







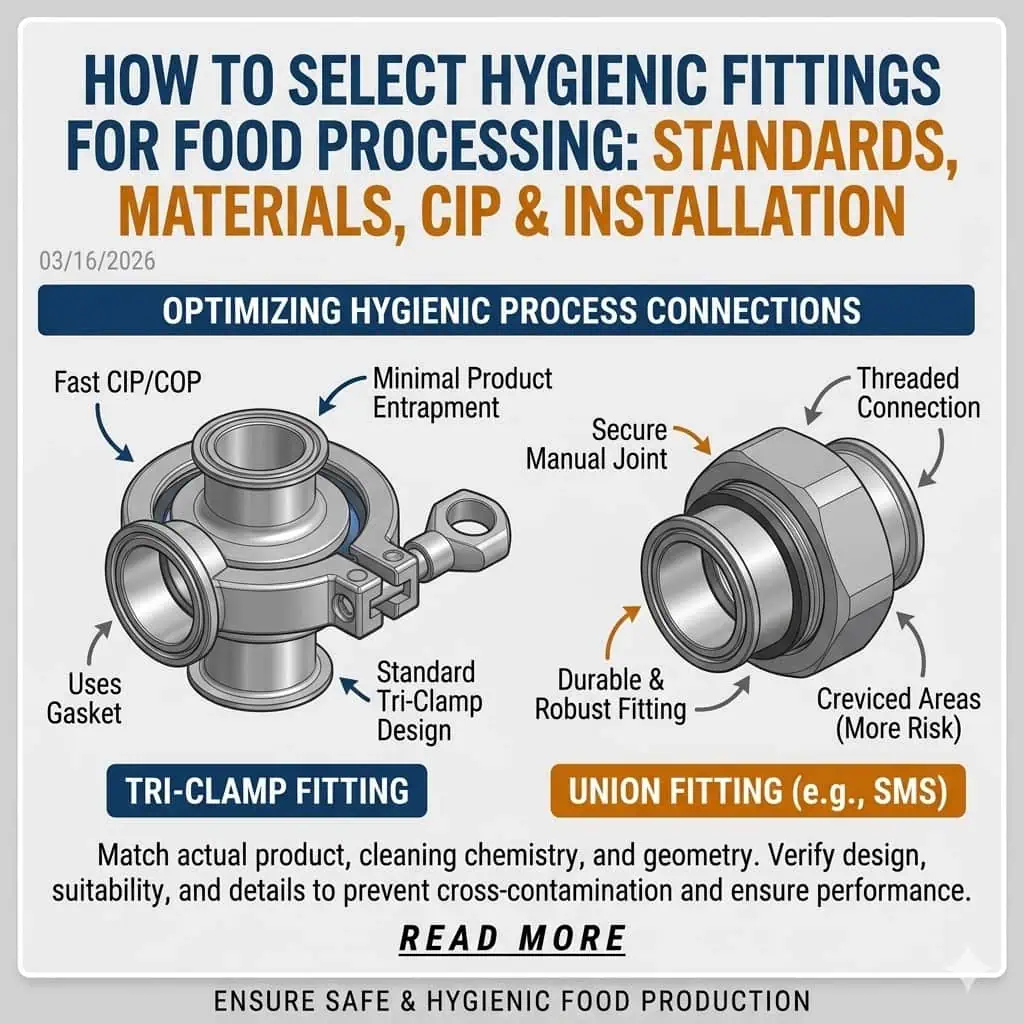
Como selecionar conexões de grau alimentício começa com a correspondência do seu produto real, química de limpeza e geometria da linha, em seguida, verificando o design higiênico, adequação para contato com alimentos, compatibilidade de materiais e detalhes de instalação. Essa sequência é importante porque muitas falhas de conexões em plantas de alimentos não começam como falhas mecânicas óbvias. Geralmente começam como retenção de produto, drenagem inadequada, incompatibilidade de gaxetas, defeitos de solda ou documentação ausente, depois se transformam em achados de contaminação, falhas repetidas de CIP, vazamentos ou não conformidades de auditoria. No processamento de alimentos, os problemas relacionados a conexões que mais frequentemente causam problemas incluem:
- Rastreabilidade de material ausente ou incompleta, registros de composto de gaxeta ou evidência de acabamento superficial para peças em contato com o produto
- Ramos sem drenagem ao redor de instrumentos, pontos de amostragem ou coletores de válvulas que não limpam ou drenam consistentemente
- Material de gaxeta incorreto para o produto real, cáustico, ácido, sanitizante ou exposição a água quente/SIP
- Incompatibilidade de ferrules, acabamento interno de solda deficiente ou montagens de grampos forçadas em alinhamento durante a instalação
Você precisa de lógica de seleção prática, não de linguagem genérica de catálogo. Este guia se concentra no que realmente afeta a limpeza, drenagem, vida útil da vedação, controle de troca e prontidão para auditoria em serviço de alimentos e bebidas. A SUNHY pode então apoiar o lado do fornecimento com documentação, rastreabilidade de material e revisão de aplicação uma vez que seus requisitos técnicos estejam claros.
