
Lorsque vous comparez joint à embase à collerette vs bride à emboîtement, Vous constatez des différences pratiques dans la manière dont l'assemblage est construit, soudé et se comporte pendant la maintenance. Votre choix affecte le temps de boulonnage, l'accès pour l'inspection, la stratégie de corrosion (matériaux mixtes) et la charge cyclique que l'assemblage peut tolérer. Sur le terrain, les brides à collet sont souvent choisies pour l'alignement et le démontage fréquent car l'anneau de support pivote sur l'extrémité du tuyau, tandis que les brides à emboîtement sont sélectionnées pour une fabrication rapide et un ajustement reproductible sur les lignes de service faible à modéré. Pour référence, les dimensions des brides et les classes de pression-température sont standardisées dans la série ASME B16 (la sélection doit toujours respecter la sévérité du service, les vibrations et le plan de maintenance). Consultez l'aperçu de la famille de brides ASME B16 ici.
Utilisez le tableau rapide ci-dessous comme un premier tri, puis confirmez la décision en utilisant les sections “ Performance en pression et fatigue ” et “ Quand les utiliser ” (c'est là que la plupart des erreurs de sélection se produisent).
| Fonction/Application | Bride à recouvrement | Bride à emboîtement |
|---|---|---|
| Caractéristique structurelle | Se déplace librement sur l'extrémité du tuyau (soutient un bout rapporté) | Fixée après soudage (soudures d'angle doubles) |
| Démontage | Facile à démonter/remonter pour le nettoyage ou l'inspection | Non destiné à un démontage fréquent |
| Coût de production | Généralement plus élevé en raison du bout court + anneau de renfort | Coût de fabrication inférieur et stock courant |
| Pression admissible | Souvent utilisé sur les lignes de faible à moyenne sévérité ; confirmer la classe et le service | Fréquent sur les lignes de faible à moyenne sévérité ; éviter les cycles/vibrations sévères |
| Applications courantes | Systèmes résistants à la corrosion, tuyauterie revêtue, maintenance fréquente | Utilités, lignes de procédé générales où la vitesse/le coût comptent |
| Performance d'étanchéité | Dépend fortement de la face de l'extrémité de talon, du joint, de la pratique de serrage des boulons | Dépend de la finition de la face de bride + de la qualité de soudage + de la pratique de serrage des boulons |
Choisir la bonne bride est crucial. La fiabilité est rarement perdue parce que “ le type de bride est incorrect ” sur le papier—elle est perdue parce que le type de bride sélectionné ne correspond pas au service réel : vibrations, cycles thermiques, accès au joint, ou besoin de réutiliser les pièces. Sunhy fournit des brides en acier inoxydable et des composants assortis pour que vous puissiez maintenir la conception du joint cohérente de l'achat à l'installation.
Qu'est-ce qu'une bride à joint à recouvrement ?
Conception de bride à joint à recouvrement
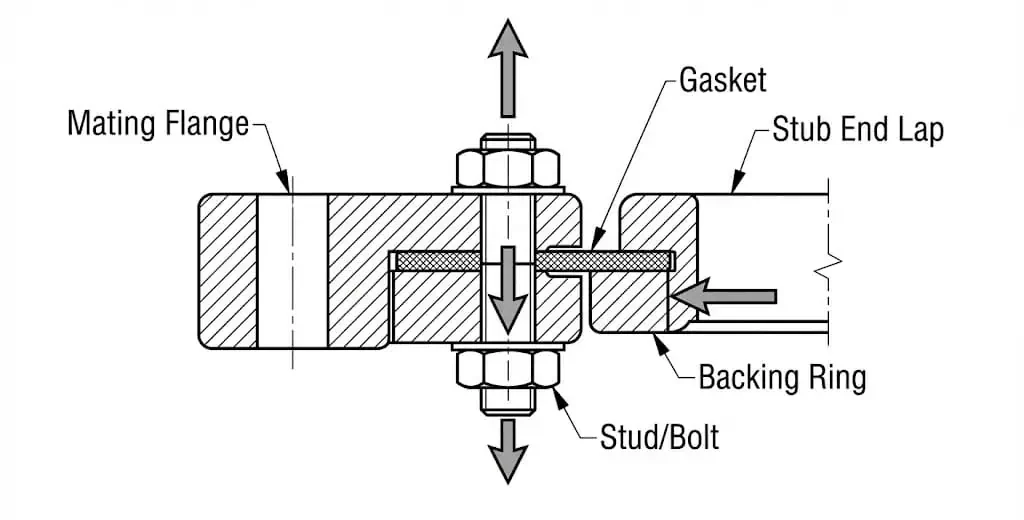
Vous constaterez qu'une bride à joint à recouvrement n'est pas une “ bride monobloc ”. C'est un concept d'assemblage : une bout de tube est soudée bout à bout au tuyau, et une bride de support (anneau) libre transmet la charge de boulonnage au joint par le recouvrement de l'extrémité de talon. L'anneau de support n'est pas soudé au tuyau, il peut donc pivoter pour l'alignement des trous de boulons. De nombreuses références techniques décrivent les brides à joint à recouvrement comme dimensionnellement similaires aux autres brides mais utilisées avec une extrémité de talon à joint à recouvrement, et généralement fournies sans face surélevée sur l'anneau de support. Voir une description standard de la construction et du comportement des brides à joint à recouvrement ici.
