 paso a paso")
Para medir correctamente las dimensiones de un perno hexagonal, verifique tres cosas en un orden fijo: longitud del perno (debajo de la cabeza), diámetro mayor de la rosca y paso de la rosca (paso métrico o TPI imperial). Esto no es “trivia de taller”. Un paso incorrecto (por ejemplo, M10×1.5 vs M10×1.25) puede destruir las dos primeras roscas en segundos. Confundir el diámetro de la rosca con el tamaño de la llave de cabeza (WAF) conduce a piezas incorrectas en la orden de compra, desajuste de herramientas en el sitio y retrabajo.
- Longitud controla el agarre (apilamiento) y el engrane de la rosca.
- Diámetro controla el ajuste en el agujero/tuerca y el área de esfuerzo a la tracción.
- Paso/TPI controla la compatibilidad con la tuerca o el agujero roscado—esta es la causa #1 de roscas cruzadas y devoluciones de “no encaja”.
A continuación se muestran los errores de medición más comunes que aparecen en las devoluciones de campo y los rechazos de inspección entrante. Use una pieza limpia, mida dos veces y trate los recubrimientos (zinc, galvanizado en caliente, PTFE) como una variable controlada—los recubrimientos cambian el diámetro efectivo y pueden alterar el ajuste de la rosca.
| Errores Comunes de Medición al Pedir Pernos Hexagonales |
|---|
| Medir sobre suciedad, residuos, rebabas o roscas dañadas (lectura falsa de diámetro/paso). |
| Usar demasiada fuerza con los calibradores (flexionando las mordazas y “reduciendo” la lectura). |
| Sostener los calibradores en un ángulo (error de coseno) en lugar de perpendicular al eje. |
| No verificar el paso con un calibrador (suponer “M10” sin confirmar 1,5 frente a 1,25). |
Si está midiendo pernos para adquisición o trabajos de reparación, utilice calibradores digitales + un calibrador de paso de rosca. Si está midiendo para un ensamblaje crítico (equipo de presión, skid de equipo rotativo, conexión estructural), añada comprobaciones de inspección de entrada: marcas, condición de la rosca y (cuando sea necesario) documentos de trazabilidad.
Herramientas Esenciales de Metrología para Sujetadores

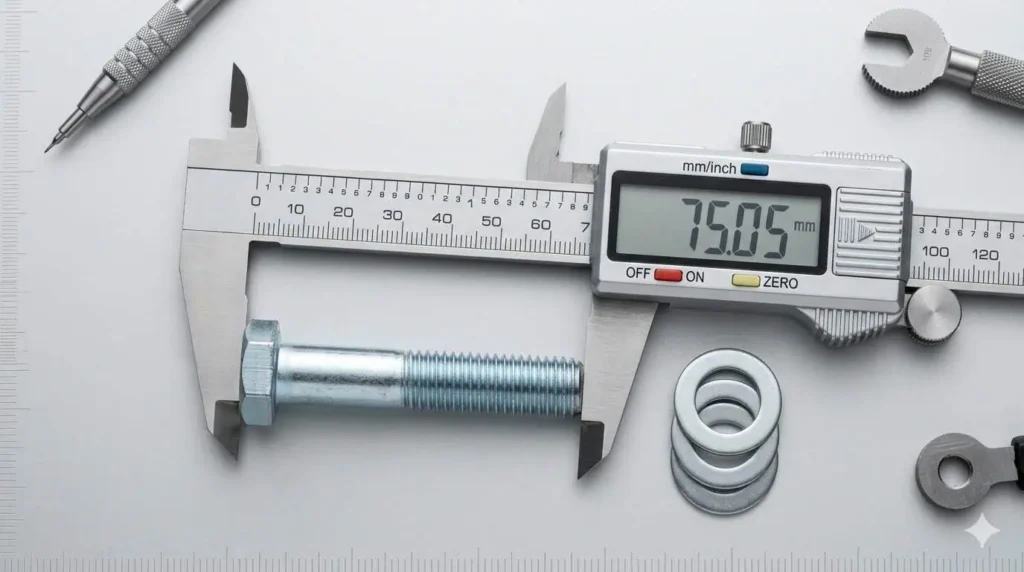
Por qué los Calibradores Digitales son Obligatorios para el Diámetro (vs. Cintas Métricas)
Los calibradores digitales son la herramienta básica para medir el diámetro de pernos hexagonales porque proporcionan lecturas repetibles en el diámetro mayor de la rosca y el vástago.
