de la température et de la pression, la précharge des boulons “ disparaît ” effectivement de l'interface du joint. Les joints à base de PTFE peuvent fluer sous charge soutenue ; les joints en fibre comprimée peuvent perdre leur élasticité en service chaud ; le graphite flexible offre généralement de meilleures performances à température plus élevée et avec des fluides agressifs—sous réserve des limites d'oxydation et d'une sélection de grade appropriée.
Les dommages d'installation sont fréquents et évitables : des entailles sur le bord du joint, un mauvais centrage, une contamination de la face de la bride ou la réutilisation d'un joint comprimé peuvent créer un chemin de fuite qu'aucun couple de serrage supplémentaire ne résoudra définitivement.
| Matériau de joint | Caractéristiques sujettes à défaillance (ce qui tombe en panne et pourquoi) |
|---|---|
| PTFE vierge déroulé | Fluage/écoulement à froid ; perte de rétention de la charge des boulons dans le temps ; sensibilité à l'état de surface et à la contrainte d'assise |
| Fibre comprimée | Récupération réduite à température élevée ; limites chimiques selon le liant ; peut coller aux faces après cyclage |
| Graphite flexible | Meilleures performances à haute température et résistance chimique dans de nombreux services ; nécessite un grade correct et un contrôle de l'oxydation |
| Élastomères | Gonflement/vieillissement dépendant du composé ; limites de température ; doit correspondre à la compatibilité des fluides |
Note : Si une fuite se répète après un “ resserrage ”, traitez-la comme un problème de conception de joint/joint (type de joint, état des faces, rotation de la bride, contrôle de la charge des boulons), et non comme un simple problème de serrage. Remplacez le joint et corrigez la cause ; ne réutilisez pas les joints.
Exemple technique #3 (problème → cause → correction/prévention) : Un échangeur d'eau de refroidissement utilisait un joint en PTFE dans un assemblage boulonné avec des cycles de température fréquents. Le joint a flué, la précharge a chuté et une petite suintement est devenue une fuite constante. La correction a été de passer à un joint mieux adapté au cyclage et d'appliquer une procédure de boulonnage contrôlée avec lubrification constante. Prévention : choisir les matériaux de joint en fonction de la rétention de charge et du comportement au cyclage, et pas seulement de la résistance chimique.
Surpression et coup de bélier
Réponse directe :
Les surpressions transitoires (coup de bélier, fermeture rapide de vanne, arrêt de pompe) peuvent momentanément dépasser la capacité du joint, perturber l'étanchéité et initier une fuite.
Le coup de bélier se produit lorsque le débit change rapidement et crée une onde de pression. Même si la pression de fonctionnement normale est dans la classe de la bride, une surpression peut momentanément augmenter la charge et provoquer l'extrusion du joint ou la séparation des faces en un point local. Vous ne verrez peut-être pas de défaillance catastrophique immédiate ; à la place, vous obtiendrez une “ nouvelle fuite ” qui apparaît après l'événement transitoire.
- Surveillez les bruits soudains de claquement, les vibrations ou l'aiguille du manomètre qui “ claque ”.”
- Examinez les temps de fermeture des vannes et les séquences d'arrêt des pompes ; ce sont des déclencheurs fréquents.
- Utilisez des dispositifs de décharge, des suppresseurs de surpression et des clapets anti-retour correctement sélectionnés pour réduire les pics transitoires.
Exemple d'ingénierie #4 (problème → cause → correction/prévention) : Un échangeur d'eau utilitaire a commencé à fuir juste après un arrêt d'urgence. L'enquête a révélé qu'une vanne à fermeture rapide a créé un coup de bélier, déplaçant l'étanchéité du joint. La correction a inclus le changement pour une stratégie de clapet anti-retour amorti/actionnement et la vérification que l'assemblage a été remonté avec une charge de boulon uniforme. Prévention : traiter le contrôle des surpressions comme faisant partie de la prévention des fuites de brides, et non comme un “ problème de tuyauterie ” séparé.”
Corrosion et usure
Réponse directe :
Corrosion et usure physique endommagent la face de la bride et réduisent la fiabilité de l'étanchéité, conduisant à des fuites chroniques.