Comece com o Processo Real de Alimentos, Não o Catálogo
Requisitos de Produto e Mídia
Você deve corresponder as conexões ao produto real e mídia do processo, não a uma descrição geral do produto. Na indústria de processamento de alimentos, o meio não é apenas “alimento líquido”. É necessário definir pH, teor de gordura, carga de proteína, concentração de açúcar, exposição a cloretos, viscosidade, tamanho de partículas, perfil de alérgenos e se a linha é exposta a cáustico, ácido nítrico, ácido peracético, água quente ou vapor durante a limpeza. Cada fator altera o que a conexão precisa suportar e a facilidade de limpeza.
- Compatibilidade de materiais—verifique se a liga do corpo, a junta, o assento e qualquer exposição a lubrificante são adequados tanto para o produto quanto para a química real de CIP/SIP. Uma conexão que suporta o produto, mas incha ou racha sob o sanitizante, ainda é a conexão errada.
- Faixa de temperatura—verifique a temperatura normal de produção, a temperatura de CIP, a temperatura de sanitização com água quente e qualquer condição anormal. A temperatura afeta a taxa de corrosão, a compressão da junta e a capacidade de pressão publicada.
- Exposição à limpeza—confirme se o conjunto deve tolerar limpeza química repetida, CIP de alto fluxo, limpeza com espuma, desmontagem manual ou esterilização a vapor. O método de limpeza altera tanto a preferência de projeto quanto o ônus de manutenção.
- Acabamento superficial e condição da solda—superfícies de contato com o produto lisas e corretamente acabadas reduzem a retenção de resíduos e facilitam a validação, mas apenas se as soldas internas, o alinhamento do férula e a condição do tingimento térmico também forem controlados.

Se você processa laticínios, bebidas ou alimentos ricos em proteínas, é aqui que muitos erros evitáveis começam. Um exemplo comum no campo é uma linha de molho ou salmoura especificada em 304L para serviço geral, depois exposta a limpeza mais agressiva com cloretos ou resíduos de produto nas frestas do grampo. O sintoma visível pode começar como manchas de chá ou piteamento local perto do assento da vedação, mas a causa raiz geralmente é uma incompatibilidade entre química e fresta, em vez de apenas “aço inoxidável ruim”.
Modo de Processo e Estratégia de Limpeza
Sua estratégia de limpeza determina qual projeto de conexão é prático e qual apenas parece aceitável no papel. Uma linha projetada para CIP fechado e repetível não quer a mesma estratégia de conexão que um skid de lote curto que é frequentemente aberto para trocas. É necessário decidir antecipadamente se o sistema é principalmente fechado e automatizado, rotineiramente desmontado ou um híbrido de ambos.
- O layout do equipamento e se o processo é totalmente fechado, parcialmente aberto ou frequentemente interrompido para inspeção
- O nível de automação na limpeza, validação e controle de troca
- O equilíbrio entre desmontagem rápida, vida útil da vedação, tempo de inatividade e consistência da limpeza
O serviço CIP geralmente favorece conexões e válvulas com geometria interna previsível, boa drenagem e armadilhas mínimas de produto. A limpeza manual pode tolerar mais intervenção do operador, mas também aumenta a variação entre turnos. Um exemplo prático é um ponto de amostragem de laticínios instalado em um ramal longo fora da linha principal: a linha pode passar por um ciclo CIP normal, mas o ramal de amostragem ainda pode reter resíduos porque a velocidade, molhamento e drenagem são ruins nesse bolsão. A correção geralmente é geométrica—ramal mais curto, melhor orientação ou um design de válvula de amostragem mais limpo—não produtos químicos mais fortes.
Tamanho, Fluxo e Compatibilidade de Conexão
Você deve garantir que as conexões correspondam ao padrão de tubo de grau alimentício, ao dever de fluxo real e ao sistema de conexão usado na linha. Isso não é apenas uma questão de tamanho. No serviço de grau alimentício, a família de padrões errada pode criar incompatibilidade de tolerância, incompatibilidade de solda, problemas de vedação, drenagem deficiente ou confusão de substituição durante a manutenção. Use a tabela abaixo como um quadro de referência prático:
| Atributo | Especificação |
|---|---|
| Padrões de referência | Projetos comuns de grau alimentício podem envolver tubulações da família BS 4825, EN 10357 / DIN 11850, conexões por grampo DIN 32676, conexões asépticas DIN 11864 ou ASME BPE em linhas de maior pureza; o padrão da linha deve corresponder ao padrão da conexão. |
| Rugosidade do acabamento superficial (requisito típico do projeto) | Ra ≤ 0,8 μm é uma linha de base comum para muitas superfícies de contato com produtos de grau alimentício, mas a aceitação final deve seguir a especificação aplicável do cliente, o padrão de tubulação/conexão e o requisito de solda. |
| Materiais comuns do corpo | 304L e 316L são as escolhas mais comuns de aço inoxidável para conexões de grau alimentício; 316L é frequentemente preferida quando a exposição a cloretos, limpeza agressiva ou maior margem de corrosão faz parte da função. |
| Verificação de compatibilidade | Verifique o diâmetro externo, espessura da parede, tolerância, perfil do anel de compressão, geometria da junta e série do grampo juntos. “Mesmo tamanho nominal” não garante peças de grau alimentício intercambiáveis. |
| Aplicações típicas | Laticínios, bebidas, cervejarias, alimentos líquidos, transferência de ingredientes, sistemas alimentares adjacentes à biotecnologia e interfaces de utilidade/processo de maior capacidade de limpeza. |
| Implicação de instalação | A correspondência correta do padrão reduz o ajuste forçado, a formação de degraus internos, danos à junta e confusão futura com peças de reposição. |
| Implicação de Manutenção | Famílias de conexões padronizadas tornam a substituição de vedação, o controle de estoque e a rastreabilidade de auditoria muito mais fáceis ao longo da vida útil da linha. |
Ao começar com o processo real em vez do catálogo, você evita um erro comum de compra: selecionar primeiro pelo preço e tamanho nominal, para depois descobrir que a família de conexões, o composto da junta ou a geometria interna não corresponde à realidade de limpeza da planta.
