Выбор фланца — это решение по управлению рисками на технологических установках нефтеперерабатывающих заводов, а не просто выбор компонента. Несоответствующий фланец, уплотнительная поверхность, прокладка или система крепежа могут привести к хроническим утечкам, незапланированным остановкам, аварийному сжиганию и дорогостоящим переделкам. В условиях нефтеперерабатывающего завода технологические линии могут подвергаться высокому давлению, термическим циклам, вибрации, воздействию коррозионных углеводородов, кислой воды, режимам пропаривания и ремонтным вмешательствам в течение многих лет. Фланцевое соединение должно оставаться механически стабильным и герметичным в этих условиях.
На практике безопасный выбор фланца требует от инженеров и закупщиков оценки соединения как системы: тип фланца + уплотнительная поверхность + марка материала + прокладка + болты/шпильки + процедура монтажа + инспекция/прослеживаемость. Фланец, который выглядит “правильным” только по размеру, всё равно может выйти из строя, если его номинальное давление-температура, коррозионная стойкость или совместимость с прокладкой не соответствуют условиям эксплуатации.
На нефтеперерабатывающих заводах сталкиваются с:
- Рисками выбросов, потерь продукции и угроз безопасности, связанными с утечками когда фланцевые соединения не надлежащим образом специфицированы и обслуживаются
- Неисправностями оборудования, задержками гидроиспытаний и остановками, вызванными несоответствием номинальных характеристик или ошибками монтажа
- Химическими выбросами и вторичными коррозионными повреждениями вокруг точек постоянного просачивания
- Проблемы безопасности рабочих при осмотре, затяжке, подготовке к горячим работам и открытии линий
Инженеры и менеджеры по закупкам должны подходить к выбору фланцев как к пошаговому инженерному процессу. Каждый фланец должен быть специфицирован в соответствии с фактическими рабочими и аварийными условиями, а не только номинальными проектными допущениями. Результатом является более безопасная эксплуатация, меньшая частота утечек и более предсказуемые затраты на техническое обслуживание в течение всего жизненного цикла установки.
Основные проблемы в применении фланцев на нефтеперерабатывающих заводах
Выживание в условиях высокого давления и высокой температуры (HPHT)

Технологические установки нефтеперерабатывающих заводов часто работают под высоким давлением и повышенной температурой с повторяющимися циклами запуска/остановки. Эти условия нагружают фланцевое соединение через внутреннее давление, внешние нагрузки трубопровода, ослабление болтов и дифференциальное тепловое расширение. Выбранный фланец должен соответствовать требуемому классу давления и номинальному давлению-температуре для конкретной группы материалов, а также учитывать тип поверхности, напряжение посадки прокладки и возможности болтового соединения.
Для тяжелых условий эксплуатации обычно предпочтительны фланцы под приварку встык, поскольку коническая ступица улучшает распределение напряжений и устойчивость к усталости. Усиливающие элементы, контролируемая толщина фланца и правильная конструкция болтового соединения повышают стабильность соединения при циклической эксплуатации. Современные технологии прокладок могут улучшить герметичность, но только при контроле чистоты поверхности, сжатия и плоскостности фланца во время монтажа.
| Тип фланца / Конструктивная особенность | Применение в условиях высокого давления |
|---|---|
| Фланец под приварку встык / Соединение встык | Предпочтительны для линий высокого давления и высокой температуры с тепловыми циклами и вибрацией из-за лучшего перехода напряжений |
| Усиливающие ребра / Более толстое сечение (где позволяет конструкция) | Дополнительная жесткость и стабильность для крупных или сильно нагруженных соединений в экстремальных условиях |
Пример из практики (повторяющаяся утечка HPHT): Фланец Class 300 RF с накладкой в циклическом горяче-масляном сервисе развивал повторное просачивание после каждого ремонта. Основными причинами были неравномерная геометрия углового сварного шва, замена прокладки без инженерного анализа и недостаточное удержание нагрузки болтов после тепловых циклов. Постоянным решением стала модернизация до фланца с приварной шейкой плюс контролируемая спецификация прокладки/болтов и процедура затяжки.
Экспертное мнение:
Консультант с 30-летним опытом в закупках и полевой поддержке отмечает, “Проверьте класс давления и рейтинг давления-температуры по применимому стандарту и документации производителя, затем проверьте детали сборки соединения. Многие отказы происходят из-за того, что команды подтверждают размер фланца, но не полную основу конструкции соединения.”
