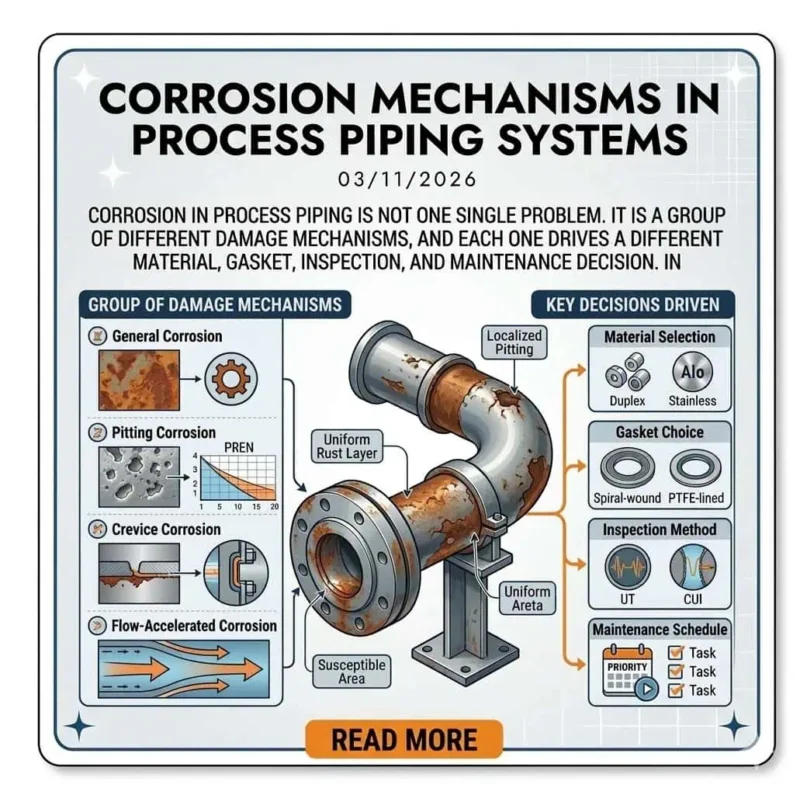
اختيار الفلنجة هو قرار للتحكم في المخاطر في وحدات معالجة المصافي، وليس مجرد اختيار مكون. يمكن أن يؤدي عدم تطابق الفلنجة أو وجهها أو حشيتها أو نظام تثبيتها إلى تسربات مزمنة وإغلاق غير مخطط له واشتعال طارئ وإعادة عمل مكلفة. في خدمة المصافي، قد تواجه خطوط المعالجة ضغطًا عاليًا ودورات حرارية واهتزازات وهيدروكربونات مسببة للتآكل ومياه حمضية وظروف تبخير وتدخلات صيانة على مر سنوات عديدة. يجب أن يظل تجميع الفلنجة مستقرًا ميكانيكيًا ومحكمًا ضد التسرب في ظل تلك الحقائق.
عمليًا، يتطلب اختيار الفلنجة الآمن من المهندسين والمشترين تقييم الوصلة كنظام: نوع الفلنجة + وجهها + درجة المادة + الحشية + البراغي/البراغي الملولبة + إجراء التثبيت + الفحص/التتبع. يمكن أن تفشل فلنجة تبدو “صحيحة” من حيث الحجم فقط إذا كان تصنيف ضغطها-درجة حرارتها أو مقاومتها للتآكل أو توافق حشيتها غير مناسب لنطاق الخدمة.
تواجه المصافي:
- مخاطر الانبعاثات المتعلقة بالتسرب وفقدان المنتج والتعرض للسلامة عندما لا يتم تحديد وصيانة وصلات الفلنجة بشكل صحيح
- أعطال المعدات وتأخيرات الاختبار الهيدروليكي وأحداث الإغلاق الناجمة عن عدم تطابق التصنيفات أو أخطاء التثبيت
- إطلاق مواد كيميائية وأضرار تآكل ثانوية حول نقاط التسرب المستمرة
- مخاوف سلامة العمال أثناء عمليات التفتيش، والشد، وإعداد الأعمال الساخنة، وأنشطة فتح الخطوط
يجب على المهندسين ومديري المشتريات التعامل مع اختيار الفلنجات كسير عمل هندسي خطوة بخطوة. يجب تحديد كل فلنجة وفقًا للظروف التشغيلية الفعلية وظروف الاضطراب، وليس فقط الافتراضات التصميمية الاسمية. النتيجة هي تشغيل أكثر أمانًا، وتكرار أقل للتسرب، وتكاليف صيانة أكثر قابلية للتنبؤ عبر دورة حياة الوحدة.
التحديات الأساسية في تطبيقات الفلنجات في المصافي
النجاة في بيئات الضغط العالي ودرجة الحرارة العالية (HPHT)

تعمل وحدات العمليات في المصافي غالبًا تحت ضغط عالي ودرجة حرارة مرتفعة مع دورات متكررة للبدء/الإيقاف. تفرض هذه الظروف أحمالًا على وصلة الفلنجة من خلال الضغط الداخلي، والأحمال الخارجية للأنابيب، واسترخاء البراغي، والتوسع الحراري التفاضلي. يجب أن تتطابق الفلنجة المختارة مع فئة الضغط المطلوبة وتصنيف الضغط-درجة الحرارة للـ مجموعة المواد المحددة, ، مع مراعاة أيضًا نوع الوجه، وإجهاد جلوس الحشية، وقدرة التربيط.
للخدمة الشديدة، تُفضل الفلنجات ذات الرقبة الملحومة عادةً لأن المحور المخروطي يحسن توزيع الإجهاد ومقاومة التعب. تعمل ميزات التعزيز، وسمك الفلنجة المتحكم به، وتصميم التربيط الصحيح على تحسين استقرار الوصلة تحت الخدمة الدورية. يمكن لتقنيات الحشيات الحديثة تحسين إحكام التسرب، ولكن فقط عندما يتم التحكم في نهاية السطح، والضغط، واستواء الفلنجة أثناء التثبيت.
| نوع الفلنجة / ميزة التصميم | التطبيق في بيئات الضغط العالي |
|---|---|
| فلنجة ملحومة الرقبة / وصلة ملحومة باللحام | مفضلة للخطوط عالية الضغط ودرجة الحرارة مع التغيرات الحرارية والاهتزاز بسبب انتقال أفضل للإجهاد |
| أضلاع تقوية / قسم أثقل (حيث يسمح التصميم) | صلابة واستقرار إضافيان للمفاصل الكبيرة أو المحملة بشدة تحت الظروف القاسية |
مثال ميداني (تكرار تسرب HPHT): فلنجة منزلقة RF من الفئة 300 في خدمة زيت ساخن دورية تطورت تسربات متكررة بعد كل إيقاف تشغيل. كانت الأسباب الجذرية هندسة لحام غير متساوية، استبدال حشية دون مراجعة هندسية، وعدم كفاية احتفاظ حمل البرغي بعد التغيرات الحرارية. كان الإصلاح الدائم ترقية إلى فلنجة عنق لحام بالإضافة إلى مواصفات حشية/برغي محكمة وإجراءات شد.
