
Un contrôle qualité rigoureux est non négociable lorsque des brides sont achetées en Chine pour des applications sous pression. Une bride semble simple, mais les défaillances sont coûteuses et dangereuses : une petite fuite peut entraîner des arrêts non planifiés, une corrosion sous isolation, un risque d'incendie ou des retouches d'épreuve hydraulique. Dans les projets réels, les causes profondes les plus fréquentes ne sont pas des “ défauts mystérieux ” — ce sont des lacunes évitables telles qu'une classe de pression incorrecte, une face/joint incompatible, une traçabilité manquante, une mauvaise pratique de boulonnage ou une soudure de réparation non documentée.
Pour maîtriser le risque, traitez l'approvisionnement en brides comme un processus d'ingénierie. Définissez la norme applicable (ASME B16.5/B16.47 ou EN 1092-1), définissez la norme du joint (souvent ASME B16.20 pour les joints métalliques), définissez la spécification du matériau (ASTM A182/A105 ou spécification du projet), puis verrouillez la traçabilité, les points d'arrêt d'inspection et les critères d'acceptation. Si vous faites cela correctement, la variation des fournisseurs devient gérable.
Le tableau ci-dessous montre les problèmes courants de contrôle qualité qui entraînent à répétition des fuites et des retouches dans les assemblages de brides boulonnées :
| Défaillance du contrôle qualité | Description |
|---|---|
| Mauvaises pratiques de soudage | Des soudures de réparation non qualifiées ou des rechargements par soudure non documentés peuvent modifier la métallurgie, déformer les faces et créer des chemins de fuite — surtout si les exigences de traitement thermique après soudage (PWHT)/recuit de mise en solution sont ignorées. |
| Ignorer les classes de brides | Une classe de pression ou une cote pression-température incorrecte entraîne une surcharge, un risque d'éjection de joint ou une fissuration de la bride lors d'essais hydrostatiques ou d'événements transitoires. |
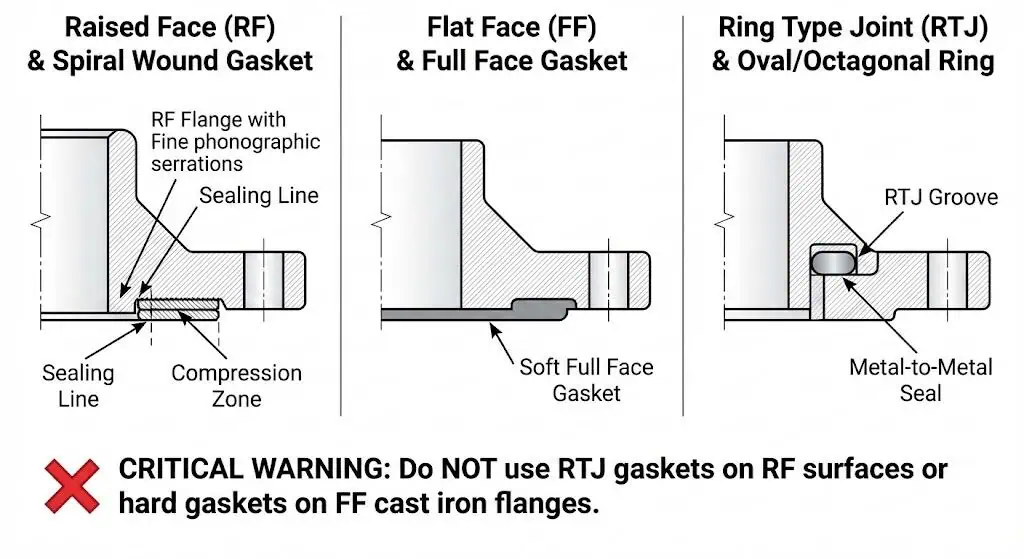
| Négliger la sélection appropriée du joint | Le type de surface (RF/FF/RTJ), le style de joint et le matériau de remplissage doivent correspondre au service. Une mentalité “ ça rentre dans le cercle de perçage ” provoque des fuites car la contrainte et le comportement d'écrasement du joint diffèrent. |
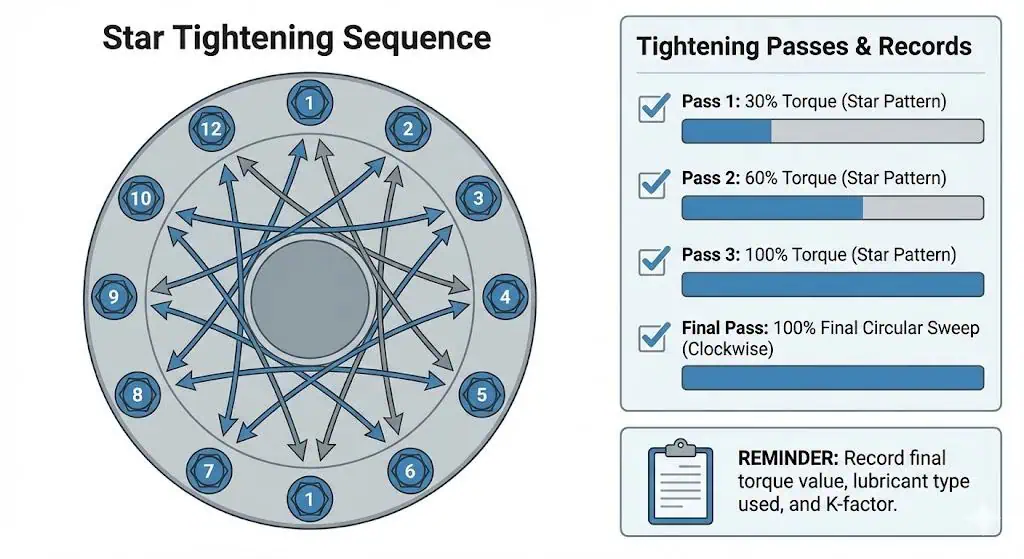
| Négliger la séquence de serrage des boulons | Une compression inégale du joint due à une mauvaise séquence/passes provoque des fuites précoces même si les pièces sont “ dans les tolérances dimensionnelles ”. Suivez une méthode contrôlée en plusieurs passes. |
| Utiliser des brides endommagées ou usées | Les bosses, la corrosion par piqûres sur les dentelures ou les éraflures sur les rainures d'anneaux deviennent des voies de fuite directes ; rejetez ou re-usinez avec des contrôles documentés. |
Aperçu de la liste de contrôle qualité des brides
Pourquoi le contrôle qualité est important
Les inspections de contrôle qualité protègent votre projet contre les fuites évitables, les retouches et les incidents de sécurité. Lors de l'achat de brides en Chine, le risque provient généralement de trois sources : (1) les écarts de spécification (type de face, classe, alésage/schedule, niveau d'END non clairs), (2) les lacunes de traçabilité (lots mélangés ou documentation EN 10204 manquante), et (3) les écarts de performance à l'assemblage (méthode de boulonnage et compatibilité du joint). Une liste de contrôle oblige l'acheteur et le fournisseur à combler ces écarts avant l'expédition.
