








Um controle de qualidade rigoroso é inegociável quando flanges são adquiridos da China para serviço sob pressão. Um flange parece simples, mas falhas são caras e perigosas: um pequeno vazamento pode se transformar em paradas não planejadas, corrosão sob isolamento, risco de incêndio ou retrabalho de hidroteste. Em projetos reais, as causas raiz mais frequentes não são “defeitos misteriosos” — são lacunas evitáveis, como classe de pressão errada, faceamento/junta incompatível, rastreabilidade ausente, prática de aperto de parafusos deficiente ou soldagem de reparo não documentada.
Para controlar o risco, trate a aquisição de flanges como um processo de engenharia. Defina o padrão governante (ASME B16.5/B16.47 ou EN 1092-1), defina o padrão da junta (frequentemente ASME B16.20 para juntas metálicas), defina a especificação do material (ASTM A182/A105 ou especificação do projeto) e, em seguida, estabeleça rastreabilidade, pontos de retenção de inspeção e critérios de aceitação. Se isso for feito bem, a variação do fornecedor se torna gerenciável.
A tabela abaixo mostra problemas comuns de controle de qualidade que repetidamente levam a vazamentos e retrabalho em juntas flangeadas aparafusadas:
| Falha de Controle de Qualidade | Descrição |
|---|---|
| Práticas de Soldagem Deficientes | Soldas de reparo não qualificadas ou reconstrução por soldagem não documentada podem alterar a metalurgia, distorcer as faces e criar caminhos de vazamento — especialmente se os requisitos de TTR/solução de recozimento forem ignorados. |
| Ignorando as Classes de Flanges | Classe de pressão incorreta ou classificação pressão-temperatura errada leva a sobrecarga, risco de explosão da junta ou trinca do flange durante teste hidrostático ou eventos transitórios. |
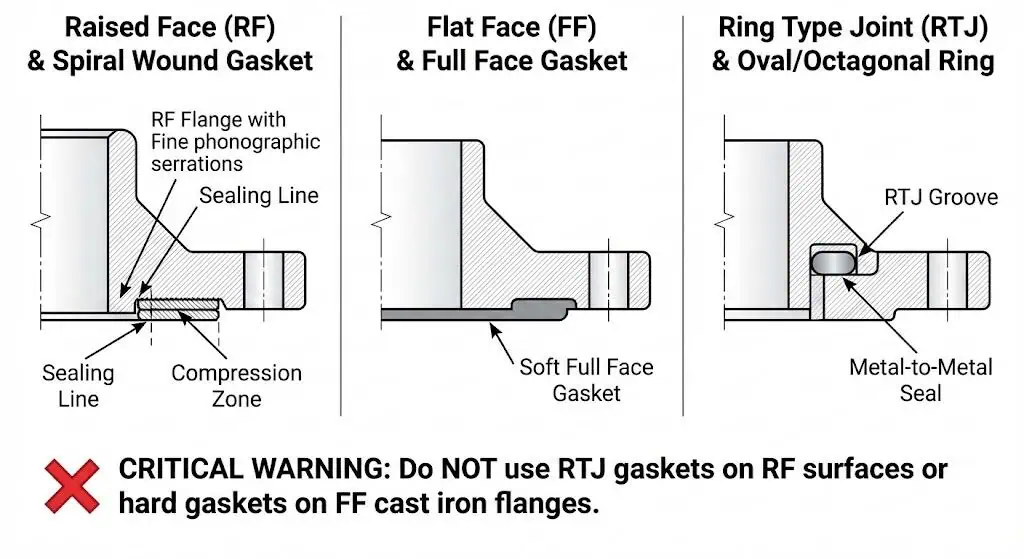
| Negligenciando a Seleção Adequada da Junta | O tipo de face (RF/FF/RTJ), o estilo da junta e o enchimento devem corresponder ao serviço. Uma mentalidade de “encaixa no círculo de furação” causa vazamentos porque a tensão da junta e o comportamento de assentamento diferem. |
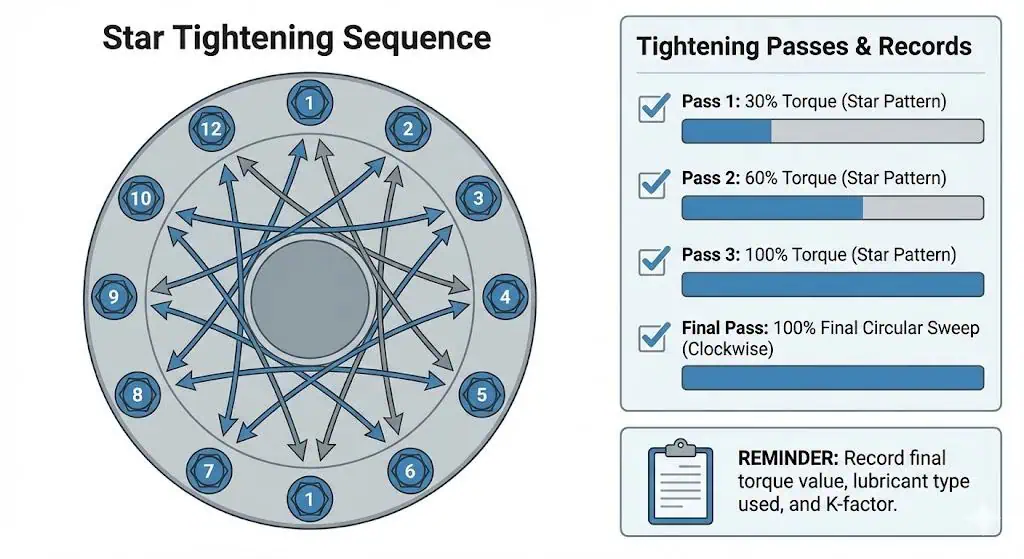
| Desconsiderando a Sequência de Aperto dos Parafusos | A compressão desigual da junta devido a sequência/passos inadequados causa vazamento precoce, mesmo quando as peças estão “dentro da dimensão”. Siga um método controlado e em múltiplos passos. |
| Usando Flanges Danificados ou Desgastados | Amassados, corrosão por pites nas ranhuras ou entalhes nos sulcos de anéis tornam-se caminhos diretos de vazamento; rejeite ou retifique com controles documentados. |
Visão Geral da Lista de Verificação de Controle de Qualidade de Flanges
Por que o Controle de Qualidade é Importante
As inspeções de controle de qualidade protegem seu projeto contra vazamentos evitáveis, retrabalho e incidentes de segurança. Ao comprar flanges da China, o risco geralmente vem de três fontes: (1) lacunas de especificação (tipo de face, classe, diâmetro interno/espessura de parede, nível de END não claros), (2) lacunas de rastreabilidade (lotes misturados ou falta de documentação EN 10204) e (3) lacunas de desempenho na montagem (método de aperto dos parafusos e compatibilidade da junta). Uma lista de verificação obriga o comprador e o fornecedor a fechar essas lacunas antes do embarque.