رؤية الخبراء:
يذكر مستشار مشتريات ودعم ميداني ذو خبرة 30 عامًا،, “تحقق من فئة الضغط وتصنيف الضغط-درجة الحرارة من المعيار المعمول به ووثائق الشركة المصنعة، ثم تحقق من تفاصيل تجميع الوصلة. تحدث العديد من حالات الفشل لأن الفرق تؤكد حجم الفلنجة، ولكن ليس أساس تصميم الوصلة الكامل.”
إدارة السوائل المسببة للتآكل والغاز الحامض (الامتثال لـ NACE MR0175)

التآكل هو سبب رئيسي لتدهور وصلة الفلنجة في المصافي، خاصة حيث توجد جيوب راكدة، و H2S، والكلوريدات، أو تكثف الماء، أو وجود معادن مختلطة. تشمل الآليات الشائعة التآكل الشقي عند واجهة الحشية، والتآكل الجلفاني بين المعادن المختلفة، وهجوم متعلق بالكلوريد في السبائك الحساسة، والتشقق البيئي في الخدمة الحامضة. في البيئات الحامضة،, معايير NACE MR0175 / ISO 15156 يجب اعتبار قواعد وقيود الاختيار (بما في ذلك درجة المادة، الصلابة، حالة المعالجة الحرارية، وشدة الخدمة) كجزء من الأساس الهندسي—وليس كخانة اختيار بعد الشراء.
الامتثال لمعايير NACE لا يعني “القضاء على جميع مخاطر التآكل.” فهو يقلل من خطر التشقق عندما يتم اختيار المواد بشكل صحيح لظروف الخدمة الفعلية المحتوية على H₂S. يظل التحقق من المادة، التحكم في الصلابة، إمكانية التتبع، ومراجعة ظروف العملية أمرًا ضروريًا.2قد تكون هناك حاجة إلى الفولاذ المقاوم للصدأ المزدوج، درجات الفولاذ المزدوج الفائق، وسبائك النيكل في التركيبات العدوانية من الكلوريدات، درجة الحرارة، وخدمة الحامض، لكن الاختيار النهائي يعتمد على نطاق التآكل الكامل وضوابط التصنيع.
| آلية التآكل / التلف | مشكلة هندسية في وصلات الفلنجات |
|---|---|
| التشقق الناتج عن إجهاد الكبريتيد (SSC) | خطر التشقق في المواد القابلة للتأثر تحت إجهاد الشد في خدمة H2خدمة H؛ صلابة المادة وحالتها حرجة |
| التشقق الناتج عن الهيدروجين (HIC) | تشقق داخلي في الفولاذ القابل للتأثر؛ جودة المادة وكيمياء الخدمة تؤثران بشدة على الخطر |
| التآكل الشِقّي | هجوم موضعي تحت الحشيات أو الترسبات حيث يختلف الأوكسجين والكيمياء عن السائل الرئيسي |
| ظروف عالية الكلوريد / رطبة دورية | يمكن أن تسرع التآكل الموضعي وتتلف الأفلام السلبية في السبائك غير المناسبة |
| نظام التدفق / تأثيرات الأرجل الميتة | قد تزيد شدة التآكل الموضعي في مواقع التدفق المنخفض أو المعرضة للترسبات (يختلف النطاق الهندسي النموذجي حسب الكيمياء ودرجة الحرارة) |
مثال ميداني (مياه حمضية علوية): واجهت مصفاة تسربات متكررة في وصلات الفلنجات في خدمة تتعلق بالمياه الحمضية بعد استبدال البراغي والحشيات أثناء إيقاف التشغيل. كشف التحقيق عن فقدان إمكانية تتبع المواد للقضبان وعدم اتساق سجلات الصلابة لمكونات الاستبدال. تضمن الإجراء التصحيحي فرض إمكانية التتبع، وقوائم المواد المعتمدة، وفحوصات PMI/الصلابة للمفاصل الحرجة قبل إعادة التجميع.
رؤية الخبراء:
ينصح المستشار،, “اطلب شهادات اختبار المواد الكاملة، وسجلات المعالجة الحرارية حيثما ينطبق ذلك، ووثائق NACE/ISO للخدمة الحمضية لكل حزمة فلنجة حرجة. غالبًا ما تخلق بدائل المواد المخفية أعلى حالات الفشل تكلفة.”
الوفاء بلوائح الانبعاثات المتسربة الصارمة وإحكام التسرب
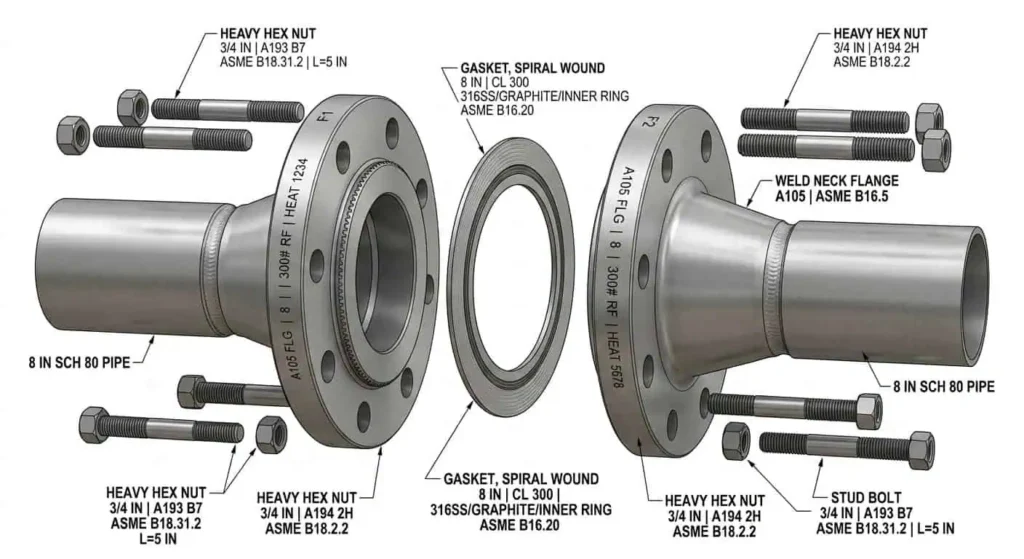
تركز برامج الامتثال الحديثة في المصافي بشكل متزايد على التحكم في الانبعاثات المتسربة ومنع التسرب. يعتمد إحكام تسرب الفلنجة على الاختيار الصحيح لوجه الفلنجة، ونوع الحشية، وحالة السطح، وحمل البرغي المسبق، وممارسة التثبيت. تُستخدم الفلنجات ذات الوجه المرتفع (RF) وفلنجات وصلة الحلقة (RTJ) على نطاق واسع حيثما يكون مطلوبًا أداء إحكام أشد، لكن الأداء يعتمد على المجمع بأكمله والانضباط في الصيانة—وليس نوع الفلنجة وحده.
