







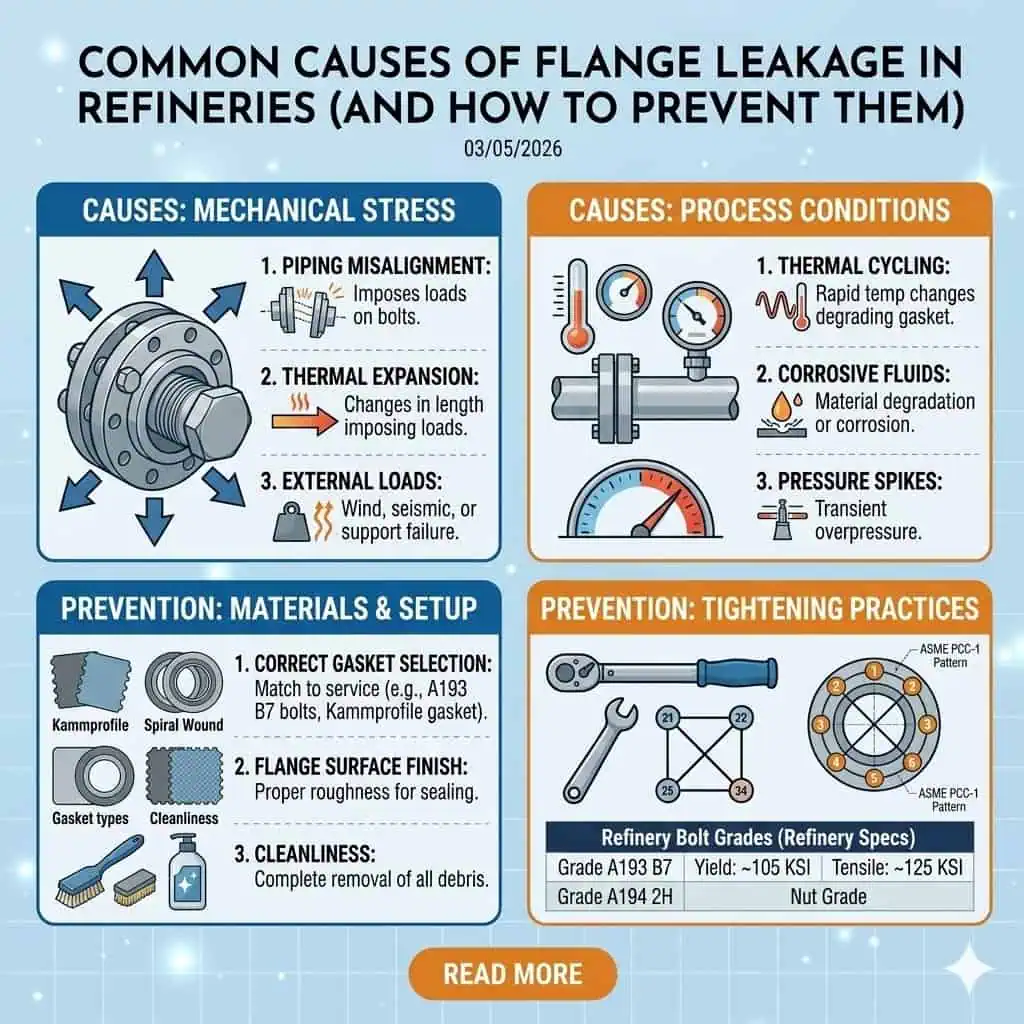
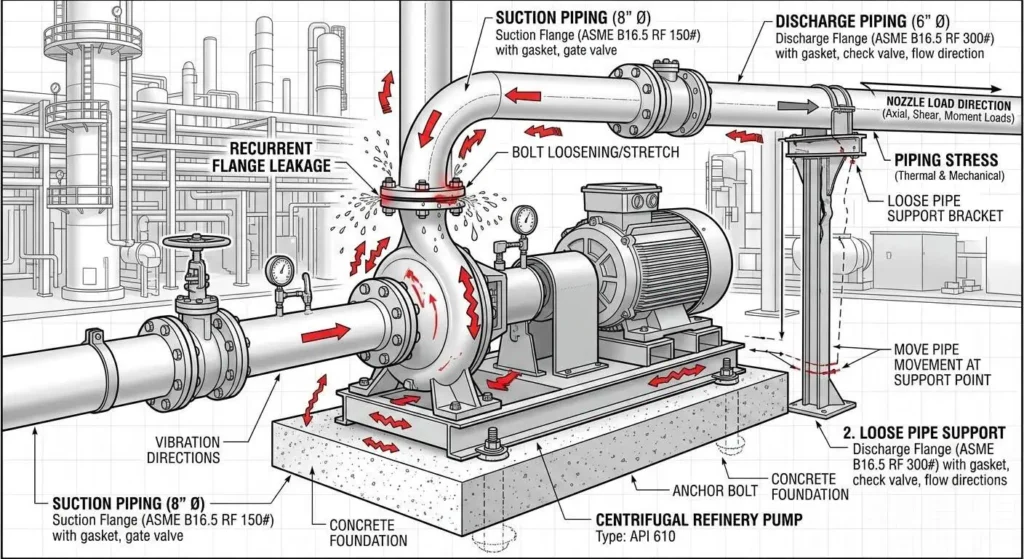
¿Qué causa las fugas en bridas en refinerías? Las causas más comunes son selección incorrecta de juntas, precarga desigual de pernos, desalineación de bridas, caras de brida dañadas, vibración, tensión en tuberías, corrosión y trazabilidad deficiente del mantenimiento. En servicio de refinería, las fugas en bridas rara vez provienen de un solo error. Una junta puede sobrevivir la prueba hidrostática y aún tener fugas después del arranque porque la junta, los pernos, las caras, la alineación y las cargas operativas nunca se controlaron como un sistema único.
Respuesta directa: La mayoría de las fugas en bridas de refinerías comienzan con errores de montaje, pero las fugas repetidas o difíciles de detener suelen involucrar una segunda capa de causas, como ciclos térmicos, carga externa de tuberías, vibración cerca de bombas, servicio corrosivo o sustitución no documentada de juntas y materiales durante trabajos de parada.
- Material, espesor, tamaño o compatibilidad de caras incorrectos de la junta
- Apretado desigual de pernos y precarga baja o inestable
- Desalineación de bridas o uso de pernos para ajustar tuberías en su lugar
- Caras de sellado rayadas, corroídas, sucias o cubiertas de residuos
- Vibración, cargas en boquillas, mala ubicación de soportes o movimiento térmico
- Corrosión, erosión y degradación relacionada con el servicio
- Faltan registros de MTR, PMI, torque o historial de juntas después del mantenimiento
Para los equipos de refinería, el objetivo práctico no es solo detener la fuga visible. El objetivo es identificar la causa dominante de fuga en bridas, corregir la contribuyentes a nivel del sistema, y evitar que la misma junta vuelva a tener fugas en el próximo arranque.