Uma lista de verificação prática não é apenas “inspeção visual”. Ela deve confirmar a norma aplicável e os requisitos de marcação, confirmar a classe de pressão e o tipo de face, verificar a certificação do material e a rastreabilidade do número do lote, e verificar a condição final de usinagem (incluindo acabamento superficial, quando relevante). Também torna suas inspeções repetíveis entre lotes, o que permite detectar desvios precocemente.
Dica: Sempre solicite um certificado válido de sistema de gestão da qualidade (comumente ISO 9001) e verifique seu plano de inspeção e teste em relação à norma do flange que está comprando (por exemplo, ASME B16.5 / B16.47 para dimensões/marcação/testes, e ASME PCC-1 para práticas de montagem).
| Critérios | Importância |
|---|---|
| Certificações de garantia da qualidade | A ISO 9001 não “garante” a metalurgia, mas reduz a variação do processo e impõe disciplina de controle documental e ação corretiva. |
| Reputação do fornecedor | Procure por exportações repetidas para indústrias regulamentadas e evidências de subcontratados estáveis para forjamento, tratamento térmico e END. |
| Compreensão da dinâmica da cadeia de suprimentos | Ajuda você a planejar pontos de retenção (matéria-prima → forjamento → tratamento térmico → usinagem → END → inspeção final → embalagem) e evitar surpresas tardias. |
Etapas Principais na Lista de Verificação
Siga estas etapas para completar uma inspeção minuciosa:
- Confirme os documentos regentes: ordem de compra + desenho + norma de flange (ASME B16.5/B16.47 ou EN 1092-1) + especificação de material (ASTM/EN) + requisitos de END.
- Prepare ferramentas calibradas: paquímetro, micrômetro, medidor de furo, medidor de círculo de passo, comparador de rugosidade superficial (quando especificado) e dispositivo PMI (ou planeje PMI de terceiros).
- Verifique o flange procurando por ferrugem, amassados, danos na face, entalhes no sulco de anel e condição fora de redondeza..
- Meça as dimensões críticas: DE/DI, espessura, círculo de furos, diâmetro/espaçamento dos furos de parafuso, geometria do cubo e altura da face conforme aplicável. Registre os resultados “como construído”, não apenas aprovado/reprovado.
- Verifique o ajuste da junta e da fixação: o tipo de face (RF/FF/RTJ) deve corresponder ao tipo de junta; os prisioneiros/porcas devem corresponder à classe e ao revestimento; confirme as arruelas se exigido pela prática do projeto.
- Verifique a rastreabilidade: o número de corrida no flange deve corresponder ao certificado MTR/EN 10204; confirme que as marcações estão legíveis após o revestimento e a embalagem.
- Documente tudo: fotos da marcação + condição da face, relatório dimensional, relatórios de END, gráficos de tratamento térmico (se exigido), lista de embalagem e nota de liberação.
- Libere apenas após o fechamento de todos os desvios com uma disposição por escrito (reparo/retrabalho/reteste) e um pacote de certificados revisado.
Mantenha registros de cada lote. Quando ocorrem falhas no campo, o único caminho rápido para a causa raiz é a rastreabilidade (forno/lote) mais evidência de conformidade no embarque. Se você não tiver capacidade interna, use um inspetor terceirizado qualificado e exija um relatório rico em fotos com valores medidos.
Verificações de Qualidade Pré-Produção para Flanges
As verificações pré-produção previnem “defeitos incorporados”. Na aquisição de flanges, o defeito mais barato é aquele que você impede antes que a forjamento ou usinagem comece. Esta fase é onde você define o padrão exato, tipo de face, classe, furo, grau do material e requisitos de documentação, e então confirma que o fornecedor pode realmente executá-los consistentemente.
