")
Você precisa escolher flanges de aço inoxidável que correspondam às condições de projeto do seu sistema de tubulação—não apenas às condições normais de operação. No campo, erros na seleção de flanges geralmente se manifestam como uma das três coisas: vazamento após o primeiro ciclo de aquecimento/resfriamento, um teste hidrostático falho ou vazamentos recorrentes após remontagem de manutenção.
Escolher o flange correto afeta mais do que segurança e desempenho:
- Ele controla o esforço de instalação (ajuste, tempo de soldagem/END, tempo de aperto dos parafusos) e o risco de retrabalho.
- Reduz a manutenção induzida por corrosão quando a liga e o faceamento/gaxeta correspondem ao meio real.
- Ajuda a evitar tempo de inatividade causado por estouro de gaxeta, relaxamento dos parafusos ou corrosão por fresta ao redor da junta.
Sua escolha estabelece a base para uma operação segura e eficiente.
Definir as Necessidades do Projeto para a Seleção de Flanges
Antes de escolher flanges de aço inoxidável, reúna os requisitos técnicos do projeto de forma que um instalador e um inspetor possam verificar. No mínimo, capture: pressão de projeto, temperatura de projeto, química do meio (incluindo contaminantes), norma aplicável (ASME/EN/DIN), tipo de faceamento, tipo de gaxeta e requisitos de parafusamento.
Pressão e Temperatura do Projeto
Resposta Direta:
Você deve conhecer a pressão de projeto máxima e temperatura de projeto máxima que seu sistema enfrentará, incluindo perturbações críveis (excursões térmicas, surtos de pressão, transientes de partida).
A classe de pressão não é uma única “classificação em psi”. De acordo com a ASME B16.5, a pressão admissível depende de temperatura e o grupo de material. À medida que a temperatura aumenta, a pressão admissível diminui, e a queda não é linear. Se sua base de projeto faz referência às regras de tubulação de processo ASME, confirme como seu projeto define as condições de projeto (geralmente alinhadas com ASME B31.3).
Exemplo (apenas para referência rápida): As classificações do grupo de material A182 F316 mostram uma clara tendência de derating com a temperatura. Sempre verifique em relação à edição atual do padrão adquirido; esta tabela é um instantâneo de conveniência baseado em um gráfico de referência rápida comumente usado derivado das tabelas de grupo de material ASME B16.5.
| Temperatura (°F) | Exemplo de Classificação de Pressão (psig) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
Dica:
As flanges são classificadas por “classes” de acordo com a ASME B16.5 (por exemplo, 150, 300, 600). A seleção da classe deve ser verificada em temperatura de projeto. Se você verificar apenas a classificação na temperatura ambiente, pode subdimensionar a junta nas condições operacionais sem saber.
")
Passos Rápidos para Pressão e Temperatura:
- Documente a pressão de projeto e a temperatura de projeto (inclua surtos credíveis e excursões térmicas).
- Confirme o padrão de flange aplicável (ASME B16.5 / ASME B16.47 / EN/DIN) e o grupo de material.
- Verifique a pressão admissível na temperatura de projeto e, em seguida, selecione uma classe com margem apropriada para as regras do seu projeto.
Exemplo de Campo (vazamento após aquecimento):
Uma linha química com traçamento a vapor passou em um teste hidrostático à temperatura ambiente, mas apresentou vazamento após o primeiro aquecimento. A causa raiz foi que a seleção da classe foi verificada em temperatura ambiente em vez da temperatura de projeto, e a carga dos parafusos relaxou após ciclagem térmica. A solução foi atualizar a classe e remontar conforme um procedimento controlado de aperto de parafusos (aperto padronizado, lubrificação verificada e reaperto onde permitido) usando orientações alinhadas com a ASME PCC-1.
Meio e Corrosividade

Resposta Direta:
Você deve compatibilizar a liga do flange e os detalhes da junta (faceamento + gaxeta + elementos de fixação) com o meio real, incluindo contaminantes como cloretos, sulfetos, produtos químicos de limpeza e teor de oxigênio.
O tipo de meio na sua tubulação determina o risco de corrosão na junta do flange. Falhas em aço inoxidável em flanges são frequentemente locais (corrosão por pites/fresta na faixa de contato da gaxeta ou sob depósitos) em vez de perda uniforme de parede. Serviços com cloretos são especialmente críticos: graus austeníticos podem sofrer corrosão por pites ou frestas em zonas estagnadas, enquanto graus duplex podem oferecer resistência melhorada em muitas aplicações com cloretos quando especificados e fabricados adequadamente.
