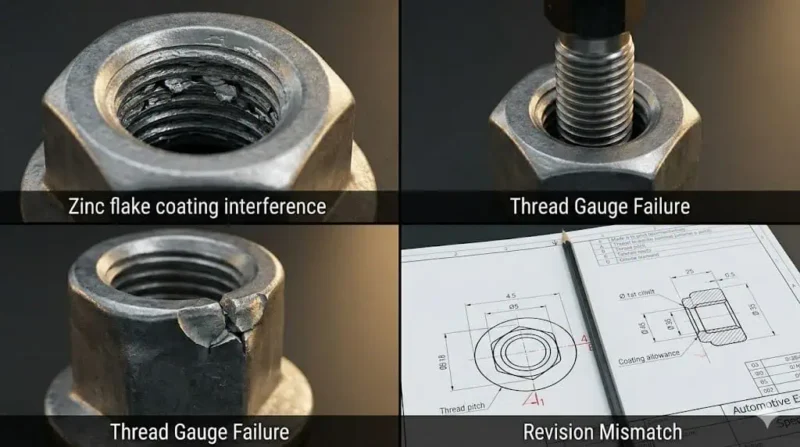
PPAP for custom automotive nuts is a project-level approval and documentation process. It helps buyers confirm whether a supplier can manufacture a nut according to the customer drawing, revision, specifications and agreed production controls.

Conceptual image for buyer education. It does not represent a certified PPAP package or customer approval.
Réponse rapide
PPAP for custom automotive nuts helps a buyer and supplier align a made-to-print or application-specific nut with the drawing revision, manufacturing process, inspection plan and project approval requirement. It is most relevant when the nut affects a sheet-metal weld joint, vibration-prone bracket, self-clinching panel, load-bearing flange, interior module, seat structure, battery tray, chassis bracket or other automotive assembly where documentation and traceability matter.
The main risk is treating PPAP as a generic supplier promise. PPAP does not replace drawing review, material and coating confirmation, thread gauge checks, proof load, torque-out, pull-out, push-out, prevailing torque or customer validation when those items are required. Before quotation, confirm the drawing, nut function, material, coating, test scope, PPAP level, IMDS requirement, lot traceability and packaging labels. The next step is to send the drawing and quality-document requirement for project review.
What PPAP Means for Custom Automotive Nuts
For custom automotive nuts, PPAP is used to support production part approval against a specific customer requirement. In AIAG’s framing, PPAP defines a production part approval process intended to show that the supplier’s production process can consistently meet the engineering design record and specification requirements. The key word for buyers is “specific.” A PPAP package should relate to a defined drawing, drawing revision, part number, material, coating, process route, inspection plan and approval level.
A custom automotive nut may be a standard-looking hex nut with a special material or coating, or it may be a made-to-print part with a non-standard flange, projection, prevailing torque feature, thread depth, pilot, serration, sleeve or anti-rotation structure. For more background on drawing-based projects, see SUNHYINGS’ guide to made-to-print special nuts.
PPAP Is Project-Specific, Not a Generic Product Claim
A useful way to evaluate PPAP is to ask: “Which part, which revision, which process and which approval requirement is this package supporting?” If those items are unclear, the PPAP discussion is not ready.
A buyer should avoid asking only, “Can you provide PPAP?” A better question is: “Can you review this drawing revision and confirm what documents, measurements, tests and traceability records can be prepared for the requested PPAP level?”
Why Custom Nuts Need More Than a Size Match
For automotive nuts, a correct thread size is only one part of the decision. A nut may match the mating bolt but still fail because the bearing surface is too small, the coating affects thread fit, the welding projection is unstable, the prevailing torque feature is not suitable for the joint, or the sheet thickness does not support the clinching or welding design.
SUNHYINGS positions custom special nuts as a product and engineering gateway, but this PPAP article focuses on buyer-side documentation and supplier evaluation rather than product catalog selection.
