La sélection de raccords agroalimentaires commence par l'adaptation à votre produit réel, à la chimie de nettoyage et à la géométrie de la ligne, puis par la vérification de la conception hygiénique, de la compatibilité alimentaire, de la compatibilité des matériaux et des détails d'installation. Cette séquence est importante car de nombreuses défaillances de raccords dans les usines alimentaires ne commencent pas par des défaillances mécaniques évidentes. Elles commencent généralement par une rétention de produit, un mauvais drainage, une incompatibilité des joints, des défauts de soudure ou une documentation manquante, puis se transforment en constats de contamination, en échecs répétés de CIP, en fuites ou en non-conformités d'audit. Dans la transformation alimentaire, les problèmes liés aux raccords qui causent le plus souvent des difficultés incluent :
- Traçabilité des matériaux manquante ou incomplète, enregistrements des composés de joints ou preuves de finition de surface pour les pièces en contact avec le produit
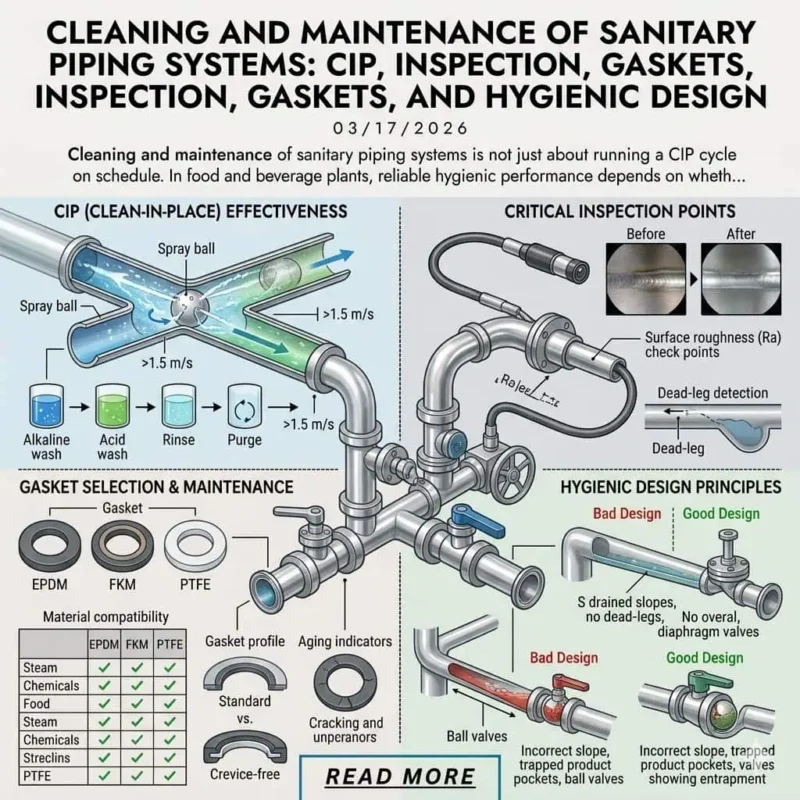
- Branches mortes autour des instruments, points d'échantillonnage ou collecteurs de vannes qui ne nettoient ou ne drainent pas de manière cohérente
- Mauvais matériau de joint pour le produit réel, la soude caustique, l'acide, le désinfectant ou l'exposition à l'eau chaude/SIP
- Incompatibilité des férules, mauvaise finition de soudure interne ou assemblages de brides forcés à l'alignement pendant l'installation
Vous avez besoin d'une logique de sélection pratique, pas d'un langage générique de catalogue. Ce guide se concentre sur ce qui affecte réellement la nettoyabilité, le drainage, la durée de vie des joints, le contrôle des changements et la préparation aux audits dans le service alimentaire et des boissons. SUNHY peut ensuite soutenir l'approvisionnement avec la documentation, la traçabilité des matériaux et l'examen des applications une fois que vos exigences techniques sont claires.
Commencez par le processus alimentaire réel, pas par le catalogue
Exigences du produit et des milieux
Vous devez faire correspondre les raccords au produit réel et au fluide de procédé, et non à une description générale du produit. Dans l'agroalimentaire, le fluide n'est pas simplement “ aliment liquide ”. Vous devez définir le pH, la teneur en matières grasses, la charge protéique, la concentration en sucre, l'exposition aux chlorures, la viscosité, la taille des particules, le profil allergène, et si la ligne est exposée à la soude caustique, à l'acide nitrique, à l'acide peracétique, à l'eau chaude ou à la vapeur pendant le nettoyage. Chaque facteur modifie ce que le raccord doit supporter et la facilité de nettoyage.
- Compatibilité des matériaux—vérifiez que l'alliage du corps, le joint, le siège et toute exposition à un lubrifiant conviennent à la fois au produit et à la chimie réelle du CIP/SIP. Un raccord qui supporte le produit mais gonfle ou se fissure sous l'action du désinfectant reste le mauvais raccord.
- Enveloppe de température—vérifiez la température normale de production, la température du CIP, la température de désinfection à l'eau chaude et toute condition anormale. La température affecte le taux de corrosion, la déformation permanente du joint et la capacité de pression publiée.