Une liste de contrôle pratique ne se limite pas à une “ inspection visuelle ”. Elle doit confirmer la norme applicable et les exigences de marquage, confirmer la classe de pression et le type de face, vérifier la certification du matériau et la traçabilité du numéro de coulée, et vérifier l'état d'usinage final (y compris l'état de surface le cas échéant). Elle rend également vos inspections reproductibles d'un lot à l'autre, ce qui permet de détecter rapidement toute dérive.
Astuce : Demandez toujours un certificat valide de système de management de la qualité (généralement ISO 9001) et vérifiez votre plan d'inspection et d'essai par rapport à la norme de bride que vous achetez (par exemple ASME B16.5 / B16.47 pour les dimensions/le marquage/les essais, et ASME PCC-1 pour les pratiques d'assemblage).
| Critères | Importance |
|---|---|
| Certifications d'assurance qualité | ISO 9001 ne “ garantit ” pas la métallurgie, mais elle réduit la variabilité des processus et impose une discipline de contrôle documentaire et d'action corrective. |
| Réputation du fournisseur | Recherchez des exportations répétées vers des industries réglementées et des preuves de sous-traitants stables pour le forgeage, le traitement thermique et l'END. |
| Comprendre la dynamique de la chaîne d'approvisionnement | Vous aide à planifier les points de contrôle (matière première → forgeage → traitement thermique → usinage → END → inspection finale → emballage) et à éviter les mauvaises surprises en fin de processus. |
Étapes clés de la liste de contrôle
Suivez ces étapes pour réaliser une inspection approfondie :
- Confirmer les documents de référence : bon de commande + dessin + norme de bride (ASME B16.5/B16.47 ou EN 1092-1) + spécification de matériau (ASTM/EN) + exigences de contrôle non destructif.
- Préparer les outils étalonnés : pied à coulisse, micromètres, jauge d'alésage, jauge de cercle de perçage, comparateur de rugosité de surface (si spécifié), et dispositif d'identification positive des matériaux (ou planifier une IPM par un tiers).
- Vérifier la bride en recherchant la rouille, les bosses, les dommages de surface, les éraflures de gorge de joint, et l'état hors-rond..
- Mesurer les dimensions critiques : diamètre extérieur/intérieur, épaisseur, cercle de perçage, diamètre/espacement des trous de boulons, géométrie du moyeu, et hauteur de surface si applicable. Enregistrer les résultats “ tels que construits ”, pas seulement valide/non valide.
- Vérifier l'ajustement du joint et du boulonnage : le type de surface (RF/FF/RTJ) doit correspondre au type de joint ; les goujons/écrous doivent correspondre à la nuance et au revêtement ; confirmer les rondelles si requises par les pratiques du projet.
- Vérifier la traçabilité : le numéro de coulée sur la bride doit correspondre au certificat MTR/EN 10204 ; confirmer que les marquages sont lisibles après revêtement et emballage.
- Tout documenter : photos du marquage + état de surface, rapport dimensionnel, rapports de contrôle non destructif, graphiques de traitement thermique (si requis), liste d'emballage, et note de libération.
- Ne libérer qu'après que tous les écarts soient résolus avec une décision écrite (réparation/re-usinage/re-test) et un dossier de certificats révisé.
Conservez les enregistrements de chaque lot. Lorsque des défaillances surviennent sur le terrain, la seule voie rapide vers la cause racine est la traçabilité (numéro de coulée/lot) plus la preuve de conformité à l'expédition. Si vous manquez de capacité interne, utilisez un inspecteur tiers qualifié et exigez un rapport riche en photos avec des valeurs mesurées.
Contrôles qualité pré-production pour brides
Les contrôles pré-production préviennent les “ défauts intégrés ”. Dans l'approvisionnement de brides, le défaut le moins cher est celui que vous arrêtez avant que le forgeage ou l'usinage ne commence. Cette phase est celle où vous verrouillez la norme exacte, le type de face, la classe, l'alésage, la nuance de matériau et les exigences de documentation, puis confirmez que le fournisseur peut réellement les exécuter de manière cohérente.