¿Qué Causa Fugas en Bridas en Refinerías?
La fuga en bridas de refinería generalmente comienza en uno de seis lugares: elección de empaquetadura, precarga de pernos, alineación de bridas, condición de la cara, carga externa o degradación relacionada con el servicio. La fuga se vuelve más difícil de resolver cuando la documentación es débil, porque los equipos ya no saben qué empaquetadura se usó, cómo se apretó la junta o si hubo sustitución de material durante la última parada.
| Causa Común de Fuga en Bridas | Por Qué Genera Fugas | Verificación Típica Inicial |
|---|---|---|
| Selección incorrecta de la junta | La junta no puede mantener el esfuerzo de sellado bajo las condiciones reales del medio, temperatura, presión o superficie de contacto | Verificar que el tipo, material, espesor, tamaño y superficie de contacto de la junta coincidan |
| Pretensión desigual de los pernos | La compresión no uniforme descarga la junta y abre caminos de fuga | Revisar la secuencia de apriete, condición de lubricación y registro de montaje |
| Desalineación de la brida | Los pernos soportan la carga de alineación en lugar de la carga de asentamiento de la junta | Verifique el espacio de la cara, el ajuste del agujero del perno, el esfuerzo del tramo y la condición del soporte |
| Cara de la brida dañada o sucia | Arañazos, óxido, residuos o escombros interrumpen el contacto de sellado | Inspeccione la banda de la junta antes del reensamblaje |
| Vibración y esfuerzo de tuberías | La carga externa cambia la tensión del perno y distorsiona la unión durante la operación | Verifique los soportes, el equipo rotatorio cercano y el historial de vibraciones |
| Corrosión o mezcla de materiales | Material incorrecto o componentes degradados pierden integridad en servicio | Revisar MTR, PMI, marcas y compatibilidad de servicio |
Cómo los Problemas de la Junta Causan Fugas en Bridas
La selección inadecuada de juntas es una de las causas más comunes de fugas en bridas en refinerías. Una junta puede parecer dimensionalmente correcta y aún fallar si el material no coincide con la química del servicio, rango de temperatura, clase de presión, cara de la brida o requisitos de compresión. Esto es especialmente común después de trabajos de parada cuando se sustituyen tipos de juntas visualmente similares sin revisión de ingeniería.
En la práctica de refinería, el fallo de la junta a menudo se manifiesta en uno de estos patrones:
- La fuga comienza después del arranque porque la junta se relaja bajo calor y la precarga disminuye
- La fuga aparece en servicio ácido, húmedo o químicamente agresivo porque el material de la junta es incompatible
- La fuga se repite después de cada parada porque se sigue instalando el mismo reemplazo no aprobado
- La fuga aparece solo bajo ciclado porque la junta seleccionada no puede recuperarse bajo movimiento térmico
Antes de la instalación, los equipos deben verificar la junta contra el diseño de la unión, no solo el tamaño de la brida. Eso incluye medio de servicio, temperatura operativa y de perturbación, presión, tipo de cara y lista de mantenimiento aprobada. Si está revisando la práctica de reemplazo, esta guía relacionada sobre Selección de juntas de brida y compatibilidad de servicio es una verificación cruzada útil.
Ejemplo de campo: Una fuga en el arranque de una refinería en una línea de hidrocarburos caliente se rastreó hasta una junta que coincidía con las dimensiones de la brida pero no con el grado de material aprobado para ciclos térmicos. La unión selló durante las verificaciones estáticas, luego filtró una vez que ocurrió la igualación de temperatura y la relajación de la precarga.
Cómo la pérdida de precarga del perno causa fugas en bridas
Muchas fugas en bridas de refinería son problemas de precarga, no “problemas de par”.” Una brida puede filtrar incluso cuando el valor de par registrado parece correcto, porque el par es solo una forma indirecta de crear tensión en el perno. La condición de lubricación, la dispersión de fricción, el asentamiento, el ajuste térmico y la vibración afectan cuánta fuerza de sujeción real permanece después del arranque.
- El apriete desigual crea zonas localizadas de baja carga alrededor de la junta
- El apriete excesivo puede dañar la junta y acelerar la relajación
- El apriete insuficiente deja muy poco esfuerzo de asiento desde el principio
- Diferentes condiciones de lubricación entre pernos crean dispersión de precarga incluso con el mismo par
- El ciclado térmico y la vibración pueden reducir la tensión efectiva de los pernos después del arranque
Las uniones críticas de refinería deben ensamblarse con apriete por etapas, una secuencia definida, herramientas calibradas y pasos de verificación. Cuando los procedimientos lo requieran, los métodos avanzados de apriete o el tensado hidráulico pueden mejorar la consistencia en uniones grandes o de alta consecuencia. Para el control de ensamblaje relacionado, consulte esta guía de ensamblaje de bridas para integridad de unión sin fugas.
Recordatorio práctico: Cuando una brida tiene fugas después del arranque, no se fije solo en el número de par final. Verifique la retención de precarga, la consistencia del lubricante, el patrón de compresión de la junta y si las cargas operativas cambiaron la unión después del ensamblaje.
¿Pueden el desalineamiento y el estrés de la tubería causar fugas en las bridas?
Sí. El desalineamiento de bridas y la carga externa de tubería son causas principales de fugas repetidas. Si un tramo se coloca en su lugar con pernos, parte de la carga del perno se consume por flexión y ajuste forzado en lugar de compresión de la junta. La unión puede parecer cerrada, pero la precarga ya se está utilizando para combatir el desalineamiento. Una vez que la línea se calienta, vibra o se mueve, la junta se descarga localmente y comienza la fuga.
- El desalineamiento angular causa carga desigual en la cara
- El desplazamiento paralelo crea asiento no uniforme de la junta
- Los soportes deficientes transfieren el estrés de la tubería a la brida
- La vibración de la bomba o compresor acelera la pérdida de precarga
- La carga de la boquilla puede distorsionar la junta incluso cuando la brida en sí es correcta
Ejemplo de campo: Una brida de succión de bomba presentó fugas repetidas a pesar de múltiples cambios de junta. La causa real fue la rigidez deficiente del soporte y la vibración. Una vez que se corrigieron las condiciones del soporte y la alineación de la tubería, la brida dejó de filtrar.