- Exposition au nettoyage—confirmez si l'assemblage doit tolérer un nettoyage chimique répété, un CIP à haut débit, un nettoyage à la mousse, un démontage manuel ou une stérilisation à la vapeur. La méthode de nettoyage modifie à la fois la préférence de conception et la charge de maintenance.
- Finition de surface et état de soudure—des surfaces de contact produit lisses et correctement finies réduisent la rétention de résidus et facilitent la validation, mais seulement si les soudures internes, l'alignement des ferrules et l'état de la coloration thermique sont également contrôlés.

Si vous traitez des produits laitiers, des boissons ou des aliments riches en protéines, c'est là que de nombreuses erreurs évitables commencent. Un exemple courant sur le terrain est une ligne de sauce ou de saumure spécifiée en 304L pour service général, puis exposée à un nettoyage plus agressif contenant des chlorures ou à des résidus de produit dans les interstices des colliers. Le symptôme visible peut commencer par des taches de thé ou une piqûre locale près du siège d'étanchéité, mais la cause racine est généralement une inadéquation entre la chimie et l'interstice plutôt que simplement un “ mauvais acier inoxydable ”.
Mode de Procédé et Stratégie de Nettoyage
Votre stratégie de nettoyage détermine quelle conception de raccord est pratique et laquelle n'est acceptable que sur le papier. Une ligne conçue pour un nettoyage en place (CIP) fermé et reproductible ne nécessite pas la même stratégie de raccordement qu'un skid de traitement par lots court qui est fréquemment ouvert pour les changements de production. Vous devez décider tôt si le système est principalement fermé et automatisé, régulièrement démonté, ou un hybride des deux.
- La disposition des équipements et si le processus est entièrement fermé, partiellement ouvert, ou fréquemment interrompu pour inspection
- Le niveau d'automatisation dans le nettoyage, la validation et le contrôle des changements de production
- Le compromis entre le démontage rapide, la durée de vie des joints, les temps d'arrêt et la cohérence de la nettoyabilité
Le service CIP favorise généralement les raccords et vannes avec une géométrie interne prévisible, une bonne vidange et des pièges à produit minimaux. Le nettoyage manuel peut tolérer davantage d'intervention de l'opérateur, mais il augmente également la variation entre les équipes. Un exemple pratique est un point d'échantillonnage laitier installé sur une longue dérivation de la ligne principale : la ligne peut passer un cycle CIP normal, mais la dérivation d'échantillonnage peut encore retenir des résidus car la vitesse, le mouillage et le drainage sont médiocres dans cette poche. La solution est généralement géométrique - dérivation plus courte, meilleure orientation, ou une conception de vanne d'échantillonnage plus propre - pas des produits chimiques plus forts.
Taille, Débit et Compatibilité des Raccords
Vous devez vous assurer que les raccords correspondent à la norme de tube hygiénique, au débit réel et au système de raccordement utilisé sur la ligne. Ce n'est pas seulement une question de taille. Dans un service hygiénique, la mauvaise famille de normes peut créer un désaccord de tolérance, un désaccord de soudure, des problèmes d'étanchéité, une mauvaise vidange, ou une confusion de remplacement pendant la maintenance. Utilisez le tableau ci-dessous comme cadre de référence pratique :
| Attribut | Spécification |
|---|---|
| Normes de référence | Les projets agroalimentaires courants peuvent impliquer des tubes BS 4825, EN 10357 / DIN 11850, des raccords à collier DIN 32676, des raccords aseptiques DIN 11864, ou ASME BPE pour les lignes de haute pureté ; la norme de la ligne doit correspondre à la norme du raccord. |
| Rugosité de finition de surface (exigence typique de projet) | Ra ≤ 0,8 μm est une référence courante pour de nombreuses surfaces en contact avec les produits agroalimentaires, mais l'acceptation finale doit suivre la spécification client applicable, la norme tube/raccord et l'exigence de soudure. |
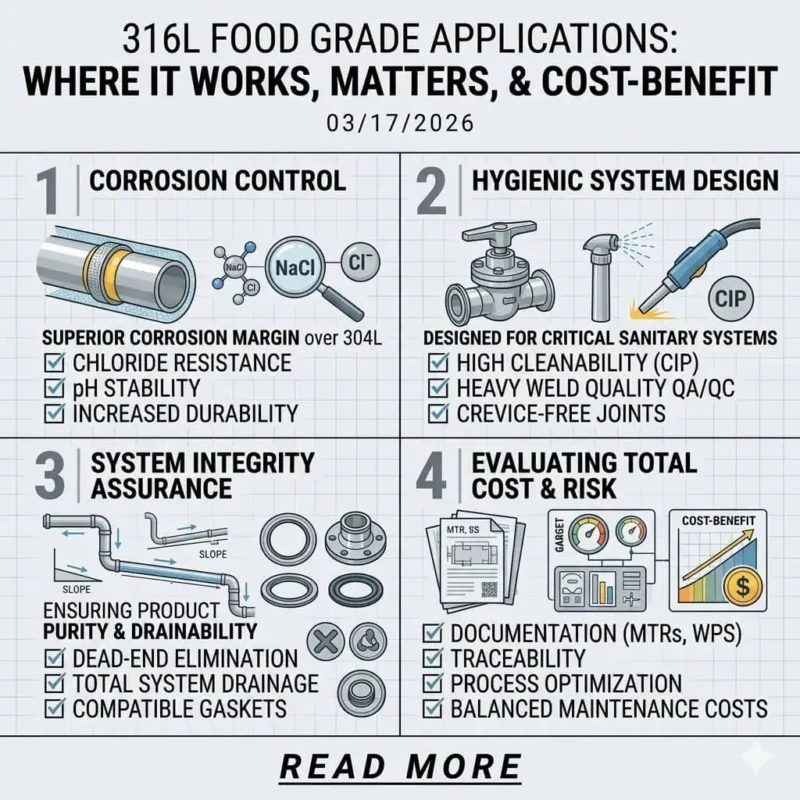
| Matériaux courants du corps | 304L et 316L sont les choix d'acier inoxydable les plus courants pour les raccords agroalimentaires ; 316L est souvent préféré en cas d'exposition aux chlorures, de nettoyage agressif ou de marge de corrosion plus élevée dans la fonction. |