يمكن لتصميم الجسم ذي القطعة الواحدة في المكونات المرتبطة تقليل مسارات التسرب، لكن الوصلات الفلنجية تظل شائعة ويجب تصميمها هندسيًا لظروف الخدمة المتوقعة، بما في ذلك درجة الحرارة والضغط غير الطبيعيين. في العمل العملي بالمصافي، العديد من “حالات فشل الفلنجات” هي في الواقع حالات فشل في التحكم بالتجميع: حشية خاطئة، وجه تالف، براغي معاد استخدامها خارج الإجراء، أو أنماط شد غير متساوية.
| نوع وجه الفلنجة | الوصف | حالة استخدام نموذجية |
|---|---|---|
| وجه مسطح (FF) | يستخدم حشية ناعمة كاملة الوجه؛ إجهاد حشية أقل ومنطقة اتصال أوسع | الخدمات منخفضة الضغط / ذات الشدة المنخفضة والتوصيل بمعدات ذات فلنجات ذات وجه مسطح عند الحاجة |
| وجه مرتفع (RF) | يركز حمل الجاسكيت على منطقة ختم مرتفعة لتحسين كفاءة الإحكام | خدمة المصفاة العامة عبر العديد من التطبيقات ذات الضغط المتوسط إلى العالي (خاضعة للتصنيف وتوافق الجاسكيت) |
| وصلة من نوع الحلقة (RTJ) | يستخدم جاسكيت حلقي معدني بأخاديد دقيقة للإحكام عالي النزاهة | خدمة شديدة الضغط العالي / درجة الحرارة العالية ومهام الإحكام الحرجة ضد التسرب |
مثال ميداني (فجوة الامتثال للانبعاثات): أشارت وحدة إلى تسربات متكررة منخفضة المستوى للمركبات العضوية المتطايرة على مفاصل RF بعد بدء التشغيل. وجدت مراجعة السبب الجذري استبدالات غير معتمدة للجاسكيت أثناء الصيانة وعدم توثيق معايير قبول فحص الوجه. أدى تحديث قائمة التحكم في الجاسكيت ومعايير فحص الوجه وسجلات شد الصامولة إلى تقليل التسربات المتكررة في دورة التشغيل التالية.
رؤية الخبراء:
يبرز المستشار, “اختر الموردين والمقاولين الذين يوثقون توافق الجاسكيت ومتطلبات تشطيب الوجه وملاءمة فئة الضغط. الأوراق الجيدة مسبقًا تمنع تحقيقات التسرب لاحقًا.”
- تشمل التحديات الشائعة في تطبيقات فلنجات المصفاة:
- خطر التسرب في الخدمة عالية الضغط ودرجة الحرارة أو الدورية عندما لا تتطابق نوع الفلنجة، والسطح، والجوان، وحمل البرغي كنظام
- تدهور المواد بسبب التآكل، والكيمياء الحامضية، والترسبات، والتقلبات الحرارية
- أخطاء التركيب والصيانة التي تقلل من إجهاد الإحكام الفعال
- صعوبات الفحص الناتجة عن العزل، وقيود الوصول، وهندسة الوصلات المعقدة
- متطلبات تنظيمية وموثوقية داخلية للتحكم في الانبعاثات، وإمكانية التتبع، والتوثيق
تحديد نوع الفلنجة المناسب لوحدات التكرير
فلنجات رقبة اللحام
لماذا تعتبر المعيار الذهبي لأنظمة الأنابيب الحرجة
غالبًا ما تُعامل فلنجات العنق الملحومة كالخيار الافتراضي لأنابيب التكرير الحرجة لأن هندسة محورها توفر توزيعًا أفضل للإجهاد مقارنة بالعديد من الأنواع البديلة. في خطوط الضغط العالي، وخدمة الدورات الحرارية، والمواقع المعرضة للاهتزاز، تقدم فلنجات العنق الملحومة عمومًا أداءً أفضل للإجهاد ودقة موثوقة طويلة الأمد للوصلات. وهي ذات قيمة خاصة حيث تكون عواقب التسرب عالية ووصول الإصلاح ضعيف.
هذه المزايا لا تلغي الحاجة إلى تأهيل إجراءات اللحام المناسبة، والتحكم في التركيب، والفحص غير التدميري حسب الحاجة، والمعالجة الحرارية بعد اللحام عند الاقتضاء. تكلفة التركيب أعلى، ولكن تكلفة دورة الحياة غالبًا ما تكون أقل عند النظر في تكرار التسرب، وإعادة العمل، وتوقف التشغيل.
| المزايا | قيود / مقايضات |
|---|---|
| قوة فائقة وانتقال أفضل للإجهاد للأحمال الضغطية والحرارية | يتطلب لحامًا مؤهلًا ووقت تركيب أطول |
| يفضل عادةً للأنظمة الحرجة ذات الضغط العالي | تكلفة تصنيع وتفتيش أولية أعلى |
| مقاومة أفضل للإجهاد المتكرر في الخدمة الدورية عند التركيب بشكل صحيح | أقل ملاءمة للتعديل من الحلول المؤقتة ذات الربط بالمسامير فقط |
| أداء قوي طويل الأمد في خدمة المصافي | تعتمد الجودة على تنفيذ اللحام ومحاذاة الوصلة |
فلنجات عمياء (Blind)

أفضل الممارات لعزل المعدات والصيانة الآمنة
فلنجة سد ضرورية للعزل الإيجابي، والاختبار الهيدروليكي، والتوصيلات المستقبلية، وتخطيط الصيانة في أنظمة أنابيب المصافي. تغلق حدود الضغط ويجب اختيارها لنفس أساس التصميم مثل الفلنجة المقابلة وحالة الخدمة (بما في ذلك حالة الاختبار الهيدروليكي، والتي قد تختلف عن حالة التشغيل). سماكة فلنجة سد وكفاية التربيط هي فحوصات هندسية حرجة، خاصة عند الأقطار الأكبر وفئات الضغط الأعلى.