Identifique o Risco Higiênico Antes de Escolher o Tipo de Conexão
Onde a Contaminação Geralmente Começa
A contaminação em linhas de alimentos geralmente começa nas transições, vedações e detalhes de baixo fluxo—não no meio de um tubo reto. É por isso que os pontos de conexão merecem mais atenção do que o catálogo geralmente lhes dá. Em plantas reais, os principais gatilhos de contaminação ou falha de limpeza em torno das conexões são:
- Partículas—escória de solda, ferrugem, partículas metálicas finas, fragmentos de junta danificada e detritos de instalação deixados na linha após fabricação ou manutenção
- Água e condensado—drenagem inadequada em derivações horizontais, pontos baixos, corpos de válvulas ou peças de tubulação inclinadas incorretamente
- Carregamento de lubrificante ou utilidades—especialmente onde ar comprimido ou gás é introduzido perto de equipamentos em contato com o produto e não foi tratado adequadamente
- Microrganismos e filmes de resíduos — mais comumente onde há espaços mortos, soldas rugosas, vedações danificadas, áreas de sombra ou molhamento incompleto do CIP
Um padrão prático de solução de problemas é este: quando a mesma conexão continua apresentando detecções de ATP, micro positivos ou retenção de odor após uma lavagem de outra forma aceitável, a causa geralmente é a geometria local, a condição da vedação ou a orientação da drenagem, em vez de concentração inadequada de detergente em toda a planta.
Capacidade de Limpeza e Drenagem
Capacidade de limpeza e drenagem são os dois filtros de projeto que separam conexões “de aparência de grau alimentício” de conexões que realmente se comportam de forma higiênica em serviço. Você precisa de conexões projetadas para minimizar a retenção de resíduos e esvaziar consistentemente após a transferência do produto e após o CIP. Procure por estas características:
- Evitar frestas — juntas em contato com o produto não devem criar bolsões estreitos e estagnados onde o resíduo sobrevive ao contato químico, mas permanece difícil de enxaguar
- Superfícies internas lisas e contínuas — o acabamento superficial só ajuda quando combinado com alinhamento nivelado, soldas limpas e superfícies de vedação intactas
- Geometria de autodrenagem — ramificações, corpos de válvulas e orientação de trechos devem permitir drenagem completa, em vez de deixar um resíduo de produto ou água de enxágue
- Transições arredondadas e sem degraus internos abruptos — degraus internos abruptos aumentam a retenção de produto e as zonas de sombra na limpeza
- Vedações e passagens de eixo controladas — elastômeros devem vedar sem extrusão, rasgo ou compressão excessiva crônica, porque vedações danificadas rapidamente se tornam pontos fracos higiênicos

Um problema recorrente em campo são juntas de grampo que parecem boas por fora, mas são montadas sobre ferrules ligeiramente desalinhados. Os operadores apertam o grampo até que o vazamento pare, mas a junta é então comprimida de forma desigual, criando uma saliência interna e reduzindo a vida útil da vedação. O resultado a curto prazo é uma linha seca que “mantém a pressão”. O resultado a longo prazo é limpeza mais difícil, chamadas repetidas por vazamentos e substituição prematura da junta.
Seleção Baseada em Risco por Sensibilidade do Produto
A sensibilidade do produto deve alterar seu limite de seleção. Nem toda linha de alimentos carrega a mesma consequência higiênica se uma conexão prender resíduos ou uma vedação começar a se degradar. Laticínios de baixa acidez, bebidas com alto teor de proteína, sistemas de troca de alérgenos, ingredientes para nutrição infantil, interfaces assépticas e produtos microbiologicamente sensíveis merecem uma abordagem de seleção mais conservadora do que transferências de utilidade de baixo risco ou serviços não críticos de curta duração. Em linhas de maior risco, você deve favorecer o aço 316L onde a química justificar, minimizar espaços mortos nos ramos, apertar o controle de solda e acabamento, e usar sistemas de conexão que sejam mais fáceis de inspecionar e documentar. Em linhas de menor risco, a resposta certa ainda pode ser uma conexão mais simples—mas ela ainda deve ser limpeável, drenável e quimicamente compatível com o processo real.