| Vérification de compatibilité | Vérifiez le diamètre extérieur, l'épaisseur de paroi, la tolérance, le profil de virole, la géométrie du joint et la série de collier ensemble. “ Même taille nominale ” ne garantit pas l'interchangeabilité des pièces agroalimentaires. |
| Applications typiques | Laitier, boissons, brassage, aliments liquides, transfert d'ingrédients, systèmes alimentaires adjacents à la biotechnologie, et interfaces utilitaires/processus à haute nettoyabilité. |
| Implication d'installation | Une correspondance correcte des normes réduit l'ajustement forcé, la formation de marches internes, l'endommagement des joints et la confusion future des pièces de rechange. |
| Implication pour la maintenance | Les familles de raccordements standardisés facilitent grandement le remplacement des joints, le contrôle des stocks et la traçabilité des audits tout au long de la durée de vie de la ligne. |
En commençant par le processus réel plutôt que par le catalogue, vous évitez une erreur d'achat courante : sélectionner d'abord par prix et taille nominale, puis découvrir plus tard que la famille de raccords, le composé du joint ou la géométrie interne ne correspond pas à la réalité de nettoyage de l'usine.
Identifier le risque hygiénique avant de choisir le type de raccord
Où la contamination commence généralement
La contamination dans les lignes agroalimentaires commence souvent aux transitions, aux joints et aux détails à faible débit—pas au milieu d'un tube droit. C'est pourquoi les points de raccordement méritent plus d'attention que le catalogue ne leur en accorde généralement. Dans les usines réelles, les principaux déclencheurs de contamination ou d'échec de nettoyage autour des raccords sont :
- Particules—scories de soudure, rouille, fines de métal, fragments de joints endommagés et débris d'installation laissés dans la ligne après la fabrication ou la maintenance
- Eau et condensat—mauvais drainage au niveau des dérivations horizontales, points bas, corps de vannes ou pièces de tuyauterie mal inclinées
- Transfert de lubrifiant ou d'utilités—en particulier lorsque de l'air ou du gaz comprimé est introduit près des équipements en contact avec le produit et n'a pas été traité de manière appropriée
- Micro-organismes et films résiduels—le plus souvent là où il y a des espaces morts, des soudures rugueuses, des joints endommagés, des zones d'ombre ou un mouillage CIP incomplet
Un schéma pratique de dépannage est le suivant : lorsque la même connexion continue de présenter des détections ATP, des positifs microbiens ou une rétention d'odeur après un lavage par ailleurs acceptable, la cause est souvent la géométrie locale, l'état du joint ou l'orientation du drainage plutôt qu'une concentration insuffisante de détergent dans l'ensemble de l'usine.
Nettoyabilité et Évacuabilité
La nettoyabilité et l'évacuabilité sont les deux critères de conception qui distinguent les raccords “d'apparence agroalimentaire” des raccords qui se comportent réellement de manière hygiénique en service. Vous avez besoin de raccords conçus pour minimiser la rétention de résidus et se vider de manière cohérente après le transfert de produit et après le CIP. Recherchez ces caractéristiques :
- Éviter les interstices—les joints en contact avec le produit ne doivent pas créer de poches étroites et stagnantes où les résidus survivent au contact chimique mais restent difficiles à rincer
- Surfaces internes lisses et continues—la finition de surface n'est utile que lorsqu'elle est associée à un alignement à ras, des soudures propres et des surfaces d'étanchéité intactes
- Géométrie auto-évacuante—les dérivations, les corps de vanne et l'orientation des tronçons doivent permettre un drainage complet plutôt que de laisser un talon de produit ou d'eau de rinçage
- Transitions arrondies et pas d'épaulements internes brusques—les marches internes abruptes augmentent la rétention de produit et les zones d'ombre de nettoyage
- Étanchéités contrôlées et passages d'arbre—les élastomères doivent assurer l'étanchéité sans extrusion, déchirure ou surcompression chronique, car les joints endommagés deviennent rapidement des points faibles hygiéniques.