- فلنجات السد تعزل أقسام الأنابيب للصيانة وفتح الخطوط.
- تدعم اختبار الضغط وأنشطة التشغيل.
- توفر مرونة للربط المستقبلي وتنفيذ المشروع على مراحل.
- فلنجات المشهدية توفر حالة تشغيلية واضحة لواجبات العزل الدورية.
- يجب أن تتضمن تخطيط العزل نوع الحشية، وحالة البراغي، وإجراء عزم الدوران—وليس فقط فئة الفلنجة.
مثال ميداني (تأخر اختبار الهيدرو): تأخر اختبار الهيدرو في عملية إعادة التشغيل عندما افتقرت حزمة فلنجة السد المؤقتة إلى وثائق التصنيف القابلة للتتبع وسجلات مادة المسامير. أدى إعادة التحقق والاستبدال إلى تمديد نافذة التوقف. كان سجل فلنجات السد قبل الإغلاق مع التصنيفات والأحجام ومتطلبات التوثيق سيمنع التأخير.
فلنجات الانزلاق واللحام بالمقبس
فهم قيودها ومخاطرها في مناطق الإجهاد العالي
تُستخدم فلنجات الانزلاق واللحام بالمقبس على نطاق واسع ويمكن أن تعمل بشكل جيد في الخدمات المناسبة، لكنها تتطلب فحصًا أكثر صرامة للخدمة الحرجة في المصافي. قد تكون فلنجات الانزلاق أقل ملاءمة للأحمال الدورية الشديدة لأن أداء التعب يعتمد بشدة على جودة اللحام والهندسة. يمكن لتصميمات اللحام بالمقبس أن تخلق مناطق عرضة للشقوق وقد تكون حساسة في الخدمات التآكلية أو المتسخة إذا لم يتم تحديدها وصيانتها بعناية.
هذه الأنواع من الفلنجات ليست “خاطئة” بشكل افتراضي. المفتاح هو تصنيف الخدمة: عواقب التسرب، الأحمال الدورية، آلية التآكل، إمكانية الوصول للفحص، وممارسات الصيانة. حيث تكون عواقب التسرب عالية أو الظروف قاسية، غالبًا ما يحدد المهندسون بدائل أكثر متانة وضوابط تجميع أكثر إحكامًا.
| نوع الفلنجة | عوامل خطر التسرب / الموثوقية التي يجب مراقبتها |
|---|---|
| فلنجة انزلاقية | حساسية التعب في الخدمة الدورية، جودة شكل اللحام، التحكم في المحاذاة |
| فلانج ملحوم المقبس | تأثيرات الشقوق، جودة تنفيذ اللحام، ملاءمة الخدمة في الظروف التآكلية / التلوثية |
اختيار وجه الفلنجة الصحيح
الوجه المرتفع (RF) مقابل وصلة الحلقة النوعية (RTJ) للخدمات عالية الضغط
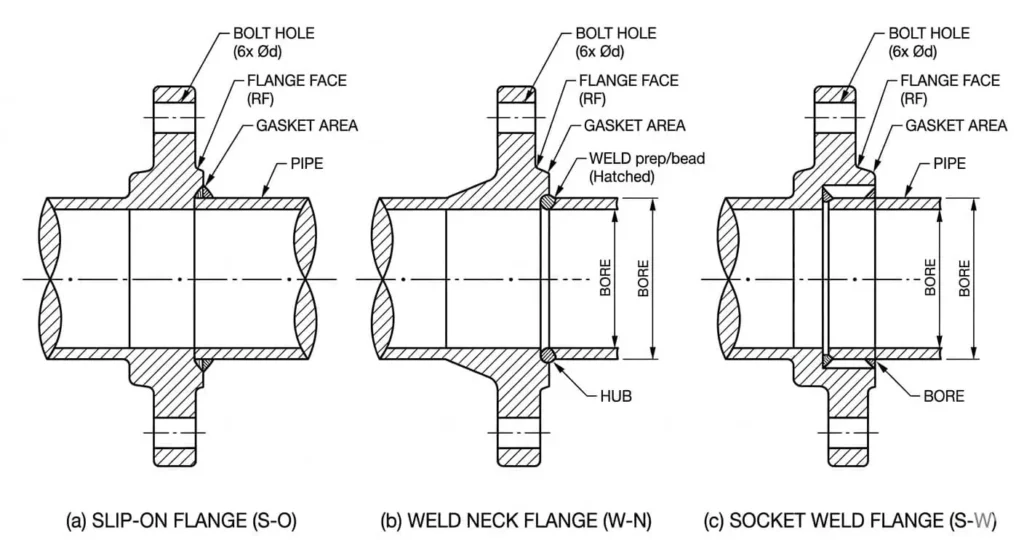
يؤثر اختيار وجه الفلنجة مباشرةً على أداء الإغلاق ومخاطر التسرب. كل من RF وRTJ شائعتان في خدمة التكرير، لكنهما يخدمان آليات إغلاق مختلفة وواقعيات صيانة مختلفة. تقدم وصلات RF مرونة عبر العديد من الخدمات مع نطاق واسع من اختيار الحشيات. توفر وصلات RTJ إغلاقًا عالي النزاهة في الظروف القاسية لكنها تتطلب حالة أخدود دقيقة، مادة حلقة متوافقة، وانضباط تركيب أقوى.
عند اختيار الوجه، يجب على المهندسين تقييم: شدة العملية، نطاق الضغط-درجة الحرارة، توفر الحشية / الحلقة، توقعات إعادة استخدام الوصلة، متطلبات نهاية السطح، التحكم في تحميل البراغي مسبقًا، وكفاءة الصيانة. يمكن أن يظل وجه تقنيًا متفوقًا أقل أداءً إذا لم يكن لدى فريق الميدان ضوابط تركيب وفحص مطابقة.
| نوع الفلنجة | الخصائص | تأثير الأداء |
|---|---|---|
| وجه مسطح (FF) | إجهاد جلوس حشية أقل؛ يستخدم حيث يتطلب المعدات المزاوجة FF | ملاءمة محدودة لواجب التسرب المحكم عالي الضغط |
| وجه مرتفع (RF) | مواجهة مصفاة شائعة مع خيارات واسعة من الحشيات | تحكم جيد في التسرب عند مطابقة الحشية والسطح والإحكام الصحيح للصواميل |
| وصلة من نوع الحلقة (RTJ) | حشية حلقة معدنية مع ختم دقيق للأخدود | سلامة عالية في الختم في خدمات الضغط العالي/درجة الحرارة العالية الشديدة |
نصيحة: طابق نوع الفلنجة والمواجهة وتكنولوجيا الحشية وإجراء التربيط مع واجب المصفاة الفعلي. تأتي موثوقية الوصل من تصميم التجميع الكامل والتنفيذ الميداني—وليس من مكون واحد بمعزل.