Avaliação e Qualificação de Fornecedores
Escolha fornecedores com base em capacidade e rastreabilidade, não apenas no preço. Um fornecedor de flanges capaz deve ser capaz de mostrar: rota de forjamento, controle de tratamento térmico, capacidade de usinagem CNC, END interno ou subcontratado qualificado, e controle documental estável. Solicite “livros de dados” de amostra de pedidos anteriores (com detalhes do cliente ocultos) para confirmar que eles podem empacotar certificados corretamente.
| Certificação | Descrição |
|---|---|
| ISO 9001:2015 | Evidência de um sistema de gestão da qualidade controlado (controle documental, ações corretivas, registros de treinamento). |
| API 6A | Requisito comum para cadeias de suprimentos de equipamentos de cabeça de poço/árvore de natal; especifique apenas quando o escopo do seu projeto exigir. |
| ASME B16.5 / ASME B16.47 | Define dimensões, tolerâncias, marcação e ensaios para famílias de flanges ASME (selecione com base na faixa de NPS). |
| PED 2014/68/UE | Conformidade com equipamentos sob pressão da UE (aplica-se a equipamentos com PS > 0,5 bar; categoria e avaliação de conformidade dependem do fluido/grupo/volume). |
| NACE MR0175 / ISO 15156 | Regras de seleção de materiais para H2Ambientes S (ácidos); especificar quando houver risco de SSC/HIC. |
| EN 10204 3.1 / 3.2 | Tipos de documentos de inspeção usados globalmente para comprovar rastreabilidade e resultados de testes; 3.2 adiciona verificação independente quando necessário. |
A dupla certificação pode ser útil, mas apenas se for respaldada por documentação rastreável e rota de material controlada. Se você deseja aço inoxidável duplamente certificado (por exemplo, 316/316L), especifique os requisitos exatos de química/mecânica e exija PMI e rastreabilidade térmica em cada flange — não apenas em “amostras”.”
Dica: Use uma lista de verificação em inglês e chinês para o PO, notas de desenho e ITP. A maioria das falhas em campo começa como mal-entendidos sobre tipo de face, classe ou escopo da documentação.
Certificação e Rastreabilidade de Material
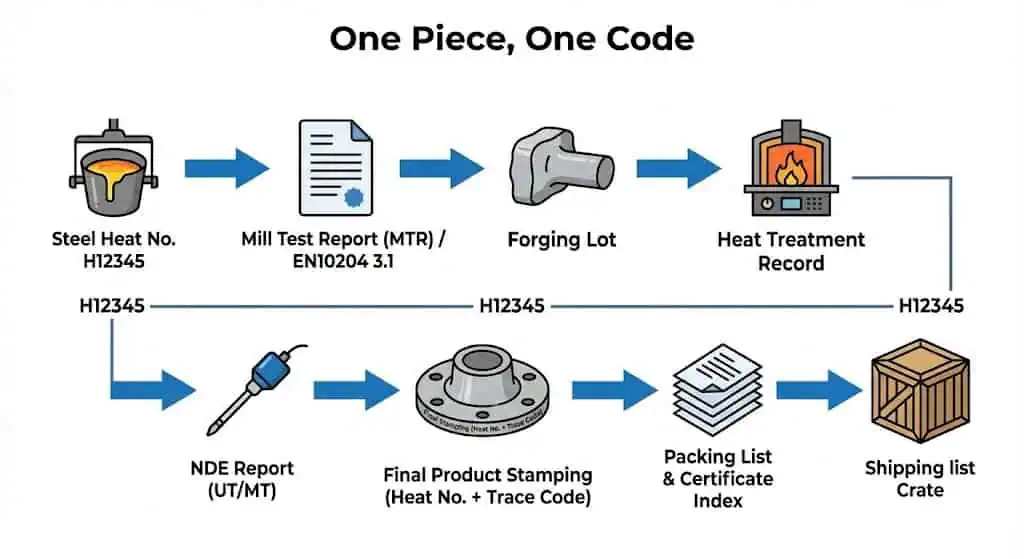
Confirme a rastreabilidade antes do início da produção, não após as peças estarem finalizadas. Seu fornecedor deve fornecer certificados que correspondam à especificação do material solicitado e ao lote fornecido. Para projetos voltados para a UE, documentos de inspeção EN 10204 são comuns; para projetos ASTM, pacotes MTR/MTC são típicos. O que importa é que os resultados dos testes e o número do lote rastreiem claramente desde a matéria-prima até a marcação final.
| Tipo de Certificação | Descrição |
|---|---|
| EN10204-3.1 | Confirma conformidade com o pedido e inclui resultados reais de ensaio para o lote/forno fornecido. |
| Certificação PED | Suporta rastreabilidade e avaliação de conformidade para equipamentos sob pressão colocados no mercado da UE (escopo depende da categoria do equipamento). |
Exija um número de forno (ou número de vazamento/lingotamento) em cada flange que vincule ao certificado. Se o flange for revestido, exija marcação que permaneça legível após o revestimento (ou exija etiquetagem além da estampagem). Para graus de aço inoxidável e duplex, planeje a PMI (identificação positiva do material) como parte dos seus pontos de retenção, não como uma reflexão tardia.
Revisão de Especificação
Revisar as especificações linha por linha antes do início da forjagem ou usinagem. É aqui que os compradores evitam o clássico problema de “atende às dimensões, mas vaza em serviço”. Confirme os itens abaixo por escrito e congele a revisão.