Cómo las Caras de Brida Dañadas Causan Fugas
Una cara de brida dañada puede crear caminos de fuga inmediatos incluso cuando la junta y la carga de los pernos son correctas. Arañazos, picaduras por corrosión, residuos de juntas viejas, exceso de rociado, salpicaduras de soldadura, óxido o suciedad interrumpen la banda de contacto e impiden un sellado uniforme. En entornos de refinería, el trabajo de parada y las condiciones de almacenamiento a menudo introducen daños en la cara mucho antes de que la junta sea reensamblada.
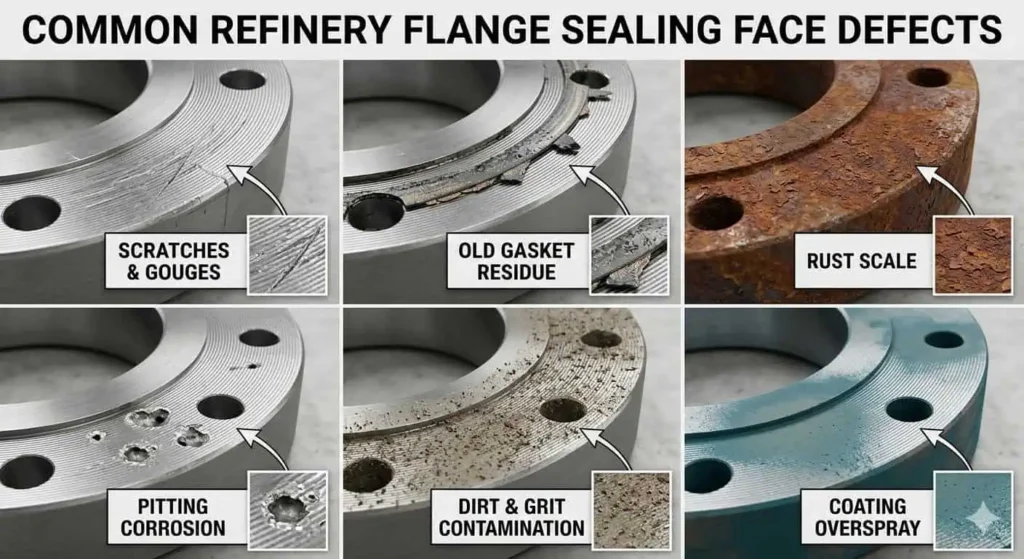
- Los residuos de juntas viejas crean puntos altos y compresión desigual
- Las rayas radiales pueden convertirse en canales de fuga directos
- Las picaduras por corrosión reducen el área de contacto real en la banda de la junta
- Las caras sucias impiden un asentamiento estable de la junta desde el primer apriete
Si su equipo observa fugas repetidas después del mantenimiento, siempre inspeccione la banda de sellado antes de asumir que la junta nueva es la culpable. Para prácticas de prevención más amplias, consulte causas comunes de fugas en bridas y medidas preventivas.
Cómo la corrosión y la mezcla de materiales causan fugas
La corrosión y las fallas en la trazabilidad a menudo convierten una pequeña fuga en una brida en un problema de parada repetida. En servicio de refinería, la corrosión puede atacar la cara de la brida, los pernos o el entorno de la junta. Al mismo tiempo, el trabajo de mantenimiento puede introducir materiales incorrectos si los controles de recepción y trazabilidad son débiles.
- Una brida o material de perno incorrecto puede corroerse más rápido de lo esperado en servicio
- Un material de junta incorrecto puede endurecerse, hincharse, volverse frágil o degradarse químicamente
- La falta de registros MTR o PMI hace que el análisis de causa raíz sea más lento y menos confiable
- La sustitución de material durante trabajos de parada puede pasar desapercibida sin verificaciones de marcado adecuadas
Las uniones críticas deben respaldarse con trazabilidad por lote de calor, marcados claros y registros de verificación de material cuando sea necesario. Una página útil de referencia aquí es cómo leer marcados de bridas e información de trazabilidad.
Por qué las fugas en bridas se repiten después del arranque o parada
Las fugas en bridas a menudo se repiten después del arranque porque la reparación original solo abordó el síntoma visible. Los equipos reemplazan la junta, vuelven a apretar los pernos o cambian un componente, pero los factores subyacentes persisten: desalineación, vibración, pérdida de precarga térmica, caras dañadas o documentación deficiente de lo instalado anteriormente.
- El calentamiento durante el arranque cambia la alineación de la brida y la retención de precarga
- El asentamiento y empotramiento de la junta reducen la fuerza de sujeción después de la operación inicial
- La presión del cronograma de parada puede llevar a sustitución y verificaciones finales incompletas
- Los registros de historial de fugas débiles permiten que se repita el mismo error en la misma junta
| Momento de fuga observado | Patrón típico de causa raíz | Mejor primera revisión |
|---|---|---|
| La fuga aparece poco después del arranque | Pérdida de precarga, error de centrado de la junta, asentamiento térmico | Registro de montaje, tipo de junta, secuencia de apriete, condición de lubricación |
| La fuga reaparece después de cada parada de mantenimiento | Práctica de reemplazo incorrecta, preparación deficiente de la cara, desalineación no resuelta | Registro de historial de la junta, piezas utilizadas, estándar de inspección de la cara |
| La fuga aumenta con la vibración o el cambio de flujo | Carga o problema de soporte de tubería externa | Diseño de soporte, alineación, tendencia de vibración |
| La fuga se manifiesta lentamente en servicio corrosivo | Incompatibilidad de materiales, corrosión o progresión del daño en la cara | Registros de materiales, química del servicio, historial de inspección |
Cómo Diagnosticar una Fuga en una Brida
Comience con el Patrón de Fuga y el Contexto del Servicio
La forma más rápida de diagnosticar una fuga en una brida es capturar el patrón de fuga antes de perturbar la unión. Tome nota de si la fuga es filtración, goteo, vapor, solo mancha, intermitente durante cambios térmicos o relacionada con la vibración del equipo. Registre la identificación de la unión, servicio, estado de arranque, mantenimiento reciente y cualquier problema conocido de soporte o alineación.
Importante: Este artículo es una guía de diagnóstico de ingeniería, no una instrucción de trabajo en vivo. Siempre siga los procedimientos de aislamiento de refinería, permisos, pruebas de gas, integridad mecánica y respuesta de emergencia antes de la inspección, aflojamiento, apriete o desmontaje.