Sélection et qualification des fournisseurs
Choisissez les fournisseurs en fonction de leurs capacités et de leur traçabilité, pas seulement du prix. Un fournisseur de brides compétent devrait pouvoir montrer : la voie de forgeage, le contrôle du traitement thermique, la capacité d'usinage CNC, les essais non destructifs en interne ou sous-traités qualifiés, et un contrôle documentaire stable. Demandez des exemples de “ livres de données ” de commandes passées (avec les détails clients masqués) pour confirmer qu'ils peuvent emballer les certificats correctement.
| Certification | Description |
|---|---|
| ISO 9001:2015 | Preuve d'un système de management de la qualité contrôlé (contrôle documentaire, actions correctives, dossiers de formation). |
| API 6A | Exigence courante pour les chaînes d'approvisionnement d'équipements de tête de puits/arbre de Noël ; spécifiez uniquement lorsque votre projet l'exige. |
| ASME B16.5 / ASME B16.47 | Définit les dimensions, tolérances, marquage et essais pour les familles de brides ASME (sélectionnez en fonction de la plage NPS). |
| PED 2014/68/UE | Conformité aux équipements sous pression de l'UE (s'applique aux équipements avec PS > 0,5 bar ; la catégorie et l'évaluation de conformité dépendent du fluide/groupe/volume). |
| Déclarations de conformité NACE MR0175 / ISO 15156 | Règles de sélection des matériaux pour les environnements H2S (acides) ; spécifier lorsque le risque de SSC/HIC existe. |
| EN 10204 3.1 / 3.2 | Types de documents d'inspection utilisés mondialement pour prouver la traçabilité et les résultats d'essais ; 3.2 ajoute une vérification indépendante lorsque nécessaire. |
La double certification peut être utile, mais uniquement si elle est étayée par une documentation traçable et un processus de matériau contrôlé. Si vous souhaitez un acier inoxydable doublement certifié (par exemple 316/316L), spécifiez les exigences chimiques/mécaniques exactes et exigez une PMI et une traçabilité thermique sur chaque bride — pas seulement sur des “ échantillons ”.”
Astuce : Utilisez une liste de contrôle en anglais et en chinois pour le PO, les notes de dessin et l'ITP. La plupart des défaillances sur site commencent par des malentendus sur le type de face, la classe ou la portée de la documentation.
Certification et traçabilité des matériaux
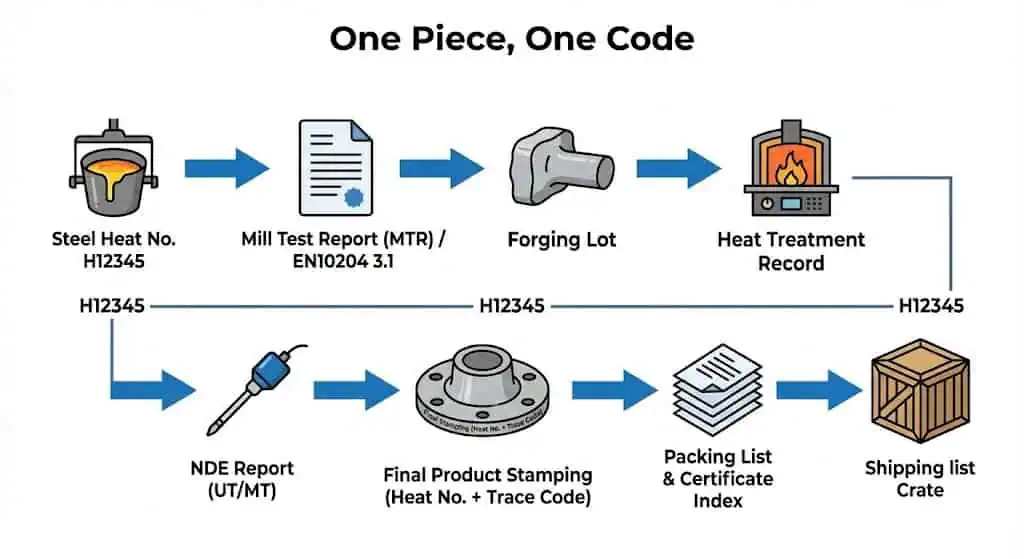
Confirmez la traçabilité avant le début de la production, pas après la finition des pièces. Votre fournisseur doit fournir des certificats correspondant à la spécification du matériau commandé et au lot fourni. Pour les projets orientés UE, les documents d'inspection EN 10204 sont courants ; pour les projets ASTM, les dossiers MTR/MTC sont typiques. Ce qui importe, c'est que les résultats d'essais et le numéro de coulée soient traçables proprement du matériau brut au marquage final.
| Type de certification | Description |
|---|---|
| EN10204-3.1 | Confirme la conformité à la commande et inclut les résultats d'essais réels pour le lot/coulée fourni. |
| Certification PED | Assure la traçabilité et l'évaluation de conformité pour les équipements sous pression mis sur le marché de l'UE (le champ d'application dépend de la catégorie d'équipement). |
Exiger un numéro de coulée (ou numéro de poche) sur chaque bride qui renvoie au certificat. Si la bride doit être revêtue, exiger un marquage qui reste lisible après revêtement (ou exiger un étiquetage en plus du poinçonnage). Pour les nuances inoxydables et duplex, prévoir une identification positive des matériaux (IPM) comme point de contrôle, et non après coup.
Revue des spécifications
Examiner les spécifications ligne par ligne avant que le forgeage ou l'usinage ne commence. C'est ici que les acheteurs évitent le classique problème “ il respecte les cotes mais fuit en service ”. Confirmez par écrit les points ci-dessous, puis figez la révision.
| Étape | Description |
|---|---|
| Objectif | Définissez le service : pression, température, milieu (y compris le risque de chlorures/H2S), et si le joint est cyclique ou statique. |
| Champ d'application | Confirmez la plage NPS/DN, le type de bride (WN/SO/SW/THD/LJ/BL), la face (RF/FF/RTJ) et l'alésage. |
| Approvisionnement en matières premières | Matériau de congélation (grade ASTM/EN), condition de traitement thermique, et règles de substitution autorisées. |
| Contrôle des processus | Définir les exigences de la fiche de suivi/fiche de route, la conservation des graphiques de traitement thermique, et les qualifications des procédures END. |
| Inspection et essais | Définir les points de contrôle (réception matière première, post-forgeage, post-TT, post-usinage, post-END, final). Définir les critères d'acceptation pour MT/PT/UT et les tolérances dimensionnelles. |
| Certification qualité | Définir le contenu du dossier de certificat : MTR/EN 10204, rapports END, liste d'étalonnage, photos de marquage, et liste de colisage. |
| Anti-corrosion/Emballage | Définir la méthode antirouille, les besoins en VCI/dessicant, le type de caisse, les marques de levage, et les avertissements “ne pas empiler”. |
Lorsque l'achat mélange des normes (par exemple matériau ASTM + dimensions bride ASME + documentation UE), l'écrire explicitement. Les commandes ambiguës sont le principal moteur de non-conformité. Si vous avez besoin d'une norme de joint, la référencer (souvent ASME B16.20) et spécifiez le style de joint et les attentes de finition de surface dans les notes du bon de commande.