Astuce : La bride de support pivotante simplifie l'alignement, mais la qualité de l'étanchéité dépend toujours de la face de l'extrémité de talon, du choix du joint et de la pratique de serrage des boulons.
En bref, voici la structure typique d'un joint à embase à collerette :
| Composant | Description |
|---|---|
| Anneau de support / Anneau plat | Anneau libre avec trous de boulons ; peut être en acier au carbone ou inoxydable ; n'est pas en contact avec le fluide de procédé dans la plupart des conceptions. |
| Bout de tubulure | Raccord à souder bout à bout qui fournit la collerette d'étanchéité ; le matériau est généralement adapté au tuyau/fluide de procédé. |
| Classe de pression et stratégie de surface d'appui | Définie par la classe de tuyauterie du projet ; vérifier la finition de surface, le type de joint et la nuance des boulons/goujons dans le cahier des charges de la ligne. |
| Association des matériaux | L'association courante est un bout de tuyau résistant à la corrosion + un anneau de support économique, réduisant la quantité d'alliage. |
Note de sélection technique : lorsque les assemblages de joints à embase à collerette fuient “ mystérieusement ”, la cause racine n'est souvent pas l'anneau de support. Les causes typiques sont (1) la collerette du bout de tuyau n'est pas plate/parallèle, (2) la finition de surface n'est pas compatible avec le type de joint, (3) une charge de boulons inégale due à une mauvaise séquence de serrage, ou (4) un désalignement de la tuyauterie provoquant une flexion au niveau du joint.
Stratégie de matériaux que vous pouvez réellement utiliser : Dans les services d'eau contenant des chlorures, de nombreux propriétaires maintiennent les parties mouillées en 316/316L et laissent l'anneau de support en acier au carbone avec revêtement, car l'anneau est à l'extérieur de l'enveloppe mouillée. Dans les services chimiques agressifs, le choix de l'alliage du bout de raccord est dicté par la compatibilité à la corrosion, tandis que l'anneau de support est choisi pour sa résistance mécanique et sa stabilité au serrage. Lorsque vous avez besoin du bout de raccord lui-même, la page de catégorie des bouts de raccord Sunhy facilite l'alignement des achats : Bouts courts (raccords à souder bout à bout).
Fonctionnement des brides à joint plat
Vous obtenez un joint avec une bride à joint plat en comprimant le joint entre la face de la bride d'accouplement et le collerette du bout de raccord. Le rôle de l'anneau de support est de transmettre la charge de serrage ; ce n'est pas la surface d'étanchéité. Parce que l'anneau de support est libre, vous pouvez aligner les trous de boulons après l'assemblage—c'est la raison principale pour laquelle les brides à joint plat subsistent dans les usines avec des jeux serrés et des démontages fréquents.
- Assemblage et démontage faciles pour le nettoyage, l'inspection ou le remplacement du tronçon (sans couper l'anneau de support).
- Flexibilité des matériaux : l'alliage coûteux est concentré dans le bout de raccord (mouillé) au lieu de la bride entière.
- Tolérance d'alignement : l'anneau de support pivote pour s'adapter aux motifs de boulons pendant l'installation.
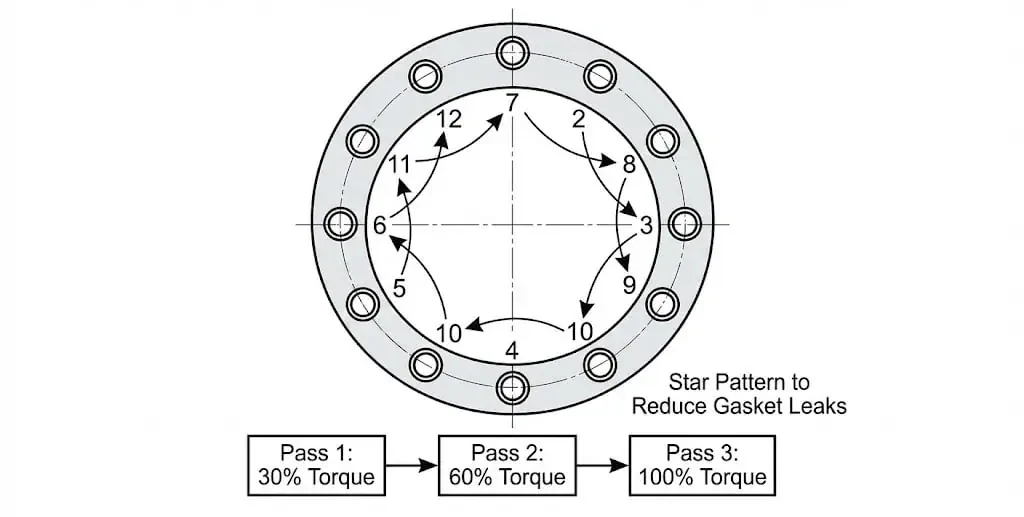
Étapes d'installation pour éviter les fuites répétées (liste de contrôle sur site) : (1) vérifier que la face de recouvrement de l'embout est propre et exempte de rayures radiales, (2) confirmer que le type de joint correspond à la face et au fluide, (3) vérifier que l'anneau de support repose à plat et ne “ bascule ” pas, (4) serrer en croix/étoile en plusieurs passes, et (5) revérifier la charge des boulons après la stabilisation thermique initiale si la procédure du site le permet. De nombreux fabricants de joints publient des séquences de serrage et des pratiques multi-passes car une charge inégale des boulons est une cause majeure de suintement. Exemple : instructions de boulonnage Garlock (séquence et recommandations multi-passes).