Las cintas métricas y las reglas son adecuadas para “longitud aproximada”, pero no son fiables para detalles de diámetro y rosca. Si está intentando emparejar un perno con una tuerca o un agujero roscado, necesita una herramienta que pueda resolver pequeñas diferencias y evitar errores de paralaje.
- Utilice calibradores en el diámetro mayor de la rosca (OD) para identificar el tamaño nominal (M10, M12, 1/2″, etc.).
- Utilice calibradores para verificar WAF (cabeza entre caras) cuando el espacio para herramientas es una limitación.
- Para sujetadores recubiertos, mida en múltiples ubicaciones para detectar acumulación de recubrimiento o daños (una causa común de ajuste apretado de roscas).
Advertencia de ingeniería: Un tamaño de perno “correcto” aún puede fallar en el ensamblaje si el perno está recubierto y la tuerca de acoplamiento no está adaptada para ese recubrimiento. Las roscas galvanizadas por inmersión en caliente están intencionalmente sobredimensionadas en algunos estándares (los cambios de ajuste no son un defecto—son un requisito).
La tabla a continuación resume por qué los calibradores digitales reducen errores de lectura en comparación con herramientas analógicas:
| Característica | Calibradores Digitales | Herramientas Analógicas |
|---|---|---|
| Tipo de Lectura | Lectura numérica directa | Interpretación manual |
| Error de Paralaje | Eliminado | Común |
| Repetibilidad de medición | Mayor | Dependiente del operador |
| Registro de datos | Posible (dependiente del modelo) | No práctico |
| Uso en campo | Verificación rápida | Más lenta y menos consistente |
Uso de Calibradores de Paso de Rosca (Hojas Métricas e Imperiales)
Los calibradores de paso de rosca son esenciales para identificar el sistema de rosca y el paso en un perno hexagonal.
Una hoja de calibre de paso debe encajar limpiamente en la forma de la rosca—sin balanceo, sin luz. Esta es la forma más rápida de confirmar si está sosteniendo métrica gruesa vs métrica fina, o UNC vs UNF, antes de intentar el montaje.
- Use el calibre para confirmar paso métrico (mm) o TPI—no adivine.
- Verifique la calidad de la forma de la rosca: laminada vs cortada, crestas dañadas, raíces aplanadas (estas distorsionan las lecturas del calibre).
- Si el perno está sucio, limpie las primeras 3–5 roscas. Los residuos cambian la “sensación” y producen coincidencias falsas.
Consejo: Si el calibre “casi encaja”, generalmente significa que está un paso de rosca fuera. Deténgase y verifique—forzar una coincidencia cercana es cómo comienza el cruzado de roscas.
Nota sobre normas (el ajuste importa): Las tolerancias y ajustes de rosca métrica se controlan comúnmente mediante el sistema ISO 965 (por ejemplo, 6g / 6H). Si está midiendo para confirmar la intercambiabilidad entre proveedores, debe considerar la clase de ajuste, no solo el tamaño nominal.
Longitud de medición: El estándar “Bajo la Cabeza”
La Regla de la Superficie de Apoyo: Por Qué Incluir la Cabeza es un Error Crítico
Siempre mida la longitud del perno hexagonal desde la superficie de apoyo bajo la cabeza hasta el extremo del perno.
La cabeza no es parte del conjunto apretado. La superficie de apoyo es donde la carga de apriete entra en la junta. Incluir la cabeza es la forma más rápida de pedir la longitud incorrecta y perder el agarre de la rosca (o crear un fondo en un agujero roscado).
Verificación en campo: Si su perno “se siente apretado” pero la junta aún se mueve, verifique que el perno no esté tocando fondo en el agujero y que realmente tenga un agarre de rosca utilizable después de las arandelas y la holgura.
 hasta el extremo")
Guía de Medición Paso a Paso (Desde Debajo de la Cabeza Hasta el Extremo Romo)
Utilice este procedimiento bajo la cabeza (esta es la “longitud pedible” para pernos hexagonales):
- Limpie la superficie de apoyo y los primeros hilos (elimine rebabas y residuos acumulados).