Note : Les audits d'usine et les revues d'alignement des spécifications préviennent les défauts avant qu'ils n'existent. C'est ainsi que vous économisez des semaines de planning et évitez le “ re-usinage d'urgence ” avant l'expédition.
Contrôles qualité clés avant production pour brides :
- Vérifiez les spécifications des matériaux et les certificats, y compris les numéros de coulée et le contrôle des révisions.
- Confirmez le périmètre des essais chimiques/mécaniques (traction, dureté, résilience si requis) et toute contrainte de service acide.
- Revoyez les certifications des fournisseurs et les preuves réelles de capacité (machines, fours, accès aux END, livres de données).
- Confirmez les dessins, le type de surface, l'alésage/épaisseur nominale et les tolérances dimensionnelles.
- Utilisez des listes de contrôle bilingues et figez la terminologie pour les types de surface et les classes de pression.
- Définissez les règles de traçabilité et de marquage (ce qui doit être estampillé vs étiqueté).
- Planifier les points de contrôle d'inspection par un tiers et définir par écrit ce que signifie “ passer ”.
Ces étapes créent une base de qualité stable pour l'approvisionnement en brides et réduisent le risque de non-conformité. Si vous achetez des brides régulièrement, établissez une fiche d'évaluation des fournisseurs liée à des catégories mesurables de non-conformité (dimensions, marquage, certificats, END, emballage).
Inspections en cours de production en Chine
Contrôles dimensionnels et de tolérance
Mesurer les dimensions et tolérances pendant la production, pas seulement à la fin. Pour les brides ASME, la norme définit les dimensions, les tolérances, le marquage et les exigences d'essai (ASME B16.5 et ASME B16.47). En pratique, les acheteurs doivent vérifier : le cercle de boulons, la position des trous, la hauteur de la face, les dimensions du moyeu et l'alésage. Détecter un écart du cercle de boulons avant l'usinage final évite une refabrication complète.
Exemple technique (Cas 1 — écart du cercle de boulons) : Un lot de brides WN Classe 300 a passé les “ contrôles OD/ID ” mais a échoué à l'assemblage car plusieurs brides présentaient un écart d'espacement des trous de boulons qui a nécessité un alésage sur site. La cause racine était un gabarit de perçage usé et l'absence de vérification du PCD en cours de processus. Prévention : vérifier le PCD et la position réelle des trous au stade de la première pièce et après les changements d'outil ; exiger des valeurs enregistrées dans le rapport de contrôle en cours de processus.
| Méthode d'inspection | Description |
|---|---|
| Contrôle dimensionnel | Vérifie si la bride correspond aux exigences de taille (diamètre extérieur/diamètre intérieur/épaisseur/diamètre du cercle de perçage/perçages/emboîture). |
| Contrôle de l'angle de chanfrein | Confirme l'angle de chanfrein de soudure et la surface d'appui pour un ajustement de soudure correct. |
| Inspection de la rugosité | Mesure la finition de surface lorsque le type de joint nécessite une finition définie. |
| Test de dureté de surface | Vérifie la dureté lorsque requis par la spécification du matériau ou les contraintes de service en milieu corrosif. |
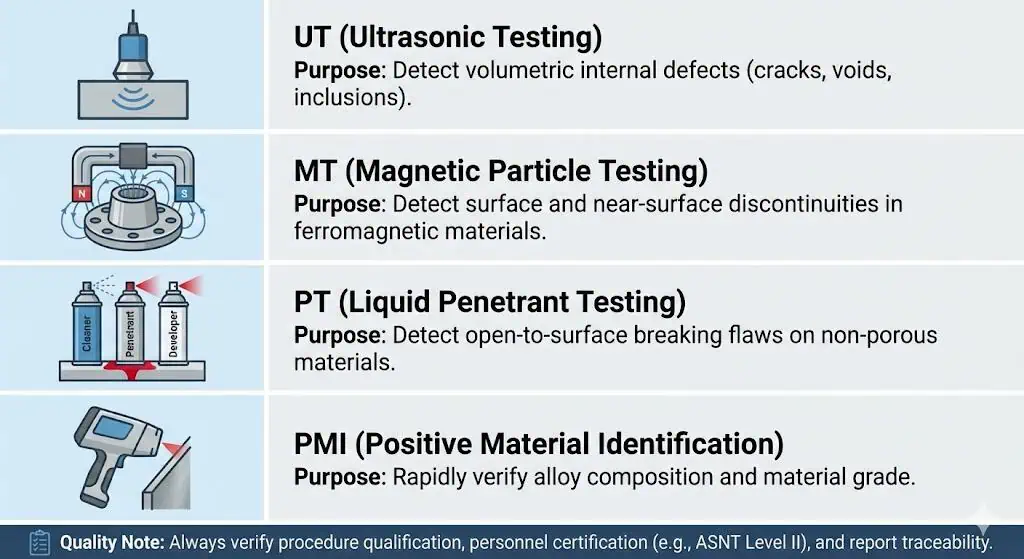
| Contrôle par ultrasons, magnétoscopie, ressuage, analyse spectrométrique | Détecte les défauts internes/superficiels et confirme la nuance d'alliage (analyse spectrométrique) pour éviter les mélanges de matériaux. |
Contrôles de processus et documentation
Les contrôles de processus doivent être visibles dans la documentation. Demandez une fiche de suivi (traveler) qui accompagne chaque bride à travers : réception de la matière première → forgeage → traitement thermique → usinage brut → END → usinage final → inspection finale → emballage. “ Nous le faisons toujours ” n'est pas une preuve ; une fiche de suivi tamponnée avec dates, validations opérateur/inspecteur et identifiants d'équipement est une preuve.