| Etapa | Descrição |
|---|---|
| Finalidade | Defina o serviço: pressão, temperatura, meio (incluindo risco de cloreto/H2S) e se a junta é cíclica ou estática. |
| Escopo | Confirmar faixa NPS/DN, tipo de flange (WN/SO/SW/THD/LJ/BL), faceamento (RF/FF/RTJ) e furo. |
| Aquisição de Matéria-Prima | Congelar grau do material (ASTM/EN), condição de tratamento térmico e regras de substituição permitidas. |
| Controle de Processo | Definir requisitos de ficha de roteiro, retenção de gráfico de tratamento térmico e qualificações de procedimentos de END. |
| Inspeção e Testes | Definir pontos de retenção (recebimento de matéria-prima, pós-forjamento, pós-TT, pós-usinagem, pós-END, final). Definir critérios de aceitação para MT/PT/UT e tolerâncias dimensionais. |
| Certificação de Qualidade | Definir conteúdo do pacote de certificados: MTR/EN 10204, relatórios de END, lista de calibração, fotos de marcação e lista de embalagem. |
| Anti-corrosão/Embalagem | Defina o método de prevenção de ferrugem, necessidades de VCI/dessecante, tipo de caixa, marcações de içamento e avisos de “não empilhar”. |
Quando a compra mistura normas (por exemplo, material ASTM + dimensões de flange ASME + documentação da UE), escreva isso explicitamente. Pedidos ambíguos são o principal fator de não conformidade. Se precisar de uma norma de junta, referencie-a (frequentemente ASME B16.20) e especifique o estilo da junta e as expectativas de acabamento da face nas notas do pedido de compra.
Observação: Auditorias de fábrica e revisões de alinhamento de especificações previnem defeitos antes que eles existam. É assim que você economiza semanas de cronograma e evita “retrabalho de emergência” antes do embarque.
Verificações de Qualidade Pré-Produção Essenciais para Flanges:
- Verificar especificações do material e certificados, incluindo números de forno e controle de revisão.
- Confirmar o escopo dos testes químicos/mecânicos (tração, dureza, impacto se necessário) e quaisquer restrições para serviço ácido.
- Revisar certificações do fornecedor e evidências reais de capacidade (máquinas, fornos, acesso a END, livros de dados).
- Confirme desenhos, tipo de face, diâmetro interno/escala e tolerâncias dimensionais.
- Use listas de verificação bilíngues e congele a terminologia para tipos de face e classes de pressão.
- Defina regras de rastreabilidade e marcação (o que deve ser estampado vs etiquetado).
- Planeje pontos de retenção de inspeção de terceiros e defina por escrito o que significa “aprovado”.
Essas etapas criam uma linha de base de qualidade estável para o fornecimento de flanges e reduzem o risco de conformidade. Se você compra flanges repetidamente, construa um scorecard de fornecedor vinculado a categorias mensuráveis de não conformidade (dimensão, marcação, certificados, END, embalagem).
Inspeções em Processo na China
Verificações Dimensionais e de Tolerância
Meça dimensões e tolerâncias durante a produção, não apenas no final. Para flanges ASME, a norma define dimensões, tolerâncias, marcação e expectativas de teste (ASME B16.5 e ASME B16.47). Na prática, os compradores devem verificar: círculo de furação, posição dos furos, altura da face, dimensões do cubo e diâmetro interno. Detectar um desvio no círculo de furação antes da usinagem final evita uma refabricação completa.
Exemplo de engenharia (Caso 1 — desvio do círculo de furação): Um lote de flanges WN Classe 300 passou nas “verificações de OD/ID”, mas falhou na montagem porque vários flanges apresentaram desvio no espaçamento dos furos para parafusos, o que forçou o alargamento em campo. A causa raiz foi uma fixação de furação desgastada e a ausência de verificação do PCD durante o processo. Prevenção: verificar o PCD e a posição verdadeira dos furos na etapa da primeira peça e após trocas de ferramenta; exigir valores registrados no relatório de processo.
| Método de Inspeção | Descrição |
|---|---|
| Inspeção Dimensional | Verifica se o flange atende aos requisitos de tamanho (OD/ID/espessura/PCD/furos/ressalto). |
| Inspeção do Ângulo de Chanfro | Confirma o ângulo de chanfro e a face de solda para um ajuste adequado da solda. |
| Inspeção de rugosidade | Mede o acabamento superficial quando o tipo de junta requer um acabamento definido. |
| Teste de Dureza Superficial | Verifica a dureza quando exigido pela especificação do material ou restrições de serviço ácido. |
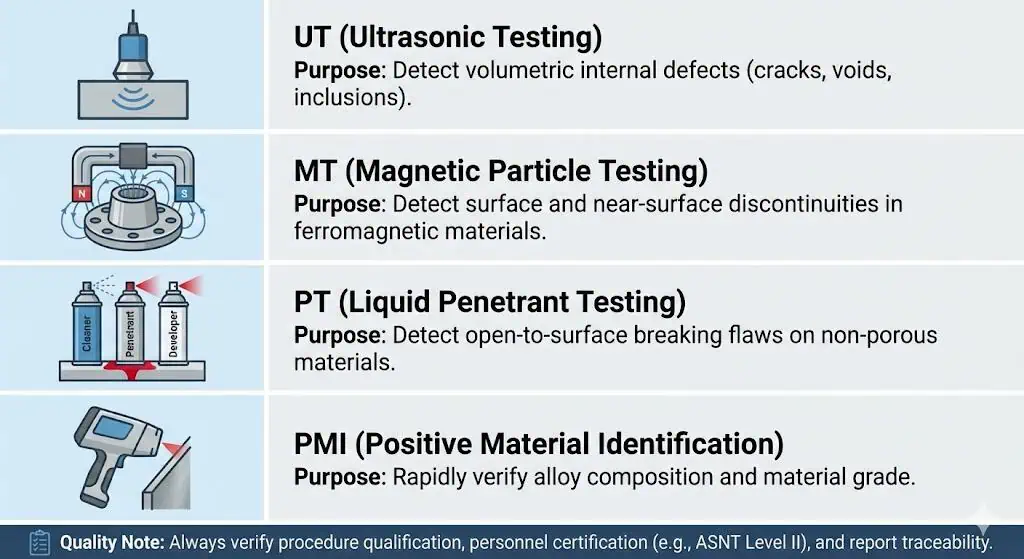
| UT, MT, PT, PMI | Detecta falhas internas/superficiais e confirma a classe da liga (PMI) para evitar misturas de materiais. |
Controles de Processo e Documentação
Os controles de processo devem estar visíveis na documentação. Solicite uma ficha de roteiro (traveler) que acompanhe cada flange através de: recebimento de matéria-prima → forjamento → tratamento térmico → usinagem bruta → END → usinagem final → inspeção final → embalagem. “Sempre fazemos isso” não é evidência; uma ficha de roteiro carimbada com datas, aprovações de operador/inspetor e IDs de equipamento é evidência.