Conformidade e Normas para Conexões de Grau Alimentício
Requisitos de Segurança Alimentar e Contato com Alimentos
Você deve selecionar conexões de grau alimentício que satisfaçam tanto as expectativas de design higiênico quanto os requisitos de materiais em contato com alimentos no mercado que atende. Na prática, isso significa que você deve parar de usar termos genéricos como “conexão aprovada pela FDA”, a menos que possa apontar o escopo exato do material ou componente. Para conexões de grau alimentício, a abordagem correta é verificar a montagem por meio do grau do material, declaração do elastômero, acabamento, qualidade da solda, condições de uso pretendidas e registros de rastreabilidade.
| Tipo de Requisito | Descrição |
|---|---|
| Normas Sanitárias 3-A | Critérios de design higiênico amplamente utilizados para equipamentos de alimentos e laticínios. Útil quando o processador, especificador ou regulador espera linguagem de design 3-A ou um modelo de equipamento coberto pelo Símbolo 3-A. |
| FDA 21 CFR 117.40 | Exige que as superfícies em contato com alimentos sejam adequadamente higienizáveis, resistentes à corrosão quando em contato com alimentos, feitas de materiais não tóxicos e capazes de suportar a exposição pretendida a alimentos e limpeza. |
| Regulamento da UE (CE) nº 1935/2004 | Exige que os materiais e artigos em contato com alimentos evitem migração prejudicial e alterações inaceitáveis na composição ou propriedades organolépticas dos alimentos em condições normais ou previsíveis de uso. |
- A adequação para contato com alimentos deve ser verificada para a liga real do corpo, elastômero, assento e qualquer material auxiliar que possa entrar em contato com o produto.
- A evidência de conformidade é mais forte quando é específica para o composto e específica para a condição de uso, especialmente para vedações e juntas.
Dica: Em projetos de grau alimentício, solicite evidências no nível de montagem sempre que possível—material do corpo, composto da vedação, condição do acabamento e rastreabilidade—não apenas uma declaração genérica copiada do rodapé de um catálogo.
Padrões e Práticas Aceitas de Projeto Higiênico
Você precisa entender quais padrões regem o projeto, quais regem a segurança de contato com alimentos e quais regem os sistemas de segurança alimentar da planta. Estes não são intercambiáveis. Para a maioria dos projetos de alimentos e bebidas, as referências principais geralmente incluem:
- Padrões 3-A SSI para critérios de projeto de equipamentos de grau alimentício e, quando especificado, autorização do Símbolo 3-A com verificação de terceiros
- princípios de projeto higiênico EHEDG para pensamento baseado em risco de projeto higiênico e limpeza
- estrutura FDA CGMP / Controles Preventivos para obrigações de sanitização, planta, processo e controle de contaminação nos EUA.
Padrões de sistema de segurança alimentar como ISO 22000, FSSC 22000, BRCGS ou IFS também importam, mas não substituem a necessidade de selecionar uma geometria de conexão que realmente drene e limpe. Documentação e revisão HACCP não salvam um projeto de ramificação ruim.
Certificações e Documentação
Você deve tratar a documentação como parte da especificação higiênica, não como uma reflexão tardia após a compra. Para conexões e válvulas críticas de contato com alimentos, o pacote mínimo útil de documentos deve ser definido antes do envio da RFQ.
- Identifique primeiro a família de padrão aplicável e o requisito do cliente—3-A, especificação interna baseada em EHEDG, expectativa de contato com alimentos FDA/EUA, requisito de contato com alimentos da UE ou um padrão higiênico específico da planta.
- Confirme quais evidências são necessárias para o componente exato: certificado de material, declaração de gaxeta, declaração de acabamento, dados de pressão-temperatura, registro de solda ou passivação e marcação de rastreabilidade.
- Quando a cobertura do Símbolo 3-A é exigida, verifique se o modelo exato do equipamento ou escopo do componente está realmente coberto e não assumido apenas pela reputação da marca.
- Solicite documentos de amostra antes da aprovação, incluindo certificados de usina EN 10204 3.1, quando relevantes, declarações de material de vedação e quaisquer dados de produto relevantes para limpeza.
- Certifique-se de que o rastro documental ainda possa conectar a conexão instalada ao registro de compra, lote, forno ou lote do componente durante uma auditoria ou investigação de produto.

Um problema comum de auditoria não é que a conexão em si esteja errada, mas que a planta não pode provar rapidamente o que foi instalado após a manutenção. Quando uma gaxeta é substituída por um composto visualmente similar, mas diferente, o risco higiênico pode permanecer oculto até que inchaço, retenção de odor ou ataque químico apareça em serviço.
Nota: Para conexões de grau alimentício, os registros mais úteis são aqueles que respondem imediatamente a quatro perguntas: qual material, qual composto de vedação, qual condição de acabamento e qual lote ou forno foi instalado.