When PPAP Is Not the Right First Question
In early sourcing, the first question should not always be “Can you provide PPAP?” A better first question is whether the supplier has enough information to understand the nut function, manufacturing route, inspection risk and approval scope. Without that foundation, a PPAP answer may be too vague to support quotation or sample approval.
| Buyer Situation | Better First Question | Pourquoi c'est important |
|---|---|---|
| Only a sample photo is available. | Can the supplier reverse-check dimensions, thread and material before quotation? | PPAP scope cannot be defined reliably without drawing or verified measurement data. |
| The part is a weld nut for sheet metal. | What sheet thickness, weld process and torque-out or pull-out requirement should be checked? | Weld performance depends on projection geometry, panel condition and process control. |
| The coating may change after sampling. | Will the coating change affect thread fit, gauge inspection or torque behavior? | Coating can change functional performance and approval evidence. |
| The buyer asks for the lowest unit price first. | Does the quote include the required inspection, traceability and document scope? | A low price may exclude testing, PPAP preparation or production control requirements. |
What PPAP Can Prove—and What It Does Not Prove
PPAP can provide evidence that the supplier has reviewed and controlled the part against agreed requirements. It may include drawing-related records, dimensional results, material evidence, coating evidence, process documentation, control plans, functional test results and submission documents when required.
However, PPAP should not be misunderstood as a guarantee that the nut will perform in every possible automotive assembly. It is not a substitute for correct joint design, validated torque strategy, weld process control, corrosion testing, vibration assessment or customer approval.

Use PPAP as documentation evidence, not as a replacement for application-specific testing and customer approval.
| PPAP Area | What It Can Support | What It Does Not Automatically Prove |
|---|---|---|
| Drawing and revision | The part is reviewed against a specific design record. | The design is suitable for every assembly condition. |
| Dimensional results | Key dimensions are measured against agreed requirements. | Long-term joint performance or fatigue behavior. |
| Material evidence | Material record or certificate can be provided when required. | Corrosion, weldability or fatigue suitability without application review. |
| Coating evidence | Coating type, thickness or related report may be checked when required. | Correct torque behavior after plating unless tested or specified. |
| Functional tests | Specific tests can support approval if defined by the drawing or customer. | All possible field loads, vibration conditions or misuse cases. |
| Traçabilité | Lot identification and production records can be controlled when required. | Zero-defect guarantee or automatic customer approval. |
Documentation Evidence
PPAP documentation is valuable because it creates an approval record. It can help the buyer and supplier align on the drawing, production process, inspection method and submission expectations. For automotive sourcing, this reduces ambiguity before mass production.
Engineering Validation Still Required
A dimensional report can show that nut height, across flats, thread and flange diameter are within specification, but it does not automatically prove that the nut will maintain clamp load in a vibration-prone bracket. A coating report may support corrosion requirements, but it does not automatically prove torque-tension behavior after plating.
For failure-oriented context, buyers can also review automotive assembly problems solved by special nuts.
Buyer Inputs Needed Before Requesting PPAP
A PPAP request becomes more effective when the buyer provides complete engineering and quality inputs before quotation. If the supplier only receives a sample photo or a vague part name, the quotation may miss important requirements. This can lead to rework, delayed samples, wrong documentation scope or approval risk.

Checklist items are for buyer preparation and must be confirmed against the actual drawing and customer requirement.
| Buyer Input | Pourquoi c'est important | Risk If Missing |
|---|---|---|
| Latest drawing revision | Defines the approved geometry and notes. | Supplier may quote or sample the wrong version. |
| Part number and application | Connects the nut to its assembly role. | Inspection focus may be too generic. |
| Thread size, pitch and tolerance | Controls fit, gauge inspection and plating allowance. | Thread fit problems after coating. |
| Material and hardness / property class | Affects strength, forming route and heat treatment. | Wrong material or strength assumption. |
| Coating requirement | Affects corrosion resistance, thread fit and torque behavior. | Gauge failure, torque variation or corrosion mismatch. |
| Application position | Helps evaluate joint risk. | Supplier may miss weld, vibration, pull-out or torque-out needs. |
| Functional test requirement | Defines what must be proven. | PPAP package may lack critical test evidence. |
| PPAP level, IMDS and traceability | Define submission and record-control expectations. | Late documentation changes and approval delay. |
Drawing and Revision Control
The drawing is the foundation of a custom nut PPAP discussion. Buyers should provide the latest revision and clearly mark any special characteristics, critical dimensions, coating notes, heat treatment notes, inspection requirements and customer standards.