Evidências de engenharia que você pode usar durante a seleção: o número equivalente de resistência à pite (PREN) é comumente referenciado como um indicador de triagem (maior geralmente melhora a resistência à pite). Uma relação de PREN amplamente citada é fornecida em orientações técnicas do Instituto do Níquel: orientação PREN (Instituto do Níquel).
| Grau | Composição | Vantagens |
|---|---|---|
| 316 / 316L | ~16-18% cromo, ~10-14% níquel, ~2-3% molibdênio | Resistência à corrosão de uso geral com melhoria na resistência a corrosão por pites/fresta em comparação com o aço 304 devido ao Mo; comumente especificado para serviços químicos e adjacentes a ambientes marinhos (o risco ainda depende do nível de cloretos, temperatura e estagnação). |
| 2205 (Duplex) | ~22% cromo, ~5-6% níquel, ~3% molibdênio | Frequentemente usado para melhor resistência à corrosão por pites/fresta e à corrosão sob tensão em muitos ambientes com cloretos; a maior resistência pode reduzir a espessura de flanges em alguns projetos (verifique as dimensões padrão e os requisitos de aquisição). |
| 2507 (Super Duplex) | ~25% cromo, ~6-8% níquel, ~3,5-4,5% molibdênio, nitrogênio | Selecionado para condições agressivas de cloretos/ácidos onde é necessária maior resistência à corrosão por pites; especifique cuidadosamente para controles de fabricação e documentação. |
- Não trate o “inox” como um único material. Especifique o grau exato (e o grau “L” quando o risco de sensitização por soldagem for relevante).
- Para serviços com presença de cloretos, evite frestas estagnadas: trechos sem fluxo, excessos de gaxeta e zonas de baixo fluxo em tampões cegos podem acelerar o ataque localizado.
- Métodos de inspeção que realmente detectam problemas precoces em juntas de flange incluem verificações visuais no diâmetro externo/diâmetro interno da gaxeta, líquido penetrante para trincas superficiais em faces usinadas e medições de espessura por ultrassom em torno de locais suscetíveis a frestas (os requisitos do programa de inspeção variam conforme a indústria e o código).
Observação:
Selecionar o material correto não é apenas uma questão de “resistência”. Também envolve o modo de falha que você pode tolerar (vazamento lento versus ruptura súbita), a facilidade com que você pode inspecionar a junta e se a limpeza/exposição química altera o cenário de corrosão.
Exemplo de Campo (corrosão por fresta na faixa da gaxeta):
Um par de flanges em aço 316 em uma linha de utilidades quente com cloretos desenvolveu vazamentos por pinholes na faixa de contato da gaxeta dentro de um ciclo de manutenção. A causa raiz foi uma combinação de estagnação por baixo fluxo, depósitos presos na borda da gaxeta e um tipo de gaxeta que criou uma fresta apertada. O plano de prevenção foi (1) eliminar trechos sem fluxo onde possível, (2) mudar para uma configuração de junta e tipo de gaxeta mais adequados ao serviço e (3) considerar material duplex onde cloreto + temperatura tornaram a corrosão localizada um risco recorrente.
Tipos de Face de Flange
Resposta Direta:
Você deve escolher uma face de flange que corresponda ao seu tipo de gaxeta e à severidade do serviço (pressão, temperatura, ciclagem e tolerância a vazamentos).
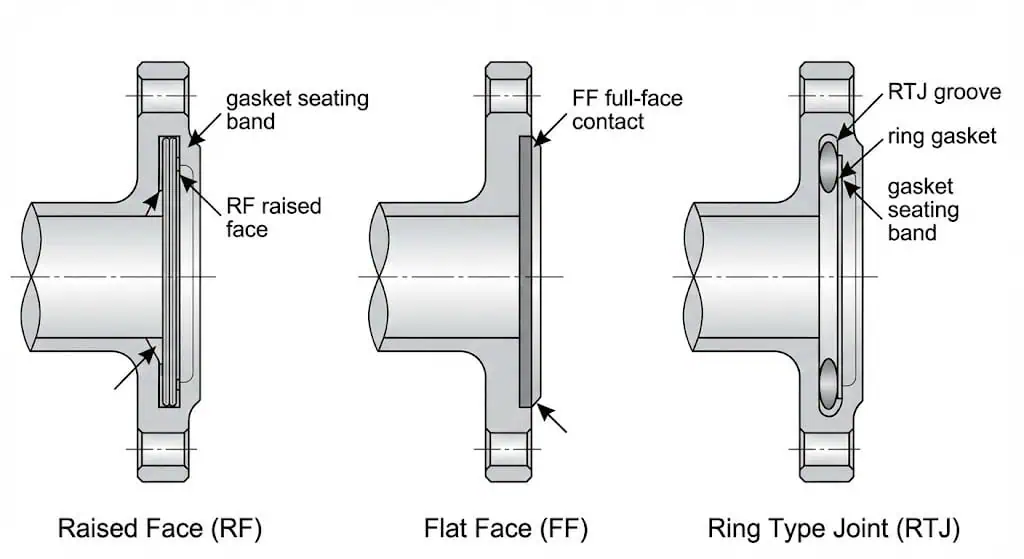
Tipos de face de flange afetam diretamente o comportamento de vedação e a repetibilidade da manutenção. Os três tipos comuns de face são face saliente (RF), face plana (FF) e junta tipo anel (RTJ). Na prática, a “melhor” face é aquela que proporciona tensão estável na junta sem danificar a junta ou o acabamento da face, e que você pode montar consistentemente em campo.
| Tipo de Flange | Características de Desempenho de Vedação |
|---|---|
| Face Elevada (RF) | Comum em tubulações de processo; concentra a tensão da junta na área saliente. Funciona bem com muitos estilos de junta quando montada corretamente. |
| Face Plana (FF) | Contato de face completa; comumente usado quando acoplado a flanges/materiais que se beneficiam do suporte de junta de face completa (verifique a compatibilidade—misturar FF e RF pode criar compressão desigual da junta se não for manuseado corretamente). |
| Ring Type Joint (RTJ) | Junta de anel metálico em um sulco usinado; usada para serviços de maior severidade quando um sistema de vedação metal-metal controlado é necessário. Requer correspondência correta entre sulco/anel e manuseio cuidadoso para evitar danos. |
- Flanges de face saliente são adequados para muitos sistemas de tubulação e podem vedar de forma confiável quando a seleção da junta e o aperto dos parafusos são controlados.