- Vérifiez la réception de la matière : numéro de coulée, inspection à réception et ségrégation par coulée/grade.
- Confirmez les contrôles de forgeage : pratique du rapport de forgeage (selon projet) et contrôles de distorsion.
- Confirmez le traitement thermique : enregistrement graphique, identifiant du four et méthode de trempe/refroidissement à l'air le cas échéant.
- Confirmez l'usinage : contrôle du programme CNC, vérifications de l'usure des outils et inspection du premier article.
- Confirmez l'END : procédure qualifiée, personnel qualifié et traçabilité du rapport à la pièce/coulée.
- Confirmez le revêtement/traitement de surface : ce qui a été appliqué et comment il a été protégé ensuite.
- Confirmez le dossier de rapport final : certificats + valeurs mesurées + photos + liste d'emballage.
Lorsque vous approvisionnez de manière répétée, définissez des points de blocage où des inspecteurs tiers doivent assister ou vérifier (par exemple, PMI sur 100% de brides duplex, ou UT sur les zones d'épaisseur critiques). Cela garantit une qualité constante et vous aide à respecter votre date de livraison sans retouche surprise.
Marquage et identification
Le marquage n'est pas cosmétique — c'est ainsi que vous défendez la traçabilité. Pour les brides ASME, la norme inclut des exigences de marquage (identification du fabricant, classe/rating, désignation du matériau, taille, et plus selon le cas). Pour les systèmes EN, le marquage EN 1092-1 comprend généralement le fabricant, le numéro de norme, le type, DN/PN, le matériau, et le numéro de coulée/traçabilité lorsque la certification est requise.
- Utilisez un marquage permanent (estampage à froid ou laser) placé de manière à rester lisible après revêtement/manutention.
- Assurez-vous que les marquages correspondent au dossier de certificat (le numéro de coulée doit correspondre au MTR/EN 10204).
- Signalez et documentez toute réparation par soudage (ce qui a été réparé, la procédure, et les résultats de ré-inspection).
- Effectuez un “ jeu de photos de marquage ” final par lot pour éviter les litiges après réception.
Ces étapes vous permettent de retracer rapidement les problèmes jusqu'à la coulée/lot exact et d'éviter l'installation sur site de grades mélangés — une cause fréquente de défaillances prématurées par corrosion.
Inspections finales du produit en Chine
Contrôles visuels et de qualité de surface
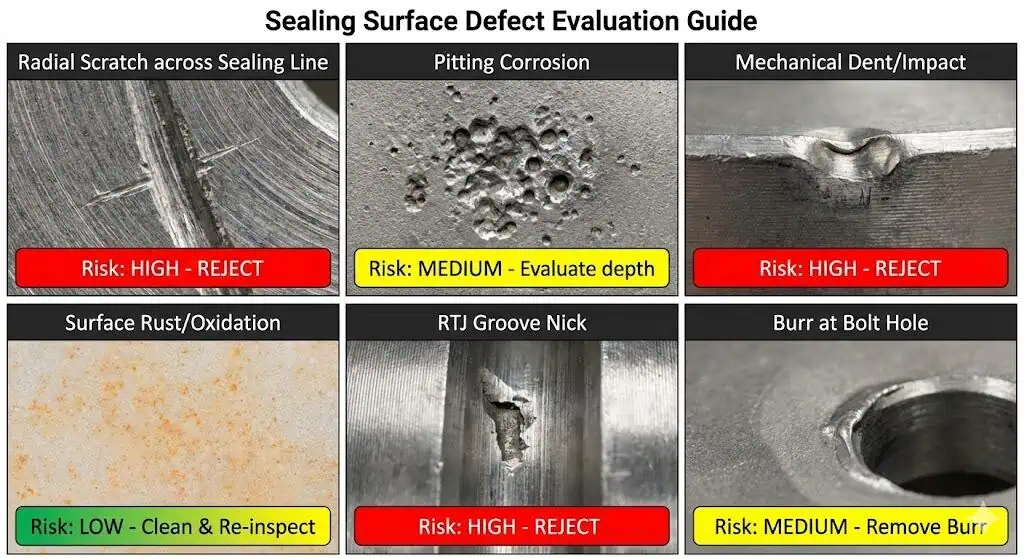
L'inspection finale doit confirmer que les surfaces d'étanchéité sont aptes au service. Recherchez les dommages de surface, les défauts de dentelure, la corrosion par piqûres, les bosses et les entailles dans les rainures de joints (RTJ). Nettoyez les surfaces avant l'inspection ; ne pas “ inspecter à travers l'huile et la rouille ”. Mesurez l'épaisseur, l'alésage et les trous selon un plan d'échantillonnage adapté au risque (service critique = échantillonnage plus élevé ou 100% pour les dimensions clés).