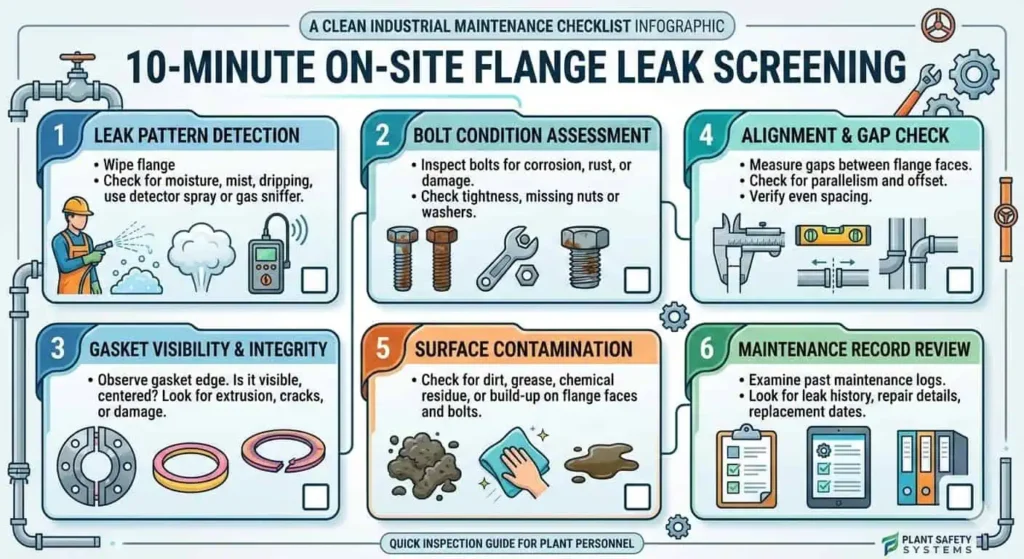
Lista de Verificación de Inspección en Sitio de 10 Minutos
| Paso | Qué Verificar | Por qué es importante |
|---|---|---|
| 1 | Patrón y ubicación de fugas | Ayuda a separar fugas relacionadas con la cara de la junta, pernos, soldaduras adyacentes y vibraciones |
| 2 | Condición del perno y pistas visibles de carga | La corrosión, el hardware suelto, la posición de la arandela y las marcas de testigo faltantes pueden indicar problemas de precarga |
| 3 | Pistas de la junta si son visibles | La colocación descentrada o el exceso de compresión sugieren problemas de centrado o compresión |
| 4 | Condición de alineación y soporte | La variación del espacio entre caras, el estrés en la boquilla, los soportes sueltos y las vibraciones a menudo causan fugas repetidas |
| 5 | Evidencia de contaminación superficial | La corrosión, residuos, suciedad, exceso de pintura o material de junta previo a menudo explican fugas en el arranque |
| 6 | Mantenimiento y documentación recientes | La falta de registros de torque, junta, MTR o PMI aumenta el riesgo de sustitución y falla repetida |
Qué verificar después del aislamiento o parada
La confirmación de la causa raíz debe basarse en evidencia física, no en la memoria. Después de que el sistema esté aislado de manera segura, inspeccione las marcas de compresión de la junta, la condición de la cara de la brida, las roscas de los pernos y las arandelas, la condición del soporte y las zonas de soldadura cercanas cuando sea aplicable. Fotografíe la unión antes de limpiar para no perder evidencia de transferencia de residuos, compresión desigual o dirección de la fuga.
- Verifique el patrón de compresión de la junta para detectar carga desigual o asiento descentrado
- Inspeccione las caras de la brida en busca de rayaduras, picaduras, corrosión o material de junta residual
- Revise pernos, espárragos, tuercas y arandelas en busca de corrosión, agarrotamiento o pistas de lubricación inconsistente
- Confirme la identidad del material y la documentación si se sospecha sustitución
- Compare los hallazgos con el historial de fugas anterior para el mismo ID de junta
Qué no hacer al solucionar problemas de fugas en bridas
- No asuma que cada fuga es solo un problema de la junta
- No use pernos para forzar la alineación de la tubería
- No sustituya materiales de juntas solo por apariencia o tamaño
- No omita documentar el ID de la junta, el método de montaje y los materiales utilizados
- No dañe la cara de sellado mientras la limpia
- No ignore la vibración, el soporte o la carga de la tubería en ubicaciones de fugas recurrentes
Cómo prevenir fugas en bridas en refinerías
Selección correcta en la etapa de diseño y adquisición
La prevención de fugas comienza mucho antes de que se monte la brida. Los ingenieros y compradores deben confirmar el tipo de brida, clase, cara, material, compatibilidad de la junta, pernos y entorno de servicio antes de que las piezas se liberen al sitio. Un tamaño de brida correcto no es suficiente si la base de diseño de la junta es incorrecta.
- Coincidir el tipo de brida y la cara con la severidad del servicio y la estrategia de mantenimiento
- Verificar la compatibilidad de la junta con el medio, presión y temperatura
- Confirmar el grado de pernos y los requisitos de montaje
- Revisar los registros de material, marcas y trazabilidad antes de la instalación
Para inspección de entrada y revisión de proveedores, esta página sobre controles de calidad para bridas puede ayudar a fortalecer el control de adquisiciones.
Control de Calidad de Instalación y Disciplina de Montaje
La disciplina estricta de montaje es la forma práctica más rápida de reducir fugas en bridas. Limpiar las caras de sellado, verificar la junta, centrarla correctamente, alinear las bridas antes de cargar los pernos y usar apriete escalonado con herramientas calibradas. Para juntas críticas, registrar el método de montaje y el resultado de verificación por ID de junta.
- Inspeccione y limpie la cara de sellado antes del montaje
- Confirme que el tipo, tamaño y servicio de la junta coincidan
- Centre la junta antes de la carga final
- Verifique la alineación antes del apriete
- Utilice apriete por etapas y una secuencia controlada
- Registre la ID de la junta, el método, la fecha y las observaciones críticas
Inspección, Mantenimiento y Seguimiento del Historial de Fugas
Las fugas repetidas generalmente solo se detienen cuando se rastrea el historial de la junta. Los equipos de refinería deben registrar las juntas propensas a fugas por ID, anotar observaciones de arranque, comparar ubicaciones recurrentes y vincular cada evento con las partes instaladas y el método de montaje utilizado. Esto hace que la planificación de paradas sea más inteligente y el análisis de causa raíz más rápido.