- Flanges de face plana podem ser apropriados em serviços de menor severidade ou interfaces específicas de equipamentos—confirme as condições de acoplamento e o estilo da junta.
- Juntas RTJ são implacáveis: o anel e o sulco devem corresponder, as faces devem ser protegidas contra amassados e o controle da montagem é importante.
Dica:
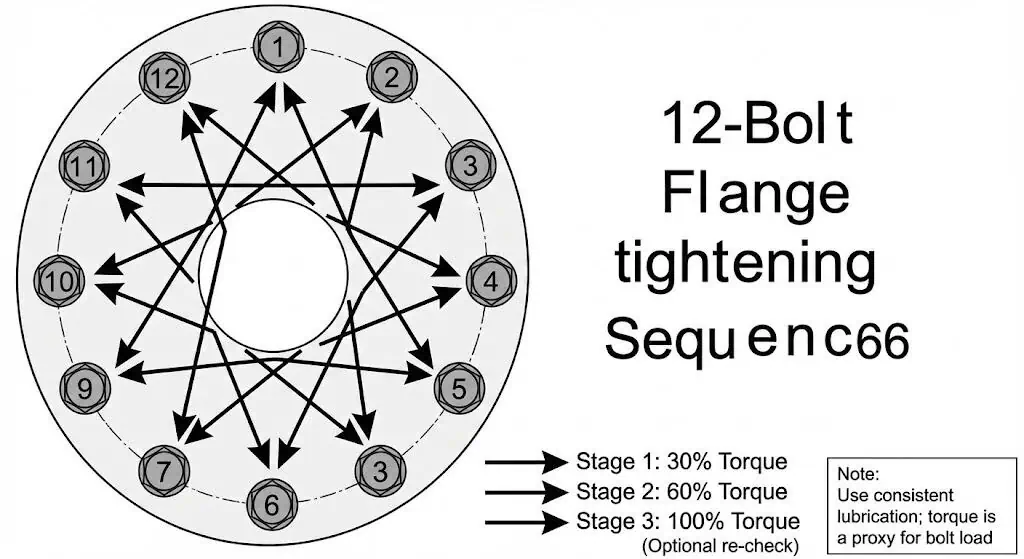
Para vedação repetível, trate a montagem como parte da “seleção”. Uma abordagem controlada de aperto dos parafusos alinhada com ASME PCC-1 reduz a recorrência de vazamentos ao controlar o assentamento da junta e a dispersão da carga dos parafusos.
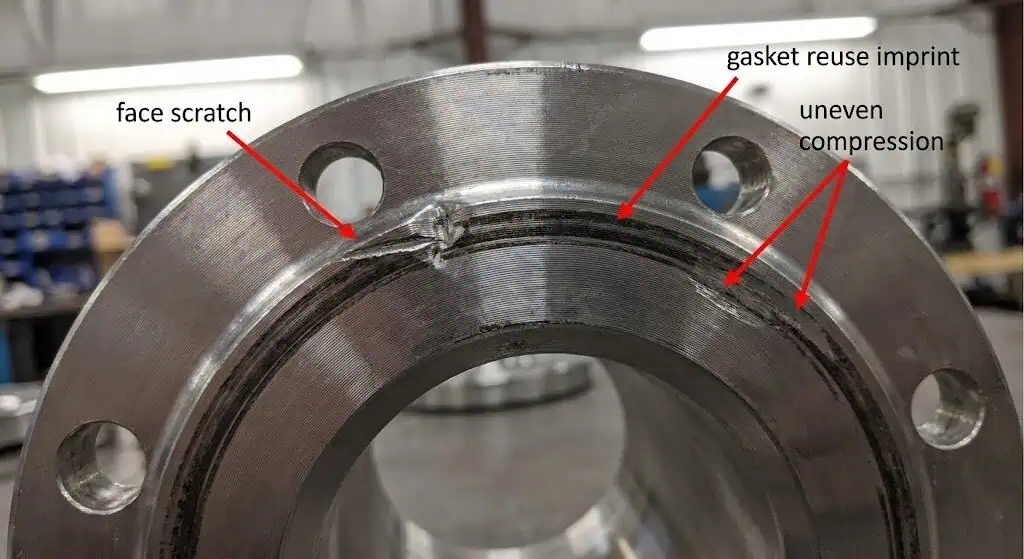
Exemplo de Campo (infiltração recorrente após manutenção):
Um padrão comum é “selava antes da manutenção, depois nunca sela novamente.” A causa raiz geralmente é dano na face (arranhões/amassados), lubrificação inconsistente dos parafusos ou reutilização de uma junta fora de seu serviço pretendido. As ações corretivas são simples, mas rigorosas: proteger as faces, substituir as juntas, verificar o material/condição dos parafusos, padronizar a lubrificação e apertar em um padrão controlado com etapas documentadas.