Seleção de Material e Projeto para Processamento de Alimentos
Aço Inoxidável e Materiais Não Metálicos
Você deve escolher materiais que resistam ao produto real, à química de limpeza real e ao padrão real de manutenção da linha. Aço inoxidável continua sendo o material padrão para a maioria das conexões de grau alimentício, mas o desempenho higiênico depende de mais do que apenas o nome do grau. A condição do acabamento, a qualidade da solda, a passivação, o design de frestas e o composto de vedação geralmente determinam se a conexão permanece livre de problemas em serviço.
| Escolha do Material | Consideração de Corrosão / Serviço | Melhor Caso de Uso |
|---|---|---|
| Aço inoxidável 304L | Comum e econômico para muitas aplicações neutras de alimentos e bebidas, mas menos tolerante onde cloretos, limpadores agressivos ou exposição persistente a frestas fazem parte do serviço. | Serviço higiênico geral onde a química é moderada e a margem de corrosão é bem compreendida. |
| Aço inoxidável 316L | Geralmente preferido onde produto contendo cloreto, sal, limpeza ácida ou maior margem de corrosão é esperado; também amplamente especificado para ambientes higiênicos mais exigentes. | Laticínios, salmoura, molho, sistemas de ingredientes, regimes CIP mais agressivos e circuitos higiênicos de maior risco. |
| Materiais de vedação como EPDM, FKM, PTFE ou outros | A seleção depende da temperatura, exposição a gordura/óleo, química do sanitizante, risco de compressão e se a desmontagem frequente é esperada. | Escolha pela compatibilidade do composto e pela faixa de operação, não por hábito ou pelo que já estava em estoque. |
Na prática, a seleção de vedação causa quase tantos problemas de higiene quanto a seleção de metal. Um exemplo comum é uma junta de elastômero que sobrevive ao produto, mas incha após ciclos repetidos de cáustico quente e ácido. A falha visível pode aparecer como vazamento na braçadeira ou uma junta que “anda” durante a remontagem, mas a causa raiz é a compatibilidade química mais o histórico de compressão.
Você também pode ver componentes de vedação com face de PTFE ou baseados em PTFE usados onde a resistência química é o fator dominante. Isso pode funcionar bem, mas a resiliência da vedação, o comportamento de assentamento e o manuseio da montagem ainda devem ser considerados. Uma vedação quimicamente resistente que não se assenta de forma confiável na montagem real da braçadeira não é uma atualização de grau alimentício.

Tipos de Conexões e Válvulas de Grau Alimentício
Você precisa selecionar o tipo de conexão e válvula de acordo com a etapa do processo, frequência de inspeção e consequência de falha de grau alimentício. As escolhas mais comuns de conexões e válvulas de grau alimentício incluem:
- Conexões Tri-clamp / braçadeira: Rápidas de abrir e amplamente usadas. Melhores onde a inspeção e a substituição rotineira da vedação importam, mas apenas quando o alinhamento do ferrulo, a escolha da junta e a série da braçadeira estão corretos.
- Conexões mecânicas de grau alimentício I-Line ou de serviço pesado: Úteis onde maior robustez mecânica, resistência à vibração ou capacidade de pressão são necessárias em comparação com o serviço leve de braçadeira.
- Conexões soldadas de grau alimentício: Preferidas onde você deseja a menor desmontagem e o menor número de juntas mecânicas, mas exigem disciplina de fabricação mais forte e qualidade de borescópio.
- Válvulas borboleta: Comuns para isolamento liga/desliga em linhas de grau alimentício e relativamente fáceis de manter, mas o desgaste do assento e a drenabilidade do corpo ainda são importantes.
- Válvulas de esfera: Podem funcionar em algumas aplicações alimentícias, especialmente onde o fechamento é importante, mas o comportamento da cavidade interna e a limpeza devem ser revisados cuidadosamente para serviço sanitário.
- Válvulas de diafragma: Frequentemente preferidas onde a limpeza, esterilidade ou segregação de produto são mais críticas.
- Válvulas de retenção, válvulas de amostragem e dispositivos de alívio: Necessários para proteção de fluxo e amostragem, mas estes são frequentemente criadores de espaços mortos quando o comprimento do ramal e o ângulo de instalação não são controlados.

Você deve combinar cada tipo de válvula ou conexão com o comportamento do produto, método de limpeza, frequência de abertura e consequência do resíduo interno. Uma conexão que é tecnicamente sanitária, mas difícil de inspecionar, muitas vezes se tornará um ponto cego de manutenção.
Características de Projeto Sanitário
Você deve priorizar detalhes de projeto que influenciam diretamente a retenção de resíduos, acesso à inspeção e confiabilidade da vedação. A tabela abaixo destaca as características de projeto que mais importam na operação diária:
| Característica | Descrição |
|---|---|
| Drenabilidade | Conexões, ramais e corpos de válvulas devem esvaziar consistentemente após a produção e após CIP. O volume residual de calcanhar é um risco recorrente de contaminação. |
| Controle de frestas e soldas | Alinhamento nivelado, soldas sanitárias de penetração total e degraus internos mínimos reduzem a retenção de resíduos muito mais efetivamente do que apenas polimento estético. |
| Controle de vedação | Perfil, composto e compressão corretos da junta evitam extrusão, rasgo e retrabalho crônico nas juntas de grampo. |
Requisitos-chave para toda válvula e conexão sanitária:
- As montagens devem ser autodrenantes ou intencionalmente orientadas para que o produto e a água de enxágue não estagnem.