- Rastree las ubicaciones de fugas recurrentes por ID de junta
- Revise las tendencias de fugas en el arranque después de los cierres
- Inspeccione soportes y vibración en juntas con fugas recurrentes
- Mantenga registros de MTR, PMI, juntas y ensamblaje vinculados a la junta
Controles de Calidad y Trazabilidad del Proveedor
La calidad del proveedor importa porque las investigaciones de fugas en refinerías a menudo terminan en una brecha documental. Los compradores deben verificar los sistemas de calidad del proveedor, la trazabilidad del material, las marcas del producto y los registros de inspección antes de la instalación. Los productos certificados y trazables reducen la incertidumbre, especialmente en juntas de alta consecuencia.
| Elemento de la lista de comprobación | Por qué es importante |
|---|---|
| Sistema de calidad del proveedor | Confirma prácticas controladas de fabricación y documentación |
| Revisión de MTR | Verifica propiedades químicas y mecánicas según la especificación |
| Trazabilidad por lote de fundición | Vincula el elemento instalado a registros para auditorías y análisis de fallas |
| PMI o verificaciones adicionales cuando sea requerido | Reduce el riesgo de mezcla de materiales en servicio crítico |
| Registro de ensamblaje por ID de junta | Soporta el diagnóstico de fallas repetidas después del arranque o mantenimiento |
Si su equipo está revisando la identidad de componentes y registros de control de calidad, estas referencias internas también encajan naturalmente en el flujo de trabajo: marcas de bridas y trazabilidad y ensamblaje de bridas para cero fugas.
Normas Técnicas y Referencias
Las especificaciones del proyecto y los procedimientos del sitio siguen siendo los documentos regentes. Los siguientes estándares son comúnmente relevantes al seleccionar, ensamblar, inspeccionar o solucionar problemas de juntas de bridas en refinerías:
- ASME PCC-1 — guía de montaje de uniones de bridas atornilladas
- ASME B16.5 — bridas de tubería y accesorios con brida
- ASME B16.47 — bridas de acero de gran diámetro
- API 570 — código de inspección de tuberías
- Guía EPA LDAR — contexto de detección y reparación de fugas para instalaciones sensibles a emisiones
Importante: Esta página es una guía de contenido de ingeniería. No reemplaza su instrucción de trabajo de refinería, reglas de permiso de trabajo, procedimiento de aislamiento, estándar de atornillado o especificación de proyecto.
PREGUNTAS FRECUENTES
¿Qué causa fugas en las bridas después del arranque?
La mayoría de las fugas de bridas después del arranque son causadas por pérdida de precarga, problemas de asiento de la junta, desalineación o cargas externas no resueltas. Una unión puede parecer bien durante el montaje pero comenzar a filtrar después de que la expansión térmica, la vibración o el empotramiento de la junta reduzcan la tensión de sellado efectiva.
¿Puede el desalineamiento de la brida causar fugas?
Sí. La desalineación de bridas es una causa principal de fugas de bridas en refinerías. Cuando se utilizan pernos para colocar bridas en posición, parte de la carga del perno se pierde en la corrección de alineación. Esto reduce la compresión de la junta y crea vías de fuga locales durante la operación.
¿Por qué los pernos de brida parecen aflojarse después del arranque?
La precarga de los pernos puede disminuir después del arranque debido al asentamiento, ciclos térmicos, vibración y dispersión de precarga relacionada con la lubricación. Lo que parece “pernos flojos” es a menudo un problema de retención de precarga en lugar de un simple problema de torque.
¿Puede una cara de brida dañada causar fugas?
Sí. Los arañazos, picaduras, corrosión, suciedad y residuos de juntas viejas pueden causar fugas en las bridas. Incluso una junta correcta y una carga de pernos correcta pueden fallar si la cara de sellado está dañada o contaminada en la banda de contacto de la junta.
¿Qué errores en juntas causan fugas en bridas?
Los errores más comunes con las juntas son material incorrecto, compatibilidad de caras incorrecta, tamaño incorrecto, instalación descentrada y sustitución no aprobada durante paradas. En servicio de refinería, estos errores a menudo se manifiestan como fugas después del arranque o bajo ciclos de temperatura.
¿Puede la vibración causar fugas en bridas de refinería?
Sí. La vibración puede descargar la junta, desplazar la unión y reducir la precarga de los pernos con el tiempo. Las fugas repetidas cerca de bombas, compresores y líneas mal soportadas siempre deben desencadenar una revisión de vibración y soporte.
¿Se debe volver a apretar una brida que tiene fugas durante el servicio?
No asuma que el reajuste en servicio es seguro o permitido. Los sistemas presurizados o peligrosos de refinerías deben seguir los procedimientos del sitio, revisión de ingeniería, requisitos de aislamiento y reglas de respuesta de emergencia. Muchas fugas requieren un apagado controlado y corrección de causa raíz en lugar de más apriete.
¿Qué registros deben mantenerse para la trazabilidad de las bridas?
Como mínimo, mantenga registros MTR, marcas o trazabilidad de lote térmico, registros PMI donde se requiera, identificación de juntas y registros de montaje vinculados al ID de la unión. Estos registros hacen que la investigación de fallas y la prevención de fugas repetidas sean mucho más rápidas y confiables.
¿Qué causa las fugas en bridas en refinerías? Las causas más comunes son selección incorrecta de juntas, precarga desigual de pernos, desalineación de bridas, caras de brida dañadas, vibración, tensión en tuberías, corrosión y trazabilidad deficiente del mantenimiento. En servicio de refinería, las fugas en bridas rara vez provienen de un solo error. Una junta puede sobrevivir la prueba hidrostática y aún tener fugas después del arranque porque la junta, los pernos, las caras, la alineación y las cargas operativas nunca se controlaron como un sistema único.
Respuesta directa: La mayoría de las fugas en bridas de refinerías comienzan con errores de montaje, pero las fugas repetidas o difíciles de detener suelen involucrar una segunda capa de causas, como ciclos térmicos, carga externa de tuberías, vibración cerca de bombas, servicio corrosivo o sustitución no documentada de juntas y materiales durante trabajos de parada.
- Material, espesor, tamaño o compatibilidad de caras incorrectos de la junta
- Apretado desigual de pernos y precarga baja o inestable
- Desalineación de bridas o uso de pernos para ajustar tuberías en su lugar
- Caras de sellado rayadas, corroídas, sucias o cubiertas de residuos
- Vibración, cargas en boquillas, mala ubicación de soportes o movimiento térmico
- Corrosión, erosión y degradación relacionada con el servicio
- Faltan registros de MTR, PMI, torque o historial de juntas después del mantenimiento
Para los equipos de refinería, el objetivo práctico no es solo detener la fuga visible. El objetivo es identificar la causa dominante de fuga en bridas, corregir la contribuyentes a nivel del sistema, y evitar que la misma junta vuelva a tener fugas en el próximo arranque.
¿Qué Causa Fugas en Bridas en Refinerías?