Un problème récurrent sur le terrain concerne les joints à bride qui semblent corrects de l'extérieur mais sont assemblés avec des viroles légèrement désalignées. Les opérateurs serrent la bride jusqu'à ce que la fuite s'arrête, mais le joint est alors pincé de manière inégale, créant un rebord interne et réduisant la durée de vie de l'étanchéité. Le résultat à court terme est une ligne sèche qui “ maintient la pression ”. Le résultat à long terme est un nettoyage plus difficile, des appels répétés pour fuites et un remplacement prématuré du joint.
Sélection basée sur les risques par sensibilité du produit
La sensibilité du produit doit modifier votre seuil de sélection. Toutes les lignes agroalimentaires n'ont pas les mêmes conséquences hygiéniques si un raccord piège des résidus ou si un joint commence à se dégrader. Les produits laitiers peu acides, les boissons riches en protéines, les systèmes de changement d'allergènes, les ingrédients pour nutrition infantile, les interfaces aseptiques et les produits sensibles microbiologiquement méritent une approche de sélection plus conservatrice que les transferts utilitaires à faible risque ou les services non critiques de courte durée. Dans les lignes à risque plus élevé, vous devriez privilégier l'acier 316L lorsque la chimie le justifie, minimiser les espaces morts des branches, resserrer le contrôle des soudures et des finitions, et utiliser des systèmes de connexion plus faciles à inspecter et à documenter. Sur les lignes à risque plus faible, la bonne solution peut toujours être une connexion plus simple—mais elle doit rester nettoyable, drainable et chimiquement compatible avec le processus réel.
Conformité et normes pour les raccords hygiéniques
Exigences de sécurité alimentaire et de contact avec les aliments
Vous devez sélectionner des raccords agroalimentaires qui satisfont à la fois aux attentes de conception hygiénique et aux exigences de matériaux en contact avec les aliments sur le marché que vous servez. En pratique, cela signifie que vous devriez cesser d'utiliser des termes généraux comme “ raccord approuvé par la FDA ” à moins de pouvoir indiquer la portée exacte du matériau ou du composant. Pour les raccords hygiéniques, l'approche correcte consiste à vérifier l'assemblage via la qualité du matériau, la déclaration de l'élastomère, la finition, la qualité de soudure, les conditions d'utilisation prévues et les dossiers de traçabilité.
| Type d'exigence | Description |
|---|---|
| normes sanitaires 3-A | Critères de conception hygiénique largement utilisés pour les équipements agroalimentaires et laitiers. Utile lorsque le transformateur, le spécificateur ou le régulateur s'attend à un langage de conception 3-A ou à un modèle d'équipement couvert par le symbole 3-A. |
| FDA 21 CFR 117.40 | Exige que les surfaces en contact avec les aliments soient suffisamment nettoyables, résistantes à la corrosion en contact avec les aliments, fabriquées en matériaux non toxiques et capables de résister à l'exposition prévue aux aliments et aux nettoyages. |
| Règlement UE (CE) n° 1935/2004 | Exige que les matériaux et articles en contact avec les aliments évitent une migration nocive et des modifications inacceptables de la composition ou des propriétés organoleptiques des aliments dans des conditions d'utilisation normales ou prévisibles. |
- L'aptitude au contact alimentaire doit être vérifiée pour l'alliage réel du corps, l'élastomère, le siège et tout matériau auxiliaire pouvant entrer en contact avec le produit.
- Les preuves de conformité sont les plus solides lorsqu'elles sont spécifiques au composé et aux conditions d'utilisation, en particulier pour les joints et les garnitures.
Astuce : Dans les projets hygiéniques, demandez des preuves au niveau de l'assemblage autant que possible—matériau du corps, composé du joint, état de finition et traçabilité—pas seulement une déclaration générique copiée d'un pied de page de catalogue.
Normes et pratiques acceptées de conception hygiénique
Vous devez comprendre quelles normes régissent la conception, lesquelles régissent la sécurité au contact des aliments et lesquelles régissent les systèmes de sécurité alimentaire des usines. Ces éléments ne sont pas interchangeables. Pour la plupart des projets agroalimentaires, les références principales incluent généralement :
- Normes 3-A SSI pour les critères de conception des équipements hygiéniques et, le cas échéant, l'autorisation du symbole 3-A avec vérification par un tiers
- Principes de conception hygiénique EHEDG pour une approche de conception hygiénique et de nettoyabilité basée sur les risques
- Cadre FDA CGMP / Contrôles préventifs pour les obligations de salubrité, d'installation, de processus et de contrôle de la contamination aux États-Unis.
Les normes de systèmes de sécurité alimentaire telles que ISO 22000, FSSC 22000, BRCGS ou IFS sont également importantes, mais elles ne remplacent pas la nécessité de sélectionner une géométrie de raccord qui draine et se nettoie effectivement. La documentation et la revue HACCP ne sauvent pas une mauvaise conception de branchement.
