







Points clés : Mesure des raccords à souder bout à bout
- Identifiez d'abord la norme : confirmez si le raccord est fourni selon ASME B16.9, MSS SP-43 ou une exigence de la série EN 10253 avant de vérifier les dimensions de prise.
- Mesurez le DE, pas le DI, pour identifier la taille : les raccords à souder bout à bout sont adaptés au tuyau par diamètre extérieur et NPS, pas par diamètre intérieur.
- Centre à extrémité est la dimension critique du tronçon : la plupart des incohérences de fabrication proviennent d'une mauvaise prise, pas d'un mauvais DE.
- Utilisez les bons outils : pieds à coulisse numériques pour le DE et la prise, micromètres pour l'épaisseur de paroi, et jauges de chanfrein ou d'angle pour la préparation des extrémités à souder.
")
Raccords à souder bout à bout en acier inoxydable sont mesurés par diamètre extérieur, taille nominale de tuyau, épaisseur de paroi ou schedule, et dimensions de prise du raccord telles que centre à extrémité ou extrémité à extrémité. Ces mesures déterminent si le raccord correspond au tuyau, maintient l'alignement de l'alésage et peut être soudé sans ajustement forcé. Pour la plupart des raccords soudés bout à bout en acier forgé fabriqués en usine, les exigences dimensionnelles et les tolérances sont définies dans ASME B16.9, tandis que la préparation du chanfrein d'extrémité pour soudage est couverte par ASME B16.25. Les exigences courantes en matière d'acier inoxydable pour les nuances WP304/L, WP316/L et similaires sont généralement spécifiées selon ASTM A403/A403M.
Le moyen le plus rapide d'éviter les retouches sur site est de vérifier trois éléments avant le début de la fabrication : le diamètre extérieur (OD) et le NPS corrects, l'épaisseur de paroi correcte et la dimension de prise correcte pour la série de raccords réellement fournie. Sur les systèmes en inox, un raccord qui “ s'adapte presque ” se transforme généralement en un alignement forcé, une déformation pendant le soudage, un meulage supplémentaire ou une soudure de réparation ultérieure.
D'un point de vue assurance qualité, un plan d'inspection pratique de réception et d'ajustement se concentre sur la vérification dimensionnelle plus les preuves de traçabilité. Les contrôles courants incluent :
- Vérifications dimensionnelles pour le diamètre extérieur (OD), la longueur totale et le centre à l'extrémité à l'aide de pieds à coulisse ou de jauges étalonnés et d'un échantillonnage documenté
- Vérification de l'épaisseur de paroi par micromètre et, si nécessaire, des contrôles ponctuels par ultrasons (UT) là où la mise en forme peut amincir la zone tangente
- Examen du certificat de contrôle (MTR) ou d'inspection, avec traçabilité du numéro de coulée et des contrôles ponctuels par spectrométrie (PMI) si spécifié
- Contrôles d'ajustement sur les extrémités de soudure, y compris l'état du chanfrein, la face de racine ou d'appui, et la circularité de l'extrémité avant libération pour fabrication
Si votre projet nécessite une traçabilité stricte, il est utile de conserver les enregistrements dimensionnels liés aux marquages des pièces et à la documentation de coulée. Pour les acheteurs et les équipes d'assurance qualité, cela fonctionne mieux lorsque les vérifications dimensionnelles sont examinées conjointement avec interprétation des certificats de matériaux plutôt que comme une documentation séparée après coup.