La fuga en bridas de refinería generalmente comienza en uno de seis lugares: elección de empaquetadura, precarga de pernos, alineación de bridas, condición de la cara, carga externa o degradación relacionada con el servicio. La fuga se vuelve más difícil de resolver cuando la documentación es débil, porque los equipos ya no saben qué empaquetadura se usó, cómo se apretó la junta o si hubo sustitución de material durante la última parada.
| Causa Común de Fuga en Bridas | Por Qué Genera Fugas | Verificación Típica Inicial |
|---|---|---|
| Selección incorrecta de la junta | La junta no puede mantener el esfuerzo de sellado bajo las condiciones reales del medio, temperatura, presión o superficie de contacto | Verificar que el tipo, material, espesor, tamaño y superficie de contacto de la junta coincidan |
| Pretensión desigual de los pernos | La compresión no uniforme descarga la junta y abre caminos de fuga | Revisar la secuencia de apriete, condición de lubricación y registro de montaje |
| Desalineación de la brida | Los pernos soportan la carga de alineación en lugar de la carga de asentamiento de la junta | Verifique el espacio de la cara, el ajuste del agujero del perno, el esfuerzo del tramo y la condición del soporte |
| Cara de la brida dañada o sucia | Arañazos, óxido, residuos o escombros interrumpen el contacto de sellado | Inspeccione la banda de la junta antes del reensamblaje |
| Vibración y esfuerzo de tuberías | La carga externa cambia la tensión del perno y distorsiona la unión durante la operación | Verifique los soportes, el equipo rotatorio cercano y el historial de vibraciones |
| Corrosión o mezcla de materiales | Material incorrecto o componentes degradados pierden integridad en servicio | Revisar MTR, PMI, marcas y compatibilidad de servicio |
Cómo los Problemas de la Junta Causan Fugas en Bridas
La selección inadecuada de juntas es una de las causas más comunes de fugas en bridas en refinerías. Una junta puede parecer dimensionalmente correcta y aún fallar si el material no coincide con la química del servicio, rango de temperatura, clase de presión, cara de la brida o requisitos de compresión. Esto es especialmente común después de trabajos de parada cuando se sustituyen tipos de juntas visualmente similares sin revisión de ingeniería.
En la práctica de refinería, el fallo de la junta a menudo se manifiesta en uno de estos patrones:
- La fuga comienza después del arranque porque la junta se relaja bajo calor y la precarga disminuye
- La fuga aparece en servicio ácido, húmedo o químicamente agresivo porque el material de la junta es incompatible
- La fuga se repite después de cada parada porque se sigue instalando el mismo reemplazo no aprobado
- La fuga aparece solo bajo ciclado porque la junta seleccionada no puede recuperarse bajo movimiento térmico
Antes de la instalación, los equipos deben verificar la junta contra el diseño de la unión, no solo el tamaño de la brida. Eso incluye medio de servicio, temperatura operativa y de perturbación, presión, tipo de cara y lista de mantenimiento aprobada. Si está revisando la práctica de reemplazo, esta guía relacionada sobre Selección de juntas de brida y compatibilidad de servicio es una verificación cruzada útil.
Ejemplo de campo: Una fuga en el arranque de una refinería en una línea de hidrocarburos caliente se rastreó hasta una junta que coincidía con las dimensiones de la brida pero no con el grado de material aprobado para ciclos térmicos. La unión selló durante las verificaciones estáticas, luego filtró una vez que ocurrió la igualación de temperatura y la relajación de la precarga.
Cómo la pérdida de precarga del perno causa fugas en bridas
Muchas fugas en bridas de refinería son problemas de precarga, no “problemas de par”.” Una brida puede filtrar incluso cuando el valor de par registrado parece correcto, porque el par es solo una forma indirecta de crear tensión en el perno. La condición de lubricación, la dispersión de fricción, el asentamiento, el ajuste térmico y la vibración afectan cuánta fuerza de sujeción real permanece después del arranque.
- El apriete desigual crea zonas localizadas de baja carga alrededor de la junta
- El apriete excesivo puede dañar la junta y acelerar la relajación
- El apriete insuficiente deja muy poco esfuerzo de asiento desde el principio
- Diferentes condiciones de lubricación entre pernos crean dispersión de precarga incluso con el mismo par
- El ciclado térmico y la vibración pueden reducir la tensión efectiva de los pernos después del arranque
Las uniones críticas de refinería deben ensamblarse con apriete por etapas, una secuencia definida, herramientas calibradas y pasos de verificación. Cuando los procedimientos lo requieran, los métodos avanzados de apriete o el tensado hidráulico pueden mejorar la consistencia en uniones grandes o de alta consecuencia. Para el control de ensamblaje relacionado, consulte esta guía de ensamblaje de bridas para integridad de unión sin fugas.
Recordatorio práctico: Cuando una brida tiene fugas después del arranque, no se fije solo en el número de par final. Verifique la retención de precarga, la consistencia del lubricante, el patrón de compresión de la junta y si las cargas operativas cambiaron la unión después del ensamblaje.
¿Pueden el desalineamiento y el estrés de la tubería causar fugas en las bridas?
Sí. El desalineamiento de bridas y la carga externa de tubería son causas principales de fugas repetidas. Si un tramo se coloca en su lugar con pernos, parte de la carga del perno se consume por flexión y ajuste forzado en lugar de compresión de la junta. La unión puede parecer cerrada, pero la precarga ya se está utilizando para combatir el desalineamiento. Una vez que la línea se calienta, vibra o se mueve, la junta se descarga localmente y comienza la fuga.
- El desalineamiento angular causa carga desigual en la cara
- El desplazamiento paralelo crea asiento no uniforme de la junta
- Los soportes deficientes transfieren el estrés de la tubería a la brida
- La vibración de la bomba o compresor acelera la pérdida de precarga
- La carga de la boquilla puede distorsionar la junta incluso cuando la brida en sí es correcta
Ejemplo de campo: Una brida de succión de bomba presentó fugas repetidas a pesar de múltiples cambios de junta. La causa real fue la rigidez deficiente del soporte y la vibración. Una vez que se corrigieron las condiciones del soporte y la alineación de la tubería, la brida dejó de filtrar.
Cómo las Caras de Brida Dañadas Causan Fugas
Una cara de brida dañada puede crear caminos de fuga inmediatos incluso cuando la junta y la carga de los pernos son correctas. Arañazos, picaduras por corrosión, residuos de juntas viejas, exceso de rociado, salpicaduras de soldadura, óxido o suciedad interrumpen la banda de contacto e impiden un sellado uniforme. En entornos de refinería, el trabajo de parada y las condiciones de almacenamiento a menudo introducen daños en la cara mucho antes de que la junta sea reensamblada.
- Los residuos de juntas viejas crean puntos altos y compresión desigual
- Las rayas radiales pueden convertirse en canales de fuga directos
- Las picaduras por corrosión reducen el área de contacto real en la banda de la junta
- Las caras sucias impiden un asentamiento estable de la junta desde el primer apriete
Si su equipo observa fugas repetidas después del mantenimiento, siempre inspeccione la banda de sellado antes de asumir que la junta nueva es la culpable. Para prácticas de prevención más amplias, consulte causas comunes de fugas en bridas y medidas preventivas.