Certifications et Documentation
Vous devez considérer la documentation comme faisant partie de la spécification hygiénique, et non comme une réflexion après l'achat. Pour les raccords et vannes critiques en contact avec les aliments, le dossier documentaire minimum utile doit être défini avant l'envoi du RFQ.
- Identifier d'abord la famille de normes applicable et l'exigence client—norme 3-A, spécification interne basée sur l'EHEDG, attente FDA/contact alimentaire américain, exigence UE de contact alimentaire, ou une norme hygiénique spécifique à l'usine.
- Confirmer les preuves nécessaires pour le composant exact : certificat de matériau, déclaration de joint, état de finition, données pression-température, enregistrement de soudure ou de passivation, et marquage de traçabilité.
- Lorsqu'une couverture par le symbole 3-A est requise, vérifier que le modèle exact d'équipement ou la portée du composant est effectivement couvert et non supposé uniquement par la réputation de la marque.
- Demander des échantillons de documents avant approbation, y compris les certificats d'usine EN 10204 3.1 le cas échéant, les déclarations de matériau d'étanchéité, et toute donnée produit pertinente pour la nettoyabilité.
- S'assurer que la piste documentaire peut toujours relier le raccord installé à l'enregistrement d'achat, lot, coulée ou lot de composant lors d'un audit ou d'une enquête produit.

Un problème d'audit courant n'est pas que le raccord lui-même soit incorrect, mais que l'usine ne puisse pas prouver rapidement ce qui a été installé après la maintenance. Lorsqu'un joint est remplacé par un composé visuellement similaire mais différent, le risque hygiénique peut rester caché jusqu'à ce qu'un gonflement, une rétention d'odeur ou une attaque chimique apparaisse en service.
Note : Pour les raccords agroalimentaires, les enregistrements les plus utiles sont ceux qui répondent immédiatement à quatre questions : quel matériau, quel composé d'étanchéité, quel état de finition, et quel lot ou coulée a été installé.
Sélection des matériaux et conception pour la transformation alimentaire
Stainless Steel and Non-Metal Materials
You should choose materials that resist the actual product, the actual cleaning chemistry, and the real maintenance pattern of the line. Acier inoxydable remains the standard body material for most hygienic fittings, but hygienic performance depends on more than grade name alone. Finish condition, weld quality, passivation, crevice design, and the seal compound usually decide whether the fitting stays trouble-free in service.
| Choix du matériau | Corrosion / Service Consideration | Cas d'utilisation optimal |
|---|---|---|
| 304L stainless steel | Common and economical for many neutral food and beverage duties, but less forgiving where chlorides, aggressive cleaners, or persistent crevice exposure are part of the service. | General hygienic service where chemistry is moderate and the corrosion margin is well understood. |
| 316L stainless steel | Usually preferred where chloride-bearing product, salt, acidic cleaning, or higher corrosion margin is expected; also widely specified for more demanding hygienic environments. | Dairy, brine, sauce, ingredient systems, more aggressive CIP regimes, and higher-risk hygienic circuits. |
| Seal materials such as EPDM, FKM, PTFE, or others | Selection depends on temperature, fat/oil exposure, sanitizer chemistry, compression set risk, and whether frequent disassembly is expected. | Choose by compound compatibility and operating envelope, not by habit or what was already in stock. |
In practice, seal selection causes almost as many hygienic problems as metal selection. One common example is an elastomer gasket that survives the product but swells after repeated hot caustic and acid cycles. The visible failure may appear as clamp leakage or a gasket that “walks” during reassembly, but the root cause is chemical compatibility plus compression history.
You may also see PTFE-faced or PTFE-based sealing components used where chemical resistance is the dominant driver. That can work well, but seal resiliency, seating behavior, and assembly handling must still be considered. A chemically resistant seal that does not seat reliably in the real clamp assembly is not a hygienic upgrade.