Tabela Resumo: Fatores de Seleção de Flanges
| Fator | O que Verificar | Por que é Importante |
|---|---|---|
| Pressão e Temperatura | Pressão de projeto e temperatura de projeto (incluindo transientes) | Evita subdimensionamento e vazamentos por ciclos térmicos |
| Meio e Corrosividade | Química do meio + contaminantes + risco de estagnação | Evita corrosão localizada nas zonas de gaxeta/fresta |
| Tipo de Faceamento | Tipo de gaxeta + tolerância de vazamento + controle de montagem | Melhora a repetibilidade da vedação e reduz o tempo de parada |
Ao revisar cuidadosamente esses fatores, você garante que a seleção do flange corresponda às necessidades de pressão, meio e vedação do seu projeto. Esta etapa prepara o terreno para a seleção adequada do tipo de flange, dimensionamento e documentação.
Escolha Tipos de Flange em Aço Inoxidável
Flanges de Pescoço de Solda vs Flanges Deslizantes
Resposta Direta:
Os flanges de pescoço de solda são tipicamente escolhidos para demandas mecânicas mais altas (flexão, vibração, ciclagem), enquanto os flanges deslizantes podem ser aceitáveis para serviços utilitários de menor demanda e ajuste mais fácil, quando permitido pelas regras do projeto.
Você precisa entender a diferença no caminho de carga e inspecionabilidade antes de escolher flanges de aço inoxidável para seu projeto. Um flange de pescoço soldável utiliza um cubo cônico e uma conexão soldada de topo que transfere a tensão mais gradualmente para o tubo, e suporta inspeção de maior integridade (NDE de solda de topo quando exigido). Um flange deslizante normalmente utiliza soldas de filete e é mais fácil de alinhar e instalar, mas geralmente é menos tolerante em locais com alta vibração cíclica ou sensíveis à flexão (descarga de bomba, tubulação de compressor, suportes desalinhados).
| Tipo de Flange | Comportamento Mecânico (relativo) | Praticidade de Inspeção / QA | Melhor Caso de Uso |
|---|---|---|---|
| Pescoço de solda | Melhor para momentos de flexão, ciclagem térmica e juntas sensíveis à vibração devido ao caminho de carga do cubo cônico + solda de topo. | A solda de topo pode ser examinada conforme os requisitos de NDE do projeto; geralmente preferida para linhas de maior criticidade. | Processo, serviço de maior severidade e/ou ciclagem onde o risco de vazamento é custoso. |
| Slip-On | Aceitável para demanda mecânica mais baixa; mais sensível ao alinhamento e à qualidade da solda de filete quando as cargas aumentam. | O encaixe é mais fácil, mas o controle de qualidade da solda e as verificações dimensionais permanecem essenciais. | Serviço de utilidade/baixa criticidade onde permitido pela especificação e a demanda de tensão é baixa. |
Dica:
Se seu sistema tem vibração, ciclos térmicos frequentes ou cargas de flexão altas, um flange de pescoço de solda geralmente fornece uma junta mais confiável porque gerencia melhor a tensão e a variabilidade de montagem. Trate o tipo de flange como uma integridade mecânica escolha, não uma escolha de “número de pressão”.
Exemplo de Campo (vazamento por vibração):
Um flange deslizante na descarga de uma bomba desenvolveu vazamento recorrente apesar de substituições repetidas da junta. A causa raiz foi vibração cíclica mais desalinhamento menor, que amplificou a dispersão da carga dos parafusos e a variação da tensão na junta. A correção durável foi retrabalhar para um flange de pescoço de solda, verificar suporte/alinhamento e remontar usando um procedimento controlado de aperto dos parafusos.
Flanges Cegos, de Soquete de Solda e Rosqueados
Resposta Direta:
Flanges cegos isolam extremidades de tubulação, flanges de soquete de solda são comuns em tubulação de pequeno diâmetro onde a compacidade importa, e flanges roscados permitem montagem sem solda—mas juntas roscadas são tipicamente limitadas a condições de baixa severidade onde o risco de vazamento é aceitável.
Você encontrará vários outros tipos de flange ao escolher flanges de aço inoxidável. Flanges cegos fecham a extremidade de uma tubulação ou vaso e são usados para isolamento, teste e acesso de manutenção. Flanges de soquete de solda são usados em linhas de pequeno diâmetro onde uma junta compacta é desejada; preste atenção ao risco de corrosão por fresta e requisitos de limpeza porque a geometria do soquete pode reter resíduos. Flanges roscados rosqueiam no tubo e podem ser úteis onde a solda é restrita, mas a gripagem da rosca e a integridade do selo tornam-se preocupações reais em montagens de aço inoxidável, especialmente com vibração ou ciclagem de temperatura.
| Tipo de flange | Aplicações |
|---|---|
| Flanges Cegos | Pontos de isolamento para inspeção, teste de pressão ou futuras interligações; especifique a margem de corrosão e considere o risco de estagnação em “dead-legs” atrás de cegos. |
| Flanges Socket Weld (SW) | Linhas de pequeno diâmetro onde a compactação é importante; verifique os requisitos de limpeza e se a captura em frestas é aceitável para seu meio. |
| Flanges Roscados | Situações sem solda em serviço de baixa severidade; evite onde houver vibração, ciclagem ou alta consequência de vazamento. |
Observação:
Ao escolher flanges de aço inoxidável, combine o tipo de flange com a demanda mecânica, a inspecionabilidade e a realidade de manutenção—não apenas com a facilidade de instalação.