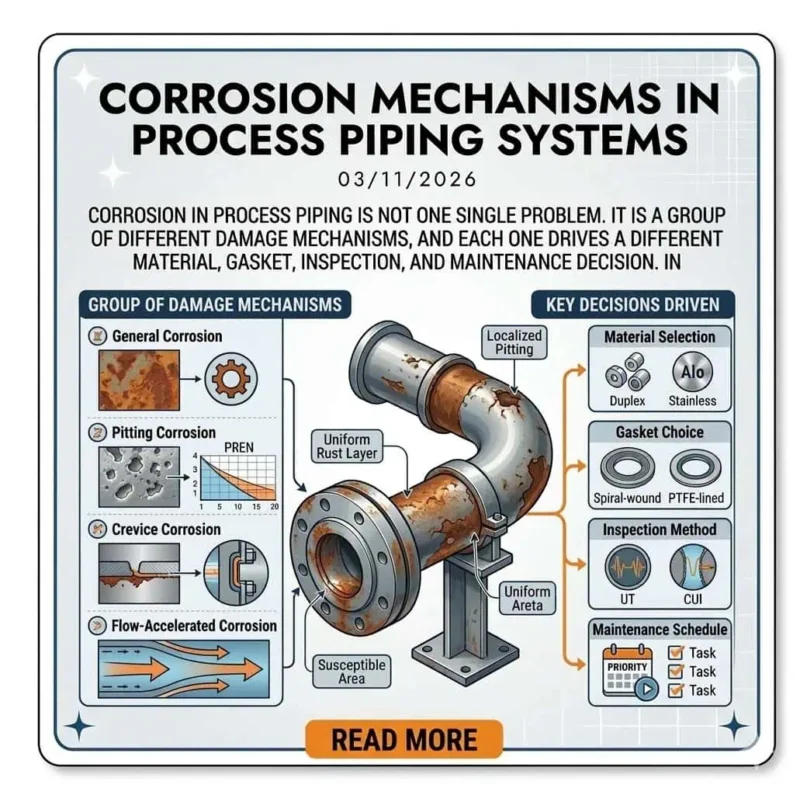
Управление коррозионными жидкостями и кислым газом (соответствие NACE MR0175)

Коррозия является основной причиной деградации фланцевых соединений на НПЗ, особенно там, где существуют застойные карманы, влажный H2S, хлориды, конденсация воды или смешанная металлургия. Общие механизмы включают щелевую коррозию на прокладочном интерфейсе, гальваническую коррозию между разнородными металлами, хлоридную атаку в восприимчивых сплавах и экологическое растрескивание в кислом сервисе. В кислых средах, стандартам NACE MR0175 / ISO 15156 Правила выбора и ограничения (включая марку материала, твердость, состояние термообработки и степень эксплуатационной нагрузки) должны рассматриваться как часть инженерной основы, а не как галочка после покупки.
Соответствие стандарту NACE не означает, что “весь риск коррозии устранен”. Оно снижает риск растрескивания при правильном подборе материалов для фактических условий H.2Условия эксплуатации с содержанием серы. Проверка материала, контроль твердости, прослеживаемость и анализ условий процесса остаются важными. Дуплексные нержавеющие стали, супердуплексные марки и никелевые сплавы могут потребоваться при агрессивных сочетаниях хлоридов, температуры и сероводородной среды, но окончательный выбор зависит от полной коррозионной оболочки и контроля изготовления.
| Коррозия / Механизм повреждения | Инженерная проблема на фланцевых соединениях |
|---|---|
| Сульфидное коррозионное растрескивание (SSC) | Риск растрескивания в восприимчивых материалах под действием растягивающих напряжений в среде H₂S; критически важны твердость и состояние материала2Служба; твердость и состояние материала являются критическими |
| Водородное растрескивание (HIC) | Внутреннее растрескивание в восприимчивых сталях; качество материала и химический состав среды сильно влияют на риск |
| Щелевая коррозия | Локализованная коррозия под прокладками или отложениями, где кислород и химический состав отличаются от основной жидкости |
| Высокое содержание хлоридов / Влажные циклические условия | Может ускорять локализованную коррозию и повреждать пассивные пленки в неподходящих сплавах |
| Режим потока / Эффекты мертвых зон | Степень локализованной коррозии может увеличиваться в зонах с низким потоком или склонных к отложениям (типичный инженерный диапазон варьируется в зависимости от химического состава и температуры) |
Пример из практики (Сероводородная вода в верхней части): На нефтеперерабатывающем заводе наблюдались повторные утечки фланцев в сероводородной среде после замены болтов и прокладок во время остановки. Расследование выявило отсутствие прослеживаемости материала для шпилек и несоответствие записей о твердости на замененных компонентах. Корректирующие действия включали обеспечение прослеживаемости, утвержденные списки материалов и проверки PMI/твердости для критических соединений перед повторной сборкой.
Экспертное мнение:
Консультант рекомендует:, “Запрашивайте полные сертификаты испытаний материалов, записи о термообработке, где применимо, и документацию NACE/ISO для сероводородной среды для каждого критического фланцевого пакета. Скрытые замены материалов часто приводят к самым дорогостоящим отказам.”
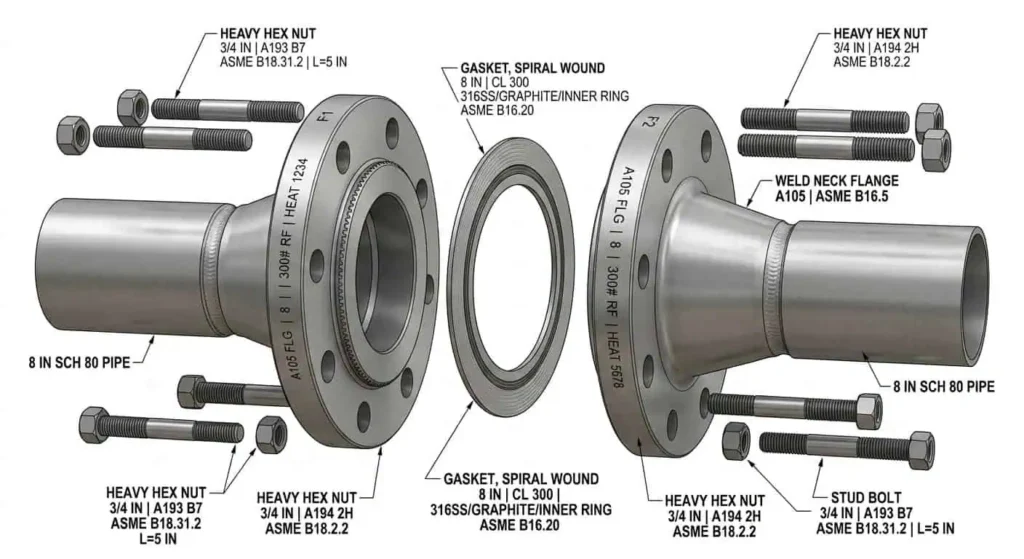
Соблюдение строгих норм по выбросам и герметичности
Современные программы соответствия на НПЗ все больше фокусируются на контроле выбросов и предотвращении утечек. Герметичность фланцев зависит от правильного выбора поверхности фланца, типа прокладки, состояния поверхности, предварительной нагрузки болтов и практики монтажа. Фланцы с выступом (RF) и кольцевые соединения (RTJ) широко используются там, где требуется более высокая герметичность, но производительность зависит от всю сборку и дисциплины обслуживания, а не только от типа фланца.