Les brides d'échangeurs de chaleur sont souvent sujettes à la corrosion caverneuse à l'interface du joint (différentiel d'oxygène), à la corrosion par piqûres dans les services contenant des chlorures, et à l'érosion là où des fluides à haute vitesse ou des solides entraînés impactent les surfaces. Une fois que la bande d'étanchéité est piquée ou rayée dans la zone de contact du joint, le joint peut fuir même avec un “ couple de serrage correct ”. Si vous observez un amincissement, des piqûres ou des surfaces d'étanchéité rugueuses, ne supposez pas qu'un nouveau joint seul résoudra le problème—une restauration de la face et une revue du matériau peuvent être nécessaires.
| Type de matériau | Caractéristiques de résistance à la corrosion (Notes pratiques de sélection) |
|---|---|
| Acier inoxydable | Résistance généralement bonne à de nombreux services ; le risque de corrosion par piqûres/caverneuse dans les chlorures dépend de la nuance et de la température |
| Alliages de Nickel | Souvent sélectionnées pour les milieux agressifs et une meilleure résistance à la corrosion à haute température |
| Aciers inoxydables duplex | Résistance mécanique plus élevée et résistance améliorée dans de nombreux environnements contenant des chlorures ; la sélection dépend de la chimie du procédé |
Astuce : Inspectez la bande d'étanchéité pour détecter les piqûres, les rayures radiales et la corrosion sous le joint. Si les dommages traversent le chemin d'étanchéité, prévoyez un resurfaçage de la face ou un remplacement de la bride, pas un resserrage répété.
Tableau : Causes les plus fréquemment signalées de fuites de brides d'échangeurs de chaleur
| Cause | Explication |
|---|---|
| Contrainte thermique et déformation de la bride | Les gradients thermiques et les contraintes provoquent la rotation/déformation de la bride et une compression inégale du joint. |
| Boulons desserrés ou mal serrés | La précharge inégale, la dispersion des frottements et la relaxation réduisent la contrainte d'appui du joint et ouvrent des voies de fuite. |
| Matériel ou conception de joint inadéquats | Type/géométrie de joint non adapté(e) aux cycles ou au fluide ; état ou nuance du boulon/goujon limitant la précharge réalisable. |
| Dommage de surface ou corrosion au niveau de la bande d'étanchéité | La corrosion par piqûres, la corrosion caverneuse ou les rayures traversent le chemin d'étanchéité ; le joint ne peut compenser les défauts de surface. |
| Surpression transitoire / Coup de bélier | Les surpressions perturbent l'appui ou extrudent le joint localement, initiant une fuite après l'événement. |
Si vous vous demandez “ pourquoi ma bride d'échangeur de chaleur fuit-elle ? ”, commencez par identifier le mode de défaillance dominant (distorsion thermique vs perte de précharge vs inadéquation du joint vs corrosion). Corriger le symptôme (reserrer) sans corriger le mécanisme est la raison pour laquelle de nombreuses fuites de bride réapparaissent après le cycle suivant.
Fixation et prévention des fuites de brides d'échangeurs de chaleur
Inspecter et serrer les boulons
Réponse directe :
Utiliser une méthode de serrage contrôlée (séquence + étapes + lubrification uniforme) et vérifier une compression uniforme de la bride pour maintenir un joint étanche.
Le boulonnage est le point de contrôle le plus critique sur site. Vous devez inspecter les goujons/écrous pour la corrosion, les dommages au filetage et le grippage ; nettoyer les surfaces de contact ; et utiliser une clé dynamométrique étalonnée ou une méthode de tension adaptée au joint. Serrez les boulons en croix pour éviter la rotation de la bride. Cette approche est conforme aux bonnes pratiques courantes pour les joints boulonnés avec joint (souvent référencées dans les procédures d'usine basées sur des normes reconnues telles que ASME PCC-1).
Liste de contrôle pratique pour le serrage des boulons (prête pour le terrain) :
- Vérifier que le type et les dimensions du joint correspondent à la surface de la bride et au diamètre intérieur.
- Nettoyer les faces de la bride et éliminer les résidus de l'ancien joint sans entailler la bande d'étanchéité.
- Vérifier le parallélisme et l'alignement des brides (ne pas “ tirer ” un mauvais alignement avec les boulons).
- Lubrifier uniformément les filetages et les surfaces d'appui des écrous (même lubrifiant, même couverture).
- Serrer en étoile/croix avec des passes étagées (exemple : 30% → 60% → 100%).
- Vérifiez un espacement uniforme autour de la bride après chaque étape ; corrigez avant le passage final.
Vous devez inspecter les boulons pour détecter des signes d'usure ou de desserrage. Utilisez une clé dynamométrique et serrez les boulons en suivant un motif en étoile. Mesurez toujours la distance entre les brides en plusieurs points pour garantir un serrage uniforme. Pour les boulons plus grands, l'application progressive du couple réduit la déformation et aide à asseoir le joint de manière uniforme. Suivez les recommandations du fabricant pour les tendeurs hydrauliques lorsque spécifié.
| Catégorie de fréquence | Intervalle d'inspection | Conditions |
|---|---|---|
| Haute fréquence | Tous les 1 à 6 mois | Service dangereux, haute pression ou toxique |
| Fréquence moyenne | Tous les 6 à 12 mois | Service général, conditions modérées |
| Fréquence faible | 12 à 24 mois | Service non critique, basse pression |
Remplacer ou améliorer les joints
Réponse directe :
Remplacer tout joint qui a été comprimé ou exposé au service, et améliorer le type de joint lorsque le cyclage, le fluide ou l'état de la bride nécessite une meilleure rétention de charge.