Modes de défaillance courants (ce que vous diagnostiquez sur site) :
- Suintement après démarrage : généralement une charge inégale des boulons, un endommagement du joint par des débris, ou un désalignement qui déforme l'assemblage.
- Nécessité de re-serrage chronique : fluage/relaxation du joint (surtout à température), finition de surface médiocre, ou incompatibilité de la classe des boulons.
- Le joint “ semble correct ” mais fuit sous vibration : les assemblages à embout peuvent avoir une tolérance à la fatigue inférieure à celle des joints à embouture soudée ; envisagez d'améliorer la conception du joint là où les vibrations sont inévitables.
Utilisations courantes des brides à joint à recouvrement
Vous verrez souvent des brides à joint à recouvrement là où la résistance à la corrosion et le démontage fréquent sont importants : traitement chimique, systèmes de tuyauterie revêtus, skids de traitement de l'eau et services hygiéniques nécessitant un démontage régulier. Elles sont également courantes sur les grands diamètres où l'effort d'alignement des boulons devient un risque pour le planning. Les références techniques décrivent couramment les assemblages de bride à joint à recouvrement comme avantageux pour l'alignement pivotant et pour la réutilisation des anneaux de support lorsque le bout de tuyau en contact avec le fluide est remplacé. Voir les avantages et limites typiques des brides à joint à recouvrement ici.
| Domaine d'application | Avantage des brides à joint à recouvrement |
|---|---|
| Traitement chimique | Association de matériaux (bout de tuyau en alliage + anneau économique), accès facilité à la maintenance |
| Traitement de l'eau | Démontage rapide pour le nettoyage, alignement plus facile des boulons sur les skids préfabriqués |
| Industrie alimentaire | Démontage et nettoyage fréquents (lorsque conçus avec des considérations hygiéniques) |
Où vous devez être prudent : Si votre ligne subit de fortes vibrations, des cycles thermiques fréquents ou des charges de flexion dues à des supports inadéquats, la sélection du joint doit être revue par l'ingénieur tuyauterie. Un assemblage à joint à recouvrement peut être la bonne solution pour la maintenance, mais ce n'est pas une “ amélioration gratuite ” en termes de performance en fatigue.
Qu'est-ce qu'une bride à emboîtement ?
Une bride à emboîtement vous offre une méthode simple et économique pour connecter des tuyaux dans de nombreux systèmes. Vous glissez la bride sur le tuyau et vous la soudez en place. Cette approche réduit la difficulté d'ajustage car le tuyau peut être positionné à l'intérieur de l'alésage de la bride avant soudage. En pratique, les brides à emboîtement sont très présentes dans les utilités et les lignes de procédé générales où la ligne n'est pas conçue pour un démontage fréquent.
Structure de bride à emboîtement
Vous remarquerez qu'une bride à emboîtement est une pièce unique avec un alésage central légèrement plus grand que le diamètre extérieur du tube. La connexion est généralement réalisée avec deux soudures d'angle (intérieur et extérieur). De nombreuses références techniques notent que la résistance sous pression interne et la durée de vie en fatigue sont inférieures aux conceptions à souder bout à bout avec collet, et elles indiquent un jeu pratique de montage pour éviter d'endommager la face de la bride pendant le soudage. Voir les détails de soudure et les notes de montage des brides à emboîtement ici.
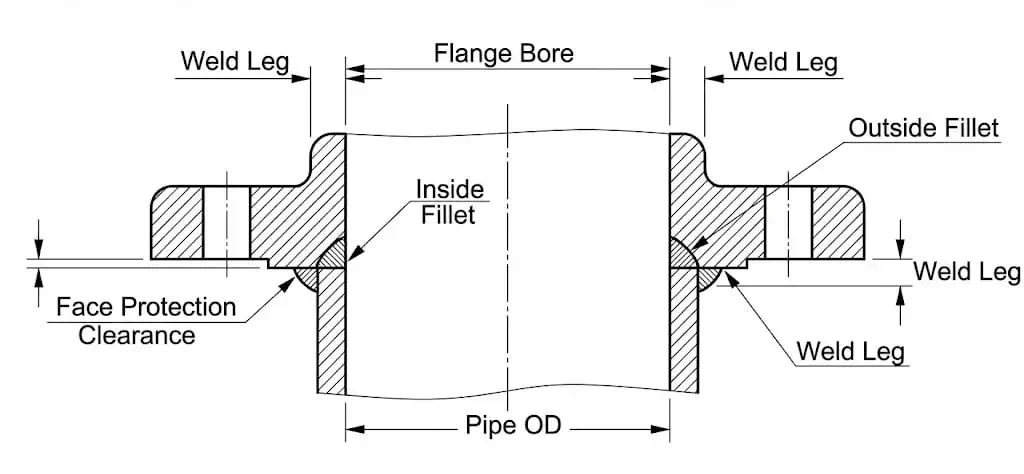
Note : Les brides à emboîtement sont tolérantes au montage, mais une fois soudées, elles sont fixes. L'alignement et la qualité de la soudure déterminent davantage le risque de fuite à long terme que le “ type de bride ” seul.