Конструкция корпуса в один кусок в сопутствующих компонентах может уменьшить пути утечек, но фланцевые соединения остаются распространенными и должны быть спроектированы для ожидаемых условий эксплуатации, включая аварийные температуры и давления. В практической работе на НПЗ многие “отказы фланцев” на самом деле являются сбоями контроля сборки: неправильная прокладка, поврежденная поверхность, повторное использование крепежа сверх процедуры или неравномерные схемы затяжки.
| Тип поверхности фланца | Описание | Типичное применение |
|---|---|---|
| плоские торцы (Flat Face, FF) | Использует полнолицевую мягкую прокладку; более низкое напряжение прокладки и более широкая площадь контакта | Низкое давление / менее ответственные условия эксплуатации и соединение с фланцами оборудования с плоской поверхностью при необходимости |
| Raised Face (RF) | Концентрирует нагрузку на прокладку на приподнятой уплотнительной поверхности для повышения эффективности уплотнения | Общее применение на нефтеперерабатывающих заводах для многих средних и высоких давлений (в зависимости от класса давления и совместимости прокладок) |
| Соединение кольцевого типа (RTJ) | Использует металлическую кольцевую прокладку с прецизионными канавками для высокоинтегрального уплотнения | Экстремальные условия высокого давления / высокой температуры и критические задачи по герметичности |
Пример на объекте (пробел в соблюдении требований по выбросам): На установке были отмечены повторяющиеся низкоуровневые утечки летучих органических соединений на RF-соединениях после запуска. Анализ первопричины выявил использование неутвержденных замен прокладок во время технического обслуживания и отсутствие задокументированных критериев приемки для проверки поверхности фланцев. Обновление списка контроля прокладок, стандартов проверки поверхности и записей затяжки болтов снизило повторные утечки в следующем рабочем цикле.
Экспертное мнение:
Консультант подчеркивает:, “Выбирайте поставщиков и подрядчиков, которые документируют совместимость прокладок, требования к чистоте поверхности и пригодность по классу давления. Хорошая документация заранее предотвращает расследования утечек в дальнейшем.”
- Распространенные проблемы в применениях фланцев на нефтеперерабатывающих заводах включают:
- Риск утечки в условиях высокого давления и высокой температуры (HPHT) или циклической эксплуатации, когда тип фланца, уплотнительная поверхность, прокладка и нагрузка на болты не согласованы как система
- Деградация материала из-за коррозии, агрессивной химической среды, отложений и термических скачков
- Ошибки монтажа и технического обслуживания, снижающие эффективное уплотняющее напряжение
- Сложности инспекции, вызванные изоляцией, ограничениями доступа и сложной геометрией соединения
- Регуляторные и внутренние требования к надежности для контроля выбросов, прослеживаемости и документации
Выбор правильного типа фланца для установок нефтеперерабатывающих заводов
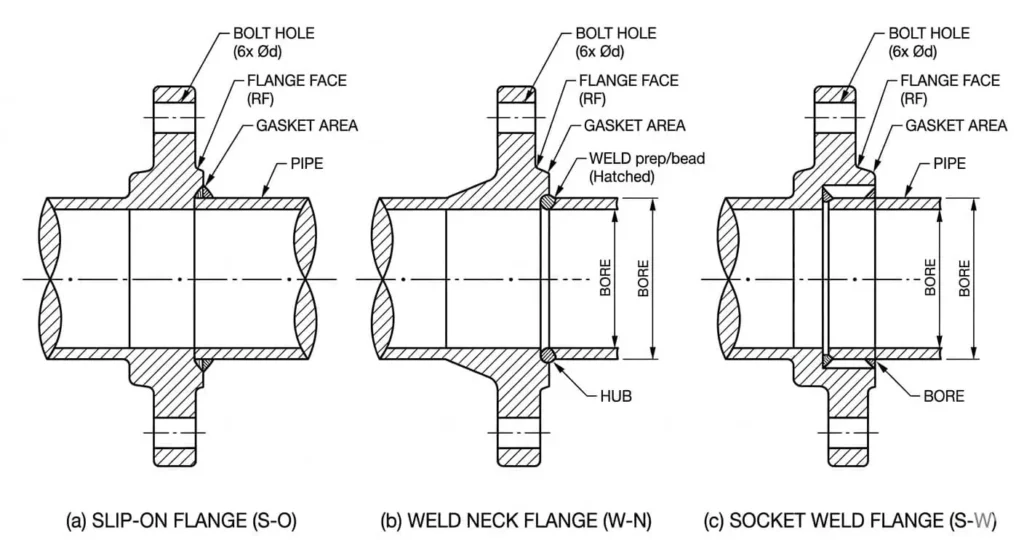
Воротниковые фланцы
Почему они являются золотым стандартом для критических трубопроводных систем
Фланцы под приварку встык часто рассматриваются как стандартный выбор для критических трубопроводов нефтеперерабатывающих заводов, поскольку их конструкция ступицы обеспечивает лучшее распределение напряжений по сравнению со многими альтернативными типами. В линиях высокого давления, при циклической термической эксплуатации и в местах, подверженных вибрации, фланцы под приварку встык обычно демонстрируют лучшую усталостную прочность и долгосрочную надежность соединения. Они особенно ценны там, где последствия утечки высоки, а доступ для ремонта ограничен.