Considerações de Ajuste de Aplicação e Custo
Resposta Direta:
Equilibre o custo inicial com o custo do risco de vazamento: tempo de instalação, requisitos de inspeção e com que frequência a junta será aberta e remontada.
A seleção de flange afeta o custo total de propriedade. Um tipo de flange “mais barato” pode se tornar caro se aumentar retrabalho, consumo de gaxetas ou tempo de inatividade não planejado. O aço inoxidável geralmente custa mais que o aço carbono, mas pode reduzir o custo do ciclo de vida em serviço corrosivo—se você especificar o grau correto e controlar as variáveis de fresta e montagem.
- Fatores de custo que você pode quantificar: horas de soldagem, pontos de retenção de END, tempo de aperto de parafusos, intervalos de substituição de gaxetas e tempo de inatividade relacionado a vazamentos.
- Para juntas de alta consequência, “montagem repetível” é frequentemente a melhor estratégia de redução de custos—use procedimentos controlados e documentação alinhados com a ASME PCC-1.
- Se você compra da Sunhy ou de qualquer fornecedor, reduza o risco de aquisição padronizando seus dados de pedido (NPS, classe/PN, faceamento, diâmetro interno/schedule, grau, tratamento térmico, elementos de fixação, junta e certificados necessários).
Chamada:
A maioria dos “vazamentos misteriosos” não é misteriosa: eles vêm de uma incompatibilidade entre a severidade do serviço e o projeto da junta/controle de montagem. Orçe a junta que você pode montar consistentemente.
Tabela Resumo: Tipos Comuns de Flanges em Aço Inoxidável
| Tipo de Flange | Características principais | Uso Recomendado |
|---|---|---|
| Pescoço de solda | Melhor caminho de carga para flexão/vibração/ciclagem; solda de topo suporta inspeção de maior integridade. | Tubulação de processo de maior severidade e serviço com ciclagem. |
| Slip-On | Fácil alinhamento e instalação; o desempenho depende muito do ajuste e da qualidade da solda. | Serviço de menor demanda mecânica onde permitido. |
| Cego | Isolamento sólido; cria uma zona estagnada atrás do cego em muitos layouts. | Isolamento para inspeção/teste; avaliar risco de corrosão em trechos mortos. |
| Socket Weld | Junta compacta para pequenos diâmetros; geometria do soquete pode reter meio/resíduos. | Sistemas de pequeno diâmetro onde o aprisionamento em frestas é aceitável. |
| Rosqueado | Sem solda; a integridade da vedação da rosca é o fator limitante. | Aplicações de baixa severidade e baixa vibração onde permitido. |
Ao compreender os tipos de flanges e como eles se comportam em instalações reais, você pode reduzir o risco de vazamento e tomar decisões de seleção que se mantêm após ciclos de comissionamento e manutenção.
Graus de Aço Inoxidável e Compatibilidade de Materiais
304 vs 316 vs Flanges Duplex
Resposta Direta:
316 (com molibdênio) e graus duplex geralmente oferecem melhor resistência à corrosão localizada que o 304, especialmente quando cloretos e temperatura elevada estão presentes.
Ao escolher flanges de aço inoxidável, compare as classes com base no mecanismo de corrosão real que você está gerenciando: corrosão por pites/fresta, trinca por corrosão sob tensão ou ataque generalizado. 304 pode ser apropriado para ambientes limpos e com baixo teor de cloretos, mas geralmente é uma escolha inadequada para zonas de respingo marinho ou fluidos de processo contendo cloretos. 316/316L melhora a resistência à corrosão por pites devido ao Mo. As ligas duplex (como 2205) são frequentemente selecionadas para melhorar a resistência à corrosão localizada relacionada a cloretos e reduzir o risco de trinca por corrosão sob tensão em muitas aplicações, mas os controles de fabricação e a documentação de compra tornam-se mais importantes.
| Classe de Aço Inoxidável | Resistência à Corrosão em Condições Marinhas/Com Cloretos (regra geral) |
|---|---|
| 304 | Maior risco de corrosão por pites/manchas de chá; geralmente evitado quando cloretos + umidade são persistentes. |
| 316/L | Melhorada em relação a 304 devido ao Mo; ainda pode sofrer corrosão por pites/fresta em condições quentes ou com alto teor de cloretos. |
| Duplex 2205 | Frequentemente selecionada para melhor resistência à corrosão por pites/fresta e menor suscetibilidade à trinca por corrosão sob tensão em muitos serviços com cloretos (confirme a adequação para sua química e temperatura). |
Se a seleção da sua flange envolve meios corrosivos, documente a base para a escolha do grau e mantenha-a rastreável. Quando a decisão depende da resistência à corrosão localizada, consulte orientações de PREN, como a orientação PREN do Instituto do Níquel, em vez de confiar em alegações de marketing.
Importância dos graus “L” para soldagem
Resposta Direta:
“Os graus ”L” (por exemplo, 316L) reduzem o risco de sensitização durante a soldagem e são comumente usados quando você não pode controlar o tempo na faixa de temperatura de sensitização ou não pode aplicar tratamento de solubilização pós-solda.