Voici une comparaison rapide de la structure des brides à emboîtement avec les brides à collet soudé :
| Caractéristique | Bride à emboîtement | Bride à col soudé |
|---|---|---|
| Méthode de connexion | Glisse sur le tube, double soudure d'angle | Soudure bout à bout sur collet conique |
| Installation | Simple, rapide, moins de précision de montage | Plus de contrôle du montage ; la soudure est inspectable |
| Sévérité pression/cyclique | Généralement sélectionné pour des conditions de service de sévérité inférieure | Préféré pour des conditions de service cyclique/vibration plus élevées |
| Résistance et distribution des contraintes | Modérée ; le comportement de la soudure d'angle est important | Distribution des contraintes supérieure grâce au moyeu |
Les dimensions standard des brides slip on suivent les normes industrielles telles que Pratique dimensionnelle ANSI/ASME (guide de sélection), EN1092 et DIN. Les tailles varient largement, mais la classe de tuyauterie de votre projet contrôle ce qui est réellement acceptable (classe de pression, type de face, joint, boulonnage et exigences de contrôle non destructif).
Contrôle qualité de soudage que vous ne devriez pas négliger : Fixez la bride en place, vérifiez l'équerrage, suivez une séquence de soudage pour minimiser la déformation, et confirmez l'absence de sous-coupe ou de manque de fusion au niveau des pieds de cordon. Si vous opérez avec des cycles de température, la fissuration au pied de cordon est un mode de défaillance connu sur les assemblages soudés en angle—votre plan d'inspection doit refléter ce risque.
Fonctionnement des brides à emboîtement
Vous réalisez un assemblage en glissant la bride à emboîtement sur le tuyau et en la soudant des deux côtés. Le joint assure l'étanchéité entre les faces de bride ; les soudures assurent la fixation et le transfert de charge. Cette conception peut être fiable pour un service approprié. Les causes typiques de fuite ne sont pas exotiques : mauvaise propreté des faces, joint inadapté, charge de boulonnage inégale, et déformation due au soudage créant des faces non parallèles.
Contrôles pratiques d'étanchéité (ce qui prévient les fuites gênantes) : (1) confirmer que les faces des brides sont parallèles après soudage, (2) utiliser un matériau de joint compatible avec la température/milieu, (3) serrer les boulons en croix en plusieurs passes, et (4) documenter la méthode finale de couple/rotation de l'écrou selon la procédure du site. Si votre usine suit une pratique industrielle pour les assemblages boulonnés, alignez la méthode d'installation en conséquence (de nombreux sites font référence aux concepts ASME PCC-1 pour la discipline d'assemblage). Aperçu de la formation ASME PCC-1 (discipline d'assemblage).
Applications typiques des brides à emboîtement
Vous trouverez des brides à emboîtement dans de nombreuses industries où la pression est modérée et où un démontage fréquent n'est pas requis : services publics, distribution d'eau, CVC/soutien de procédé, et services non critiques en raffinerie. La plus grande erreur de sélection est d'utiliser des brides à emboîtement sur des lignes qui se comportent comme des “tuyauteries d'équipement dynamique” (pompes, compresseurs, fortes vibrations, cycles thermiques fréquents) sans vérifier la sévérité cyclique.
- Lignes utilitaires pétrole et gaz pour le transport de fluides en service de faible sévérité
- Usines pétrochimiques pour collecteurs en service non sévère
- Installations de traitement de l'eau pour les skids de distribution et de filtration
- Systèmes d'eaux usées où la fabrication rapide et le contrôle des coûts dominent
Les brides à emboîtement offrent une solution pratique pour la tuyauterie industrielle générale. Leur avantage est la rapidité et le coût ; leur limitation est la tolérance aux cycles/vibrations par rapport aux joints soudés à bout à embase.
Bride à collerette vs Bride à emboîtement : Différences clés
Lorsque vous comparez une bride à collerette et une bride à emboîtement, concentrez-vous sur les facteurs qui provoquent les défaillances : type de soudure (bout vs cordon), accès au joint, tolérance d'alignement, et comment le joint se comporte lorsque la ligne se dilate, se contracte ou vibre. La “ meilleure ” bride est celle qui correspond au mode de fonctionnement réel et au plan de maintenance.
Conception et composants
Les brides à collerette et les brides à emboîtement diffèrent par leur structure et leur chemin de charge. Un assemblage de bride à collerette utilise un bout de tube soudé à la tuyauterie et un anneau de support libre qui tourne ; l'étanchéité est créée au niveau du recouvrement du bout de tube. Une bride à emboîtement est soudée à la tuyauterie et fait partie de la fixation de la limite de pression. Les références techniques résument couramment la pénalité de résistance/fatigue des fixations soudées par cordon par rapport aux joints à embase soudés à bout, et elles décrivent les assemblages à collerette comme généralement similaires en capacité de tenue de pression aux assemblages à emboîtement, avec une performance en fatigue dépendant de l'ensemble de l'assemblage (bout de tube + anneau + charge de boulon). Description de référence et notes comparatives.