- Verifique o recebimento do material: número do lote, inspeção de entrada e segregação por lote/classe.
- Confirme os controles de forjamento: prática de taxa de forjamento (depende do projeto) e controles de distorção.
- Confirme o tratamento térmico: registro do gráfico, ID do forno e método de têmpera/resfriamento a ar conforme aplicável.
- Confirme a usinagem: controle de programa CNC, verificações de desgaste de ferramenta e inspeção de primeira peça.
- Confirme o END: procedimento qualificado, pessoal qualificado e rastreabilidade do relatório para a peça/lote.
- Confirme o revestimento/tratamento superficial: o que foi aplicado e como foi protegido posteriormente.
- Confirmar pacote final de relatório: certificados + valores medidos + fotos + lista de embalagem.
Ao realizar sourcing repetidamente, defina pontos de retenção onde inspetores de terceira parte devem testemunhar ou verificar (por exemplo, PMI em 100% de flanges duplex, ou UT em zonas críticas de espessura). Isso apoia a qualidade consistente e ajuda a cumprir a data de entrega sem retrabalho surpresa.
Marcação e Identificação
A marcação não é cosmética — é como você defende a rastreabilidade. Para flanges ASME, a norma inclui requisitos de marcação (identificação do fabricante, classe/rating, designação do material, tamanho e mais conforme aplicável). Para sistemas EN, a marcação EN 1092-1 tipicamente inclui fabricante, número da norma, tipo, DN/PN, material e número de fundição/rastreamento quando certificação é necessária.
- Use marcação permanente (estampagem em aço ou laser) posicionada para permanecer legível após revestimento/manuseio.
- Certifique-se de que as marcações correspondam ao pacote de certificados (número de forno deve corresponder ao MTR/EN 10204).
- Sinalize e documente qualquer reparo de solda (o que foi reparado, procedimento e resultados de re-inspeção).
- Faça um conjunto final de “fotos de marcação” por lote para evitar disputas após a chegada.
Essas etapas permitem rastrear problemas de volta ao forno/lote exato rapidamente e prevenir instalação em campo de graus misturados — uma causa raiz comum de falhas prematuras por corrosão.
Inspeções Finais de Produto na China
Verificações Visuais e de Qualidade Superficial
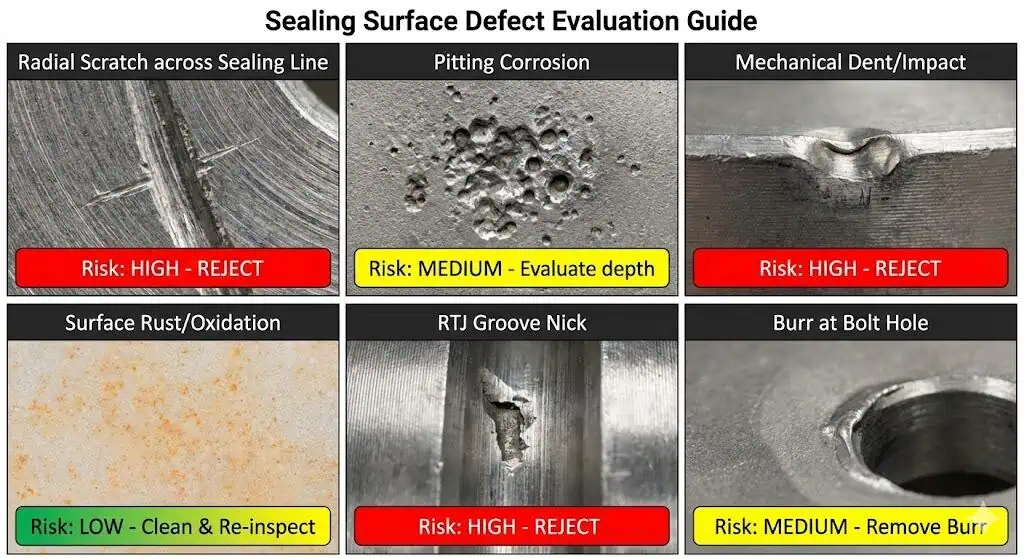
A inspeção final deve confirmar que as superfícies de vedação estão aptas para o serviço. Procure por danos na face, defeitos nas serrilhas, corrosão por pites, amassados e entalhes no sulco do anel (RTJ). Limpe as faces antes da inspeção; não “inspecione através de óleo e ferrugem”. Meça espessura, furo e furos em um plano de amostragem que corresponda ao risco (serviço crítico = amostragem maior ou 100% para dimensões-chave).