Exemple technique (Cas 2 — dommage de surface lors de l'emballage) : Un lot est arrivé avec des dentelures RF éraflées bien que les rapports dimensionnels soient corrects. La cause racine était un empilage métal sur métal sans séparateurs. Prévention : exiger des protecteurs de surface, des séparateurs non métalliques et un emballage en caisse empêchant les mouvements ; inclure des photos de l'emballage dans le rapport final.
| Type d'inspection | Description |
|---|---|
| Inspection visuelle | Vérifiez les surfaces, les trous, l'épaisseur, les revêtements et confirmez que les certificats/marquages correspondent aux pièces expédiées. |
| Inspection interne | Recherchez les fissures, les replis et les discontinuités internes là où des contrôles par ultrasons (UT) ou des coupes sont spécifiés. |
| Inspection d'étanchéité | Confirmer le type de face (RF/FF/RTJ) et son état ; vérifier l'état de la gorge d'anneau pour RTJ. |
| Exigences pour l'opérateur | Les inspecteurs doivent comprendre les normes de brides, les morphologies typiques des défauts et la traçabilité des rapports. |
| Outils et équipements | Utiliser des jauges étalonnées et des méthodes documentées ; enregistrer les valeurs, pas seulement le résultat pass/échec. |
| Nettoyage avant inspection | Nettoyer et éliminer la rouille/contamination lâche avant d'évaluer la surface d'étanchéité. |
| Inspections régulières | Pour les commandes répétées, suivre les tendances des défauts par fournisseur/équipe/outillage pour détecter les dérives tôt. |
Astuce : Une finition phonographique (striée en spirale) facilite l'installation du joint sur de nombreux assemblages RF. Les plages typiques de l'industrie référencées pour les joints spiralés sont Ra 3,2–6,3 μm (125–250 μin AARH), tandis que les gorges RTJ utilisent des exigences différentes. Toujours adapter les attentes de finition au type de joint et aux spécifications du projet.
Essais mécaniques et chimiques
Les essais doivent être liés au risque en service. Pour les systèmes sous pression, vérifier que la composition chimique et les propriétés mécaniques correspondent à la spécification du matériau (par exemple ASTM A182 Pour de nombreux brides forgées en alliage/acier inoxydable). Lorsque le service en milieu corrosif (sour service) ou à basse température est impliqué, des essais de dureté et de résilience peuvent être requis par la spécification du projet. Planifiez ces essais avant la production — vous ne pouvez pas “ les ajouter plus tard ” sans impact sur le planning.
- Vérifiez que la composition chimique et les propriétés mécaniques du certificat de matériau (MTR) correspondent à la nuance et au numéro de coulée commandés.
- Utilisez l'analyse PMI pour réduire le risque de confusion de nuance (304 vs 316, ou nuance duplex incorrecte).
- Confirmez l'étendue des END et les critères d'acceptation (UT/MT/PT) pour le type de bride et la sévérité du service.
- Pour l'intégrité de l'assemblage, référez-vous aux pratiques de serrage contrôlé de ASME PCC-1 et exigez une méthode de serrage multi-passes avec enregistrements pour les joints critiques.
Exemple d'ingénierie (Cas 3 — “ bride correcte, assemblage incorrect ”) : Une fuite lors d'un hydrotest est survenue sur une nouvelle ligne avec des brides et des joints conformes. La cause racine était un serrage en une seule passe et l'absence de séquence contrôlée, entraînant une contrainte inégale sur le joint. Prévention : utiliser un motif en étoile/quadrant et des passes de couple étagées selon une méthode documentée ; exiger une formation des assembleurs et des enregistrements pour les assemblages critiques.
Normes d'emballage et de manutention
L'emballage fait partie du contrôle qualité car il peut détruire les surfaces d'étanchéité. Utiliser des caisses de qualité export, des protecteurs de faces, des séparateurs non métalliques et des mesures anti-corrosion adaptées au temps de transit et au climat. Appliquer de l'huile antirouille uniquement là où autorisé par le cahier des charges du projet (certains services oxygène/propres ont des restrictions). Utiliser un dessiccant/VCI lors d'un transport maritime.
- Empêcher les faces de brides de glisser ou d'entrer en contact métal contre métal pendant le transport.
- Protéger les rainures de joints RTJ avec des protecteurs rigides et un étiquetage clair “ ne pas retirer ”.
- Maintenir l'emballage propre et sec ; ajouter un dessiccant et sceller la caisse si nécessaire.
- Vérifier l'exactitude de la liste de colisage : les numéros de coulée/quantités/identifiants de pièces doivent correspondre au contenu de la caisse.
Note : Un bon emballage prévient les réclamations pour dommages à l'arrivée et évite les “ corrections ” par meulage sur site qui créent souvent de nouveaux chemins de fuite.
En suivant ces étapes pour vérifications finales, vous assurez que vos inspections de produits en Chine fonctionnent bien. Vous gardez vos brides en sécurité et respectez tous les contrôles qualité.
Conformité et documentation pour brides
")
Normes et codes internationaux
Vous devez suivre les normes et codes internationaux pour garantir la qualité et la conformité du produit. En pratique, choisissez d'abord la norme de famille de brides (ASME ou EN), puis faites correspondre la spécification de matériau et les règles de documentation. Pour les joints métalliques, des normes comme ASME B16.20 sont couramment référencées car le style de joint affecte la surface d'appui et les performances d'assemblage.
| Standard | Région |
|---|---|
| ASME | États-Unis |
| DIN | Europe |
| BS | Royaume-Uni |
| JIS | Japon |
| GOST | Russie |
| UNI | Italie |
| IS | Inde |
Demandez toujours à votre fournisseur des documents en anglais et en chinois. Pour les projets à haut risque, ajoutez une page d'index des certificats qui associe chaque numéro de coulée/lot aux numéros de pièce et aux quantités.
Rapports d'essais et certificats
Vous avez besoin de rapports d'essais et de certificats complets pour prouver la qualité du produit. Au minimum, votre dossier doit démontrer : (1) la conformité des matériaux, (2) la traçabilité, et (3) les inspections/essais requis effectués. Les documents courants incluent :
- Rapports d'essais pour chaque lot/charge de brides.
- Rapports d'essais d'usine (MTR) indiquant la composition chimique et les propriétés mécaniques.
- EN 10204 3.1 ou EN 10204 3.2 lorsqu'une vérification indépendante est requise.