Tableau comparatif (conception et composants) :
| Caractéristique | Bride à recouvrement | Bride à emboîtement |
|---|---|---|
| Conception | Bout de tube + anneau de support | Bride monobloc |
| Soudage | Bout de tube soudé à bout ; anneau non soudé | Soudures d'angle intérieures + extérieures |
| Mouvement | Anneau pivotant pour boulonnage | Fixé après soudage |
| Flexibilité | Élevée pour l'alignement et le démontage | Faible après soudage |
| Association des matériaux | Possibilité de mélanger les matériaux (en contact avec le fluide vs non) | Souvent identique au tuyau pour la cohérence |
| Meilleur ajustement | Entretien fréquent, systèmes revêtus, contraintes d'alignement | Service général, fabrication optimisée en coût |
Astuce : Si votre plan d'arrêt inclut le remplacement régulier de joints ou l'échange de tronçons, les assemblages à joint à recouvrement réduisent le temps de reprise car l'anneau peut être réutilisé et l'alignement est plus facile.
Installation et alignement
L'installation détermine le coût réel. Les brides à joint à recouvrement simplifient l'alignement car l'anneau pivote sur le bout de tube. Cela importe pour les tronçons de grand diamètre, les espaces de rack serrés, ou lorsque le motif de boulonnage de la bride d'accouplement est fixe. Pour la maintenance, l'anneau peut souvent être réutilisé tandis que le bout de tube (en contact avec le fluide) est remplacé.
Les brides à emboîtement sont rapides à fabriquer : glisser, régler la dimension, pointer, souder. Le risque est que la distorsion de soudage ou un manque de perpendicularité crée des faces non parallèles et une compression inégale du joint. Une fois soudées, la correction d'alignement est une reprise.
Note : Si vous prévoyez des démontages fréquents, l'anneau à joint à recouvrement fait gagner du temps. Si votre système est “ installé une fois, fonctionne pendant des années ”, la bride à emboîtement peut être le choix le plus économique — à condition que le service ne soit pas sévèrement cyclique.
Pression et performance en fatigue
La classe de pression est définie par la norme applicable et la classe de tuyauterie du projet, mais sévérité du service C'est là que les erreurs de sélection se produisent. Les assemblages soudés par cordon sont généralement moins tolérants aux vibrations et aux cycles thermiques que les joints à embouture soudés bout à bout, et de nombreuses références techniques quantifient cela comme une résistance et une durée de vie en fatigue réduites pour les conceptions à emboîtement par rapport aux conceptions à col soudé. Les mêmes références décrivent les assemblages à joint à recouvrement comme n'étant pas matériellement meilleurs en capacité de tenue en pression que les assemblages à emboîtement, avec une durée de vie en fatigue dépendant de l'ensemble de l'assemblage et souvent considérée comme inférieure à celle des joints à embouture soudés bout à bout. Voir les notes comparatives sur la fatigue/résistance des brides à emboîtement et à joint à recouvrement.
Le tableau ci-dessous évite la “ fausse précision ” et montre ce que vous pouvez réellement utiliser lors de la revue de sélection.
| Critère | Assemblage de bride à joint à recouvrement | Bride à emboîtement |
|---|---|---|
| Ajustement de sévérité typique | Service faible à modéré, maintenance fréquente, contraintes d'alignement | Service faible à modéré, fabrication optimisée en coût |
| Tolérance aux cycles/vibrations | Souvent considérée comme limitée par rapport aux joints à embouture soudés bout à bout ; à revoir pour les lignes dynamiques | Souvent considérée comme limitée par rapport aux joints à embouture soudés bout à bout ; à revoir pour les lignes dynamiques |
| Facteur clé de performance | Plan de bout de talon + uniformité de la charge des boulons | Qualité de soudure + parallélisme des faces + uniformité de la charge des boulons |
| Déclencheur de mise à niveau | Fuites chroniques après cycles thermiques ou événements de vibration | Fissuration au pied de soudure, resserrage répété ou suintement induit par vibration |
Sunhy's guide de sélection des brides en acier inoxydable vous aide à associer le type de bride à la sévérité du service et au plan de maintenance, et pas seulement à la “ pression nominale sur papier ”.”
Coût et maintenance
Le coût n'est pas seulement le prix d'achat. Vous devez comparer le coût total de possession : heures de fabrication, accessibilité pour l'inspection, temps d'arrêt, et possibilité de réutilisation des pièces.
Assemblages à joint à recouvrement : nombre de pièces plus élevé (bout de tubulure + bague), mais la maintenance peut être plus rapide car la bague est réutilisable et l'alignement est facile. Dans les services corrosifs ou érosifs, remplacer uniquement le bout de tubulure en contact avec le fluide peut être une stratégie pratique.
Brides à emboîtement : coût initial inférieur et soudage rapide, mais les démontages répétés ne sont pas l'intention de conception. Si une bride à emboîtement doit être remplacée, la méthode habituelle est la découpe, le réajustement et le resoudage—risque de temps et de qualité pendant l'arrêt.