If the drawing revision changes after sampling, the PPAP discussion may need to be reviewed again. This is especially important for custom special nuts for automotive OEMs, where a small change in projection height, flange thickness, thread depth, bearing surface, chamfer or locking feature can change manufacturing and inspection requirements.
Application and Test Requirements
The supplier also needs to understand where the nut will be used. A weld nut on thin sheet metal has different risks from an all-metal lock nut used in a vibration-prone bracket. A self-clinching nut used in a sheet metal panel has different inspection needs from a serrated flange nut used for load distribution.
PPAP Level, IMDS and Traceability Requirements
Buyers should define the requested PPAP level and document scope early. If IMDS, lot traceability, special packaging labels, customer-specific forms or production run requirements are needed, they should be included in the RFQ.
Common PPAP Documents Buyers May Ask For
The exact PPAP package depends on the customer, application, requested level and project approval process. Not every item is mandatory for every custom nut order. However, buyers commonly discuss the following document categories when approving automotive fasteners.
Drawing and Process
Customer drawing, engineering changes, process flow and control documents when required.
Dimensional Evidence
Measured results for critical dimensions, thread, height, bearing area, projection or custom features.
Material and Coating
Material record, coating evidence, hardness or corrosion-related checks when required by the project.
Drawing, Process and Control Documents
A custom automotive nut project often starts with the customer drawing or design record. The supplier may also need to discuss engineering changes, process flow, control plan and production route when required.
For example, a cold-headed custom nut may have a different process flow from a CNC-machined low-volume nut. A weld nut may require attention to projection forming, tapping, coating and thread protection. A lock nut may require heat treatment, prevailing torque inspection or thread-related control depending on the design.
Dimensional, Material and Coating Evidence
Dimensional results are central to fastener approval. Buyers should confirm which dimensions will be measured, which gauges or instruments are used, and whether the drawing includes critical dimensions or special characteristics.
Material and coating records may also be required. A material certificate can support material traceability, while coating evidence may support corrosion and surface treatment requirements. However, material grade alone does not prove application suitability, and coating choice can change thread fit and torque behavior.
Functional Tests for Nuts and Assemblies
Depending on nut type and application, the buyer may need functional test evidence. Examples include proof load, prevailing torque, torque-out, pull-out, push-out, weld performance, thread gauge inspection, hardness, coating thickness or salt spray when required.
The buyer should not assume that all tests are included by default. The required tests must be defined by drawing notes, customer standards, application risk or project agreement.
PPAP Document Matrix for Custom Automotive Nuts
A useful PPAP discussion separates document purpose from engineering proof. The table below helps buyers decide which evidence may be relevant before asking a supplier for a formal submission package.
| Document or Evidence Type | Purpose in a Custom Nut Project | Buyer Input Needed | Fastener-Specific Risk If Unclear |
|---|---|---|---|
| Design record / drawing | Defines geometry, thread, material, coating and notes. | Latest drawing revision and marked special characteristics. | Wrong revision, missing tolerance or misunderstood custom feature. |
| Dimensional result | Shows measured conformity to drawing requirements. | Critical dimensions, thread tolerance and inspection method. | Thread, flange, projection, height or bearing surface mismatch. |
| Material certificate / record | Supports material traceability when required. | Material grade, property class, hardness or heat treatment requirement. | Strength, forming, weldability or fatigue assumption. |
| Rapport de revêtement | Supports coating type, thickness or corrosion requirement when required. | Coating system, corrosion target and post-plating thread requirement. | Thread gauge failure, torque variation or corrosion mismatch. |
| Functional test report | Supports specific performance requirement when defined. | Proof load, torque-out, pull-out, push-out, prevailing torque or other test scope. | Document package lacks evidence for the actual joint risk. |
| Process flow / control plan | Explains production steps and control points when required. | Expected sample and mass-production route. | Sample route differs from production route without review. |
| Traceability record | Supports lot identification and production control. | Lot label, packaging, batch and retention requirements. | Mixed lots, missing label data or delayed containment action. |
| IMDS support | Supports automotive material data reporting when required. | Customer material reporting instruction and part information. | Late material-data request delays approval. |
How PPAP Requirements Change by Nut Type and Application
PPAP for custom automotive nuts should be connected to nut function. A universal checklist may miss the most important risk. A weld nut, lock nut, flange nut, self-clinching nut and made-to-print nut may all require different inspection focus.