Exemplo de engenharia (Caso 2 — dano na face durante o embalamento): Um lote chegou com serrilhas RF riscadas, embora os relatórios dimensionais estivessem bons. A causa raiz foi o empilhamento metal contra metal sem separadores. Prevenção: exija protetores de face, separadores não metálicos e embalagem em caixas que evite movimento; inclua fotos da embalagem no relatório final.
| Tipo de Inspeção | Descrição |
|---|---|
| Inspeção de Aparência | Verifique faces, furos, espessura, revestimentos e confirme se os certificados/marcação correspondem às peças enviadas. |
| Inspeção Interna | Procure por trincas, sobreposições e descontinuidades internas onde inspeções por ultrassom (UT) ou seccionais são especificadas. |
| Inspeção de Vedação | Confirme o tipo de faceamento (RF/FF/RTJ) e sua condição; verifique a condição do sulco do anel para RTJ. |
| Requisitos do Operador | Os inspetores devem compreender os padrões de flanges, morfologias típicas de defeitos e a rastreabilidade dos relatórios. |
| Ferramentas e Equipamentos | Utilize calibradores calibrados e métodos documentados; registre os valores, não apenas aprovado/reprovado. |
| Limpeza Pré-Inspeção | Limpe e remova ferrugem solta/contaminação antes de avaliar a superfície de vedação. |
| Inspeções Regulares | Para pedidos repetidos, monitore tendências de defeitos por fornecedor/turno/ferramentaria para detectar desvios precocemente. |
Dica: Um acabamento fonográfico (serrilhado espiral) auxilia o assentamento da junta em muitas juntas RF. As faixas típicas da indústria referenciadas para juntas espirais enroladas são Ra 3,2–6,3 μm (125–250 μin AARH), enquanto os rasgos RTJ utilizam requisitos diferentes. Sempre alinhe as expectativas de acabamento ao tipo de junta e à especificação do projeto.
Ensaios Mecânicos e Químicos
Os ensaios devem estar vinculados ao risco de serviço. Para sistemas de pressão, confirme que a composição química e as propriedades mecânicas correspondem à especificação do material (por exemplo ASTM A182 para muitos flanges forjados em liga/aço inoxidável). Quando envolvido serviço ácido (sour service) ou serviço em baixa temperatura, ensaios de dureza e impacto podem ser exigidos pela especificação do projeto. Planeje esses ensaios antes da produção — você não pode “adicioná-los depois” sem impacto no cronograma.
- Verifique se a química e as propriedades mecânicas do MTR correspondem ao grau e ao número de forno solicitados.
- Use PMI para reduzir o risco de confusão de grau (304 vs 316, ou grau duplex incorreto).
- Confirme o escopo e os critérios de aceitação do END (UT/MT/PT) para o tipo de flange e severidade do serviço.
- Para integridade da montagem, consulte práticas controladas de aperto de parafusos de ASME PCC-1 e exigir um método de aperto em múltiplas passagens com registros para juntas críticas.
Exemplo de engenharia (Caso 3 — “flange correto, montagem errada”): Ocorreu um vazamento no teste hidrostático em uma nova linha com flanges e juntas em conformidade. A causa raiz foi o aperto em passagem única e sem sequência controlada, causando tensão desigual na junta. Prevenção: use um padrão estrela/quadrante e passagens de torque escalonadas conforme um método documentado; exija treinamento do montador e registros para juntas críticas.
Padrões de Embalagem e Manuseio
A embalagem faz parte do controle de qualidade porque pode danificar superfícies de vedação. Use caixas de exportação, protetores de face, separadores não metálicos e medidas anticorrosivas adequadas ao tempo de trânsito e clima. Aplique óleo antiferrugem apenas onde permitido pela especificação do projeto (alguns serviços de oxigênio/limpos têm restrições). Use dessecante/VCI ao enviar por mar.
- Evite que as faces dos flanges deslizem ou entrem em contato metal com metal durante o transporte.
- Proteja os sulcos dos anéis RTJ com protetores rígidos e rotulagem clara de “não remover”.
- Mantenha a embalagem limpa e seca; adicione dessecante e sele a caixa quando apropriado.
- Verifique a precisão da lista de embalagem: números de forno/quantidades/IDs de peça devem corresponder ao conteúdo da caixa.
Observação: Uma boa embalagem evita reclamações por danos na chegada e evita “correções” por retificação no campo que frequentemente criam novos vazamentos.
Ao seguir estas etapas para verificações finais, você garante que suas inspeções de produto na China funcionem bem. Você mantém seus flanges seguros e atende a todas as inspeções de controle de qualidade.
Conformidade e Documentação para Flanges
")
Normas e Códigos Internacionais
Você deve seguir normas e códigos internacionais para garantir a qualidade e conformidade do produto. Na prática, escolha primeiro a norma da família de flanges (ASME ou EN), depois combine a especificação do material e as regras de documentação. Para juntas metálicas, normas como ASME B16.20 são comumente referenciadas porque o estilo da junta afeta o acabamento da face e o desempenho da montagem.
| Padrão | Região |
|---|---|
| ASME | EUA |
| DIN | Europa |
| BS | Grã-Bretanha |
| JIS | Japão |
| GOST | Rússia |
| UNI | Itália |
| IS | Índia |
Sempre solicite ao seu fornecedor documentos em inglês e chinês. Para projetos de alto risco, adicione uma página de índice de certificados que mapeie cada lote/forno para números de peça e quantidades.
Relatórios de Teste e Certificados
Você precisa de relatórios de teste e certificados completos para comprovar a qualidade do produto. No mínimo, seu pacote deve demonstrar: (1) conformidade do material, (2) rastreabilidade e (3) inspeções/testes necessários concluídos. Documentos comuns incluem:
- Relatórios de teste para cada lote/forno de flanges.
- Relatórios de Teste de Fábrica (MTR) mostrando composição química e propriedades mecânicas.