Résumé des tâches de maintenance typiques :
| Tâche de maintenance | Brides à emboîter | Brides tournantes (Lap Joint) |
|---|---|---|
| Inspection périodique | Vérifier les boulons, les pieds de soudure, la corrosion, l'état des faces | Vérifier les boulons, la face de recouvrement du bout de tubulure, l'usure de la bague, l'état des faces |
| Nettoyage | Nettoyer les faces et la zone d'assise du joint | Nettoyer le recouvrement du bout de tubulure et la face d'appui |
| Contrôle de la corrosion | Revêtements/sélection des matériaux ; inspecter la zone affectée thermiquement de la soudure | Protéger la bague de support si acier au carbone ; inspecter le bout de tube (en contact avec le fluide) |
| Réponse aux fuites | Vérifier la séquence de serrage, l'état du joint, le parallélisme des faces | Vérifier la séquence de serrage, l'intégrité du recouvrement du bout de tube, l'état du joint |
| Documentation | Conserver les enregistrements de serrage/inspection | Conserver les enregistrements de serrage/inspection |
Une bonne performance de bride est généralement “ennuyeuse” : faces propres, joint correct, boulonnage correct et une méthode de serrage disciplinée. Une mauvaise pratique de boulonnage peut faire fuir n'importe quel type de bride.
Tableau de référence rapide
Pour un aperçu concis, utilisez le tableau ci-dessous pour comparer la bride à collerette vs la bride à emboîtement en un coup d'œil :
| Fonction/Application | Bride à recouvrement | Bride à emboîtement |
|---|---|---|
| Caractéristique structurelle | Se déplace librement sur l'extrémité du tuyau | Assemblé par deux soudures d'angle |
| Démontage | Facile à démonter et à assembler | Facile à usiner et à installer |
| Coût de production | Plus élevé que les brides à emboîtement (embout de raccordement requis) | Coût de production inférieur |
| Pression admissible | Souvent utilisé là où l'alignement/l'entretien dominent ; confirmer la sévérité du service | Commun pour les applications de faible à moyenne charge ; éviter les services cycliques sévères |
| Applications courantes | Connexions résistantes à la corrosion, démontage fréquent | Connexions générales de charge moyenne/faible |
| Performance d'étanchéité | Très dépendant de l'embout de raccordement et de la discipline de serrage des boulons | Très dépendant de la soudure et de la discipline de boulonnage |
Vous pouvez utiliser ce tableau pour présélectionner votre choix, puis confirmer à l'aide de la liste de contrôle des scénarios ci-dessous.
Avantages et inconvénients des brides à collerette et des brides à emboîtement
Avantages et inconvénients des brides à collerette
Vous souhaitez connaître les forces et les faiblesses des brides à collerette avant de prendre une décision. Les principaux avantages sont l'alignement et la maintenabilité ; les principaux risques sont leur application en service dynamique sans examen de la fatigue/des vibrations et l'ignorance de la qualité de la face de l'embout. Les références techniques décrivent également les assemblages à collerette comme généralement utilisés dans les applications basse pression/non critiques et comme avantageux pour mélanger les matériaux et réutiliser les anneaux de support. Résumé de référence des avantages/limites des brides à collerette.
| Avantages | Inconvénients |
|---|---|
| Alignement rapide des boulons (anneau pivotant) | Pas un choix par défaut pour les services à haute vibration/cyclique |
| Le démontage fréquent est pratique | L'étanchéité dépend de la face de l'embout et de la discipline de boulonnage |
| L'appariement des matériaux réduit la tonnage d'alliage | L'assemblage en deux parties augmente la complexité des achats |
| La bague de support peut être réutilisable | La flexion due au désalignement peut provoquer des fuites gênantes |
| Fonctionne bien avec les services revêtus/érosifs | Une spécification incorrecte de l'extrémité souche peut annuler les avantages |
Précautions d'ingénierie qui apparaissent lors des audits : les bagues à joint à recouvrement sont parfois achetées correctement, mais l'extrémité souche est achetée “ comme une commodité ”. La face de l'extrémité souche, l'épaisseur du recouvrement et la conformité aux normes sont aussi importantes que la bague. Traitez l'extrémité souche comme le composant d'étanchéité, pas comme un raccord soudé bout à bout générique.
Avantages et inconvénients des brides à emboîtement
Vous devriez envisager les brides à emboîtement si vous avez besoin d'une option économique et rapide à fabriquer pour des applications de sévérité moindre. Elles sont courantes, faciles à installer et largement disponibles en stock. Les limitations apparaissent sous vibration et cyclage thermique car la fixation repose sur des soudures d'angle et le contrôle de la distorsion de la face.