Nut type examples are conceptual and must be checked against the actual drawing.
| Type d'écrou | Possible PPAP / Inspection Focus | Buyer Should Clarify |
|---|---|---|
| Flange weld nuts | Flange bearing area, projection layout, coating and thread protection. | Load distribution, weld access, panel thickness and weld performance requirement. |
| Hex weld nuts | Projection form, pilot if applicable, thread gauge and weld access. | DIN or custom drawing requirement, sheet metal condition and torque-out requirement. |
| Les écrous autofreinés tout métal | Prevailing torque, thread fit, heat treatment and coating influence. | Torque requirement, reuse assumption and vibration condition. |
| Serrated flange nuts | Serration geometry, bearing surface, coating and torque behavior. | Mating surface, anti-loosening requirement and surface damage risk. |
| Self-clinching nuts | Clinching feature, sheet thickness, push-out and torque-out. | Sheet material, installation process and panel hardness. |
| Made-to-print custom nuts | Non-standard dimensions, drawing notes, material and process route. | Drawing revision, inspection plan and special characteristics. |
Weld Nuts and Sheet Metal Assemblies
For weld nuts, PPAP discussion should not stop at thread size. Projection geometry, sheet metal compatibility, coating condition, weld access, torque-out and pull-out expectations may be important. If the nut feeds poorly or welds inconsistently, the assembly can fail even when the thread is correct.
Lock Nuts and Vibration-Prone Joints
For all-metal lock nuts or other anti-loosening nuts, the prevailing torque feature is often more important than appearance. Heat treatment, coating, thread control and torque testing can affect performance.
Made-to-Print Nuts With Special Geometry
Made-to-print nuts may include special flange shapes, sleeves, pilots, serrations, projection layouts, bearing surfaces, reduced height, special thread depth or anti-rotation features. These details should be tied to the drawing and inspection plan.
Test and Document Matrix: Match Evidence to Nut Function
For a custom automotive nut, the document request should follow the nut’s function in the assembly. The same PPAP request may be too weak for a welded structural bracket and too heavy for a low-risk non-critical part. Buyers should match evidence to function.
| Function or Risk | Typical Nut Examples | Evidence to Discuss | What Not to Assume |
|---|---|---|---|
| Thread fit after coating | Flange nuts, lock nuts, made-to-print nuts | Go/no-go thread gauge, coating thickness, plating allowance | That coating will not change thread fit. |
| Weld anchoring | Hex weld nuts, flange weld nuts, projection weld nuts | Projection geometry, torque-out, pull-out, weld process condition | That thread conformity proves weld performance. |
| Anti-loosening | All-metal lock nuts, serrated flange nuts | Prevailing torque, seating surface, torque behavior, reuse condition if relevant | That visual similarity proves vibration resistance. |
| Thin sheet installation | Self-clinching nuts | Sheet thickness, installation method, push-out, torque-out | That a press-in feature works on any panel material. |
| Load bearing or clamp retention | Custom flange nuts, special sleeve nuts, structural nuts | Bearing area, proof load, mating bolt, torque strategy | That material grade alone proves joint reliability. |
| Production traceability | Automotive made-to-print nuts | Lot label, inspection record, material/coating batch link | That sample approval automatically controls mass production lots. |
How to Evaluate a Supplier’s PPAP Readiness
A supplier’s PPAP readiness is not only about whether they can send documents. Buyers should evaluate whether the supplier understands the relationship between drawing, process, inspection and approval risk. This is also part of evaluating an automotive special nuts supplier.
Manufacturing Route Transparency
Ask how the nut will be made. Possible routes may include cold heading, cold forging, CNC turning, CNC milling, tapping, thread rolling, heat treatment, plating, passivation, coating inspection and optical sorting. The right route depends on geometry, volume, tolerance, material, strength requirement and cost target.
Cold heading can be efficient for higher-volume parts with suitable geometry, but it is not automatically better for every custom nut. CNC machining may be more suitable for low-volume samples, complex geometry or early-stage validation.