Эти преимущества не отменяют необходимости квалификации процедуры сварки, контроля сборки, неразрушающего контроля (НК) по требованию и термической обработки после сварки (ТОПС), когда это применимо. Стоимость монтажа выше, но жизненный цикл часто обходится дешевле, если учитывать частоту утечек, переделки и простои.
| Преимущества | Ограничения / Компромиссы |
|---|---|
| Превосходная прочность и лучший переход напряжений при давлениях и тепловых нагрузках | Требует квалифицированной сварки и больше времени на монтаж |
| Обычно предпочтительны для критических систем высокого давления | Более высокие первоначальные затраты на изготовление и инспекцию |
| Лучшая усталостная стойкость при циклической эксплуатации при правильной установке | Менее удобны для модификации по сравнению с временными решениями только на болтах |
| Надежная долгосрочная производительность в условиях нефтеперерабатывающего завода | Качество зависит от выполнения сварки и выравнивания стыка |
Глухие фланцы (Заглушки)

Лучшие практики для изоляции оборудования и безопасного обслуживания
Глухие фланцы (Заглушки) необходимы для положительной изоляции, гидроиспытаний, будущих подключений и планирования технического обслуживания в трубопроводных системах нефтеперерабатывающих заводов. Они закрывают границу давления и должны выбираться на основе тех же расчетных условий, что и сопрягаемый фланец и условия эксплуатации (включая условия гидроиспытаний, которые могут отличаться от рабочих условий). Толщина глухого фланца и достаточность болтового соединения являются критически важными инженерными проверками, особенно при больших диаметрах и более высоких классах давления.
- Глухие фланцы изолируют участки трубопроводов для технического обслуживания и вскрытия линий.
- Они поддерживают проведение испытаний под давлением и пуско-наладочных работ.
- Они обеспечивают гибкость для будущих подключений и поэтапного выполнения проекта.
- Спектакль-фланцы обеспечивают четкий операционный статус для периодических задач изоляции.
- Планирование изоляции должно включать тип прокладки, состояние болтов и процедуру затяжки, а не только класс фланца.
Пример из практики (Задержка гидроиспытаний): Гидроиспытания при капитальном ремонте были задержаны, когда временный комплект глухих фланцев не имел прослеживаемой документации по номинальным характеристикам и записей о материале шпилек. Повторная проверка и замена увеличили окно простоя. Реестр глухих фланцев перед остановкой с указанием номиналов, размеров и требований к документации предотвратил бы задержку.
Фланцы под приварку внахлест и раструбной сварки
Понимание их ограничений и рисков в зонах высоких напряжений
Фланцы под приварку внахлест и раструбной сварки широко используются и могут хорошо работать в подходящих условиях, но требуют более строгого отбора для критических применений на НПЗ. Фланцы под приварку внахлест могут быть менее подходящими для сильных циклических нагрузок, поскольку усталостная прочность сильно зависит от качества сварки и геометрии. Конструкции с раструбной сваркой могут создавать склонные к щелям области и могут быть чувствительны в коррозионных или загрязняющих средах, если не указаны и не обслуживаются тщательно.
Эти типы фланцев не являются “неправильными” по умолчанию. Ключевым фактором является классификация условий эксплуатации: последствия утечки, циклические нагрузки, механизм коррозии, доступ для инспекции и практика технического обслуживания. В случаях, когда последствия утечки высоки или условия эксплуатации суровы, инженеры часто выбирают более надежные альтернативы и более строгий контроль сборки.
| Тип фланца | Факторы риска утечки / надежности, на которые следует обратить внимание |
|---|---|
| Фланец на приварку внахлёст | Чувствительность к усталости при циклической эксплуатации, качество профиля сварного шва, контроль выравнивания |
| Фланец под приварку в раструб | Эффекты щелей, качество выполнения сварки, пригодность для эксплуатации в коррозионных / загрязняющих условиях |
Выбор правильной поверхности фланца
Выступающая поверхность (RF) против кольцевого соединения (RTJ) для высокого давления
Выбор поверхности фланца напрямую влияет на герметичность и риск утечки. RF и RTJ широко используются в нефтеперерабатывающей промышленности, но они основаны на разных механизмах уплотнения и требованиях к обслуживанию. RF-соединения обеспечивают гибкость для многих применений с широким выбором прокладок. RTJ-соединения обеспечивают высокую герметичность в суровых условиях, но требуют точного состояния канавки, совместимого материала кольца и более строгой дисциплины монтажа.