La durée de vie des joints dépend de la température, de la pression, de la fréquence de cyclage, de la finition de surface et de la compatibilité avec le fluide. De nombreux opérateurs utilisent une fenêtre de remplacement typique de trois à cinq ans, mais des conditions de service sévères peuvent le raccourcir considérablement. Si une fuite a commencé après un changement d'exploitation (température plus élevée, nouveau produit chimique, cycles plus fréquents), traitez le joint comme une variable de conception, et non comme une pièce consommable.
Facteurs déclencheurs d'amélioration que les ingénieurs utilisent sur les échangeurs :
- Cycles thermiques fréquents provoquant un relâchement → envisagez des joints avec une meilleure récupération et une compression contrôlée.
- Différence de pression élevée poussant le joint vers l'intérieur/l'extérieur → sélectionnez une configuration d'anneau appropriée et des caractéristiques anti-éjection le cas échéant.
- Exposition chimique gonflant/ramollissant les élastomères → changez de composé ou de système de matériau en fonction de la compatibilité.
Certains opérateurs préfèrent des conceptions de joint permettant une maintenance plus rapide et une réduction des temps d'arrêt ; par exemple, les systèmes mettant en avant un remplacement facile et une flexibilité de service sont discutés par les fournisseurs d'équipements tels que Tranter. Utilisez-les comme considérations pratiques, mais ancrez toujours la sélection à votre enveloppe pression/température/milieu.
| Avantage | Description |
|---|---|
| Remplacement rapide | Réduit le temps d'arrêt lorsque les joints sont conçus pour la maintenabilité. |
| Polyvalence | Les différents matériaux de joints étanches supportent différents fluides et limites de température |
| Efficacité opérationnelle | L'étanchéité stable réduit les retouches, les cycles de resserrage et le nettoyage lié aux fuites |
Conseil : Adaptez toujours le matériau du joint à vos conditions de fonctionnement et ne réutilisez pas les joints. Un joint réutilisé est une fuite contrôlée qui attend de se produire.
Gérer la dilatation thermique
Réponse directe :
Réduisez les gradients thermiques et gérez la croissance thermique pour que les faces de bride restent parallèles et que la contrainte sur le joint reste stable.
Le contrôle de la dilatation thermique relève en partie de la conception et en partie de l'exploitation. Les joints de dilatation absorbent les mouvements dus aux variations de température, tandis que les supports de tuyauterie et la gestion des charges sur les tubulures empêchent les charges de flexion de faire pivoter la bride. Si l'échangeur subit des alternances répétées de chaud/froid, examinez les vitesses de montée/descente en température et vérifiez si la disposition de la tuyauterie “ bloque ” la tubulure et force l'assemblage à supporter des efforts de flexion.
- Les joints de dilatation absorbent la croissance et la contraction des tuyaux.
- Ils réduisent la contrainte de flexion sur les raccords de bride.
- Ils aident à prévenir la perte de contrainte sur le joint pendant les cycles.
Contrôler la pression et le coup de bélier
Réponse directe :
Réduisez les surpressions transitoires en utilisant des stratégies de commande de vannes, la sélection de clapets anti-retour et une protection contre les surpressions/reliefs afin que les charges momentanées ne perturbent pas l'étanchéité du joint.
Choisissez des clapets anti-retour qui se ferment en douceur pour éviter le coup de bélier. Les stratégies d'actionnement (fermeture plus lente, amortissement) réduisent les variations de pression soudaines. La commande automatisée de la pression et le séquençage réglé des vannes peuvent réduire significativement les pics transitoires. La littérature technique aborde l'atténuation des surpressions et le comportement transitoire, y compris des études telles que cette publication sur le coup de bélier. Votre objectif n'est pas “ zéro surpression ”, mais de maintenir les pics transitoires dans la marge d'étanchéité du joint.
| Principales conclusions | Description |
|---|---|
| Gestion de la pression | Maintenir des conditions de fonctionnement stables réduit la contrainte sur les joints et la récurrence des fuites |
| Contrôle des transitoires | Le séquençage des vannes, les clapets anti-retour amortis et les dispositifs de relief/surpression réduisent les pics d'événements qui perturbent l'étanchéité |
Maintenance régulière et brides de qualité
Réponse directe :
Utilisez un programme d'inspection documenté, vérifiez l'état des faces et maintenez un matériel traçable afin que les joints de bride restent reproductibles d'un cycle de maintenance à l'autre.