- As superfícies em contato com o produto devem permanecer lisas, contínuas e livres de cavidades, dobras, ombros afiados e desalinhamento.
- Os materiais de construção devem ser adequados para contato com alimentos e capazes de suportar a exposição ao produto e à limpeza sem se tornarem uma fonte de contaminação.
Dica: A melhor conexão sanitária não é aquela com mais certificados no folheto. É aquela cuja geometria, material, vedação e condição de solda ainda limpam de forma confiável após ciclos repetidos de produção e manutenção.
Desempenho, Instalação e Manutenção
Classificações de pressão e temperatura
Você deve selecionar conexões e válvulas de grau alimentício contra a combinação real de pressão-temperatura-função, não contra um único valor de pressão principal. As classificações publicadas variam conforme a família de conexão, tamanho, tipo de grampo, material da junta, alinhamento do ferrulo, torque de montagem e temperatura. É por isso que as tabelas de classe de flange não são um substituto para os dados de conexões de grau alimentício, e por que uma série de grampo não pode ser usada como uma regra universal para todas as conexões sanitárias.
Você pode usar tabelas de pressão de grampos sanitários publicadas como uma ilustração prática de quanto as classificações variam mesmo dentro das famílias de grampos de grau alimentício:
| Exemplo de Grampo Publicado | Classificação de Pressão a 70°F | Classificação de Pressão a 250°F |
|---|---|---|
| Grampo sanitário de serviço pesado, 1″–1 1/2″ | 500 psi | 300 psi |
| Grampo de grau alimentício para alta pressão, 1″–1 1/2″ | 1000 psi | 800 psi |
| Grampo de grau alimentício pesado, 4″ | 300 psi | 150 psi |
| Grampo de grau alimentício para alta pressão, 4″ | 800 psi | 600 psi |

Para válvulas e conexões tri-clamp, sempre verifique a classificação da conexão montada completa—ferrules, gaxeta, grampo e temperatura—não apenas o material do corpo. Na solução real de problemas, “a conexão falhou em baixa pressão” frequentemente significa que a junta foi montada incorretamente, sobrecomprimida ou operada fora das premissas de montagem publicadas.
Rotinas de Limpeza e Manutenção
Você precisa de uma rotina de manutenção baseada no risco higiênico e na frequência de abertura, não em um calendário mecânico genérico. A inspeção regular evita que o acúmulo, a degradação da vedação e problemas de geometria não percebidos se tornem eventos de contaminação. Uma rotina prática se parece com isso:
| Frequência | Tarefas de Manutenção |
|---|---|
| Por troca / por evento de abertura | Inspecione juntas de contato com o produto, faces do férula e superfícies de vedação visíveis; remova vedações danificadas; confirme que não há resíduos, arranhões ou desalinhamento antes da remontagem. |
| Rotina semanal ou baseada em risco | Verifique pontos de vazamento crônicos, condição das braçadeiras, hardware externo rosqueado, assentos de válvulas e pontos de amostragem; revise se alguma área retém repetidamente produto ou água de enxágue. |
| Inspeção profunda periódica | Abra conjuntos críticos representativos, inspecione quanto a pitting, descoloração de solda, rugosidade, compressão permanente, acúmulo de minerais e evidências de drenagem incompleta; verifique se as peças de reposição correspondem ao composto e tamanho aprovados. |
Você deve escolher válvulas e conexões que possam ser inspecionadas sem transformar cada evento de manutenção em um atraso de produção. Um projeto que é teoricamente limpo, mas raramente aberto na prática, muitas vezes se torna o mesmo tipo de risco higiênico oculto que um ramal mal projetado.
Praticidade de Instalação
Você deve instalar conexões de grau alimentício corretamente ou criará risco de contaminação na linha desde o primeiro dia. Erros comuns de instalação incluem terminais puxados juntos pela força do grampo, ramificações instaladas sem orientação favorável à drenagem, tubulações sem suporte que distorcem corpos de válvulas e soldas internas que nunca foram inspecionadas após a fabricação. Resolva esses problemas com as seguintes melhores práticas:
- Treine instaladores para alinhar terminais antes do fechamento, em vez de usar o grampo para forçar componentes na posição.
- Projete pontos de ramificação, instrumentos e válvulas de amostragem para minimizar zonas estagnadas e melhorar a drenagem.
- Use o grau de material de grau alimentício especificado e não misture famílias padrão de tubo/conexão, a menos que a compatibilidade tenha sido verificada dimensionalmente.
- Selecione conjuntos que possam ser abertos, limpos e remontados repetidamente sem danificar o selo de contato com o produto.
- Para circuitos críticos, verifique a limpeza por meio de revisão da geometria da ramificação, drenabilidade, cobertura de CIP e—quando justificado—teste de desafio ou revisão de projeto de grau alimentício mais detalhada.