При выборе поверхности инженеры должны оценивать: суровость процесса, диапазон давления-температуры, доступность прокладок/колец, ожидания по повторному использованию соединения, требования к чистоте поверхности, контроль предварительной затяжки болтов и квалификацию обслуживающего персонала. Технически превосходная поверхность может не оправдать ожиданий, если полевая команда не имеет соответствующих средств контроля монтажа и инспекции.
| Тип фланца | Характеристики | Влияние на производительность |
|---|---|---|
| плоские торцы (Flat Face, FF) | Более низкое напряжение посадки прокладки; используется там, где сопрягаемое оборудование требует FF | Ограниченная пригодность для герметичных соединений высокого давления |
| Raised Face (RF) | Типовые поверхности фланцев для нефтеперерабатывающих заводов с широким выбором прокладок | Хороший контроль утечек при правильном подборе прокладки, обработки поверхности и нагрузки на болты |
| Соединение кольцевого типа (RTJ) | Металлическая кольцевая прокладка с точным уплотнением в канавке | Высокая герметичность в условиях экстремально высокого давления/высокой температуры |
Совет: Подбирайте тип фланца, поверхность, технологию прокладки и процедуру болтового соединения в соответствии с фактическими условиями эксплуатации на НПЗ. Надежность соединения зависит от полной конструкции узла и качества монтажа на объекте, а не от одного компонента в отдельности.
Стратегия выбора металлургии и материалов
Соответствие марок материалов технологическим условиям
Выбор материала фланца — это решение, основанное на условиях эксплуатации, а не только на цене. Инженеры должны оценивать рабочие и аварийные температуры, давление, химический состав процесса, механизм коррозии, механические нагрузки, способ изготовления и требования к контролю. Стандарты определяют базовые требования, но окончательный выбор материала должен отражать фактические условия процесса на НПЗ и спецификации проекта.
В таблице ниже приведены наиболее важные факторы для принятия решений по металлургии и выбору материалов для фланцев в нефтеперерабатывающей промышленности:
| Фактор | Почему это важно |
|---|---|
| Давление и температура | Определите применимые номинальные значения давления-температуры, пригодность материала и требуемый класс фланца / основу прочности стенки |
| Коррозионная стойкость | Контролирует устойчивость к общей/локальной коррозии и механизмам растрескивания; сероводородные/хлоридные среды могут требовать более строгих ограничений по материалам |
| Механическая прочность и вязкость | Влияет на несущую способность, риск хрупкости и производительность в условиях низких температур или динамических нагрузок |
| Свариваемость и изготовление | Влияет на термообработку, квалификацию сварочных процедур, ремонтопригодность и риск выполнения работ на месте |
| Прослеживаемость и требования к контролю качества | Критически важно для проверки марки материала, номера плавки, соответствия и документации о пригодности к эксплуатации |
Распространенные семейства материалов фланцев, используемых в нефтеперерабатывающих приложениях, включают:
- Углеродистая сталь (например, ASTM A105, A350 LF2): Экономически эффективна и прочна для многих применений; пределы температуры, вязкость и коррозионный запас должны быть проверены в соответствии с фактическими условиями эксплуатации.
- Нержавеющая сталь (например, 304/304L, 316/316L): Улучшенная коррозионная стойкость; выбор марки должен учитывать хлориды, температуру и риски загрязнения процесса.
- Легированная сталь (например, ASTM A182 F11, F22): Обычно используется для работы при повышенных температурах, где требуются стойкость к ползучести и прочность.
- Дуплексная / Супердуплексная сталь (например, F51, F53, F55): Высокая прочность и сильная коррозионная стойкость в подходящих средах, но важны контроль изготовления и баланса фаз.
- Никелевые сплавы (например, сплав 625, C276): Используются для суровых коррозионных и высокоответственных применений, где стандартные стали не подходят.
Углеродистая сталь (например, ASTM A105) в сравнении с легированными и нержавеющими сталями
Фланцы из углеродистой стали, такие как ASTM A105, широко используются, поскольку они сочетают прочность, доступность и стоимость. Однако они не универсально подходят. Механизм коррозии, температурный диапазон и требования к ударной вязкости могут быстро исключить углеродистую сталь из рассмотрения для подсистем НПЗ, таких как влажные кислые, загрязненные хлоридами или низкотемпературные условия. Для низкотемпературной службы инженеры часто оценивают альтернативы с ударными испытаниями (например, ASTM A350 LF2) на основе кода проекта и условий проектирования.
Нержавеющие стали, такие как 304/304L и 316/316L, обеспечивают повышенную коррозионную стойкость, но выбор марки должен основываться на фактическом химическом составе, температуре и условиях напряжения, а не на общих предположениях “нержавеющая сталь лучше”. 316/316L обычно обладают лучшей стойкостью к хлоридам, чем 304/304L, но агрессивные комбинации хлоридов и температуры могут все же требовать дуплексных или никелевых сплавов. Легированные стали, такие как ASTM A182 F11/F22, остаются важными для высокотемпературной эксплуатации, где механические характеристики и соответствие нормам определяют выбор материала.
Совет: Согласуйте материал фланца с полным диапазоном эксплуатационных условий (нормальные, пусковые/остановочные, аварийные, очистные и условия гидроиспытаний). Для сероводородной или агрессивной эксплуатации проверьте требования проекта в соответствии с NACE MR0175 / ISO 15156 и пределы квалификации материала.