- EN 10204 3.1 ou EN 10204 3.2 quando verificação independente é necessária.
- Gráficos/registros de tratamento térmico, se exigidos pela especificação do material ou do projeto.
- Relatórios de END (UT/MT/PT) com IDs das peças e critérios de aceitação referenciados.
Um Relatório de Ensaio de Fábrica só é útil se for rastreável às peças entregues. Sempre verifique cruzadamente: número do forno no flange ↔ número do forno no certificado ↔ quantidades ↔ lista de embalagem.
| Tipo de Documento | Descrição |
|---|---|
| Relatório de Ensaio | Mostra que o produto atende às especificações corretas e inclui métodos/resultados de ensaio referenciados. |
| EN 10204 3.2 | Verificação independente por terceiros da conformidade e rastreabilidade do material (o escopo depende do requisito do projeto). |
| Relatório de Ensaio de Fábrica | Propriedades químicas e mecânicas vinculadas ao forno/lote utilizado para os flanges enviados. |
Documentação de Remessa e Exportação
Você deve preparar documentos completos de embarque e exportação para proteger seu produto e garantir conformidade. Esses documentos o protegem quando a alfândega, usuários finais ou auditores de terceiros solicitam comprovação. Sempre inclua:
- Marcação de tamanho, classe/rating, grau do material, número do forno e ID do lote/lote em cada flange.
- Listas de embalagem e faturas que correspondam às caixas físicas.
- Certificados de origem quando exigidos.
- Licenças de exportação, se aplicável ao seu escopo.
Dica: uma folha de índice de certificados (uma página) reduz drasticamente disputas porque permite ao receptor verificar números do forno e quantidades rapidamente.
Ao seguir essas etapas, você garante que seu produto atenda aos padrões mundiais de qualidade e passe em todas as inspeções de qualidade.
Escolhendo Parceiros de Inspeção na China
Inspeções de Controle de Qualidade por Terceira Parte
A inspeção por terceira parte adiciona uma camada independente de controle quando você não pode testemunhar a produção. Para componentes sob pressão, escolha inspetores que possam interpretar normas de flanges, reconhecer defeitos de forjamento/usinagem e verificar rastreabilidade. Para projetos críticos, exija que os inspetores testemunhem pontos de retenção (PMI, END, dimensional de primeiro artigo e embalagem).
Critérios para Seleção de Agências de Inspeção
Você precisa escolher agências de inspeção que correspondam às suas necessidades de qualidade e entendam seu produto. Use a tabela abaixo para avaliar agências com base no que realmente reduz o risco:
| Critérios | Descrição |
|---|---|
| Compreensão das necessidades do comprador | Eles podem traduzir seu PO/ITP em verificações mensuráveis e regras claras de aprovação/reprovação. |
| Auditorias de fábrica | Eles podem confirmar capacidade para forjamento, tratamento térmico, usinagem, END e controle documental. |
| Inspeções em processo | Eles podem testemunhar primeira peça, verificar PCD/furos/faces e detectar desvios antes do lote ser finalizado. |
| Conformidade com normas internacionais | Eles podem alinhar relatórios aos requisitos ASME/EN/ASTM e manter a rastreabilidade intacta. |
Também verifique cobertura geográfica na China e qualidade dos relatórios (evidência fotográfica + valores medidos). Um relatório de “uma página aprovada” geralmente não é suficiente para aquisição de serviços sob pressão.
Comunicação e Relatórios
Comunicação clara evita disputas em estágios avançados. Antes das inspeções, envie ao seu inspetor: PO + desenhos + ITP + critérios de aceitação + lista de fotos obrigatórias. Certifique-se de que o fornecedor seja informado sobre o cronograma da inspeção e os pontos de retenção. Após a inspeção, revise as não conformidades com um plano de ação corretiva por escrito e prazo. Se um desvio for aceito, documente a concessão formalmente.
Dica: Exija fotos de (1) marcação do flange, (2) condição da face de vedação, (3) medições dimensionais aleatórias e (4) método de embalagem da caixa para cada lote.
Seguindo essas etapas, você garante que suas empresas de inspeção de qualidade na China ajudem você a alcançar seus objetivos de sourcing e forneçam produtos seguros e confiáveis.
Manter a Qualidade Consistente
Evitando Armadilhas Comuns
Você pode manter a qualidade estável evitando padrões de falha previsíveis. A maioria dos “problemas de qualidade” de flanges são, na verdade, problemas de requisitos e controle. Use estas etapas:
- Escreva uma especificação de compra que declare norma, tipo de face, classe, furo, material, documentação, escopo de END e método de embalagem.
- Audite e qualifique o fornecedor (capacidade + livros de dados), depois trave a rota do processo.
- Solicite aprovação do primeiro artigo antes da produção total.
- Não selecione apenas pelo preço; o custo de um evento de vazamento geralmente excede a economia de um lote mais barato.
- Utilize contratos escritos que definam critérios de aceitação e responsabilidade por retrabalho.
- Utilize inspeções de terceiros em pontos de retenção para lotes de serviço crítico.
- Mantenha um scorecard de fornecedor e acione ações corretivas quando tendências aparecerem.
Exemplo de engenharia (Caso 4 — incompatibilidade de classificação): Uma planta pediu “flanges do mesmo tamanho” e recebeu uma classe de pressão inferior misturada no lote. Tudo “encaixou”, mas a junta tornou-se um ponto fraco sob condições de perturbação. Prevenção: exija verificação de marcação de classe no recebimento, segregue por classe/lote, e adicione um requisito de foto da marcação no pacote final do relatório.