Le tableau ci-dessous compare les caractéristiques des brides à emboîtement avec les brides à col soudé :
| Aspect | Bride à emboîtement | Bride à col soudé |
|---|---|---|
| Résistance | Faible ; la sélection doit tenir compte des conditions cycliques/vibratoires | Élevée ; préférée pour les conditions sévères |
| Étanchéité | Peut être fiable si les faces restent parallèles et la charge des boulons est uniforme | Excellente pour les conditions sévères lorsqu'elle est correctement assemblée |
| Facilité d'installation | Simple et économique | Montage et soudage plus exigeants |
| Résistance aux contraintes | Limitée sous charges dynamiques | Supérieur pour les vibrations/cycles thermiques |
| Coût | Coût de fabrication initial inférieur | Plus élevé en raison de la conception à moyeu et du soudage |
Avantages des brides à emboîtement :
- Montage et fabrication rapides
- Coût inférieur pour les projets sensibles au budget
- Large disponibilité dans toutes les tailles et matériaux
Inconvénients des brides à emboîtement :
- Moins adapté aux conditions sévères de cycles/vibrations
- La qualité dépend fortement du soudage et du contrôle des déformations
Conseil : Choisissez les brides à emboîtement pour les lignes à faible ou moyenne sollicitation où le coût et la rapidité de fabrication sont importants, et où l'assemblage n'est pas prévu pour être démonté fréquemment.
Quand utiliser des brides à collerette ou des brides à emboîtement
Meilleurs scénarios pour les brides à collerette
Vous devriez choisir des brides à collerette lorsque votre pipeline nécessite une maintenance fréquente, un alignement facile, ou une stratégie anticorrosion à matériaux mixtes (bout de tuyau en alliage + anneau de support économique). Elles sont courantes dans le traitement chimique, les systèmes revêtus, les skids de traitement d'eau, et les services où le démontage est planifié.
Scénarios courants pour les brides à collerette :
- Usines chimiques nécessitant des matériaux mouillés résistants à la corrosion avec contrôle des coûts
- Systèmes de tuyauterie revêtus où un anneau de support libre simplifie l'installation
- Skids de traitement d'eau nécessitant un démontage et un nettoyage périodiques
- Lignes alimentaires et de boissons ouvertes régulièrement (avec des contrôles de conception hygiénique)
- Systèmes avec changements fréquents de joints où le temps de réalignement est coûteux
Astuce : Si votre stratégie de maintenance inclut la réutilisation de composants non mouillés, les assemblages à embout à collet peuvent réduire le coût des pièces de rechange — à condition que l'embout à collet soit spécifié correctement.
Exemple technique (modèle éprouvé sur le terrain) : Une usine exploite une ligne utilitaire contenant des chlorures, où la spécification du tuyau est en 316L pour la compatibilité à la corrosion. L'assemblage est construit avec un embout à collet en 316L (mouillé) et une bague de support en acier au carbone revêtue. Pendant les arrêts de nettoyage planifiés, le tronçon est démonté rapidement sans lutter contre l'alignement des boulons, et la bague de support est réutilisée lorsque l'embout à collet mouillé est remplacé en raison de l'usure.
Meilleurs scénarios pour les brides à emboîtement
Vous devriez utiliser des brides à emboîtement pour les installations où le coût et la vitesse de fabrication dominent, et où le service n'est pas sévèrement cyclique ou à haute vibration. Elles fonctionnent bien sur les collecteurs utilitaires et les lignes de processus générales. Si la ligne est reliée à un équipement rotatif ou subit des cycles thermiques fréquents, examinez attentivement le choix de l'assemblage.
Utilisations idéales pour les brides à emboîtement :
- Systèmes de support CVC/processus résidentiels et commerciaux
- Pipelines de distribution d'eau
- Collecteurs de service général dans les usines (service non sévère)
- Lignes de service faible à modéré où la vitesse de fabrication est importante
- Installations où le démontage est rare
Remarque : Les brides à emboîtement peuvent être fiables lorsque le soudage et la déformation sont maîtrisés. Pour les environnements corrosifs, adaptez le matériau et envisagez des pratiques de protection de surface conformes aux normes de votre site.
Exemples pratiques
Vous pouvez observer l'impact du choix d'un type de bride inapproprié dans les modes de défaillance prévisibles :
Exemple 1 — fissuration de ligne dynamique : une bride à emboîtement est installée sur une ligne soumise à des vibrations et à des cycles thermiques (près d'une décharge de pompe ou d'un compresseur en fonctionnement). Le pied de soudure devient un concentrateur de contraintes ; de petites fissures se propagent et le joint commence à suinter. L'action corrective n'est généralement pas de “ resserrer plus fort ”. Elle consiste à réévaluer le type de joint, à améliorer le support pour réduire les vibrations et à passer à une conception de joint mieux adaptée aux sollicitations cycliques.
Exemple 2 — temps d'arrêt lié à la maintenance : un ensemble skid est construit avec des brides à emboîtement sur une ligne qui est fréquemment démontée pour le nettoyage. Chaque arrêt se transforme en retouche car l'alignement des boulons est lent et les surfaces d'appui du joint sont endommagées lors des séparations répétées. Un assemblage à joint à recouvrement avec des bouts de tube correctement spécifiés réduit souvent le temps de boulonnage et préserve les composants réutilisables.