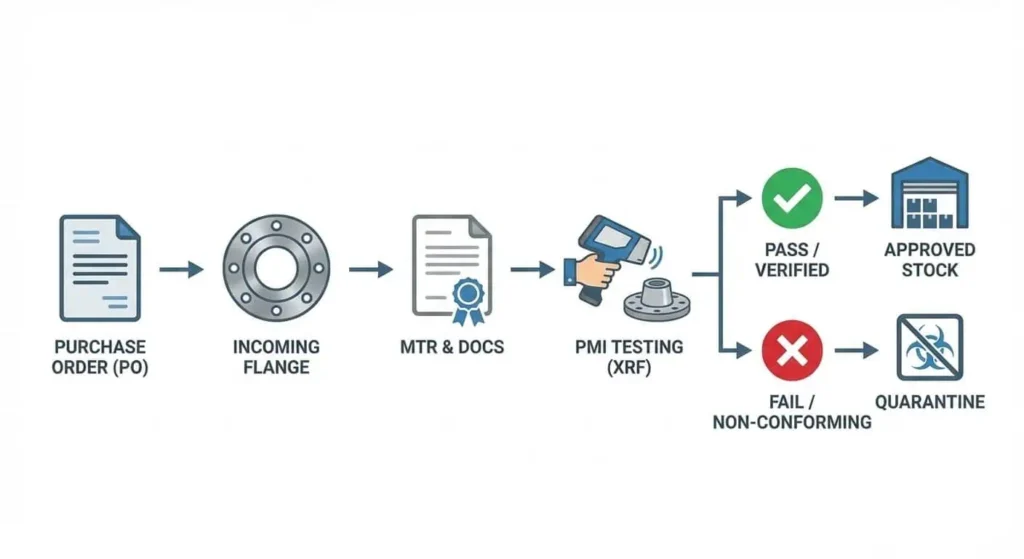
Проверка материала и обеспечение качества
Проверка материала и контроль качества производства критически важны при закупках для нефтеперерабатывающих заводов, поскольку стоимость ошибки в материале может значительно превышать разницу в цене покупки. Инженеры и закупочные команды должны проверять не только материал корпуса фланца, но и болтовое соединение, прокладки, а также любые кольцевые прокладки или аксессуары, используемые в окончательной сборке соединения.
Ключевая роль отчетов об испытаниях материалов (MTR) в закупках
Отчеты об испытаниях материалов (MTR) предоставляют отслеживаемые доказательства химического состава и механических свойств для поставляемой плавки материала. В проектах нефтеперерабатывающих заводов проверка MTR поддерживает соответствие проектным спецификациям и применимым нормам, а также помогает убедиться, что фланец выдерживает требования по давлению, температуре и коррозии. Для критической эксплуатации проверка MTR должна быть привязана к номерам плавок, маркировке и записям приемочного контроля, а не рассматриваться как отдельная проверка документов.
- MTR подтверждают химические и механические свойства для поставляемой партии материала.
- Они поддерживают проверку соответствия проектным спецификациям и требованиям кодексов.
- Они улучшают прослеживаемость для будущего анализа отказов, технического обслуживания и аудита.
Практические контрольные точки MTR: марка материала, номер плавки, применимый стандарт/спецификация, состояние термообработки (если применимо), значения прочности/предела текучести, твердость при необходимости, результаты ударных испытаний при указании и прослеживаемость до маркировки продукции.
Снижение рисков с помощью тестирования PMI (Положительная идентификация материала)
Тестирование Положительной идентификации материала (PMI) помогает предотвратить смешивание материалов при приемке, изготовлении и техническом обслуживании. PMI проверяет химический состав сплава и особенно ценно там, где визуально похожие материалы могут быть перепутаны (например, углеродистая сталь против низколегированной стали или различные марки нержавеющей стали). Для соединений с критическим рейтингом на НПЗ PMI должен применяться в соответствии с документированным планом выборки или политикой проверки 100% на основе требований к рискам проекта.
Команды также должны понимать ограничения метода PMI. Ручной XRF распространен и эффективен для многих проверок сплавов, но возможности метода и процедура тестирования должны соответствовать материалам и элементам, которые проверяются. Когда это требуется спецификацией или уровнем риска, могут потребоваться дополнительные методы и лабораторная проверка.
- PMI подтверждает идентичность сплава и снижает риск подмены.
- Он поддерживает безопасный монтаж в технологических установках с высокими последствиями.
- Записи PMI улучшают прослеживаемость и качество расследования отказов.
Примечание: Всегда запрашивайте полную документацию и поддерживайте прослеживаемость от заказа на поставку до входного контроля и монтажа. Четкая маркировка продукции и связанные записи необходимы для программ надежности на НПЗ и будущих ремонтных работ.
Навигация по отраслевым стандартам и спецификациям
Освоение кодов размеров ASME B16.5 и ASME B16.47
Отраслевые стандарты обеспечивают базовую основу для безопасного и взаимозаменяемого выбора фланцев. ASME B16.5 и ASME B16.47 определяют основные требования, такие как размеры, рейтинги давления-температуры, материалы, допуски, маркировка и испытания. Инженеры должны использовать эти стандарты в качестве размерно-рейтинговой основы, а затем применять к ним проектные спецификации, технологические требования и средства контроля надежности.
- ASME B16.5 охватывает трубные фланцы и фланцевые фитинги для NPS 1/2 до NPS 24.
- ASME B16.47 охватывает стальные фланцы большого диаметра для NPS 26 до NPS 60.
В проектах НПЗ практический рабочий процесс выбора должен проверять как минимум: класс давления, группу материалов, тип уплотнительной поверхности, размеры/болтовой узор, совместимость с ответным фланцем и требования к маркировке. Ошибки в болтовом круге или конфигурации уплотнительной поверхности могут вызвать дорогостоящие задержки на месте, даже если номинальный размер кажется правильным.