Cómo la corrosión y la mezcla de materiales causan fugas
La corrosión y las fallas en la trazabilidad a menudo convierten una pequeña fuga en una brida en un problema de parada repetida. En servicio de refinería, la corrosión puede atacar la cara de la brida, los pernos o el entorno de la junta. Al mismo tiempo, el trabajo de mantenimiento puede introducir materiales incorrectos si los controles de recepción y trazabilidad son débiles.
- Una brida o material de perno incorrecto puede corroerse más rápido de lo esperado en servicio
- Un material de junta incorrecto puede endurecerse, hincharse, volverse frágil o degradarse químicamente
- La falta de registros MTR o PMI hace que el análisis de causa raíz sea más lento y menos confiable
- La sustitución de material durante trabajos de parada puede pasar desapercibida sin verificaciones de marcado adecuadas
Las uniones críticas deben respaldarse con trazabilidad por lote de calor, marcados claros y registros de verificación de material cuando sea necesario. Una página útil de referencia aquí es cómo leer marcados de bridas e información de trazabilidad.
Por qué las fugas en bridas se repiten después del arranque o parada
Las fugas en bridas a menudo se repiten después del arranque porque la reparación original solo abordó el síntoma visible. Los equipos reemplazan la junta, vuelven a apretar los pernos o cambian un componente, pero los factores subyacentes persisten: desalineación, vibración, pérdida de precarga térmica, caras dañadas o documentación deficiente de lo instalado anteriormente.
- El calentamiento durante el arranque cambia la alineación de la brida y la retención de precarga
- El asentamiento y empotramiento de la junta reducen la fuerza de sujeción después de la operación inicial
- La presión del cronograma de parada puede llevar a sustitución y verificaciones finales incompletas
- Los registros de historial de fugas débiles permiten que se repita el mismo error en la misma junta
| Momento de fuga observado | Patrón típico de causa raíz | Mejor primera revisión |
|---|---|---|
| La fuga aparece poco después del arranque | Pérdida de precarga, error de centrado de la junta, asentamiento térmico | Registro de montaje, tipo de junta, secuencia de apriete, condición de lubricación |
| La fuga reaparece después de cada parada de mantenimiento | Práctica de reemplazo incorrecta, preparación deficiente de la cara, desalineación no resuelta | Registro de historial de la junta, piezas utilizadas, estándar de inspección de la cara |
| La fuga aumenta con la vibración o el cambio de flujo | Carga o problema de soporte de tubería externa | Diseño de soporte, alineación, tendencia de vibración |
| La fuga se manifiesta lentamente en servicio corrosivo | Incompatibilidad de materiales, corrosión o progresión del daño en la cara | Registros de materiales, química del servicio, historial de inspección |
Cómo Diagnosticar una Fuga en una Brida
Comience con el Patrón de Fuga y el Contexto del Servicio
La forma más rápida de diagnosticar una fuga en una brida es capturar el patrón de fuga antes de perturbar la unión. Tome nota de si la fuga es filtración, goteo, vapor, solo mancha, intermitente durante cambios térmicos o relacionada con la vibración del equipo. Registre la identificación de la unión, servicio, estado de arranque, mantenimiento reciente y cualquier problema conocido de soporte o alineación.
Importante: Este artículo es una guía de diagnóstico de ingeniería, no una instrucción de trabajo en vivo. Siempre siga los procedimientos de aislamiento de refinería, permisos, pruebas de gas, integridad mecánica y respuesta de emergencia antes de la inspección, aflojamiento, apriete o desmontaje.
Lista de Verificación de Inspección en Sitio de 10 Minutos
| Paso | Qué Verificar | Por qué es importante |
|---|---|---|
| 1 | Patrón y ubicación de fugas | Ayuda a separar fugas relacionadas con la cara de la junta, pernos, soldaduras adyacentes y vibraciones |
| 2 | Condición del perno y pistas visibles de carga | La corrosión, el hardware suelto, la posición de la arandela y las marcas de testigo faltantes pueden indicar problemas de precarga |
| 3 | Pistas de la junta si son visibles | La colocación descentrada o el exceso de compresión sugieren problemas de centrado o compresión |
| 4 | Condición de alineación y soporte | La variación del espacio entre caras, el estrés en la boquilla, los soportes sueltos y las vibraciones a menudo causan fugas repetidas |
| 5 | Evidencia de contaminación superficial | La corrosión, residuos, suciedad, exceso de pintura o material de junta previo a menudo explican fugas en el arranque |
| 6 | Mantenimiento y documentación recientes | La falta de registros de torque, junta, MTR o PMI aumenta el riesgo de sustitución y falla repetida |
Qué verificar después del aislamiento o parada
La confirmación de la causa raíz debe basarse en evidencia física, no en la memoria. Después de que el sistema esté aislado de manera segura, inspeccione las marcas de compresión de la junta, la condición de la cara de la brida, las roscas de los pernos y las arandelas, la condición del soporte y las zonas de soldadura cercanas cuando sea aplicable. Fotografíe la unión antes de limpiar para no perder evidencia de transferencia de residuos, compresión desigual o dirección de la fuga.
- Verifique el patrón de compresión de la junta para detectar carga desigual o asiento descentrado
- Inspeccione las caras de la brida en busca de rayaduras, picaduras, corrosión o material de junta residual
- Revise pernos, espárragos, tuercas y arandelas en busca de corrosión, agarrotamiento o pistas de lubricación inconsistente
- Confirme la identidad del material y la documentación si se sospecha sustitución
- Compare los hallazgos con el historial de fugas anterior para el mismo ID de junta
Qué no hacer al solucionar problemas de fugas en bridas
- No asuma que cada fuga es solo un problema de la junta
- No use pernos para forzar la alineación de la tubería
- No sustituya materiales de juntas solo por apariencia o tamaño
- No omita documentar el ID de la junta, el método de montaje y los materiales utilizados
- No dañe la cara de sellado mientras la limpia
- No ignore la vibración, el soporte o la carga de la tubería en ubicaciones de fugas recurrentes
Cómo prevenir fugas en bridas en refinerías
Selección correcta en la etapa de diseño y adquisición
La prevención de fugas comienza mucho antes de que se monte la brida. Los ingenieros y compradores deben confirmar el tipo de brida, clase, cara, material, compatibilidad de la junta, pernos y entorno de servicio antes de que las piezas se liberen al sitio. Un tamaño de brida correcto no es suficiente si la base de diseño de la junta es incorrecta.