Exemple 3 — inadéquation de la stratégie de corrosion : une ligne en alliage est construite avec des brides à emboîtement entièrement en alliage, alors que seules les surfaces en contact avec le fluide nécessitent de l'alliage. Le système fonctionne, mais le coût d'achat est plus élevé que nécessaire. Une stratégie de joint à recouvrement peut réduire la quantité d'alliage lorsque l'anneau de support reste hors du contact avec le fluide.
| Modèle de cas | Cause typique | Mesure corrective |
|---|---|---|
| Suintement après cycles thermiques | Charge inégale des boulons, déformation de la face, relaxation du joint | Améliorer la discipline de serrage ; vérifier la compatibilité joint/face ; revoir le type d'assemblage |
| Fissuration au pied de soudure | Charges dynamiques sur attache soudée en angle | Revoir les supports ; envisager un assemblage soudé bout à bout à embase pour service cyclique |
| Temps d'arrêt élevé pendant le nettoyage | Démontages fréquents non adaptés au type d'assemblage | Envisagez un assemblage à joint à embase pour l'alignement et la réutilisation |
Sunhy propose des solutions de brides sur mesure et un support technique pour vos besoins industriels. Vous pouvez utiliser les pages produits de Sunhy pour maintenir les bouts de tuyau, les brides et les nuances de matériaux alignés sur une même classe de tuyauterie (cela évite un approvisionnement mixte qui cause ultérieurement des problèmes d'ajustage).
Vous comprenez maintenant les principales différences entre les brides à joint à embase et les brides à emboîtement. Les assemblages à joint à embase mettent l'accent sur l'alignement et la maintenabilité ; les brides à emboîtement mettent l'accent sur la rapidité de fabrication et le contrôle des coûts. Votre choix final doit refléter la sévérité du service (vibrations/cycles thermiques), le plan d'inspection et la fréquence d'ouverture de l'assemblage.
| Pourquoi choisir Sunhy ? | Description |
|---|---|
| Contrôle de la qualité | Des contrôles cohérents d'usinage/forgeage aident à maintenir les faces planes, les trous de boulons précis et l'ajustage reproductible. |
| Alignement sur les normes | L'approvisionnement peut être aligné sur les exigences du projet (ASME/EN/DIN), avec traçabilité et documentation selon les besoins. |
- Demandez un devis pour votre prochain projet.
- Contactez-nous pour obtenir des conseils sur le choix du type de bride + configuration de bout de tuyau pour votre plan de maintenance.
- Découvrez les guide de sélection des brides pour faire correspondre le type de bride à la fonction et à l'inspection.
FAQ
Quelle est la principale différence entre les brides à joint à recouvrement et les brides à emboîtement ?
Vous remarquerez la principale différence dans leur chemin de charge et leur fixation. Les assemblages à joint à recouvrement utilisent un bout de tube (soudure bout à bout) plus un anneau de support lâche qui tourne pour l'alignement des boulons. Les brides à emboîtement sont soudées au tuyau par des soudures d'angle et deviennent fixes après soudage.
Quand choisir une bride à collet mobile ?
Vous devriez choisir un assemblage à joint à recouvrement lorsque votre système nécessite un démontage fréquent, un alignement facile, ou des matériaux mixtes pour la stratégie de corrosion. C'est courant dans les systèmes chimiques, les systèmes revêtus, les skids de traitement d'eau, et les services avec démontage planifié.
Les brides à emboîtement sont-elles adaptées aux applications haute pression ?
Ne traitez pas les brides à emboîtement comme un choix par défaut pour les services sévères. Même lorsque la classe de pression est définie par la spécification de tuyauterie, les brides à emboîtement sont généralement évitées sur les lignes avec vibrations élevées, cyclage thermique fréquent, ou charges cycliques sévères. Pour ces services, les conceptions à souder bout à bout avec embout sont généralement préférées.
Pouvez-vous utiliser des matériaux différents pour le bout de tube et la bride de support dans les brides à joint à recouvrement ?
Oui. C'est l'une des principales raisons techniques d'utiliser des assemblages à joint à recouvrement. Le bout de tube (en contact avec le fluide) peut correspondre aux exigences de corrosion, tandis que l'anneau de support peut être un grade plus économique s'il n'est pas en contact avec le fluide de procédé.
Comment les brides en acier inoxydable Sunhy assurent-elles la qualité et la fiabilité ?
Sunhy se concentre sur la fabrication contrôlée et l'inspection pour que les faces de bride, les motifs de boulons et l'ajustement restent reproductibles. L'étanchéité fiable dépend de la planéité, de l'état de surface, de la sélection correcte du joint et des procédures de serrage disciplinées—la cohérence des produits Sunhy soutient ces contrôles.
Quelle pratique de serrage des boulons aide à prévenir les fuites pour les deux types de brides ?
Utilisez un motif en croix/étoile en plusieurs passes, gardez les faces propres et évitez le serrage “ en une seule fois ”. De nombreux fabricants de joints publient des instructions de boulonnage avec des séquences et des consignes de serrage étagées. Suivez toujours la procédure de votre site et la méthode de couple (ou la discipline de type PCC-1 le cas échéant).
Quelle est la cause la plus fréquente de fuites répétées sur les assemblages à joint à recouvrement ?
Les causes les plus fréquentes sont les dommages/mauvaise finition de la face de recouvrement de l'extrémité de raccord, les débris piégés dans la zone d'assise du joint et la charge de boulon inégale due à une mauvaise séquence de serrage. L'anneau de support n'est généralement pas la cause racine—l'extrémité de raccord est le composant d'étanchéité.