Selecionar a flange correta para sistemas de tubulação soldados significa que você precisa considerar o teor de carbono e a exposição a temperaturas de sensibilização. As orientações comumente observam que a sensibilização pode ocorrer na faixa aproximada de 450–850°C, dependendo do grau e do histórico térmico; o uso de graus de baixo carbono (“L”) é uma medida de prevenção padrão em muitas fabricações soldadas. Veja, por exemplo, orientações relacionadas à soldagem, como orientação de soldagem do Instituto do Níquel e referências da indústria de aço inoxidável, como notas de prevenção à sensibilização.
- O baixo carbono reduz a suscetibilidade à corrosão intergranular após a soldagem em ciclos térmicos propensos à sensitização.
- “Os graus ”L” são uma escolha prática quando o tratamento térmico pós-solda não é viável em escala de obra.
- Para juntas críticas, combine graus “L” com entrada de calor controlada e requisitos adequados de limpeza/passivação pós-solda na especificação do seu projeto.
Se um fornecedor oferece 316/316L com dupla certificação, trate como uma questão de documentação: solicite um MTR mostrando que a química do lote atende ao limite de carbono “L” e confirme que as propriedades mecânicas estão alinhadas com seus requisitos.
Normas ASTM e ASME
Resposta Direta:
Você deve verificar se o flange material e o flange dimensões/classes de pressão estão especificados de acordo com os padrões corretos para seu projeto e região.
Ao escolher flanges de aço inoxidável, as dimensões e o sistema de classificação vêm da norma do flange, enquanto os requisitos de material vêm da especificação do material. Para flanges forjados de aço inoxidável, uma especificação de material amplamente referenciada é ASTM A182/A182M. Para padrões dimensionais da ASME, a ASME B16.5 abrange tamanhos comuns (NPS 1/2 a 24) e ASME B16.47 abrange flanges de grande diâmetro (NPS 26 a 60). Se seu projeto é baseado em EN/DIN, a aquisição e instalação devem estar alinhadas com a norma de flange EN utilizada (por exemplo, a lista DIN inclui escopo e requisitos da EN 1092-1 aqui: Visão geral da DIN EN 1092-1).
| Padrão | Descrição |
|---|---|
| ASME B16.5 | Dimensões, tolerâncias, classificações de pressão-temperatura, marcação e referência de material para flanges (geralmente NPS 1/2 a 24). |
| ASME B16.47 | Flanges de aço de grande diâmetro (NPS 26 a 60), incluindo classificações, dimensões e requisitos de marcação/teste. |
Selecionar o flange correto significa evitar incompatibilidades e garantir operação segura em sua tubulação.
Dimensões e Normas de Flanges
Dimensionamento e Schedule de Tubulação
Resposta Direta:
Você deve compatibilizar o flange NPS/DN, furoe facing com a tubulação e o projeto da junta—em seguida, verificar o que o projeto exige para alinhamento de schedule e detalhes de soldagem.
O dimensionamento do flange depende do diâmetro externo da tubulação e da configuração do furo do flange. Para flanges de pescoço soldável, o furo e os detalhes da extremidade de solda devem ser adequados ao OD da tubulação e à espessura de parede utilizada em sua linha. Para configurações de junta de recobrimento, a extremidade de toco governa o ajuste do furo e do schedule. Mesmo onde flanges deslizantes permitem mais folga, o ajuste e a qualidade da soldagem ainda determinam a confiabilidade. Se seu projeto referencia padrões dimensionais ASME, comece pelos requisitos B16.5/B16.47 e, em seguida, aplique as restrições da especificação de tubulação do seu projeto.
| Tabela de Espessura de Tubo | Espessura da Parede | Impacto na Seleção |
|---|---|---|
| 40 | Padrão | Programa de utilidade/processo comum; confirme que o furo e a extremidade de solda correspondam para juntas de topo soldadas. |
| 80 | Mais Espesso | Maior espessura de parede; afeta o preparo da solda, o ajuste do furo e pode alterar a disponibilidade/prazo de entrega. |
- Verifique se o furo do flange e os detalhes da extremidade de solda correspondem ao diâmetro externo do tubo e ao projeto de junta pretendido.
- Confirme a largura de assentamento da junta e a compatibilidade da face na NPS/classe selecionada.
- Onde houver expansão térmica, vibração ou carregamento cíclico, coordene a escolha do flange com o projeto de tensão/suporte.
Padrões de Parafusos e Compatibilidade de Normas
Resposta Direta:
Você deve manter a junta em um sistema de norma (classe ASME ou PN EN), a menos que esteja usando uma solução de transição projetada.
Os flanges seguem diferentes normas, como sistemas baseados em classe ASME e sistemas baseados em PN EN/DIN. Essas normas usam diferentes dimensões de círculo de parafusos, contagens de furos, espessuras e convenções de face. Se você misturar normas, os furos dos parafusos podem não alinhar ou o assentamento da junta pode se tornar não confiável. Use um sistema de norma de ponta a ponta, ou use um trecho de transição adequadamente projetado para a incompatibilidade.
| Padrão | Sistema de Medição | Padrão de Furos para Parafusos | Risco Principal se Misturado |
|---|---|---|---|
| ASME (Classe) | Polegada | Definido por tamanho/classe conforme padrão de flange ASME | Desalinhamento + tensão de assentamento de gaxeta imprevisível |
| EN/DIN (PN) | Métrica | Definido por DN/PN conforme padrão de flange EN | Convenções diferentes para círculo de furos/espessura/faceamento |
Dica:
A incompatibilidade de padrões é uma das formas mais rápidas de gerar retrabalho no campo com a sensação de “quase encaixa”. Confirme o sistema de padrão na fase de P&ID/especificação e fixe-o na lista de materiais (BOM).