Dica: Para linhas críticas (alta pressão, serviço cíclico, serviço ácido ou fluidos perigosos), trate o controle de qualidade de flanges como um programa baseado em risco: amostragem maior, rastreabilidade mais rigorosa e pontos de retenção testemunhados.
Estratégias de Melhoria Contínua
Melhoria contínua significa medir defeitos e fechar o ciclo. Passos práticos:
- Exija completude de certificados (MTR/EN 10204, END, relatórios dimensionais) para cada pedido.
- Monitore tendências de não conformidades por categoria (dimensão, marcação, rastreabilidade, danos na face, END, embalagem).
- Use auditorias por vídeo ou auditorias periódicas no local para verificar a estabilidade do processo.
- Inicie novos fornecedores com pedidos piloto e inspeção aumentada antes de escalar.
- Acompanhe o desempenho de entrega e “defeitos de escape” encontrados após a chegada.
| Estratégia | Descrição |
|---|---|
| Controle de qualidade | Defina pontos de retenção, registre valores medidos e exija relatórios de ação corretiva para repetições. |
| Requisitos do Cliente | Congele a especificação (tipo de face/classe/material/documentos) e controle revisões formalmente. |
| Eficiência operacional | Use dados de defeitos para direcionar desvios de processo (desgaste de ferramentas, método de embalagem, erros de documentação). |
Você pode garantir que receba flanges de boa qualidade da China usando um processo claro de controle de qualidade.
- Verifique a capacidade do fornecedor e o controle de documentação (não apenas certificados).
- Confirme a identidade do material com rastreabilidade e PMI conforme o plano de amostragem acordado.
- Use END adequadamente para detectar defeitos ocultos sem danificar as peças.
- Exija relatórios de inspeção de terceiros com fotos e valores medidos.
- Controle a embalagem para que as faces e marcações sobrevivam intactas ao transporte.
- Confirme que os fornecedores possuem sistemas de qualidade estáveis e controles de rastreabilidade.
- Use listas de verificação e pontos de retenção em vez de inspeção apenas no final.
- Para lotes críticos, testemunhe inspeções-chave (PMI/END/primeiro artigo/embalagem).
Sempre mantenha a melhoria do processo. A qualidade estável de flanges é um resultado do sistema: requisitos claros, produção controlada, evidências verificadas e feedback disciplinado.
PERGUNTAS FREQUENTES
Quais documentos você deve solicitar ao comprar flanges da China?
Você deve solicitar um “pacote de certificação” completo que comprove a conformidade do material e a rastreabilidade:
- Relatório de Teste de Fábrica (MTR) / Certificado de Teste de Fábrica (química + mecânicos)
- EN 10204 3.1 ou EN 10204 3.2 quando necessário
- Relatório de inspeção dimensional (com valores registrados)
- Relatórios de END (UT/MT/PT) se especificado
- Lista de embalagem + conjunto de fotos de marcação + folha de índice de certificados
Esses documentos permitem verificar a qualidade, comprovar a rastreabilidade e resolver disputas rapidamente após a chegada.
Como verificar se um flange atende aos padrões internacionais?
Comece com a marcação e os certificados, depois confirme as dimensões críticas e o acabamento da face. Para flanges ASME, certifique-se de que o pedido faça referência ASME B16.5 ou ASME B16.47, e confirme o padrão da junta quando relevante (geralmente ASME B16.20).
| Marcaçao Necessária | Por que é Importante |
|---|---|
| Número da norma | Indica quais regras dimensionais/de marcação/de ensaio se aplicam. |
| Grau do material | Confirma que a metalurgia atende às necessidades de resistência e corrosão. |
| Número do forno | Vincula a peça ao certificado e aos resultados dos ensaios. |
Sempre cruze a marcação, os certificados e a lista de embalagem. Se qualquer elo da rastreabilidade estiver quebrado, trate o lote como de alto risco.
Por que a dupla certificação é importante para flanges de aço inoxidável?
A certificação dupla pode reduzir a complexidade do estoque, mas deve ser respaldada por rastreabilidade e verificação.
Você obtém:
- Mais flexibilidade quando diferentes projetos exigem declarações de conformidade ligeiramente diferentes
- Risco reduzido de “conformidade apenas no papel” se PMI e rastreabilidade do forno forem aplicados
- Exportação facilitada quando os requisitos de documentação variam por região
Não aceite “certificação dupla” apenas como um rótulo. Exija que o pacote de certificação mostre exatamente como a conformidade foi demonstrada e verificada.
O que é um acabamento fonográfico e por que ele é importante?
Um acabamento fonográfico é uma serrilha espiral controlada na face de vedação.
Este acabamento:
- Ajuda muitos juntas RF a assentarem consistentemente ao fornecer micro-asperidades controladas
- Reduz o risco de vazamento quando o tipo de junta corresponde à condição da face
- Melhora a repetibilidade em comparação com marcas de usinagem aleatórias
Corresponda a expectativa de acabamento ao tipo de junta e especificação do projeto. Em caso de dúvida, defina a faixa de rugosidade necessária nas notas do pedido de compra.
Como manter a qualidade de flanges alta após a entrega?
O armazenamento e manuseio podem danificar as faces e destruir a rastreabilidade.
Siga estas etapas:
- Armazene flanges em ambientes internos, secos, elevados do chão e segregados por tratamento térmico/classe/material.
- Mantenha os protetores de face no lugar até a instalação; não empilhe faces metal contra metal.
- Verifique novamente a marcação e a condição da face antes da instalação, especialmente após armazenamento prolongado.
Um bom armazenamento protege as superfícies de vedação e mantém a documentação e as marcações alinhadas com as peças que você instala.