Dimensions clés des raccords à souder bout à bout en acier inoxydable
Diamètre nominal (NPS)
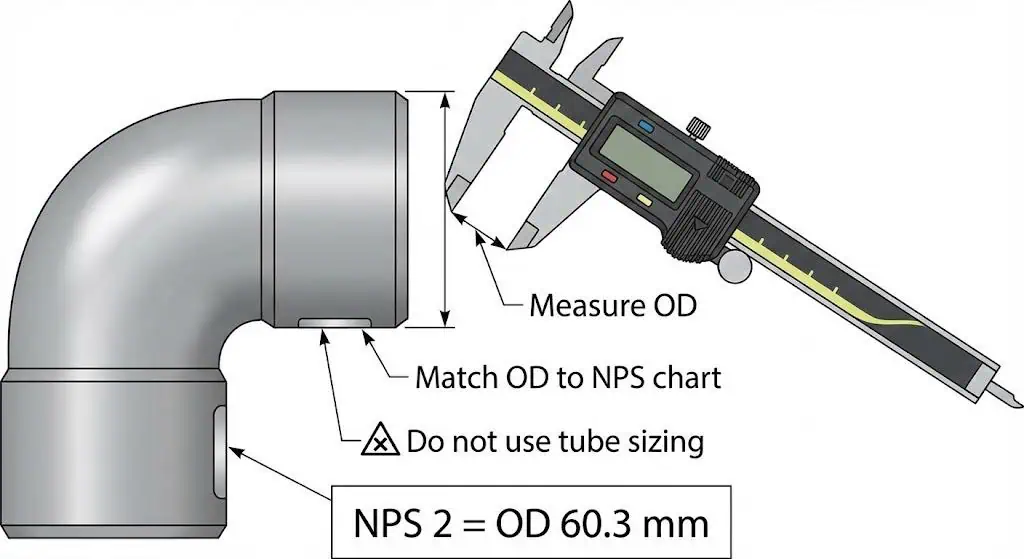
NPS est le système de désignation utilisé pour commander des tuyaux et des raccords à souder bout à bout, mais vous ne mesurez pas directement le NPS avec un pied à coulisse.
NPS est une désignation qui correspond à des diamètres extérieurs standardisés. Pour les tailles plus petites, le numéro NPS n'est pas égal au diamètre extérieur réel. L'ASME souligne clairement cette distinction : les tuyaux utilisent des valeurs de diamètre extérieur standardisées, tandis que les tubes sont généralement identifiés directement par leur diamètre extérieur selon des règles de dimensionnement différentes. Pour les tuyaux en acier inoxydable, la série standard de diamètres extérieurs est répertoriée dans ASME B36.19M.
Exemple terrain : Une équipe de maintenance a mesuré environ 60,3 mm de diamètre extérieur et a commandé des “ raccords de tube de 60 mm ”. La ligne était en réalité un tuyau NPS 2, qui utilise le même diamètre extérieur mais une désignation différente basée sur les tuyaux et une attente de soudure d'extrémité. Les réducteurs sont arrivés avec la mauvaise hypothèse derrière la commande et ne s'adaptaient pas correctement à la ligne. La vraie solution était d'identifier d'abord la taille du tuyau à partir du diamètre extérieur, puis de spécifier le NPS, le schedule et la norme sur le bon de commande.
| Diamètre nominal de tuyauterie (NPS) | Diamètre extérieur (DE) | Variation du diamètre intérieur (DI) |
|---|---|---|
| 12 pouces et moins | Fixé pour chaque dimension | Diminue à mesure que l'épaisseur de paroi ou le schedule augmente |
| Au-dessus de 14 pouces | Le DE et le NPS s'alignent plus étroitement | Le diamètre intérieur varie toujours avec l'épaisseur de paroi |
Astuce pratique d'identification : Mesurez d'abord le diamètre extérieur, puis faites correspondre le diamètre extérieur à une table de diamètres extérieurs de tuyaux basée sur l'ASME B36.10 ou B36.19. Une fois le NPS identifié, vous pouvez interpréter correctement le schedule et les dimensions de prise des raccords.
Diamètre extérieur (DE)
Le diamètre extérieur est la mesure physique que vous pouvez vérifier immédiatement à la réception et avant l'assemblage.