- Establezca la referencia del calibrador en la superficie de apoyo plana bajo la cabeza.
- Mida directamente hasta el extremo del perno (no siga chaflanes ni puntas redondeadas).
- Registre el valor y compárelo con la longitud estándar más cercana utilizada en su dibujo/PO.
Errores en el mundo real que causan tiempo de inactividad:
- Medir “sobre la cabeza” y pedir pernos que toquen fondo en agujeros roscados.
- Ignorar el espesor de la arandela y el escape de rosca (perdiendo el agarre útil).
- Pedir la longitud correcta pero el paso incorrecto, luego dañar el agujero roscado durante el montaje forzado.
Mini caso (Problema → Análisis → Solución):
Problema: Un equipo de mantenimiento reemplazó los pernos en una base de bomba, luego la unión se aflojó durante la vibración.
Análisis: Los pernos eran demasiado largos y tocaban fondo en los agujeros roscados; la sensación de “apriete” era precarga falsa.
Solución: Se volvió a seleccionar la longitud basándose en la medida bajo la cabeza + se verificó la profundidad de engrane de la rosca; se añadió un paso de verificación de par/precarga en el paquete de trabajo.
Manejo de Excepciones: Tornillos de Cabeza Avellanada (Longitud Total) vs. Pernos Hexagonales
Mida la longitud total para tornillos avellanados, pero use la longitud bajo la cabeza para pernos hexagonales.
Las cabezas avellanadas se asientan en el material y forman parte de la longitud efectiva. Las cabezas hexagonales se sitúan por encima de la superficie, por lo que solo la longitud de la espiga bajo la cabeza controla el ajuste y el engrane.
| Tipo de elemento de fijación | Dónde Medir la Longitud |
|---|---|
| Perno Hexagonal | Bajo la cabeza (superficie de apoyo) hasta el extremo |
| Tornillo de Cabeza Avellanada | Longitud total, incluida la cabeza |
Para la consistencia en la adquisición, defina la norma rectora y el sistema de ajuste en su orden de compra (DIN/ISO/ANSI). Si está mezclando proveedores o tratando con hardware recubierto, alinee las tolerancias de rosca (ajuste) y la documentación para evitar fallos de “mide bien pero no se ensambla”.
Medición del Diámetro vs. Ancho entre Caras (AEC)
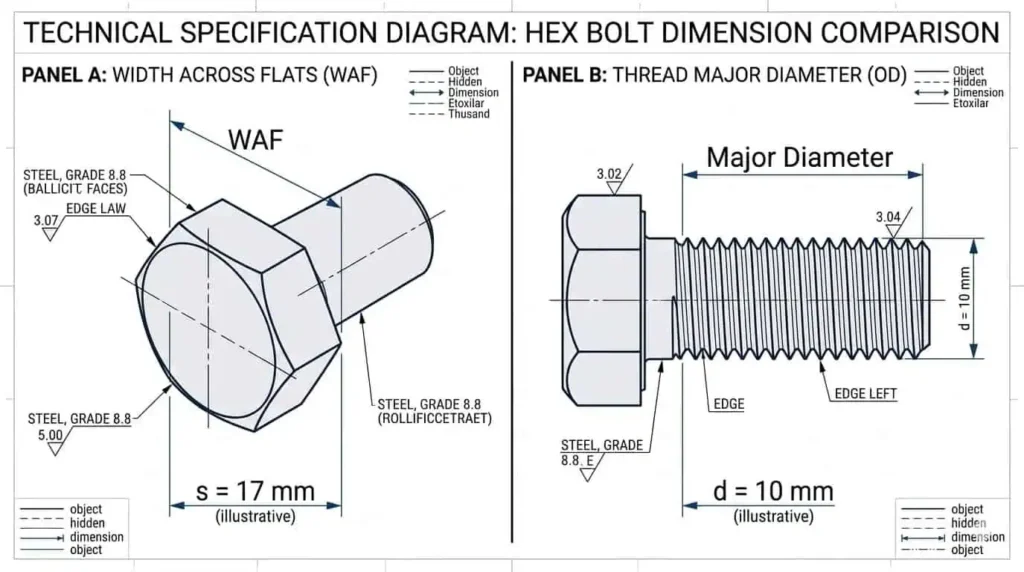
El Error Común: Confundir el Tamaño de la Llave (AEC) con el Diámetro de la Roscado
El error de pedido más común es confundir el tamaño de la llave de cabeza (WAF) con el diámetro de la rosca.