- Coincidir el tipo de brida y la cara con la severidad del servicio y la estrategia de mantenimiento
- Verificar la compatibilidad de la junta con el medio, presión y temperatura
- Confirmar el grado de pernos y los requisitos de montaje
- Revisar los registros de material, marcas y trazabilidad antes de la instalación
Para inspección de entrada y revisión de proveedores, esta página sobre controles de calidad para bridas puede ayudar a fortalecer el control de adquisiciones.
Control de Calidad de Instalación y Disciplina de Montaje
La disciplina estricta de montaje es la forma práctica más rápida de reducir fugas en bridas. Limpiar las caras de sellado, verificar la junta, centrarla correctamente, alinear las bridas antes de cargar los pernos y usar apriete escalonado con herramientas calibradas. Para juntas críticas, registrar el método de montaje y el resultado de verificación por ID de junta.
- Inspeccione y limpie la cara de sellado antes del montaje
- Confirme que el tipo, tamaño y servicio de la junta coincidan
- Centre la junta antes de la carga final
- Verifique la alineación antes del apriete
- Utilice apriete por etapas y una secuencia controlada
- Registre la ID de la junta, el método, la fecha y las observaciones críticas
Inspección, Mantenimiento y Seguimiento del Historial de Fugas
Las fugas repetidas generalmente solo se detienen cuando se rastrea el historial de la junta. Los equipos de refinería deben registrar las juntas propensas a fugas por ID, anotar observaciones de arranque, comparar ubicaciones recurrentes y vincular cada evento con las partes instaladas y el método de montaje utilizado. Esto hace que la planificación de paradas sea más inteligente y el análisis de causa raíz más rápido.
- Rastree las ubicaciones de fugas recurrentes por ID de junta
- Revise las tendencias de fugas en el arranque después de los cierres
- Inspeccione soportes y vibración en juntas con fugas recurrentes
- Mantenga registros de MTR, PMI, juntas y ensamblaje vinculados a la junta
Controles de Calidad y Trazabilidad del Proveedor
La calidad del proveedor importa porque las investigaciones de fugas en refinerías a menudo terminan en una brecha documental. Los compradores deben verificar los sistemas de calidad del proveedor, la trazabilidad del material, las marcas del producto y los registros de inspección antes de la instalación. Los productos certificados y trazables reducen la incertidumbre, especialmente en juntas de alta consecuencia.
| Elemento de la lista de comprobación | Por qué es importante |
|---|---|
| Sistema de calidad del proveedor | Confirma prácticas controladas de fabricación y documentación |
| Revisión de MTR | Verifica propiedades químicas y mecánicas según la especificación |
| Trazabilidad por lote de fundición | Vincula el elemento instalado a registros para auditorías y análisis de fallas |
| PMI o verificaciones adicionales cuando sea requerido | Reduce el riesgo de mezcla de materiales en servicio crítico |
| Registro de ensamblaje por ID de junta | Soporta el diagnóstico de fallas repetidas después del arranque o mantenimiento |
Si su equipo está revisando la identidad de componentes y registros de control de calidad, estas referencias internas también encajan naturalmente en el flujo de trabajo: marcas de bridas y trazabilidad y ensamblaje de bridas para cero fugas.
Normas Técnicas y Referencias
Las especificaciones del proyecto y los procedimientos del sitio siguen siendo los documentos regentes. Los siguientes estándares son comúnmente relevantes al seleccionar, ensamblar, inspeccionar o solucionar problemas de juntas de bridas en refinerías:
- ASME PCC-1 — guía de montaje de uniones de bridas atornilladas
- ASME B16.5 — bridas de tubería y accesorios con brida
- ASME B16.47 — bridas de acero de gran diámetro
- API 570 — código de inspección de tuberías
- Guía EPA LDAR — contexto de detección y reparación de fugas para instalaciones sensibles a emisiones
Importante: Esta página es una guía de contenido de ingeniería. No reemplaza su instrucción de trabajo de refinería, reglas de permiso de trabajo, procedimiento de aislamiento, estándar de atornillado o especificación de proyecto.
PREGUNTAS FRECUENTES
¿Qué causa fugas en las bridas después del arranque?
La mayoría de las fugas de bridas después del arranque son causadas por pérdida de precarga, problemas de asiento de la junta, desalineación o cargas externas no resueltas. Una unión puede parecer bien durante el montaje pero comenzar a filtrar después de que la expansión térmica, la vibración o el empotramiento de la junta reduzcan la tensión de sellado efectiva.
¿Puede el desalineamiento de la brida causar fugas?
Sí. La desalineación de bridas es una causa principal de fugas de bridas en refinerías. Cuando se utilizan pernos para colocar bridas en posición, parte de la carga del perno se pierde en la corrección de alineación. Esto reduce la compresión de la junta y crea vías de fuga locales durante la operación.
¿Por qué los pernos de brida parecen aflojarse después del arranque?
La precarga de los pernos puede disminuir después del arranque debido al asentamiento, ciclos térmicos, vibración y dispersión de precarga relacionada con la lubricación. Lo que parece “pernos flojos” es a menudo un problema de retención de precarga en lugar de un simple problema de torque.
¿Puede una cara de brida dañada causar fugas?
Sí. Los arañazos, picaduras, corrosión, suciedad y residuos de juntas viejas pueden causar fugas en las bridas. Incluso una junta correcta y una carga de pernos correcta pueden fallar si la cara de sellado está dañada o contaminada en la banda de contacto de la junta.
¿Qué errores en juntas causan fugas en bridas?
Los errores más comunes con las juntas son material incorrecto, compatibilidad de caras incorrecta, tamaño incorrecto, instalación descentrada y sustitución no aprobada durante paradas. En servicio de refinería, estos errores a menudo se manifiestan como fugas después del arranque o bajo ciclos de temperatura.
¿Puede la vibración causar fugas en bridas de refinería?
Sí. La vibración puede descargar la junta, desplazar la unión y reducir la precarga de los pernos con el tiempo. Las fugas repetidas cerca de bombas, compresores y líneas mal soportadas siempre deben desencadenar una revisión de vibración y soporte.
¿Se debe volver a apretar una brida que tiene fugas durante el servicio?
No asuma que el reajuste en servicio es seguro o permitido. Los sistemas presurizados o peligrosos de refinerías deben seguir los procedimientos del sitio, revisión de ingeniería, requisitos de aislamiento y reglas de respuesta de emergencia. Muchas fugas requieren un apagado controlado y corrección de causa raíz en lugar de más apriete.
¿Qué registros deben mantenerse para la trazabilidad de las bridas?
Como mínimo, mantenga registros MTR, marcas o trazabilidad de lote térmico, registros PMI donde se requiera, identificación de juntas y registros de montaje vinculados al ID de la unión. Estos registros hacen que la investigación de fallas y la prevención de fugas repetidas sean mucho más rápidas y confiables.