Hygienic Fitting and Valve Types
You need to select the fitting and valve type according to the process step, inspection frequency, and hygienic consequence of failure. The most common hygienic connection and valve choices include:
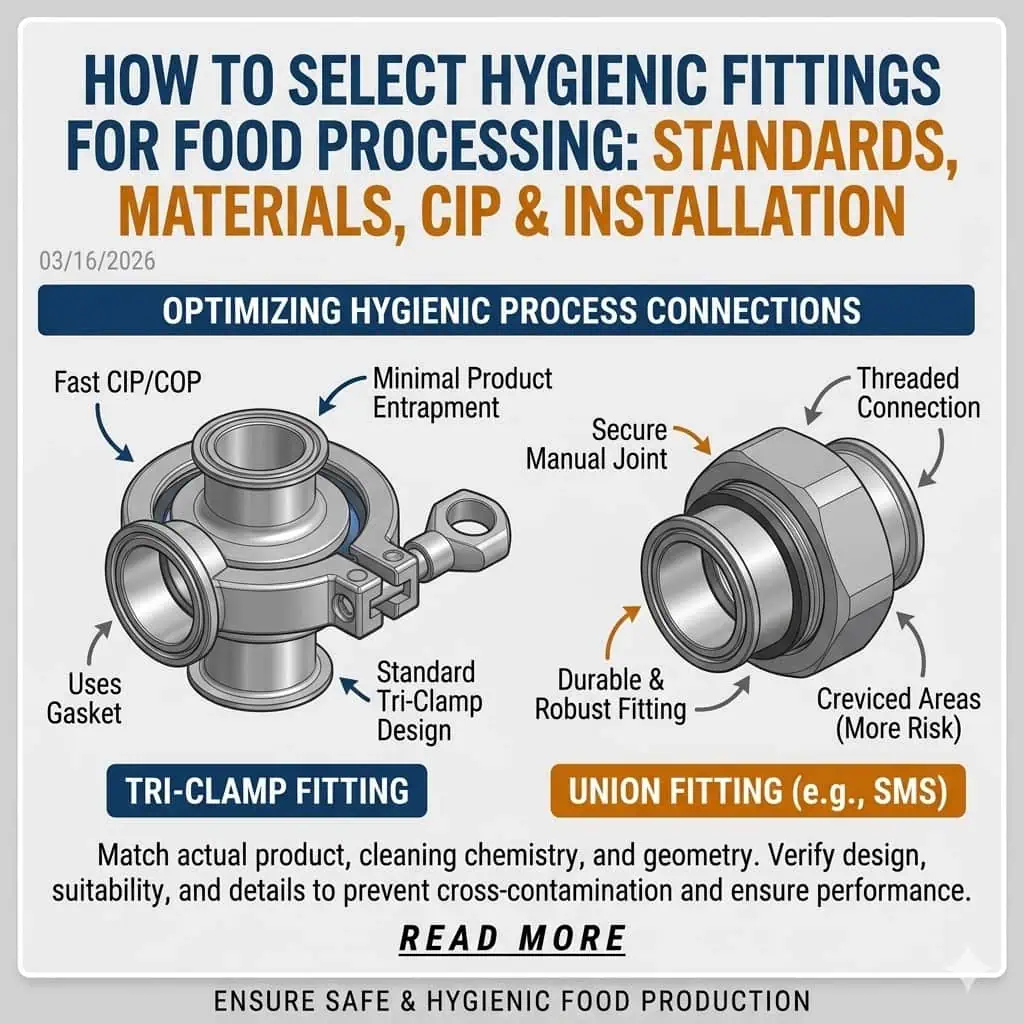
- Tri-clamp / clamp connections: Fast to open and widely used. Best where inspection and routine seal replacement matter, but only when ferrule alignment, gasket choice, and clamp series are correct.
- I-Line or heavy-duty hygienic mechanical connections: Useful where higher mechanical robustness, vibration resistance, or pressure capability is needed compared with light clamp service.
- Welded hygienic connections: Preferred where you want the least disassembly and the fewest mechanical joints, but they demand stronger fabrication and borescope-quality discipline.
- Butterfly valves: Common for on/off isolation in hygienic lines and relatively easy to maintain, but seat wear and body drainability still matter.
- Ball valves: Can work in some food duties, especially where shutoff is important, but internal cavity behavior and cleanability must be reviewed carefully for hygienic service.
- Diaphragm valves: Often favored where cleanability, sterility, or product segregation are more critical.
- Check valves, sample valves, and relief devices: Necessary for flow protection and sampling, but these are frequent dead-space creators when branch length and installation angle are not controlled.

You should match each valve or fitting type to the product behavior, cleaning method, opening frequency, and consequence of internal residue. A fitting that is technically hygienic but awkward to inspect will often become a maintenance blind spot.
Hygienic Design Features
You must prioritize design details that directly influence residue retention, inspection access, and seal reliability. The table below highlights the design features that matter most in daily operation:
| Caractéristique | Description |
|---|---|
| Drainabilité | Connections, branches, and valve bodies should empty consistently after production and after CIP. Residual heel volume is a recurring contamination risk. |
| Crevice and weld control | Flush alignment, full-penetration hygienic welds, and minimal internal steps reduce residue retention far more effectively than appearance-only polishing. |
| Seal control | Correct gasket profile, compound, and compression prevent extrusion, tearing, and chronic rework at clamp joints. |
Key requirements for every hygienic valve and fitting:
- Assemblies should be self-draining or intentionally oriented so that product and rinse water do not stagnate.
- Product-contact surfaces should remain smooth, continuous, and free from pits, folds, sharp shoulders, and misalignment.
- Construction materials must be suitable for food contact and able to withstand product and cleaning exposure without becoming a contamination source.
Tip: The best hygienic fitting is not the one with the most certificates on the brochure. It is the one whose geometry, material, seal, and weld condition still clean reliably after repeated production and maintenance cycles.
Performance, Installation, and Maintenance
Pression et températures nominales
You must select hygienic fittings and valves against the real pressure-temperature-duty combination, not against a single headline pressure value. Published ratings vary by connection family, size, clamp type, gasket material, ferrule alignment, assembly torque, and temperature. That is why flange class tables are not a substitute for hygienic fitting data, and why one clamp series cannot be used as a universal rule for all sanitary connections.