- Graphiques/registres de traitement thermique si requis par la spécification du matériau ou du projet.
- Rapports d'END (UT/MT/PT) avec identifiants de pièces et critères d'acceptation référencés.
Un rapport d'essais d'usine n'est utile que s'il est traçable aux pièces livrées. Vérifiez toujours : numéro de charge sur la bride ↔ numéro de charge sur le certificat ↔ quantités ↔ liste de colisage.
| Type de document | Description |
|---|---|
| Rapport d'essai | Indique que le produit correspond aux spécifications requises et inclut les méthodes/résultats d'essai référencés. |
| EN 10204 3.2 | Vérification indépendante par un tiers de la conformité et de la traçabilité des matériaux (la portée dépend des exigences du projet). |
| Certificat d'essai d'usine | Propriétés chimiques et mécaniques liées à la coulée/lot utilisé pour les brides expédiées. |
Documentation d'expédition et d'exportation
Vous devez préparer une documentation d'expédition et d'exportation complète pour protéger votre produit et assurer la conformité. Ces documents vous protègent lorsque les douanes, les utilisateurs finaux ou les auditeurs tiers demandent une preuve. Incluez toujours :
- Marquage de la taille, de la pression/classe, de la nuance de matériau, du numéro de coulée et de l'identifiant de lot/série sur chaque bride.
- Listes de colisage et factures correspondant aux caisses physiques.
- Certificats d'origine lorsque requis.
- Licences d'exportation si applicable à votre périmètre.
Astuce : Une feuille d'index des certificats (une page) réduit considérablement les litiges car elle permet au destinataire de vérifier rapidement les numéros de coulée et les quantités.
En suivant ces étapes, vous assurez que votre produit respecte les normes de qualité mondiales et passe chaque contrôle qualité.
Choisir des partenaires d'inspection en Chine
Contrôles qualité par un tiers
L'inspection par un tiers ajoute une couche de contrôle indépendante lorsque vous ne pouvez pas assister à la production. Pour les composants sous pression, choisissez des inspecteurs capables d'interpréter les normes de brides, de reconnaître les défauts de forgeage/usinage et de vérifier la traçabilité. Pour les projets critiques, exigez que les inspecteurs assistent aux points de contrôle (PMI, END, premier article dimensionnel et emballage).
Critères de sélection des organismes d'inspection
Vous devez choisir des organismes d'inspection qui correspondent à vos besoins en qualité et comprennent votre produit. Utilisez le tableau ci-dessous pour évaluer les organismes en fonction de ce qui réduit réellement les risques :
| Critères | Description |
|---|---|
| Compréhension des besoins de l'acheteur | Ils peuvent traduire votre PO/ITP en contrôles mesurables et en règles claires de conformité/non-conformité. |
| Audits d'usine | Ils peuvent confirmer la capacité pour le forgeage, le traitement thermique, l'usinage, l'END et le contrôle documentaire. |
| Contrôles en cours de fabrication | Ils peuvent assister à la première pièce, vérifier le PCD/les trous/la surface d'appui, et détecter les dérives avant la fin du lot. |
| Conformité aux normes internationales | Ils peuvent aligner les rapports sur les exigences ASME/EN/ASTM et maintenir la traçabilité intacte. |
Vérifiez également la couverture géographique en Chine et la qualité des rapports (preuves photographiques + valeurs mesurées). Un rapport “ passe en une page ” n'est généralement pas suffisant pour un achat en service sous pression.
Communication et reporting
Une communication claire évite les litiges en fin de processus. Avant les inspections, envoyez à votre inspecteur : PO + plans + ITP + critères d'acceptation + liste de photos requises. Assurez-vous que le fournisseur est informé du calendrier d'inspection et des points de blocage. Après l'inspection, examinez les non-conformités avec un plan d'action corrective écrit et une date limite. Si un écart est accepté, documentez la concession formellement.
Astuce : Exigez des photos de (1) le marquage de la bride, (2) l'état de la surface d'étanchéité, (3) des mesures dimensionnelles aléatoires, et (4) la méthode de conditionnement en caisse pour chaque lot.
En suivant ces étapes, vous vous assurez que vos sociétés de contrôle qualité en Chine vous aident à atteindre vos objectifs d'approvisionnement et vous fournissent des produits sûrs et fiables.
Maintenir une qualité constante
Éviter les pièges courants
Vous pouvez maintenir la qualité stable en évitant les modes de défaillance prévisibles. La plupart des “ problèmes de qualité ” des brides sont en réalité des problèmes d'exigences et de contrôle. Suivez ces étapes :
- Rédigez un cahier des charges d'achat qui précise la norme, le type de face, la classe, l'alésage, le matériau, la documentation, l'étendue des END et la méthode d'emballage.
- Auditez et qualifiez le fournisseur (capacité + dossiers techniques), puis verrouillez le processus de fabrication.
- Demandez une approbation de premier article avant la production complète.
- Ne sélectionnez pas uniquement sur le prix ; le coût d'un seul incident de fuite dépasse souvent les économies réalisées sur un lot moins cher.
- Utilisez des contrats écrits qui définissent les critères d'acceptation et la responsabilité des retouches.
- Utilisez des inspections tierces aux points de blocage pour les lots de service critique.
- Maintenez un tableau de bord fournisseur et déclenchez des actions correctives lorsque des tendances apparaissent.
Exemple technique (Cas 4 — incompatibilité de classe) : Une usine a commandé des “ brides de même taille ” et a reçu une classe de pression inférieure mélangée dans le lot. Tout “ s’emboîtait ”, mais le joint est devenu un point faible en conditions perturbées. Prévention : exiger la vérification du marquage de classe à la réception, séparer par classe/lot, et ajouter une exigence de photo du marquage dans le dossier de rapport final.
Conseil : Pour les lignes critiques (haute pression, service cyclique, service acide ou fluides dangereux), traitez le contrôle qualité des brides comme un programme basé sur les risques : échantillonnage accru, traçabilité plus stricte et points de contrôle témoins.