Vous devez inspecter, nettoyer et tester régulièrement les joints de bride de votre échangeur de chaleur. Concentrez-vous sur l'état de la surface (piqûres/rayures sur la bande d'étanchéité), l'état des boulons (corrosion et dommages au filetage) et le stockage/la manipulation des joints. De nombreuses usines basent leurs procédures d'assemblage de bride sur des directives reconnues telles que l'ASME PCC-1, et les attentes mécaniques des échangeurs de chaleur sont souvent alignées sur les conventions TEMA (selon le projet/spécification). Lorsque la corrosion est récurrente, examinez la métallurgie et la chimie du processus plutôt que de changer les joints à plusieurs reprises.
- Mensuellement : Vérifications visuelles pour les suintements, les traces de rouille, le mouillage de l'isolation et les repères de desserrage des écrous.
- Trimestriellement : Vérifiez l'état des boulons, inspectez la corrosion sous l'isolation et nettoyez les surfaces externes lorsque cela est sûr.
- Annuellement (ou pendant l'arrêt planifié) : Démontage si nécessaire, inspection des surfaces, remplacement des goujons/écrous si dégradés, et documentation de l'empreinte du joint et de toute preuve de rotation de la bride.
Note : Si le joint fuit à plusieurs reprises après un assemblage correct, escaladez vers une revue d'ingénierie : adéquation de la surface de la bride, sélection du joint pour les cycles, charges sur les tubulures, alignement et événements de pression transitoires.
Agissez rapidement lorsque vous remarquez des fuites persistantes au niveau d'une bride.
Vous évitez des réparations coûteuses en inspectant la corrosion et les indicateurs de fissuration par corrosion sous contrainte. Nettoyage régulier et inspections de routine Vous aident à détecter précocement la corrosion, la rouille et les dommages de surface.
- Consultez des spécialistes lorsque des fuites récurrentes suggèrent un problème de conception ou de métallurgie (pas seulement un problème de joint).
- Conservez l'historique des joints (type de joint, état des boulons, méthode de serrage, emplacement des fuites) pour identifier les mécanismes récurrents.
- Planifiez la maintenance pour pouvoir corriger les problèmes d'alignement ou de charge sur les brides au lieu de compenser par un couple de serrage supplémentaire.
FAQ
Que devez-vous faire en premier si vous repérez une fuite au niveau d'un bridage ?
Réponse directe :
Isolez et dépressurisez le système en toute sécurité avant toute action mécanique.
Après l'arrêt/la consignation et la vérification de la pression, inspectez les causes évidentes : écrous desserrés, extrusion du joint, traces de rouille et désalignement. Évitez de serrer un joint chaud ou sous pression.
À quelle fréquence faut-il remplacer les joints d'échangeur thermique ?
Réponse directe :
Une fenêtre de maintenance courante est de 3 à 5 ans, mais les conditions de service peuvent la raccourcir.
Si vous observez des fuites, une attaque chimique, un durcissement, des fissures ou du fluage/relaxation, remplacez plus tôt. Ne réutilisez pas les joints comprimés.
Pourquoi choisir des brides en acier inoxydable pour les échangeurs de chaleur ?
Réponse directe :
Les brides en acier inoxydable offrent souvent une meilleure résistance à la corrosion pour les services humides, chargés en chlorures ou chimiques.
La sélection dépend toujours de la chimie et de la température. Pour une corrosion par piqûres/caverneuse récurrente à l'interface du joint, revoyez le choix de la nuance et l'état de surface, pas seulement le couple de serrage des boulons.
Pourquoi une fuite réapparaît-elle après resserrage ?
Réponse directe :
Le resserrage peut augmenter temporairement la compression, mais il ne corrige pas la déformation, l'endommagement des faces, le fluage du joint ou le désalignement.
Si la fuite se répète après le prochain cycle thermique, examinez la rotation du bridage, l'adéquation du joint aux cycles et l'état de surface de la bande d'étanchéité.
Quels contrôles de brides préviennent les fuites répétées lors du remontage ?
Réponse directe :
Inspection des faces + vérification de l'alignement + serrage contrôlé + manipulation correcte du joint.
Vérifiez les piqûres/rayures sur la bande d'étanchéité, contrôlez le parallélisme, assurez-vous du centrage correct du joint, lubrifiez de manière uniforme et serrez en croix avec des passes étagées.