استراتيجية علم المعادن واختيار المواد
مطابقة درجات المواد مع ظروف العملية
اختيار مادة الفلنجة هو قرار يعتمد على بيئة الخدمة، وليس قرارًا يعتمد على السعر فقط. يجب على المهندسين تقييم درجة حرارة التشغيل والاضطراب، والضغط، وكيمياء العملية، وآلية التآكل، والحمل الميكانيكي، وطريق التصنيع، ومتطلبات الفحص. تحدد المعايير المتطلبات الأساسية، لكن الاختيار النهائي للمادة يجب أن يعكس ظروف عملية المصفاة الفعلية ومواصفات المشروع.
يلخص الجدول أدناه أهم عوامل القرار لعلم المعادن واختيار المواد في خدمة فلنجات المصفاة:
| عامل | لماذا يهم |
|---|---|
| الضغط ودرجة الحرارة | تحديد تصنيفات الضغط-درجة الحرارة المناسبة، وملاءمة المواد، وأساس فئة الفلنجة/قوة الجدار المطلوبة |
| مقاومة التآكل | التحكم في مقاومة التآكل العام/الموضعي وآليات التصدع؛ قد تتطلب الخدمة الحامضية/الكلوريدية حدودًا أكثر صرامة للمواد |
| القوة الميكانيكية والمتانة | يؤثر على قدرة التحمل، ومخاطر الهشاشة، والأداء في الظروف منخفضة الحرارة أو الديناميكية |
| قابلية اللحام والتصنيع | يؤثر على المعالجة الحرارية، وتأهيل إجراءات اللحام، وإمكانية الإصلاح، ومخاطر التنفيذ الميداني |
| متطلبات التتبع وضمان الجودة | أساسي للتحقق من درجة المادة، ورقم الدفعة، والامتثال، ووثائق الملائمة للخدمة |
تشمل عائلات مواد الفلنجات الشائعة المستخدمة في التطبيقات المتعلقة بالمصفاة:
- الفولاذ الكربوني (مثل ASTM A105، A350 LF2): اقتصادي وقوي للعديد من الخدمات؛ يجب التحقق من حدود درجة الحرارة، والمتانة، وبدل التآكل مقابل الواجب الفعلي.
- الصلب المقاوم للصدأ (مثل 304/304L، 316/316L): مقاومة محسنة للتآكل؛ يجب أن يعكس اختيار الدرجة الكلوريدات ودرجة الحرارة ومخاطر تلوث العملية.
- صلب السبائك (مثل ASTM A182 F11، F22): شائع للخدمة في درجات الحرارة المرتفعة حيث تكون مقاومة الزحف والقوة مطلوبة.
- دوبلكس / سوبر دوبلكس (مثل F51، F53، F55): قوة عالية ومقاومة قوية للتآكل في البيئات المناسبة، لكن التصنيع والتحكم في توازن الطور مهمان.
- سبائك النيكل (مثل سبيكة 625، C276): تُستخدم للتآكل الشديد والتطبيقات عالية العواقب حيث لا تكون الفولاذ القياسية كافية.
الصلب الكربوني (مثل ASTM A105) مقابل سبائك الصلب والصلب المقاوم للصدأ
فلنجات الصلب الكربوني مثل ASTM A105 تُستخدم على نطاق واسع لأنها توازن بين القوة والتوافر والتكلفة. ومع ذلك، فهي ليست مناسبة عالميًا. يمكن أن يزيل آلية التآكل ونطاق درجة الحرارة ومتطلبات المتانة الصلب الكربوني بسرعة من الاعتبار في الخدمات الفرعية للمصفاة مثل الخدمة الحامضة الرطبة أو الملوثة بالكلوريد أو منخفضة الحرارة. بالنسبة للخدمة منخفضة الحرارة، غالبًا ما يقيم المهندسون بدائل مختبرة بالصدمات (على سبيل المثال، ASTM A350 LF2) بناءً على كود المشروع وظروف التصميم.
توفر الفولاذ المقاوم للصدأ مثل 304/304L و316/316L مقاومة محسنة للتآكل، لكن يجب أن يستند اختيار الدرجة إلى الكيمياء الفعلية ودرجة الحرارة وظروف الإجهاد—وليس افتراضات عامة مثل “الفولاذ المقاوم للصدأ أفضل”. تقدم 316/316L عمومًا مقاومة أفضل للكلوريد من 304/304L، لكن التركيبات العدوانية من الكلوريد + درجة الحرارة يمكن أن تتطلب سبائك مزدوجة أو سبائك نيكل. تظل سبائك الفولاذ مثل ASTM A182 F11/F22 مهمة للخدمة في درجات الحرارة المرتفعة حيث يدفع الأداء الميكانيكي والامتثال للمواصفات اختيار المادة.
نصيحة: طابق مادة الفلنجة مع نطاق الخدمة الكامل (ظروف التشغيل العادية، والبدء/الإيقاف، والاضطراب، والتنظيف، واختبار الهيدرو). للخدمة الحامضية أو العدوانية، تحقق من متطلبات المشروع مقابل NACE MR0175 / ISO 15156 وحدود تأهيل المواد.
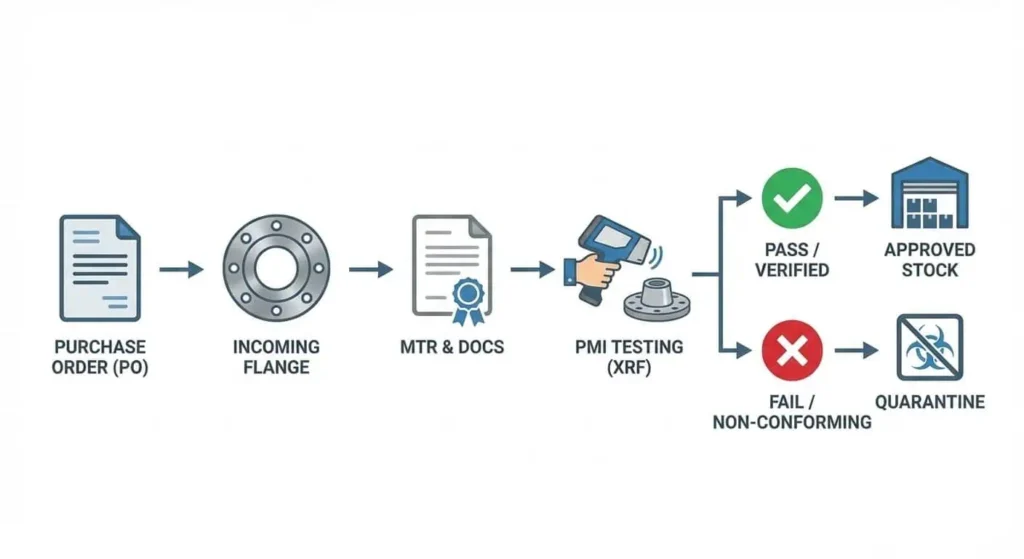
التحقق من المواد وضمان الجودة
التحقق من المواد ومراقبة جودة التصنيع أمران حاسمان في مشتريات المصافي لأن تكلفة خلط المواد يمكن أن تتجاوز بكثير فرق سعر الشراء. يجب على المهندسين وفرق المشتريات التحقق ليس فقط من مادة جسم الفلنجة ولكن أيضًا من التربيط، والحشيات، وأي حشيات حلقية أو ملحقات مستخدمة في تجميع الوصلة النهائي.