Совет: Подтвердите стандарт фланца, издание, используемое проектом, класс давления, уплотнительную поверхность и размерную совместимость перед выпуском заказов на поставку или выдачей пакетов для монтажа на месте.
| Тип стандарта | Примеры | Важность |
|---|---|---|
| Национальный / Региональный | GB/T, HG/T, JIS, DIN/EN (в зависимости от проекта) | Обеспечивает совместимость с местными требованиями и нормами закупок проекта |
| Международная / Глобальная базовая линия проекта | ASME/ANSI, API, ASTM, ISO | Поддерживает безопасность, взаимозаменяемость и согласованность трансграничных поставок |
Соответствие стандартам API для специализированного оборудования нефтеперерабатывающих заводов
Выбор фланцев для нефтеперерабатывающих заводов не должен быть изолирован от стандартов инспекции и оборудования, используемых по всему блоку. Стандарты API для инспекции трубопроводов, сосудов под давлением, резервуаров, насосов, уплотнений и систем сброса давления определяют, как стыки устанавливаются, проверяются, ремонтируются и обслуживаются в течение срока службы. Это особенно важно для закупочных команд, которые в противном случае могут сосредоточиться только на соблюдении размеров.
Например, программы инспекции трубопроводов в эксплуатации (такие как программы на основе API 570, где применимо) влияют на документацию, планирование доступа для инспекции и решения по ремонту вокруг фланцевых соединений. Таким образом, выбор фланцев влияет не только на производительность при запуске, но и на практичность долгосрочной инспекции и обслуживания.
| Стандарт API | Типичная значимость для выбора / обслуживания фланцев |
|---|---|
| API 510 | Интерфейсы инспекции сосудов под давлением, соображения по целостности патрубков и фланцев сосудов |
| API 570 | Влияние инспекции, ремонта, изменения и переоценки трубопроводов в эксплуатации на фланцевые соединения |
| API 650/653 | Системы резервуаров и практики технического обслуживания, где могут быть задействованы фланцевые соединения |
| API 610/674/675/676/682/683/685 | Системы насосов, уплотнений и вращающегося оборудования с критическими к утечкам фланцевыми интерфейсами |
| API 660/661 | Системы теплообменников с фланцевыми соединениями, требующими доступа для обслуживания и надежности уплотнения |
| API 520/521/2000 | Системы сброса давления / вентиляции, где критически важны герметичность и пригодность для эксплуатации |
| API 936 | Косвенная значимость в системах оборудования с огнеупорной футеровкой и координации планирования остановок |
Правильный выбор фланца должен учитывать рабочее давление, температуру, внешние нагрузки, коррозионную среду, доступность для осмотра и стратегию технического обслуживания. Несоответствие или плохое согласование спецификаций может привести к утечкам, повторным отказам или выявлению нарушений нормативных требований.
Примечание: Убедитесь, что спецификации фланцев соответствуют как базовому коду трубопроводов проекта (например, ASME B31.3 для проектов технологических трубопроводов), так и стандартам и процедурам инспекции/технического обслуживания объекта.
Проверка вашего производителя и поставщика фланцев
Оценка систем контроля качества и сертификатов ISO
Системы качества поставщика напрямую влияют на надежность нефтеперерабатывающего завода. Фланец, который имеет правильные размеры, но плохо документирован, неправильно маркирован или неоднородно подвергнут термической обработке, может создать серьезный риск в критических условиях эксплуатации. Производители со структурированными системами контроля качества и проверяемыми записями лучше подготовлены для предотвращения дефектов, поддержания стабильности и соответствия требованиям к документации нефтеперерабатывающего завода.
Сертификация ISO 9001:2015 является важным базовым уровнем для управления качеством, но покупатели все равно должны проверять фактические средства контроля процессов: прослеживаемость сырья, точки промежуточного контроля, критерии окончательного контроля, управление калибровкой, обработку несоответствий и хранение документации. Для использования на нефтеперерабатывающих заводах способность поставщика предоставлять прослеживаемые записи часто так же важна, как и сам продукт.
- Системы контроля качества должны:
- Выявление дефектов перед отгрузкой
- Контроль размерной и маркировочной согласованности
- Поддержка соответствия проектным спецификациям и стандартам
- Снижение затрат на переделку при монтаже, риска утечек и простоев
Оценка возможностей передовой ковки и прослеживаемости
Возможности передовой ковки и механической обработки улучшают согласованность, контроль допусков и надежность поставок, особенно для фланцев большого диаметра или из специальных материалов. Однако заявления о мощностях должны подтверждаться доказательствами: списками оборудования, возможностями контроля, задокументированными процедурами, образцами отчетов и практиками прослеживаемости.
Прослеживаемость должна охватывать всю цепочку от сырья до готового фланца, включая связь с номером плавки, записи механической обработки, где применимо, отчеты по контролю и документацию по отгрузке. Постоянная маркировка должна оставаться читаемой и соответствовать документации, чтобы принимающие команды и обслуживающий персонал могли проверять материал и номинальные параметры на месте.
Контроль качества в производстве фланцев не подлежит обсуждению. Надежный поставщик должен демонстрировать контролируемое производство, четкую прослеживаемость и соответствующую сертификацию/документацию для объема проекта, а не только предоставлять общие маркетинговые заявления.
| Практика прослеживаемости | Эксплуатационная выгода |
|---|---|
| Постоянная маркировка (материал, класс, размер, номер плавки/идентификатор, где применимо) | Быстрая идентификация, проверка при приемке и отслеживаемость технического обслуживания |
| Полный пакет документации (MTR, отчеты об инспекции, сертификаты) | Возможность аудита и сокращение споров при закупке/установке |
| Отчеты сторонних инспекций для критических заказов | Повышенная уверенность для высокорисковых применений на НПЗ |
Долгосрочная ценность партнерства с сертифицированным экспертом, таким как SUNHY
Для проектов на НПЗ и в перерабатывающей промышленности долгосрочная ценность поставщика заключается в стабильном качестве, отслеживаемой документации, оперативной технической поддержке и способности соответствовать проектным требованиям, а не только в цене за единицу. Поставщики, которые могут обеспечить проверку материалов, отслеживаемость маркировки и инспекционную документацию, снижают жизненный цикл рисков для EPC, закупочных команд и конечных пользователей.