WAF le indica el tamaño del enchufe/llave. El diámetro de la rosca le indica el tamaño del perno (M10, M12, 1/2“). Mezclar los dos crea el fallo clásico: ”La llave encaja en la cabeza, pero el perno no encaja en la tuerca."
- Diámetro de la rosca = compatibilidad con tuerca/agujero roscado + base de resistencia (área de tensión de tracción).
- WAF = ajuste de herramienta + restricciones de holgura en ensamblajes ajustados.
- Ancho entre esquinas = envolvente de holgura mínima (importante en huecos).
Trampa de conversión: En flotas mixtas, los técnicos a menudo confunden M10 con 3/8″ porque “parecen similares”. No son intercambiables por paso o diámetro—verifique con calibres y un medidor de paso cada vez.
Medición del Diámetro Mayor (OD) en las Roscas
Mida el diámetro mayor de la rosca (DE) a través de las crestas más externas de la rosca usando calibres.
Tome al menos dos lecturas: cerca de la primera rosca utilizable y a mitad de longitud. Si el perno está desgastado, las primeras roscas engañan—mida donde las roscas estén intactas.
Advertencia de ingeniería: Los recubrimientos cambian el diámetro exterior. El zinc electrogalvanizado es relativamente delgado; el galvanizado en caliente es mucho más grueso y a menudo requiere un ajuste diferente de la tuerca. Si el diámetro exterior parece “sobredimensionado”, confirme si el perno está galvanizado y si la tuerca de acoplamiento está especificada para esa condición.
La tabla a continuación aclara lo que significa cada dimensión en la compra y el control de montaje:
| Tipo de medición | Qué controla |
|---|---|
| Diámetro Mayor (Diámetro Exterior) | Identificación del tamaño nominal y verificación básica de compatibilidad |
| Ancho Entre Caras (WAF) | Selección de herramientas y planificación de holguras |
| Ancho entre esquinas | Envolvente de holgura mínima en bolsillos/recesos |
| Altura de la Cabeza | Holgura de la cabeza; acceso de herramientas y asiento |
| Longitud de la Rosca / Desviación | Enganche utilizable después de arandelas y apilamiento |
| Límites Máximos / Mínimos | Límites de tolerancia para intercambiabilidad (el sistema de ajuste importa) |
| Dimensiones de referencia | Solo informativo; no siempre controlado por aceptación |
Tabla de referencia estándar: Tamaños de cabeza vs. Diámetros nominales (Verificar según la norma aplicable)
Las dimensiones de la cabeza (incluyendo WAF) están definidas por el conjunto de normas de sujetadores aplicable (DIN/ISO/ANSI/ASME).
Si su herramientería en sitio está fija (por ejemplo, control de herramientas en plataformas offshore), trate el WAF como un requisito de aceptación. No asuma que “ISO” y “DIN” siempre comparten los mismos tamaños de llave para cada diámetro.
| Tamaño Nominal (Pulgadas) | Diámetro Completo del Cuerpo (E) | Ancho entre caras (F) | Ancho Entre Esquinas (G) | Altura de la cabeza (H) | Radio del Chaflán (R) | Longitud de la Roscadura (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Consejo práctico: Cuando un perno “encaja” pero la llave no, probablemente tenga un problema de mezcla de estándares (DIN vs ISO vs ANSI) o un proveedor que utiliza un tamaño de llave heredado. Verifique el WAF en la inspección de entrada si la herramienta de instalación está restringida.