Inspection and Traceability Control
Buyers should ask how dimensions and threads will be checked. For nuts, this may include go/no-go thread gauges, calipers, height gauges, optical inspection, hardness testing, coating thickness checks or functional tests when required.
Traceability should also be discussed. Lot control, material batch information, coating batch information, inspection records and packaging labels may become important in automotive approval.
Document Scope Before Quotation
A practical PPAP-ready supplier should be able to discuss document scope before quotation. This does not mean promising every document automatically. It means identifying which documents are required, which data must come from the buyer, which tests must be specified, and which items may affect cost or lead time.
| Readiness Question | Good Buyer Interpretation | Warning Sign |
|---|---|---|
| Can the supplier review the latest drawing revision before quoting? | The supplier understands that PPAP starts from the approved design record. | The supplier quotes only from a photo or old drawing without noting uncertainty. |
| Can the supplier explain sample route versus production route? | The buyer can judge whether sample approval reflects mass-production control. | The supplier cannot explain whether the part is CNC sampled and cold-headed in production. |
| Can the supplier separate dimensional, material, coating and functional evidence? | The document package can be matched to actual fastener risk. | The supplier says “all documents are available” without checking the project scope. |
| Can the supplier discuss traceability and packaging labels? | Automotive production handling and lot control can be planned early. | Traceability is treated as an afterthought after sample approval. |
Composite Engineering Scenarios for Training
The following scenarios are hypothetical combinations used to explain engineering logic. They are not customer cases, product proofs or PPAP approval records.
Scenario 1: Weld Nut PPAP Delay
A buyer requests a custom flange weld nut and sends thread size, coating and annual volume. Later, the project adds torque-out, pull-out, dimensional results and PPAP submission. The delay occurs because sheet thickness, weld requirement, drawing revision and functional test scope were not defined at RFQ stage.
Scenario 2: Lock Nut Coating Change
A buyer validates an all-metal lock nut sample with one coating and then changes the coating before production. The new coating may affect thread fit and prevailing torque behavior. The buyer and supplier should review whether inspection and approval evidence need to change.
Common Mistakes That Delay PPAP for Custom Nuts
PPAP delays often happen before production starts. Many delays are caused by unclear inputs, late document requests or assumptions about the part function.
Outdated drawing
An old revision can lead to wrong tooling, wrong dimensions or rejected samples.
Unclear tests
Torque-out, pull-out, prevailing torque or proof load should be defined when needed.
Late document scope
PPAP level, IMDS, traceability and packaging requirements should not be added after price negotiation.
Drawing and Requirement Gaps
One common mistake is sending an outdated drawing revision. Another is providing a sample photo without the actual drawing or critical dimensions. For made-to-print nuts, this can lead to incorrect tooling, wrong inspection focus or mismatch between sample parts and production parts.
Test and Coating Assumptions
Coating is often underestimated. Zinc plating, zinc-nickel, phosphate, black oxide, passivation or other surface treatments can affect corrosion performance, thread fit and torque behavior. Post-plating thread allowance and gauge requirements should be considered.
Functional tests are another common gap. If torque-out, pull-out, push-out, prevailing torque, proof load, hardness or salt spray is required, the buyer should state this before sample approval.
Late Quality Document Requests
Late PPAP, IMDS or traceability requests can change the project scope. A supplier may quote differently if the project requires a formal PPAP package, production run records, additional test reports, special packaging labels or material data submission.
A Practical PPAP Checklist Before Sending an RFQ
Before sending an RFQ for custom automotive nuts, buyers can use the checklist below. A good RFQ does not need to be long, but it should be specific.
| Item to Confirm | Pourquoi c'est important | Buyer Input Needed | Supplier Evidence to Ask For |
|---|---|---|---|
| Révision du dessin | Defines the approved design. | Latest drawing and revision history. | Drawing review confirmation. |
| Part function | Connects nut design to assembly risk. | Application position and joint type. | Engineering review comments. |
| Thread requirement | Controls fit and inspection. | Thread size, pitch, tolerance and mating bolt. | Thread gauge inspection plan. |
| Critical dimensions | Controls assembly and performance. | Marked dimensions or special characteristics. | Dimensional report when required. |
| Matériau | Affects strength, forming and heat treatment. | Material grade or property requirement. | MTC or material record when required. |
| Revêtement | Affects corrosion, thread fit and torque. | Coating type, thickness and corrosion requirement. | Coating report when required. |
| Functional tests | Supports application-specific approval. | Torque-out, pull-out, proof load, prevailing torque or other test. | Test report when required. |
| PPAP / IMDS / Traceability | Defines quality documentation scope. | Requested level, material reporting need and lot-control requirement. | PPAP package scope confirmation when required. |
Need PPAP Support for a Custom Automotive Nut?