Exemplo de Campo (desalinhamento de furo de parafuso):
Uma equipe de manutenção tentou acoplar um flange EN PN a um flange classe ASME usando parafusos “quase certos”. A junta foi montada com alinhamento forçado, depois vazou porque a compressão da junta foi desigual e a distribuição da carga dos parafusos foi ruim. A correção foi substituir o flange pelo padrão correto e descartar a montagem forçada.
Classes de Pressão
Resposta Direta:
Selecione a classe/PN mais baixa que atenda à pressão de projeto na temperatura de projeto com a margem exigida pelo seu projeto, e documente a base.
As classificações de pressão dependem do padrão e do grupo de material. Especificar excessivamente a classe/PN aumenta o custo e pode aumentar as cargas dos parafusos e a sensibilidade da montagem, mas especificar insuficientemente leva a vazamentos e retrabalho. Em sistemas ASME, use ASME B16.5 / ASME B16.47 tabelas de classificação; em sistemas EN/DIN, confirme as regras de pressão-temperatura PN para o grupo de material do flange escolhido.
| Padrão | Faixa de Tamanho (Nominal) | Sistema de Classificação |
|---|---|---|
| ASME B16.5 | NPS 1/2 a 24 | Classe 150 a 2500 (dependente da temperatura) |
| ASME B16.47 | NPS 26 a 60 | Classe 75 a 900 (dependente da temperatura) |
Erros Comuns a Evitar:
- Verificar a classificação de pressão em temperatura ambiente em vez da temperatura de projeto.
- Ignorar surtos de pressão (transitórios de partida, expansão térmica, golpe de aríete).
- Misturar normas de flanges ou sistemas de faceamento sem uma transição projetada.
- Assumir que o torque do parafuso é igual à carga do parafuso (a lubrificação e a dispersão do fator K podem ser significativas).
- Reutilizar juntas ou montar sem um método controlado de aperto dos parafusos (padrão + aperto em etapas).
Observação:
O dimensionamento cuidadoso e a seleção adequada da classe de pressão dos flanges melhoram a integridade mecânica e reduzem a necessidade de manutenção ao longo da vida útil do sistema de tubulação.
Qualidade do Fornecedor e Escolha de Flanges Sunhy
Certificações de Qualidade e Ensaios
Resposta Direta:
Verifique a capacidade do fornecedor com certificados que você possa validar, rastreabilidade do material que você possa auditar e inspeção/ensaios alinhados com a especificação do seu projeto.
As certificações só importam se você puder verificá-las. Solicite os números e o escopo dos certificados e confirme que eles se aplicam ao local de fabricação que produz seus flanges. Para sistemas de gestão, as referências comuns incluem normas ISO para qualidade, meio ambiente e SSO:
| Certificação / Requisito | Descrição |
|---|---|
| ISO 9001 | Estrutura do sistema de gestão da qualidade (verifique o escopo + cobertura do local). |
| ISO 14001 | Estrutura do sistema de gestão ambiental (verifique o escopo + cobertura do local). |
| ISO 45001 | Estrutura do sistema de gestão de saúde e segurança ocupacional (substitui a OHSAS 18001 em muitos programas). |
| PED 2014/68/UE (projetos da UE) | Estrutura de conformidade regulatória para equipamentos de pressão colocados no mercado da UE (aplicar quando relevante). |
No aspecto técnico, alinhe o material e o tratamento térmico a uma especificação reconhecida, como ASTM A182/A182M ao usar flanges forjados em aço inoxidável. Para graus de aço inoxidável, o tratamento térmico não é opcional—confirme a condição exigida (recozido em solução, temperado, etc.) e garanta que ela esteja refletida no MTR e nos registros de inspeção.
Marcaçãos e Documentação de Flanges
Resposta Direta:
Solicite documentação que vincule cada flange a um número de corrida, química/mecânica do material e aos requisitos exatos da norma para dimensões e classificações.
A documentação adequada comprova qualidade e rastreabilidade. No mínimo, solicite Relatórios de Teste de Fábrica (MTRs) e certificados de inspeção que façam referência aos seus requisitos de compra. Se o seu serviço inclui condições ácidas ou exposição a H2S, confirme se o seu projeto exige regras de material para serviço ácido NACE/ISO, como ISO 15156 (os requisitos do projeto variam conforme a indústria e as especificações do proprietário). Para projetos na UE, confirme o escopo da documentação PED quando aplicável: Texto da Diretiva 2014/68/UE.
Se você está comprando da Sunhy, aplique a mesma disciplina: solicite rastreabilidade, confirme a conformidade com a norma (dimensões/classificações) e mantenha os documentos anexados ao item da linha em seu pacote de registros de qualidade.
Suporte Global e Atendimento ao Cliente
Resposta Direta:
Escolha fornecedores que possam responder a perguntas técnicas por escrito, fornecer documentação rapidamente e apoiar a resolução de não conformidades sem atrasos.