Determinación del Paso de Roscado y Recuento (TPI)
Paso Métrico (Distancia en mm) vs. TPI Imperial (Hilos por Pulgada)
El paso de rosca métrica se mide como la distancia entre los picos de la rosca en milímetros; las roscas imperiales se identifican por TPI (hilos por pulgada).
Antes de pedir, confirme si el sistema es métrico o en pulgadas. Luego confirme si es grueso o fino. Dos pernos pueden compartir el mismo diámetro y aún ser incompatibles por el paso.
- Ejemplo métrico: M10×1.5 (grueso) vs M10×1.25 (fino).
- Ejemplo imperial: 1/2–13 (UNC) vs 1/2–20 (UNF).
- Realidad del montaje: Una “casi coincidencia” comenzará a mano durante 1-2 vueltas, luego se atascará. Así es como se desgastan las roscas.

La tabla a continuación enumera los valores comunes de TPI y los términos de geometría relacionados utilizados en los cálculos de ingeniería (área de tensión, diámetro de paso). Es una referencia útil cuando estás verificando un perno que no especificaste originalmente:
La tabla siguiente muestra valores comunes de paso de roscado para pernos hexagonales utilizados en construcción y fabricación:
| Tamaño Nominal y Hilos por Pulgada. | Diámetro de Paso Básico. | Sección en Diámetro Menor. | Área de Tensión de Tracción |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Consejo: Si su instalación utiliza hardware tanto métrico como imperial, mantenga calibradores de rosca para ambos sistemas en el almacén de herramientas. Los errores de roscas mixtas son una de las fallas más frecuentes y de menor valor en el trabajo de mantenimiento.
Cómo usar un calibrador de roscas para identificar roscas gruesas vs. finas
Un calibrador de roscas es la forma más rápida de confirmar el paso/TPI y evitar el cruzado de roscas.
Ajuste la hoja del calibrador a la rosca hasta que encaje perfectamente. Si se balancea o muestra luz, es el paso incorrecto. Cuando no hay un calibrador disponible, puede contar las roscas en una longitud fija (1 pulgada para TPI), pero ese método es más lento y propenso a errores.
Pasos para medir el paso de rosca o TPI en un perno hexagonal:
- Seleccione una hoja de calibrador de roscas y colóquela contra las roscas del perno.
- Confirme el acoplamiento completo de los dientes sin espacios.
- Si no hay calibrador disponible: marque una sección de 1 pulgada y cuente los picos (TPI), o mida la distancia a lo largo de 10 roscas y divida (estimación del paso métrico).
Las roscas gruesas toleran mejor la suciedad y el daño y son comunes en la construcción. Las roscas finas proporcionan mayor resistencia al aflojamiento por vibración en algunos ensamblajes y permiten un ajuste de precarga más fino, pero son menos tolerantes al daño. Utilice el sistema de roscas para el que fue diseñado el equipo—no “actualice a fino” sin confirmar la tuerca/terraja de acoplamiento y el plano.
Mini caso (Problema → Análisis → Solución):
Problema: Un ensamblaje de patín se atascó durante la instalación; la tripulación forzó el perno y desgastó la tuerca.
Análisis: El diámetro era correcto, pero el paso era incorrecto (perno de rosca fina en tuerca de rosca gruesa).
Solución: Implementó un paso de verificación de “diámetro + paso” usando un calibrador de paso en la inspección de recepción; agregó el paso a la línea del pedido de compra.
Las roscas también se clasifican en familias como gruesa (UNC) y fina (UNF). Conocer la familia evita piezas de reemplazo incompatibles. Siempre verifique el diámetro, paso/TPI y sistema de rosca antes de ordenar.
Resumen: El Protocolo de Verificación de 3 Pasos
Utilice este protocolo de verificación de 3 pasos antes de ordenar—así es como los equipos de mantenimiento y compras experimentados evitan errores repetidos.
Es lo suficientemente rápido para el campo y lo suficientemente estructurado para compras basadas en auditorías.
- Mida la Longitud (Bajo la Cabeza):
Refiérase a la superficie de apoyo bajo la cabeza. Mida hasta el extremo. Tome en cuenta las arandelas y la profundidad de engrane. - Verifique el Diámetro (OD Mayor):
Mida a través de las crestas de rosca intactas. Confirme el tamaño nominal. No confunda WAF con el diámetro. - Identificar Paso / TPI:
Utilice un calibrador de paso de rosca. Confirme si es grueso o fino. Solo entonces haga coincidir con la tuerca o el agujero roscado.