Позиционирование SUNHY должно быть представлено через проверяемые возможности: сертифицированные системы качества, документированная отслеживаемость, мощности по механической обработке/ковке, контроль инспекций и способность предоставлять полные пакеты документации (например, сертификаты на материалы EN 10204 3.1, где применимо). Формулирование ценности поставщика вокруг снижения рисков и надежности выполнения лучше соответствует намерениям покупателей на НПЗ, чем общий маркетинговый язык.
Полевые отказы часто связаны с предотвратимыми причинами: путаница в материалах, плохая отслеживаемость, неправильная сборка или несоответствие спецификациям. Дисциплина поставщика в документации и контроле качества является основной защитой от этих путей отказа.
Выбор поставщика с подтвержденным контролем процессов и прослеживаемостью может сократить переделки, повысить уверенность при вводе в эксплуатацию и обеспечить более безопасную работу нефтеперерабатывающего завода в долгосрочной перспективе.
Инженеры и менеджеры по закупкам должны последовательно подбирать типы фланцев в соответствии с условиями процесса, проверять материалы и документацию, а также согласовывать выбор с требованиями норм и объекта. Эти шаги значительно снижают риск утечек и отказов в нефтеперерабатывающем производстве.
- Точный подбор фланцев помогает поддерживать целостность трубопроводов в опасных и циклических условиях нефтеперерабатывающего производства.
- Строгая проверка материалов и прослеживаемость снижают затраты на техническое обслуживание и нагрузку на расследование отказов.
- Правильные комбинации уплотнительных поверхностей/прокладок/болтовых соединений улучшают герметичность в условиях высокого давления и высокой температуры (HPHT) и коррозионных средах.
Практический ежедневный контрольный список (Подбор и закупка фланцев для нефтеперерабатывающих заводов): Подтвердите условия эксплуатации (нормальные/аварийные), применимые нормы/стандарты, тип и класс фланца, уплотнительную поверхность, марку материала, совместимость прокладок, класс болтовых соединений, требования к сертификатам материалов/PMI, маркировку/прослеживаемость, план инспекции и требования к процедуре монтажа перед выпуском заказа на поставку или выдачей в поле.
Выбор сертифицированных поставщиков и использование этого руководства в качестве рабочего контрольного списка помогает повысить безопасность, контроль затрат и надежность в нефтеперерабатывающих операциях.
Часто задаваемые вопросы
Какой самый важный фактор при выборе фланца для нефтеперерабатывающего производства?
Самый важный фактор — это совместимость с условиями эксплуатации всей сборки фланцевого соединения. Инженеры должны подбирать материал фланца, класс давления, уплотнительную поверхность, прокладку и болтовые соединения в соответствии с фактическим давлением, температурой, механизмом коррозии и последствиями утечек. Рассмотрение только размера и номинального класса недостаточно для нефтеперерабатывающих условий.
Как инженеры могут проверить качество фланца?
Используйте многоуровневый подход к проверке: проверьте сертификаты материалов (MTR), подтвердите маркировку/прослеживаемость, выполните входной контроль и примените PMI-тестирование для критических материалов или высокоответственных применений. Для кислых или специальных материалов также проверьте соответствующие записи о твердости/термообработке и проектно-специфические документы соответствия.
Какие типы фланцев лучше всего подходят для высоконапорных установок нефтеперерабатывающих заводов?
| Тип фланца / Поверхность | Типичное оптимальное применение |
|---|---|
| Приварной встык (часто RF или RTJ по требованию) | Критические высоконапорные линии, циклические нагрузки, вибрационно-нагруженные трубопроводы НПЗ |
| Поверхность RTJ (с совместимой конструкцией фланца/соединения) | Экстремальные высоконапорные / высокотемпературные герметичные применения |
Конструкции приварных встык фланцев и соединения с поверхностью RTJ обычно выбираются для экстремальных применений на НПЗ когда давление, температура, последствия утечки и циклические нагрузки оправдывают более высокие требования к целостности соединения. Окончательный выбор всё равно должен соответствовать проектному коду и инженерному анализу, специфичному для применения.
Почему прослеживаемость важна при закупке фланцев?
Прослеживаемость связывает установленный фланец с его проверенными материалами и записями инспекций. Это позволяет инженерам подтверждать соответствие во время установки, технического обслуживания, аудитов и расследований отказов. Без прослеживаемости даже фланец с правильными размерами может быть небезопасным для установки в критических условиях нефтеперерабатывающего завода.
Какие сертификаты и документы должен предоставлять поставщик фланцев для нефтеперерабатывающих заводов?
- ISO 9001:2015 (базовая система менеджмента качества)
- Соответствие применимым стандартам на фланцы (например, ASME B16.5 / B16.47, как указано)
- Сертификаты на материалы EN 10204 3.1 (где требуется по проекту/спецификации)
- MTR, прослеживаемые маркировки и отчеты об инспекциях
- Документация по PMI / твердости / NACE для критических заказов на кислые среды, когда указано
Точный пакет сертификатов/документов зависит от спецификации проекта и критичности службы, но покупатели на нефтеперерабатывающих заводах всегда должны требовать документы, доказывающие идентичность материала, соответствие стандартам и прослеживаемость.