You can use published sanitary clamp pressure tables as a practical illustration of how much ratings vary even within hygienic clamp families:
| Published Clamp Example | 70°F Pressure Rating | 250°F Pressure Rating |
|---|---|---|
| Heavy-duty sanitary clamp, 1″–1 1/2″ | 500 psi | 300 psi |
| High-pressure sanitary clamp, 1″–1 1/2″ | 1000 psi | 800 psi |
| Heavy-duty sanitary clamp, 4″ | 300 psi | 150 psi |
| High-pressure sanitary clamp, 4″ | 800 psi | 600 psi |

For tri-clamp valves and fittings, always check the rating of the complete assembled connection—ferrules, gasket, clamp, and temperature—not just the body material. In real troubleshooting, “the fitting failed at low pressure” often means the joint was misassembled, over-compressed, or operated outside the published assembly assumptions.
Cleaning and Maintenance Routines
You need a maintenance routine based on hygienic risk and opening frequency, not a generic mechanical calendar. Regular inspection prevents buildup, seal degradation, and unnoticed geometry problems from becoming contamination events. A practical routine looks like this:
| Fréquence | Maintenance Tasks |
|---|---|
| Per changeover / per opening event | Inspect product-contact gaskets, ferrule faces, and visible seal lands; remove damaged seals; confirm that no residue, nicks, or misalignment remain before reassembly. |
| Weekly or risk-based routine | Check chronic leak points, clamp condition, threaded external hardware, valve seats, and sample points; review whether any area repeatedly retains product or rinse water. |
| Periodic deep inspection | Open representative critical assemblies, inspect for pitting, weld discoloration, roughness, compression set, mineral buildup, and evidence of incomplete drainage; verify replacement parts match the approved compound and size. |
You should choose valves and fittings that can be inspected without turning every maintenance event into a production delay. A design that is theoretically cleanable but rarely opened in practice often becomes the same kind of hidden hygienic risk as a badly designed branch.
Installation Practicality
You must install hygienic fittings correctly or you will build contamination risk into the line on day one. Common installation errors include ferrules pulled together by clamp force, branches installed without drain-friendly orientation, unsupported piping that distorts valve bodies, and internal welds that were never inspected after fabrication. Address these issues with the following best practices:
- Train installers to align ferrules before closure rather than using the clamp to force components into position.
- Design branch points, instruments, and sample valves to minimize stagnant zones and improve drainage.
- Use the specified hygienic material grade and do not mix tube/fitting standard families unless compatibility has been checked dimensionally.
- Select assemblies that can be opened, cleaned, and reassembled repeatably without damaging the product-contact seal.
- For critical circuits, verify cleanability through review of branch geometry, drainability, CIP coverage, and—where justified—challenge testing or more detailed hygienic design review.

Tip: A leak at a hygienic clamp after startup is often an installation signal, not just a gasket problem. Check ferrule alignment, seal seating, clamp series, and whether the joint was closed under piping stress.
When these details are handled well, hygienic fittings support stable cleaning, faster maintenance, and fewer repeat deviations. When they are ignored, the same connection can become a permanent weak point in an otherwise well-designed line.
How to Select a Hygienic Fittings Supplier
Supplier Reputation and Technical Support
You should choose a supplier that can answer hygienic questions with drawings, tolerances, and records—not only with a sales sheet. A capable supplier understands why seal compression, internal weld finish, dimensional control, and traceability matter in food service. When you evaluate suppliers, use the following criteria:
| Critères | Description |
|---|---|
| Technical capability | The supplier should understand hygienic standards, tolerances, weldability, seal selection, and pressure-temperature limits for the exact connection family offered. |
| Quality systems | You need controlled documentation, lot traceability, deviation handling, and a consistent method for identifying revisions and approved materials. |
| Regulatory and hygienic support | The supplier should be able to explain what is covered by standards, what is covered by declarations, and what must still be verified at the assembly or application level. |
You should still ask for references from similar hygienic projects, but make the references technical. Ask how the supplier handled weld finish, material traceability, seal compatibility, and replacement-part control in comparable food and beverage applications. That tells you much more than a generic customer list.
Supplier Certifications and Traceability
You must verify supplier documentation and traceability before approval, especially for product-contact fittings and replacement seals. Traceability is not only for the initial delivery. It must still work after maintenance, gasket changes, and part substitution. Review the following evidence types:
| Evidence Type | Description |
|---|---|
| Certificats de matériaux | Ask for EN 10204 3.1 mill test certificates or equivalent traceability evidence for critical stainless components where project scope requires it. |
| Seal and food-contact declarations | The supplier should identify the exact gasket or seat compound, not just “food grade” as a vague claim. |
| Surface and fabrication records | Where finish, weld quality, passivation, or special fabrication matters, ask what evidence is available and how it maps to the delivered component. |
| Pressure-temperature data | You need product data for the actual connection type, size, seal, and temperature range—not a borrowed chart from a different series. |
| Traceability response capability | The supplier should be able to connect the delivered fitting or seal lot back to source documents without guesswork. |
You should also confirm how replacement parts are controlled. Many hygienic deviations start when a correct original assembly is later maintained with an undocumented substitute gasket, seat, or clamp. A supplier that supports hygienic service well will understand that the spare-parts trail is part of the food-safety trail.