O suporte técnico faz parte do controle de riscos. Antes da compra, confirme que o fornecedor pode (1) fornecer os documentos necessários (MTR, relatórios dimensionais, PMI se especificado), (2) atender ao padrão de flange e aos requisitos de faceamento, e (3) responder a problemas de NCR/qualidade com um processo documentado de ação corretiva. A logística também importa: a embalagem deve proteger as faces usinadas e manter os rótulos de rastreabilidade durante o transporte e armazenamento.
Dica:
Sempre verifique a confiabilidade do fornecedor verificando a rastreabilidade, solicitando documentos de amostra e confirmando como as faces do flange são protegidas no transporte. Danos na face são uma causa comum de vazamentos na partida.
Você pode fazer escolhas seguras e confiáveis seguindo cada etapa do processo de seleção de flange.
Verifique pressão, temperatura e compatibilidade de material. Confirme normas, faceamento e controle de aperto. Use uma lista de verificação curta antes de liberar um PO:
| Ponto de Decisão | Descrição |
|---|---|
| Condições de Projeto | Pressão/temperatura de projeto documentadas (incluindo surtos e ciclos) e classe/PN verificada na temperatura de projeto. |
| Sistema Padrão | Classe ASME vs sistema EN/DIN PN bloqueado; sem padrões de parafusos/convenções de faceamento mistos. |
| Base de Material | Grau selecionado para mecanismo de corrosão; especificação de material definida (ex.:, ASTM A182/A182M quando aplicável). |
| Controle de Montagem | Junta + face escolhidos como um sistema; método de aperto controlado (consulte ASME PCC-1 quando apropriado). |
| Documentação | MTRs, marcação e registros de inspeção vinculados ao número de lote e requisitos de compra. |
Sempre verifique novamente a compatibilidade e os padrões antes da sua seleção final de flange. Para projetos complexos, mantenha a base de seleção documentada e revise-a com as partes interessadas de tubulação/projeto/manutenção para evitar retrabalho dispendioso.
PERGUNTAS FREQUENTES
Qual é a diferença entre flanges de aço inoxidável 304 e 316?
O aço 316 oferece resistência melhorada à corrosão localizada porque contém molibdênio (Mo).
Você normalmente escolhe 316/316L quando cloretos ou produtos químicos agressivos tornam a corrosão por pites/fresta um risco realista. O 304 pode ser aceitável em ambientes mais limpos e com baixo teor de cloretos.
- Use 304 para serviços benignos onde a exposição a cloretos e a umidade são limitadas.
- Use 316/316L quando você espera cloretos, produtos químicos de limpeza ou umidade adjacente a ambientes marinhos.
- Para serviços com maior severidade de cloreto, avalie os graus duplex usando base de corrosão documentada (referencie conceitos de triagem como orientação PREN).
| Grau | Melhor Uso | Resistência à Corrosão Localizada (relativa) |
|---|---|---|
| 304 | Tubulação geral em ambientes com baixo teor de cloretos | Moderado |
| 316 / 316L | Serviço químico/adjacente a ambientes marinhos | Superior ao 304 (com Mo) |
Como saber qual classe de pressão de flange selecionar?
Use a pressão de projeto e a temperatura de projeto, depois verifique a classificação admissível nas tabelas da norma aplicável.
Não selecione classe/PN usando classificações ambientes. Em sistemas ASME, confirme sua seleção contra ASME B16.5 ou ASME B16.47 tabelas para seu grupo de material.
- Comece com P/T de projeto (inclua surtos críveis e ciclos térmicos).
- Confirme o grupo de material e o comportamento de derating por temperatura.
- Selecione a classificação mais baixa que atenda aos requisitos com a margem exigida do projeto e base documentada.
Posso misturar diferentes normas de flanges, como ANSI e DIN?
Não é recomendado.
Misturar sistemas de normas geralmente causa incompatibilidade do padrão de furação dos parafusos e assento não confiável da junta. Mantenha um sistema de norma de ponta a ponta, ou use uma solução de transição devidamente projetada. Para referência sobre escopo e requisitos de flanges EN, consulte Visão geral da DIN EN 1092-1.
Por que preciso de Relatórios de Ensaio de Fábrica (MTRs) para minhas flanges?
Os MTRs comprovam a composição química do material, propriedades mecânicas e rastreabilidade a um número de forno.
Se sua compra faz referência a uma especificação de material como ASTM A182/A182M, o MTR é o documento que mostra que o flange entregue atende aos requisitos da especificação. Para trabalhos críticos, combine a revisão do MTR com identificação positiva do material (PMI) quando exigido pelo projeto.
Como posso garantir que obtenho a flange correta para o meu projeto?
Use uma lista de verificação de pedido e uma lista de verificação de montagem—e mantenha os registros.
Antes de pedir, defina os insumos técnicos. Antes de comissionar, monte a junta usando um procedimento controlado (aperto padronizado, lubrificação verificada, aperto em etapas), alinhado com orientações como ASME PCC-1 quando aplicável.
- Lista de verificação de pedido: NPS/DN, classe/PN, face, furo/schedule, grau (ex.: 316L vs 316), especificação do material (ex.: ASTM A182), condição de tratamento térmico, especificação dos elementos de fixação, tipo de gaxeta, documentos necessários.
- Lista de verificação de montagem: condição da face, gaxeta correta, condição e lubrificação dos parafusos, padrão de aperto + etapas, teste de vazamento após estabilização térmica onde permitido.