الدور الحاسم لتقارير اختبار المواد (MTRs) في المشتريات
توفر تقارير اختبار المواد (MTRs) أدلة قابلة للتتبع للتركيب الكيميائي والخصائص الميكانيكية للدفعة الموردة من المادة. في مشاريع المصافي، يدعم مراجعة تقارير اختبار المواد الامتثال لمواصفات المشروع والمواصفات القابلة للتطبيق، ويساعد في التحقق من أن الفلنجة يمكنها تحمل متطلبات الضغط ودرجة الحرارة والتآكل. للخدمة الحرجة، يجب ربط مراجعة تقارير اختبار المواد بأرقام الدفعات، والعلامات، وسجلات التفتيش عند الاستلام—وليس معاملتها كفحص مستند منفصل.
- تؤكد تقارير اختبار المواد الخصائص الكيميائية والميكانيكية للدفعة الموردة من المادة.
- تدعم التحقق من الامتثال للمواصفات ومتطلبات الكود الخاصة بالمشروع.
- تعزز إمكانية التتبع لتحليل الأعطال المستقبلية والصيانة ومراجعة التدقيق.
نقاط فحص شهادات اختبار المواد العملية: درجة المادة، رقم الصهر، المواصفة/المعيار القابل للتطبيق، حالة المعالجة الحرارية (إذا كانت قابلة للتطبيق)، قيم الشد/الاستطالة، الصلادة حيثما مطلوبة، نتائج اختبار الصدمة حيثما محددة، وإمكانية التتبع إلى علامات المنتج.
التخفيف من المخاطر باستخدام اختبار التعريف الإيجابي للمادة
يساعد اختبار التعريف الإيجابي للمادة في منع الخلط بين المواد أثناء الاستلام والتصنيع والصيانة. يتحقق التعريف الإيجابي للمادة من كيمياء السبيكة وهو ذو قيمة خاصة حيث يمكن الخلط بين المواد المتشابهة بصريًا (على سبيل المثال، الفولاذ الكربوني مقابل الفولاذ منخفض السبائك أو درجات الفولاذ المقاوم للصدأ المختلفة). بالنسبة للمفاصل المصنفة حسب الأهمية في المصافي، يجب تطبيق التعريف الإيجابي للمادة من خلال خطة أخذ عينات موثقة أو سياسة التحقق 100% بناءً على متطلبات مخاطر المشروع.
يجب أن تفهم الفرق أيضًا حدود طريقة التعريف الإيجابي للمادة. جهاز الأشعة السينية المحمول شائع وفعال للعديد من فحوصات السبائك، ولكن يجب أن تتطابق قدرة الطريقة وإجراء الاختبار مع المواد والعناصر التي يتم التحقق منها. عندما يتطلب ذلك المواصفة أو مستوى المخاطرة، قد تكون هناك حاجة إلى طرق تكميلية والتحقق المختبري.
- يؤكد التعريف الإيجابي للمادة هوية السبيكة ويقلل من خطر الاستبدال.
- يدعم التثبيت الآمن في وحدات العمليات عالية العواقب.
- تعزز سجلات التعريف الإيجابي للمادة إمكانية التتبع وجودة تحقيقات الأعطال.
ملاحظة: اطلب دائمًا الوثائق الكاملة وحافظ على إمكانية التتبع من أمر الشراء إلى التفتيش عند الاستلام إلى التثبيت. العلامات الواضحة على المنتج والسجلات المرتبطة ضرورية لبرامج موثوقية المصافي وأعمال الصيانة المستقبلية.
التنقل بين معايير الصناعة والمواصفات
إتقان رموز أبعاد ASME B16.5 وASME B16.47
توفر معايير الصناعة الإطار الأساسي لاختيار الفلنجات الآمنة والقابلة للتبادل. تحدد ASME B16.5 وASME B16.47 المتطلبات الأساسية مثل الأبعاد وتصنيفات الضغط-درجة الحرارة والمواد والتسامحات والعلامات والاختبارات. يجب على المهندسين استخدام هذه المعايير كأساس للأبعاد/التصنيف ثم تطبيق مواصفات المشروع ومتطلبات العملية وضوابط الموثوقية فوقها.
- ASME B16.5 يغطي فلنجات الأنابيب وملحقات الفلنجات من NPS 1/2 إلى NPS 24.
- ASME B16.47 يغطي الفلنجات الفولاذية كبيرة القطر من NPS 26 إلى NPS 60.
في مشاريع المصافي، يجب أن يتحقق سير العمل العملي للاختيار على الأقل من: فئة الضغط ومجموعة المواد ونوع الوجه ونمط الأبعاد/البراغي وتوافق الفلنجة المقابلة ومتطلبات العلامات. يمكن أن تسبب الأخطاء في دائرة البراغي أو تكوين الوجه تأخيرات ميدانية مكلفة حتى عندما يبدو الحجم الاسمي صحيحًا.
نصيحة: تأكد من معيار الفلنجة والإصدار المستخدم في المشروع وفئة الضغط والوجه والتوافق البعدي قبل إصدار أوامر الشراء أو حزم التثبيت الميداني.
| نوع المعيار | أمثلة | الأهمية |
|---|---|---|
| وطني / إقليمي | GB/T، HG/T، JIS، DIN/EN (حسب المشروع) | يضمن التوافق مع المتطلبات المحلية ومعايير المشتريات للمشروع |
| الخط الأساسي الدولي / العالمي للمشروع | ASME/ANSI، API، ASTM، ISO | يدعم السلامة، قابلية التبادل، واتساق التوريد عبر الحدود |
المواءمة مع معايير API للمعدات المتخصصة في المصافي
يجب ألا يكون اختيار فلنجات المصافي منفصلاً عن معايير الفحص والمعدات المستخدمة عبر الوحدة. تشكل معايير API لفحص الأنابيب، والأوعية المضغوطة، والخزانات، والمضخات، والأختام، وأنظمة تخفيف الضغط كيفية تركيب وصلات الفلنجات، وفحصها، وإصلاحها، وصيانتها خلال عمر الخدمة. وهذا مهم بشكل خاص لفريق المشتريات الذين قد يركزون فقط على الامتثال البعدي.