Practical Selection Checklist for Hygienic Fittings
Questions to Answer Before Requesting a Quote
Before you request a quote, define the process conditions that actually drive hygienic selection. Use this checklist to guide your first technical discussion:
- What exactly flows through the line, and what cleans the line?
You should define product chemistry, viscosity, solids, allergen status, and the full CIP/SIP chemical and temperature profile. - Which hygienic standard family must the fitting match?
You need to confirm whether the line is built around BS 4825, EN/DIN hygienic tubing and clamp families, 3-A expectations, or a plant-specific standard. - What are the real operating limits?
You should provide design pressure, vacuum requirement, operating temperature, cleaning temperature, and whether shock, pulsation, or vibration is present. - How often will the connection be opened?
The answer affects whether quick-disconnect convenience or a more permanent welded approach is better for your hygiene and maintenance model. - What document package is required with delivery?
You need to specify material traceability, seal declarations, finish information, rating data, and any special quality documentation before ordering.
Tip: The clearest RFQs for hygienic fittings describe media, cleaning chemistry, operating limits, connection standard, and required documents in the first page—not after the supplier has already quoted the wrong series.
Questions to Ask Before Final Approval
Before you approve any hygienic fitting for production use, confirm that the installed assembly matches the intended hygienic duty. Ask these questions:
- Do the body material, seal compound, and connection standard match the approved specification?
You must confirm what is actually installed, not what was originally quoted. - Are the ferrules, branches, and welds aligned and drainable in the as-built condition?
You need to inspect the real installation because good components can still create a bad hygienic geometry. - Has the supplier provided the correct pressure-temperature information for this exact assembly?
You should confirm the rating by size, series, gasket, and temperature—not by catalog family alone. - Can the plant trace this fitting and its replacement seals back to supporting documents?
You need records that still work after commissioning and future maintenance. - Has the line been reviewed for likely hygienic weak points such as dead spaces, poor drainage, and repeat-open joints?
You want to identify cleaning failures before the first deviation does it for you.
Note: Final approval should close both the technical loop and the traceability loop. If you cannot prove what the fitting is, what seal is in it, and how it should be cleaned, approval is incomplete.
You should always start with the actual process, then review hygienic risk, compliance scope, material suitability, cleanability, pressure-temperature limits, and installation practicality. Selecting hygienic fittings is not about buying a polished part with a familiar label. It is about matching geometry, material, seal, and documentation to the real line. Before you request quotes or approve fittings, review the common mistakes below:
| Erreur | Impact |
|---|---|
| Assuming all “sanitary” fittings of the same size are interchangeable | Dimensional mismatch, seal problems, and spare-parts confusion |
| Ignoring gasket compound compatibility | Swelling, leakage, odor retention, and short seal life |
| Installing branches or valves without checking drainage | Residue retention, inconsistent CIP, and higher microbial risk |
| Using catalog pressure data from the wrong connection series | Unsafe service assumptions and avoidable startup failures |
| Treating documentation as optional | Weak audit defense and poor traceability after maintenance |
Work with suppliers that can support both the hardware and the evidence chain. In hygienic systems, a fitting is only as reliable as the geometry, seal, and records behind it.
FAQ
What is the most important factor when selecting hygienic fittings?
You must match the fitting to the real product, cleaning chemistry, and line geometry.
Nominal size alone is not enough. Review product sensitivity, CIP/SIP exposure, seal compound, drainability, and the applicable hygienic standard before approval.
How do I ensure fittings are easy to clean?
Choose fittings with smooth internal transitions, minimal dead spaces, and reliable drainage.
Also inspect weld quality, ferrule alignment, and seal condition. A smooth catalog finish does not help much if the installed joint creates a pocket or internal step.
Why is documentation important for hygienic fittings?
Documentation proves what was actually installed and helps preserve traceability after maintenance.
You need material certificates where required, seal declarations, rating data, and records that connect installed parts to approved specifications. Without that trail, audits and deviation investigations become much harder.
Can I use the same fittings for all food and beverage applications?
No, you must select fittings according to the specific process, hygiene risk, and cleaning regime.
Different products and cleaning agents change corrosion risk, seal life, and cleanability. A fitting that works well on one beverage line may be the wrong choice for dairy, sauce, allergen changeover, or higher-temperature cleaning duty.
Is 304L enough, or should I use 316L for hygienic fittings?
304L is often acceptable for moderate hygienic service, but 316L is usually the safer choice when chlorides, aggressive cleaning, or a higher corrosion margin are involved.
The correct choice depends on the actual product, CIP chemistry, temperature, crevice exposure, and customer specification. Grade selection should be confirmed with the real service envelope, not copied from another line.