Le diamètre extérieur doit correspondre au diamètre extérieur du tuyau pour le NPS indiqué afin que les extrémités de soudure s'alignent sans décalage. Pour les tuyaux en acier inoxydable et les raccords correspondants, la série de diamètres extérieurs est standardisée sous ASME B36.19M. Une vérification rapide du diamètre extérieur (DE) est souvent le moyen le plus rapide de détecter des hypothèses erronées sur les tuyaux et tubes ou des erreurs d'achat basées uniquement sur le DN.
- Exemples de vérifications du DE, toujours confirmées par rapport au tableau de DE adopté pour le projet :
- NPS 1/2 (DN 15) : DE ≈ 0,840 po ou 21,3 mm
- NPS 1 (DN 25) : DE ≈ 1,315 po ou 33,4 mm
- NPS 4 (DN 100) : DE ≈ 4,500 po ou 114,3 mm
Exemple terrain : Sur un tronçon en acier inoxydable, le DE correspondait au dessin, mais l'extrémité du raccord était légèrement hors de rondeur. Le soudeur a dû aligner l'assemblage avec des serre-joints, créant un désalignement interne et un risque de brûlure sur le côté mince. La meilleure pratique consiste à mesurer le DE dans au moins deux directions perpendiculaires à chaque extrémité et à corriger ou rejeter les extrémités qui dépassent les limites de rondeur du projet avant l'assemblage.
Épaisseur de paroi (Schedule)
L'épaisseur de paroi contrôle la tolérance d'assemblage, le comportement de soudage et si le raccord correspond réellement à la cote de la conduite.
Dans les systèmes de tuyauterie en acier inoxydable, les cotes Schedule 10S, 40S, 80S et désignations similaires sont courantes. Ces noms de cotes renvoient à des tableaux standardisés d'épaisseurs de paroi dans ASME B36.19M. En pratique, les raccords sont souvent décrits comme correspondant à la cote du tuyau connecté, mais l'acceptation doit encore être vérifiée par mesure et selon la norme de raccord adoptée.
Exemple terrain : Une équipe a installé des coudes Sch.10S dans une conduite Sch.40S car le DE était correct et les marquages ont été manqués. Le premier signe de problème a été un espace de racine excessif et un contrôle médiocre de la pénétration lors de l'assemblage. La correction a consisté à vérifier l'épaisseur de paroi lors de l'inspection de réception, à exiger des marquages lisibles et à conserver la documentation traçable attachée au lot avant que les pièces n'entrent en fabrication.

Extrémité à extrémité et centre à extrémité (Take-off)
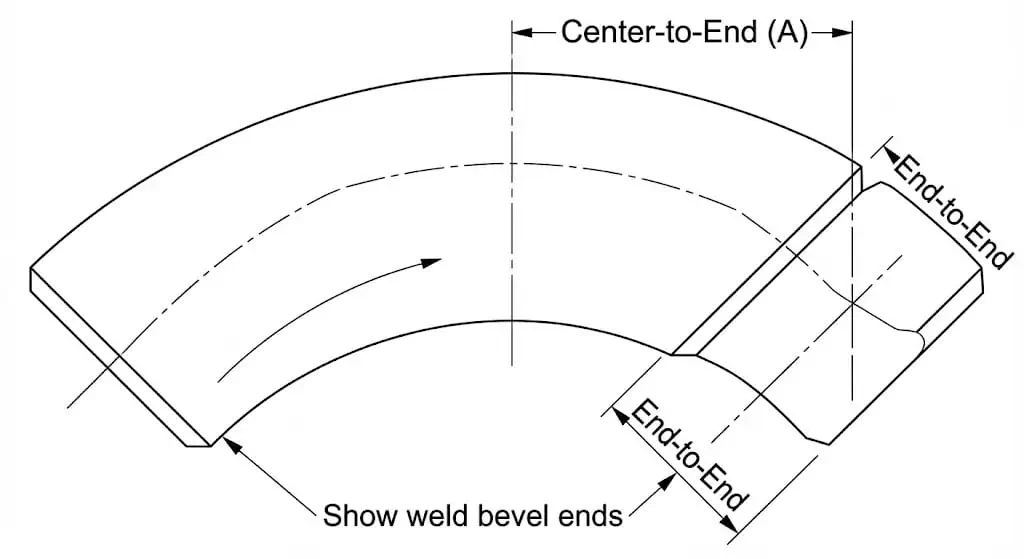
Les dimensions de prise de cote déterminent si un tronçon se pose correctement sur les supports et atteint le point de soudure suivant sans ajustement forcé.