على سبيل المثال، برامج فحص الأنابيب أثناء الخدمة (مثل البرامج القائمة على API 570، حيث ينطبق ذلك) تؤثر على التوثيق، وتخطيط الوصول للفحص، وقرارات الإصلاح حول وصلات الفلنجات. وبالتالي يؤثر اختيار الفلنجات ليس فقط على أداء بدء التشغيل ولكن أيضًا على عملية الفحص والصيانة طويلة الأجل.
| معيار API | الأهمية النموذجية لاختيار الفلنجات / الصيانة |
|---|---|
| API 510 | واجهات فحص أوعية الضغط، اعتبارات سلامة الفلنجات والفتحات |
| API 570 | فحص الأنابيب أثناء الخدمة، تأثيرات الإصلاح والتعديل وإعادة التصنيف على وصلات الفلنجات |
| API 650/653 | أنظمة الخزانات وممارسات الصيانة حيث قد تكون وصلات الفلنجات متضمنة |
| API 610/674/675/676/682/683/685 | أنظمة المضخات والأختام والمعدات الدوارة مع واجهات الفلنجات الحساسة للتسرب |
| API 660/661 | أنظمة المبادلات الحرارية مع وصلات الفلنجات التي تتطلب وصولاً للصيانة وموثوقية في الإغلاق |
| API 520/521/2000 | أنظمة تخفيف الضغط / التهوية حيث تكون إحكام التسرب وملاءمة الخدمة أمرًا بالغ الأهمية |
| API 936 | أهمية غير مباشرة في أنظمة المعدات المبطنة بالحراريات وتنسيق تخطيط الإيقاف |
يجب أن يأخذ اختيار الفلنجة المناسبة في الاعتبار ضغط التشغيل ودرجة الحرارة والأحمال الخارجية وبيئة التآكل وإمكانية الوصول للفحص واستراتيجية الصيانة. يمكن أن يؤدي عدم الامتثال أو سوء محاذاة المواصفات إلى تسريبات أو أعطال متكررة أو نتائج تنظيمية.
ملاحظة: تحقق من أن مواصفات الفلنجة تتماشى مع كل من أساس كود الأنابيب للمشروع (على سبيل المثال، ASME B31.3 لمشاريع أنابيب العمليات) ومع معايير وإجراءات الفحص/الصيانة للمنشأة.
فحص مصنع ومورد الفلنجة الخاص بك
تقييم أنظمة مراقبة الجودة وشهادات ISO
تؤثر أنظمة جودة المورد بشكل مباشر على موثوقية المصفاة. يمكن أن تخلق فلنجة صحيحة الأبعاد ولكنها موثقة بشكل سيء أو معلمة بشكل غير صحيح أو معالجة حرارياً بشكل غير متسق مخاطر كبيرة في الخدمة الحرجة. يتمتع المصنعون الذين لديهم أنظمة مراقبة جودة منظمة وسجلات قابلة للتدقيق بقدرة أفضل على منع العيوب والحفاظ على الاتساق ودعم متطلبات توثيق المصفاة.
تعد شهادة ISO 9001:2015 معيارًا أساسيًا مهمًا لإدارة الجودة، ولكن يجب على المشترين التحقق من ضوابط العملية الفعلية: تتبع المواد الخام ونقاط التفتيش أثناء العملية ومعايير التفتيش النهائي وإدارة المعايرة والتعامل مع عدم المطابقة والاحتفاظ بالوثائق. بالنسبة للاستخدام في المصفاة، غالبًا ما تكون قدرة المورد على إنتاج سجلات قابلة للتتبع بنفس أهمية المنتج نفسه.
- يجب أن تقوم أنظمة مراقبة الجودة بما يلي:
- تحديد العيوب قبل الشحن
- التحكم في اتساق الأبعاد والعلامات
- دعم الامتثال لمواصفات ومعايير المشروع
- تقليل أعمال التركيب المعاد تنفيذها، ومخاطر التسرب، وتكاليف التوقف
تقييم قدرات التشكيل المتقدمة وإمكانية التتبع
تحسن قدرات التشكيل والتصنيع المتقدمة الاتساق، والتحكم في التسامح، وموثوقية التوريد—خاصةً للفلنجات ذات القطر الكبير أو المواد الخاصة. ومع ذلك، يجب دعم ادعاءات السعة بالأدلة: قوائم المعدات، وقدرة التفتيش، والإجراءات الموثقة، وتقارير العينات، وممارسات التتبع.
يجب أن يغطي التتبع السلسلة الكاملة من المواد الخام إلى الفلنجة النهائية، بما في ذلك ربط رقم الحرارة، وسجلات التصنيع حيثما ينطبق ذلك، وتقارير التفتيش، وتوثيق الشحن. يجب أن تظل العلامات الدائمة مقروءة ومتسقة مع التوثيق حتى يتمكن فرق الاستلام وموظفو الصيانة من التحقق من المادة والتصنيف في الموقع.
مراقبة الجودة غير قابلة للتفاوض في تصنيع الفلنجات. يجب أن يظهر المورد الموثوق به إنتاجًا خاضعًا للرقابة، وإمكانية تتبع واضحة، وشهادات/توثيق ذي صلة بنطاق المشروع—وليس فقط تقديم ادعاءات تسويقية عامة.
| ممارسة التتبع | فائدة تشغيلية |
|---|---|
| العلامات الدائمة (المادة، الفئة، الحجم، الحرارة/المعرف حيث ينطبق) | التعريف السريع، التحقق من الاستلام، وإمكانية تتبع الصيانة |
| حزمة الوثائق الكاملة (شهادات اختبار المواد، تقارير التفتيش، الشهادات) | القدرة على التدقيق وتقليل النزاعات في المشتريات/التثبيت |
| تقارير التفتيش من طرف ثالث للطلبات الحرجة | ثقة أعلى لتطبيقات التكرير عالية العواقب |
القيمة طويلة الأجل للشراكة مع خبير معتمد مثل SUNHY
لمشاريع التكرير وصناعة المعالجة، تأتي قيمة المورد طويلة الأجل من الجودة المتسقة، والوثائق القابلة للتتبع، والدعم الفني المستجيب، والقدرة على تلبية المتطلبات الخاصة بالمشروع—وليس فقط سعر الوحدة. الموردون الذين يمكنهم دعم التحقق من المواد، وإمكانية تتبع العلامات، وتوثيق التفتيش يقللون من مخاطر دورة الحياة لمقاولي الهندسة والمشتريات والمستخدمين النهائيين.