Send your drawing, sample photo and PPAP requirement before quotation. SUNHYINGS can help review the nut type, drawing revision, material, coating, manufacturing route, inspection needs and project-level documentation scope before sample development.
To make the review more accurate, include thread size and pitch, material, coating, application position, mating bolt or sheet thickness, annual volume, required tests, PPAP level, IMDS need, packaging and traceability requirements.
PPAP, IMDS and other quality documents should be confirmed by project, drawing revision and customer requirement. They should not be assumed as default for every product or order.

Documentation scope depends on the confirmed project, drawing revision and customer requirement.
Technical References and Limitation Note
This article is a buyer-side preparation guide. It does not reproduce proprietary PPAP manual content, and it does not replace customer-specific standards, drawing review, PPAP approval or qualified engineering validation.
- AIAG PPAP Manual official page — reference direction for PPAP as a production part approval process.
- AIAG Quality Core Tools — reference direction for PPAP within automotive quality core tools.
- AIAG IATF 16949:2016 overview — reference direction for automotive quality management system context.
- IMDS official website — reference direction for automotive material data reporting context.
FAQ: PPAP for Custom Automotive Nuts
Is PPAP required for every custom automotive nut order?
No. PPAP is required when the customer, application, drawing, project approval process or purchasing requirement defines it. Some custom nut orders may require only basic inspection documents, while automotive projects may require a formal PPAP package. The scope should be confirmed before quotation.
Does IATF 16949 mean PPAP is automatically included?
No. IATF 16949 capability and PPAP support are related to automotive quality management, but they are not the same as an automatic PPAP submission for every order. PPAP level, document scope and submission requirements must be confirmed by project.
What documents should I request for custom nut PPAP?
Depending on the project, buyers may request drawing review records, dimensional results, material evidence, coating evidence, process flow, control plan, functional test reports, IMDS support, traceability records and submission documents. Not every document is required for every order.
Does PPAP prove the nut will not fail in the assembly?
Not by itself. PPAP can support evidence that the supplier controls the agreed requirements, but actual assembly performance still depends on joint design, mating parts, torque strategy, material, coating, welding or clinching process, environmental exposure and customer validation.
What should I send before asking for PPAP?
Send the latest drawing revision, sample photo if available, thread size and pitch, material, coating, application position, mating bolt or sheet thickness, annual volume, required tests, PPAP level, IMDS requirement, packaging and traceability needs.
Can PPAP apply to weld nuts and lock nuts?
Yes. PPAP can apply to weld nuts, lock nuts, flange nuts, self-clinching nuts and other custom automotive nuts when required by the project. The inspection focus changes by nut type. Weld nuts may need torque-out and pull-out review, while lock nuts may need prevailing torque and coating-related checks.
Can SUNHYINGS review a custom nut drawing before PPAP?
Yes. SUNHYINGS can review the drawing, nut type, material, coating, manufacturing route, inspection needs and project-level documentation requirements before sample development. Final PPAP scope should be confirmed according to customer requirements and drawing revision.
Related SUNHYINGS Resources
Use these confirmed SUNHYINGS pages for product context and related buyer decisions. Final internal-link optimization should still be reviewed in Stage 10A.
Author and Technical Review
Written by: SUNHYINGS Fastener Engineering Content Team
Technical review focus: Fastener manufacturing logic and quality-document boundary review
Last reviewed: June 2026
This article is intended to help buyers, sourcing engineers and quality engineers prepare RFQ and PPAP discussions for custom automotive nuts. It does not replace formal drawing review, customer-specific standard review, PPAP approval, qualified engineering validation or customer approval.