Tabla de Referencia Rápida: Dónde Medir (Longitud, Diámetro, Paso)
| Parámetro | Rango Común (Típico) | Dónde Medir | Por qué es importante |
|---|---|---|---|
| Longitud | Varía según la norma y la aplicación | Debajo de la cabeza (superficie de apoyo) hasta el extremo | Controla el ajuste, el acoplamiento y el riesgo de fondo |
| Diámetro | Varía según la norma y la aplicación | A través del diámetro exterior mayor de la rosca | Controla la compatibilidad y la base de resistencia |
| Paso de rosca | Sistemas grueso vs fino | Coincidencia de calibre (o conteo de TPI) | Previene el roscado cruzado y piezas incorrectas |
| Ancho de Cabeza (WAF) | Definido por norma | Entre caras en cabeza hexagonal | Controla el ajuste y holgura de la herramienta |
CTA para proyectos controlados: Si no conoce el método de precarga requerido o las condiciones de fricción (factor de tuerca / valor K), no adivine el par de apriete. Solicite una tabla de par/precarga específica para la junta o consulte a un ingeniero: una precarga incorrecta es la causa de que las juntas se aflojen, tengan fugas o sufran grietas por fatiga.
Medir correctamente un perno hexagonal protege la confiabilidad del ensamblaje.
En fábricas y talleres de mantenimiento, tres pasos realizan el trabajo cada vez: medir el diámetro con calibradores, medir la longitud bajo la cabeza y verificar el paso con un calibrador. Si necesita sujetadores estándar o personalizados con documentación controlada, Sujetadores Sunhy Permite el seguimiento por lotes y la verificación dimensional cuando lo requiera el control de calidad del proyecto.
Antes de comprar: confirme la norma (DIN/ISO/ANSI), tamaño, paso/TPI, clase de resistencia (para pernos de acero) o clase de acero inoxidable, recubrimiento y cualquier documento de trazabilidad requerido.
PREGUNTAS FRECUENTES
¿Cómo se mide correctamente la longitud de un perno hexagonal?
Mida desde debajo de la cabeza (superficie de apoyo) hasta el extremo del perno.
No incluya la cabeza. Esta es la longitud ordenable para pernos hexagonales y controla el engrane y el riesgo de fondo en agujeros roscados.
¿Qué herramienta da la medición más precisa del diámetro del perno?
Un calibrador digital es la herramienta correcta para las comprobaciones de diámetro.
Mida a través de las crestas intactas de la rosca (diámetro mayor). Si el perno está recubierto o dañado, mida en más de una ubicación y verifique con respecto al sistema de ajuste previsto.
¿Por qué los pernos de acero inoxidable a veces se agarrotan (galling) durante la instalación?
Las roscas de acero inoxidable pueden sufrir agarrotamiento bajo alta fricción y velocidad, especialmente sin lubricación.
Utilice un antiapriete aprobado cuando el procedimiento lo permita, evite la instalación en seco a alta velocidad y aplique un apriete controlado. Si el agarrotamiento se repite, revise la clase/grado de acero inoxidable y el método de montaje en conjunto.
¿Por qué es importante no confundir el tamaño de la llave con el diámetro del perno?
WAF (tamaño de llave) y el diámetro de la rosca son medidas diferentes.
WAF controla el ajuste de la herramienta. El diámetro controla la compatibilidad y la resistencia. Confundirlos es cómo se ordena el “tamaño de perno incorrecto” incluso cuando la cabeza parece correcta.
¿Qué debe hacer alguien antes de ordenar pernos hexagonales?
Verifique la longitud, el diámetro y el paso; luego confirme el estándar, la clase de resistencia y el recubrimiento.
Si no está seguro sobre la clase de ajuste o las tolerancias de rosca, comience con las guías técnicas y las referencias de medición aquí: guías técnicas. Para ensamblajes críticos, requiera registros de inspección y documentación de trazabilidad en la orden de compra.