يجب تقديم تموضع SUNHY من خلال القدرات القابلة للتحقق: أنظمة الجودة المعتمدة، وإمكانية التتبع الموثقة، وقدرة التشغيل الآلي/التشكيل، وضوابط التفتيش، والقدرة على توفير حزم وثائق كاملة (مثل شهادات المواد EN 10204 3.1 حيث ينطبق). تأطير قيمة المورد حول تقليل المخاطر وموثوقية التنفيذ يتوافق بشكل أفضل مع نية مشتري التكرير من اللغة التسويقية العامة.
غالبًا ما تعود الأعطال الميدانية إلى أسباب يمكن منعها: خلط المواد، وضعف إمكانية التتبع، أو التجميع غير السليم، أو عدم تطابق المواصفات. انضباط المورد في التوثيق ومراقبة الجودة هو دفاع أساسي ضد مسارات الفشل هذه.
اختيار مورد يتمتع بسيطرة عملية مثبتة وإمكانية تتبع يمكن أن يقلل من إعادة العمل، ويحسن ثقة التشغيل، ويدعم تشغيل المصفاة بشكل أكثر أمانًا على المدى الطويل.
يجب على المهندسين ومديري المشتريات مطابقة أنواع الفلنجات باستمرار مع ظروف العملية، والتحقق من المواد والوثائق، وتنسيق الاختيارات مع متطلبات الكود والمنشأة. هذه الخطوات تقلل بشكل كبير من خطر التسرب والفشل في خدمة المصفاة.
- يساعد اختيار الفلنجة بدقة في الحفاظ على سلامة الأنابيب في خدمات المصفاة الخطرة والدورية.
- يقلل التحقق الصارم من المواد وإمكانية التتبع من تكلفة الصيانة وعبء التحقيق في حالات الفشل.
- تحسن تركيبات الوجه/الجلدة/التثبيت الصحيحة أداء الإحكام ضد التسرب في الخدمات عالية الضغط ودرجة الحرارة (HPHT) والخدمات المسببة للتآكل.
قائمة مراجعة عملية يومية (اختيار وشراء فلنجات المصفاة): تأكيد ظروف الخدمة (طبيعية/مضطربة)، الكود/المعيار المعمول به، نوع الفلنجة وفئتها، الوجه، درجة المادة، توافق الجلدة، درجة التثبيت، متطلبات شهادة اختبار المواد/التحديد الطيفي للمواد، العلامات/إمكانية التتبع، خطة التفتيش، ومتطلبات إجراءات التركيب قبل إصدار أمر الشراء أو المشكلة الميدانية.
يساعد اختيار موردين معتمدين واستخدام هذا الدليل كقائمة مراجعة عمل على تحسين السلامة، والتحكم في التكاليف، والموثوقية عبر عمليات المصفاة.
الأسئلة الشائعة
ما هو العامل الأكثر أهمية عند اختيار فلنجة لخدمة التكرير؟
العامل الأهم هو توافق الخدمة لتجميع مفصل الفلنجة الكامل. يجب على المهندسين مطابقة مادة الفلنجة، وفئة الضغط، والوجه، والجلدة، والتثبيت مع الضغط الفعلي، ودرجة الحرارة، وآلية التآكل، وعواقب التسرب. مراجعة الحجم والفئة الاسمية فقط ليست كافية لواجب المصفاة.
كيف يمكن للمهندسين التحقق من جودة الفلنجة؟
استخدم نهج التحقق الطبقي: مراجعة تقارير اختبار المواد، تأكيد العلامات / إمكانية التتبع، إجراء فحص الاستلام، وتطبيق اختبار تحديد المواد المحمولة للمواد الحرجة أو الخدمات عالية العواقب. للمواد الحامضة أو الخاصة، تحقق أيضًا من سجلات الصلادة / المعالجة الحرارية المناسبة والمستندات المطابقة الخاصة بالمشروع.
أي أنواع الفلنجات هي الأفضل لوحدات التكرير عالية الضغط؟
| نوع الفلنجة / الواجهة | حالة الاستخدام النموذجية الأفضل |
|---|---|
| فلنجة عنق اللحام (غالبًا RF أو RTJ حسب المتطلبات) | الخطوط الحرجة عالية الضغط، الخدمة الدورية، أنابيب التكرير المعرضة للاهتزاز |
| واجهة RTJ (مع تصميم فلنجة / وصلة متوافق) | الخدمة الشديدة عالية الضغط / عالية الحرارة ذات الإحكام ضد التسرب |
تُختار تصميمات فلنجة العنق الملحومة ومفاصل الوجه RTJ بشكل شائع للخدمة الشديدة في المصافي عندما تبرر الضغط ودرجة الحرارة وعواقب التسرب والأحمال الدورية متطلبات أعلى لسلامة المفصل. يجب أن يتبع الاختيار النهائي كود المشروع والمراجعة الهندسية الخاصة بالخدمة.
لماذا تعتبر إمكانية التتبع مهمة في شراء الفلنجات؟
تربط إمكانية التتبع الفلنجة المثبتة بسجلات المواد والفحص المؤكدة. يسمح هذا للمهندسين بتأكيد الامتثال أثناء التثبيت والصيانة والتدقيق وتحقيقات الفشل. بدون إمكانية التتبع، حتى الفلنجة ذات الأبعاد الصحيحة قد تكون غير آمنة للتثبيت في الخدمة الحرجة للمصافي.
ما هي الشهادات والمستندات التي يجب أن يقدمها مورد فلنجات المصافي؟
- ISO 9001:2015 (خط أساس لنظام إدارة الجودة)
- الامتثال لمعايير الفلنجات المعمول بها (مثل ASME B16.5 / B16.47 كما هو محدد)
- شهادات المواد EN 10204 3.1 (حيثما يطلبها المشروع/المواصفات)
- تقارير المواد (MTRs)، وعلامات قابلة للتتبع، وتقارير الفحص
- وثائق فحص المواد / الصلادة / المتعلقة بـ NACE للطلبات الحرجة في الخدمات الحامضية، عند التحديد
تعتمد حزمة الشهادات / الوثائق الدقيقة على مواصفات المشروع وحرجة الخدمة،, ولكن يجب على مشتري المصافي دائمًا طلب وثائق تثبت هوية المواد، الامتثال للمعايير، وإمكانية التتبع.