Dica: Um vazamento em um grampo de grau alimentício após a partida é frequentemente um sinal de instalação, não apenas um problema de junta. Verifique o alinhamento do terminal, o assentamento do selo, a série do grampo e se a junta foi fechada sob tensão da tubulação.
Quando esses detalhes são bem tratados, conexões de grau alimentício suportam limpeza estável, manutenção mais rápida e menos desvios repetidos. Quando são ignorados, a mesma conexão pode se tornar um ponto fraco permanente em uma linha bem projetada.
Como Selecionar um Fornecedor de Conexões de Grau Alimentício
Reputação do Fornecedor e Suporte Técnico
Você deve escolher um fornecedor que possa responder a perguntas sobre grau alimentício com desenhos, tolerâncias e registros—não apenas com uma folha de vendas. Um fornecedor capacitado entende por que a compressão do selo, o acabamento interno da solda, o controle dimensional e a rastreabilidade são importantes no serviço de alimentos. Ao avaliar fornecedores, use os seguintes critérios:
| Critérios | Descrição |
|---|---|
| Capacidade técnica | O fornecedor deve entender os padrões de grau alimentício, tolerâncias, soldabilidade, seleção de selos e limites de pressão-temperatura para a família exata de conexões oferecida. |
| Sistemas de qualidade | Você precisa de documentação controlada, rastreabilidade de lote, tratamento de desvios e um método consistente para identificar revisões e materiais aprovados. |
| Suporte regulatório e de grau alimentício | O fornecedor deve ser capaz de explicar o que é coberto por padrões, o que é coberto por declarações e o que ainda deve ser verificado no nível de montagem ou aplicação. |
Você ainda deve solicitar referências de projetos higiênicos similares, mas torne as referências técnicas. Pergunte como o fornecedor lidou com o acabamento da solda, rastreabilidade do material, compatibilidade da vedação e controle de peças de reposição em aplicações comparáveis de alimentos e bebidas. Isso revela muito mais do que uma lista genérica de clientes.
Certificações e Rastreabilidade do Fornecedor
Você deve verificar a documentação e rastreabilidade do fornecedor antes da aprovação, especialmente para conexões em contato com o produto e vedações de reposição. A rastreabilidade não é apenas para a entrega inicial. Ela ainda deve funcionar após manutenção, trocas de gaxetas e substituição de peças. Revise os seguintes tipos de evidência:
| Tipo de Evidência | Descrição |
|---|---|
| Certificados de material | Solicite certificados de teste de fábrica EN 10204 3.1 ou evidências de rastreabilidade equivalentes para componentes críticos de aço inoxidável onde o escopo do projeto exigir. |
| Declarações de vedação e contato com alimentos | O fornecedor deve identificar o composto exato da gaxeta ou assento, não apenas “grau alimentício” como uma alegação vaga. |
| Registros de superfície e fabricação | Quando o acabamento, qualidade da solda, passivação ou fabricação especial importam, pergunte quais evidências estão disponíveis e como elas se relacionam com o componente entregue. |
| Dados de pressão-temperatura | Você precisa de dados do produto para o tipo de conexão real, tamanho, vedação e faixa de temperatura—não de um gráfico emprestado de uma série diferente. |
| Capacidade de resposta de rastreabilidade | O fornecedor deve ser capaz de conectar o lote do acessório ou vedação entregue de volta aos documentos de origem sem adivinhação. |
Você também deve confirmar como as peças de reposição são controladas. Muitos desvios higiênicos começam quando uma montagem original correta é posteriormente mantida com um substituto não documentado, como uma junta, assento ou grampo. Um fornecedor que apoia bem o serviço higiênico entenderá que o rastro de peças de reposição faz parte do rastro de segurança alimentar.
Lista de Verificação Prática para Seleção de Acessórios de Grau Alimentício
Perguntas para Responder Antes de Solicitar um Orçamento
Antes de você solicitar um orçamento, defina as condições do processo que realmente orientam a seleção de grau alimentício. Use esta lista de verificação para orientar sua primeira discussão técnica:
- O que exatamente flui pela linha e o que limpa a linha?
Você deve definir a química do produto, viscosidade, sólidos, status de alérgenos e o perfil químico e de temperatura completo de CIP/SIP. - Qual família de padrão de grau alimentício o acessório deve corresponder?
Você precisa confirmar se a linha é construída em torno das famílias BS 4825, EN/DIN de tubulação e grampo de grau alimentício, expectativas 3-A ou um padrão específico da planta. - Quais são os limites reais de operação?
Você deve fornecer pressão de projeto, requisito de vácuo, temperatura de operação, temperatura de limpeza e se choque, pulsação ou vibração está presente. - Com que frequência a conexão será aberta?
A resposta afeta se a conveniência de desconexão rápida ou uma abordagem mais permanente soldada é melhor para seu modelo de higiene e manutenção. - Qual pacote de documentos é necessário com a entrega?
Você precisa especificar rastreabilidade do material, declarações de vedação, informações de acabamento, dados de classificação e qualquer documentação especial de qualidade antes de fazer o pedido.