Stratégies d'amélioration continue
L'amélioration continue signifie que vous mesurez les défauts et bouclez la boucle. Étapes pratiques :
- Exiger l'exhaustivité des certificats (MTR/EN 10204, END, rapports dimensionnels) pour chaque commande.
- Analyser les tendances des non-conformités par catégorie (dimension, marquage, traçabilité, dommage de face, END, emballage).
- Utiliser des audits vidéo ou des audits périodiques sur site pour vérifier la stabilité du processus.
- Démarrer avec les nouveaux fournisseurs via des commandes pilotes et une inspection accrue avant de passer à l'échelle.
- Suivre les performances de livraison et les “ défauts échappés ” détectés après réception.
| Stratégie | Description |
|---|---|
| Contrôle de la qualité | Définir des points de contrôle, enregistrer les valeurs mesurées et exiger des rapports d'action corrective pour les répétitions. |
| Exigences du client | Geler la spécification (type de face/classe/matériau/documents) et contrôler formellement les révisions. |
| Efficacité opérationnelle | Utiliser les données de défauts pour cibler les dérives de processus (usure de l'outillage, méthode d'emballage, erreurs de documentation). |
Vous pouvez vous assurer d'obtenir de bonnes brides de Chine en utilisant un processus de contrôle qualité clair.
- Vérifier la capacité du fournisseur et le contrôle documentaire (pas seulement les certificats).
- Confirmer l'identité du matériau avec traçabilité et analyse PMI selon le plan d'échantillonnage convenu.
- Utiliser les END de manière appropriée pour détecter les défauts cachés sans endommager les pièces.
- Exiger des rapports d'inspection tiers avec photos et valeurs mesurées.
- Contrôler l'emballage pour que les faces et les marquages restent intacts pendant le transport.
- Confirmer que les fournisseurs disposent de systèmes qualité stables et de contrôles de traçabilité.
- Utiliser des listes de contrôle et des points de retenue plutôt qu'une inspection finale uniquement.
- Pour les lots critiques, assister aux inspections clés (PMI/END/premier article/emballage).
Améliorer continuellement le processus. Une qualité stable des brides est le résultat d'un système : exigences claires, production contrôlée, preuves vérifiées et retour discipliné.
FAQ
Quels documents devez-vous demander lors de l'achat de brides en Chine ?
Vous devez demander un “ dossier de certificats ” complet prouvant la conformité du matériau et la traçabilité :
- Rapport d'essai d'usine (MTR) / Certificat d'essai d'usine (chimie + caractéristiques mécaniques)
- EN 10204 3.1 ou EN 10204 3.2 lorsque requis
- Rapport d'inspection dimensionnelle (avec valeurs enregistrées)
- Rapports de contrôle non destructif (UT/MT/PT) si spécifiés
- Liste de colisage + jeu de photos de marquage + feuille d'index des certificats
Ces documents vous permettent de vérifier la qualité, de prouver la traçabilité et de résoudre rapidement les litiges après réception.
Comment vérifier si une bride répond aux normes internationales ?
Commencez par le marquage et les certificats, puis confirmez les dimensions critiques et la face d'étanchéité. Pour les brides ASME, assurez-vous que la commande fait référence ASME B16.5 ou ASME B16.47, et confirmez la norme de joint d'étanchéité le cas échéant (souvent ASME B16.20).
| Marquage requis | Pourquoi c'est important |
|---|---|
| Numéro de norme | Indique quelles règles dimensionnelles/de marquage/d'essai s'appliquent. |
| Classe de matériau | Confirme que la métallurgie correspond aux besoins de résistance à la corrosion et de résistance mécanique. |
| Numéro de coulée | Relie la pièce au certificat et aux résultats d'essai. |
Vérifiez systématiquement le marquage, les certificats et la liste de colisage. Si un maillon de la traçabilité est rompu, traitez le lot comme à haut risque.
Pourquoi la double certification est-elle importante pour les brides en acier inoxydable ?
La double certification peut réduire la complexité des stocks, mais elle doit être étayée par la traçabilité et la vérification.
Vous obtenez :
- Plus de flexibilité lorsque différents projets nécessitent des déclarations de conformité légèrement différentes
- Risque réduit de “ conformité papier uniquement ” si le PMI et la traçabilité thermique sont appliqués
- Exportation plus facile lorsque les exigences documentaires diffèrent selon les régions
N'acceptez pas la “ double certification ” comme un simple label. Exigez que le dossier de certificat montre précisément comment la conformité a été démontrée et vérifiée.
Qu'est-ce qu'une finition phonographique et pourquoi est-elle importante ?
Une finition phonographique est une sération spirale contrôlée sur la face d'étanchéité.
Cette finition :
- Aide de nombreux joints RF à s'asseoir de manière cohérente en fournissant des micro-asperités contrôlées
- Réduit le risque de fuite lorsque le type de joint correspond à l'état de la surface
- Améliore la répétabilité par rapport aux marques d'usinage aléatoires
Adaptez l'attente de finition au type de joint et au cahier des charges du projet. En cas de doute, définissez la plage de rugosité requise dans les notes du bon de commande.
Comment maintenir une qualité élevée des brides après la livraison ?
Le stockage et la manutention peuvent endommager les surfaces et détruire la traçabilité.
Suivez ces étapes :
- Stockez les brides à l'intérieur, au sec, surélevées du sol et séparées par traitement thermique/classe/matériau.
- Gardez les protecteurs de surface en place jusqu'à l'installation ; ne superposez pas les surfaces métal contre métal.
- Vérifiez à nouveau le marquage et l'état de la surface avant l'installation, surtout après un stockage prolongé.
Un bon stockage protège les surfaces d'étanchéité et maintient la documentation et le marquage alignés avec les pièces que vous installez.