La dimension d'extrémité à extrémité est utilisée pour les raccords droits tels que les réducteurs ou les bouchons. La dimension de centre à extrémité, également appelée centre à face, est la dimension critique pour les coudes et les tés car elle détermine le point de virage ou l'emplacement de la branche dans le tronçon. En pratique, de nombreux problèmes de retouche sur site sont causés par un désaccord de prise de cote plutôt que par un désaccord de diamètre extérieur, car le diamètre extérieur est généralement facile à standardiser, tandis que les erreurs de prise de cote ne deviennent évidentes que lorsque le tronçon est assemblé.
Exemple terrain : Un tronçon de rack s'est retrouvé d'environ 6 mm trop court parce que l'atelier a supposé une série de coudes différente de celle du dessin. La correction réelle n'était pas d“”étirer" le tronçon sur le terrain. Elle consistait à mesurer la dimension de centre à extrémité sur un échantillon de coude du lot réel et à verrouiller la série de raccords dans la nomenclature avant tout début de coupe de tuyau.
Tableau des dimensions standard (ASME B16.9)
Utilisez le tableau ci-dessous comme vérification pratique pour les coudes à grand rayon, qui font partie des raccords à souder bout à bout les plus courants.
| NPS (dimension) | Diamètre extérieur (DE) | Coudes 90° LR Centre à extrémité |
|---|---|---|
| 1/2 | 21,3 mm (0,84″) | 38 mm (1,50″) |
| 3/4 | 26,7 mm (1,05″) | 38 mm (1,50″)* |
| 1 | 33,4 mm (1,32″) | 38 mm (1,50″) |
| 1-1/2 | 48,3 mm (1,90″) | 57 mm (2,25″) |
| 2 | 60,3 mm (2,38″) | 76 mm (3,00″) |
| 3 | 88,9 mm (3,50″) | 114 mm (4,50″) |
| 4 | 114,3 mm (4,50″) | 152 mm (6,00″) |
| 6 | 168,3 mm (6,63″) | 229 mm (9,00″) |
| 8 | 219,1 mm (8,63″) | 305 mm (12,00″) |
| 10 | 273,1 mm (10,75″) | 381 mm (15,00″) |
| 12 | 323,9 mm (12,75″) | 457 mm (18,00″) |
*Pour les NPS 3/4 et inférieurs, vérifiez toujours la norme adoptée et le type de raccord car les alternatives pour petits diamètres peuvent varier dans d'autres familles de produits. Utilisez la norme complète ASME B16.9 pour les dimensions et tolérances officielles.
Tolérances dimensionnelles (ASME B16.9)
Connaître la dimension nominale ne suffit pas. Vous avez également besoin de la tolérance admissible pour décider si la pièce est acceptable pour la fabrication.
| Plage NPS | Décalage angulaire (Q) | Décalage plan (P) | Tolérance centre à extrémité |
|---|---|---|---|
| 1/2 à 4 | ± 1 mm | ± 2 mm | ± 2 mm |
| 5 à 8 | ± 2 mm | ± 4 mm | ± 2 mm |
| 10 à 12 | ± 3 mm | ± 5 mm | ± 3 mm |
| 14 à 16 | ± 3 mm | ± 5 mm | ± 3 mm |
Ceci est un guide de tolérance général uniquement. Utilisez le tableau de tolérance officiel dans ASME B16.9 pour l'acceptation QA du projet.