Dica: As RFQs mais claras para conexões de grau alimentício descrevem o meio, química de limpeza, limites operacionais, padrão de conexão e documentos necessários na primeira página—não depois que o fornecedor já cotou a série errada.
Perguntas a Fazer Antes da Aprovação Final
Antes de aprovar qualquer conexão de grau alimentício para uso em produção, confirme se o conjunto instalado corresponde ao serviço higiênico pretendido. Faça estas perguntas:
- O material do corpo, o composto de vedação e o padrão de conexão correspondem à especificação aprovada?
Você deve confirmar o que está realmente instalado, não o que foi originalmente cotado. - As férulas, ramificações e soldas estão alinhadas e drenáveis na condição como construída?
Você precisa inspecionar a instalação real porque bons componentes ainda podem criar uma geometria higiênica ruim. - O fornecedor forneceu as informações corretas de pressão-temperatura para este conjunto exato?
Você deve confirmar a classificação por tamanho, série, gaxeta e temperatura—não apenas pela família do catálogo. - A planta pode rastrear esta conexão e suas juntas de reposição de volta aos documentos de suporte?
Você precisa de registros que ainda funcionem após a comissionamento e manutenção futura. - A linha foi revisada quanto a pontos fracos prováveis de grau alimentício, como espaços mortos, drenagem deficiente e juntas de abertura repetida?
Você quer identificar falhas de limpeza antes que o primeiro desvio o faça por você.
Nota: A aprovação final deve fechar tanto o ciclo técnico quanto o ciclo de rastreabilidade. Se você não puder provar o que a conexão é, qual junta está nela e como deve ser limpa, a aprovação está incompleta.
Você deve sempre começar com o processo real, depois revisar o risco de grau alimentício, escopo de conformidade, adequação do material, capacidade de limpeza, limites de pressão-temperatura e praticidade de instalação. Selecionar conexões de grau alimentício não se trata de comprar uma peça polida com um rótulo familiar. Trata-se de combinar geometria, material, junta e documentação com a linha real. Antes de solicitar orçamentos ou aprovar conexões, revise os erros comuns abaixo:
| Erro | Impacto |
|---|---|
| Supor que todas as conexões “sanitárias” do mesmo tamanho são intercambiáveis | Desalinhamento dimensional, problemas de vedação e confusão com peças de reposição |
| Ignorar a compatibilidade do composto da junta | Inchaço, vazamento, retenção de odor e vida útil curta da vedação |
| Instalar ramificações ou válvulas sem verificar a drenagem | Retenção de resíduos, CIP inconsistente e maior risco microbiano |
| Usar dados de pressão do catálogo da série de conexão errada | Suposições de serviço inseguras e falhas de partida evitáveis |
| Tratar a documentação como opcional | Defesa fraca em auditorias e rastreabilidade deficiente após a manutenção |
Trabalhe com fornecedores que possam apoiar tanto o hardware quanto a cadeia de evidências. Em sistemas de grau alimentício, uma conexão é tão confiável quanto a geometria, a vedação e os registros por trás dela.
PERGUNTAS FREQUENTES
Qual é o fator mais importante ao selecionar conexões de grau alimentício?
Você deve compatibilizar a conexão com o produto real, química de limpeza e geometria da linha.
O tamanho nominal sozinho não é suficiente. Revise a sensibilidade do produto, exposição CIP/SIP, composto de vedação, drenabilidade e o padrão de grau alimentício aplicável antes da aprovação.
Como garantir que as conexões sejam fáceis de limpar?
Escolha conexões com transições internas suaves, espaços mortos mínimos e drenagem confiável.
Também inspecione a qualidade da solda, alinhamento do férula e condição da vedação. Um acabamento de catálogo suave não ajuda muito se a junta instalada criar uma bolsa ou degrau interno.
Por que a documentação é importante para conexões de grau alimentício?
A documentação comprova o que foi realmente instalado e ajuda a preservar a rastreabilidade após a manutenção.
Você precisa de certificados de material quando exigido, declarações de vedação, dados de classificação e registros que conectem as peças instaladas às especificações aprovadas. Sem esse rastro, auditorias e investigações de desvios tornam-se muito mais difíceis.
Posso usar as mesmas conexões para todas as aplicações de alimentos e bebidas?
Não, você deve selecionar conexões de acordo com o processo específico, risco de higiene e regime de limpeza.
Diferentes produtos e agentes de limpeza alteram o risco de corrosão, vida útil da vedação e capacidade de limpeza. Uma conexão que funciona bem em uma linha de bebidas pode ser a escolha errada para laticínios, molhos, troca de alérgenos ou limpeza em temperaturas mais altas.
O 304L é suficiente ou devo usar 316L para conexões de grau alimentício?
304L é frequentemente aceitável para serviço higiênico moderado, mas 316L geralmente é a escolha mais segura quando cloretos, limpeza agressiva ou uma margem de corrosão mais alta estão envolvidos.
A escolha correta depende do produto real, da química CIP, da temperatura, da exposição a frestas e da especificação do cliente. A seleção do grau deve ser confirmada com o envelope de serviço real, não copiada de outra linha.