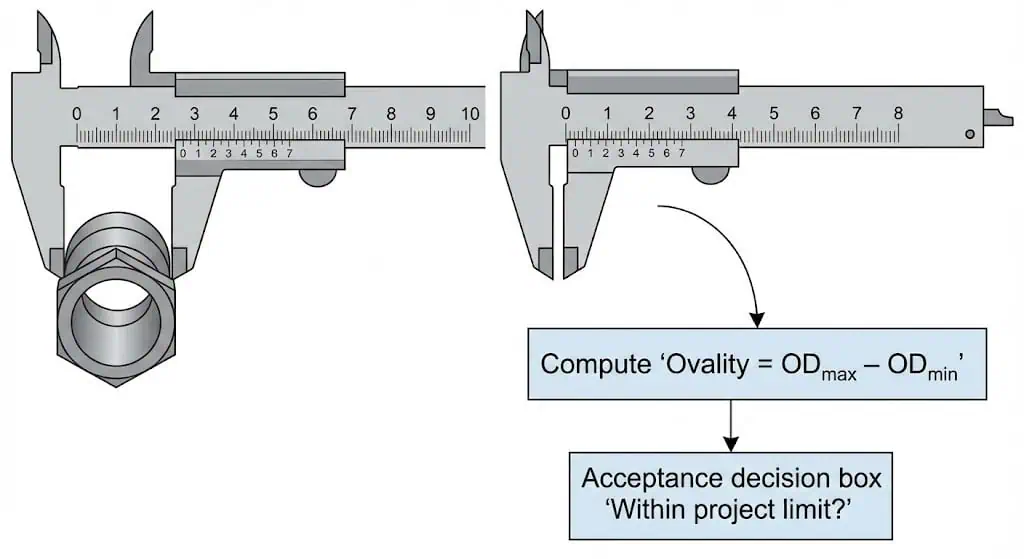
Mesures supplémentaires : angle de chanfrein et ovalisation.

L'état du biseau et la circularité affectent la qualité de la soudure avant même que le soudeur ne commence.
- Préparation du chanfrein : la géométrie standard de préparation d'extrémité pour soudure bout à bout est définie dans ASME B16.25. Les vérifications pratiques en atelier incluent la cohérence de l'angle de biseau, l'uniformité de la face de racine ou du talon, et la perpendicularité de l'extrémité.
- Ovalité : mesurer le diamètre extérieur dans plusieurs orientations, typiquement 0° et 90°, sur les deux extrémités. Des extrémités ovales créent un désalignement interne et une ouverture de racine inégale, ce qui est particulièrement risqué sur les sections de paroi mince en acier inoxydable.
- Effets thermiques pendant la mesure : l'acier inoxydable se dilate de manière mesurable avec la température. Une température stable en atelier aide à éviter la dérive lorsque les tolérances sont serrées.
Exemple terrain : Une série de réparations a montré un manque de pénétration à la position 6 heures. La cause réelle n'était pas seulement la technique de soudage. Le talon du biseau variait, et une extrémité était légèrement ovale, rendant la racine plus serrée au bas du joint. La correction consistait à refaire la face du biseau pour obtenir un talon uniforme et à recirculariser l'extrémité avant l'assemblage.
Dimensions typiques par type de raccord
Différents raccords ont des dimensions critiques différentes.
ASME B16.9 couvre une large gamme de types et de tailles de raccords forgés pour soudure bout à bout. Dans l'inspection pratique, concentrez-vous sur les dimensions qui contrôlent réellement l'assemblage :
- Coudes : centre à extrémité, circularité de l'extrémité et angle de courbure
- Tés : centre-à-extrémité sur la ligne et la branche, alignement de la branche et perpendicularité
- Réducteurs : longueur totale, concentricité ou excentricité et préparation des extrémités sur les deux côtés
- Bouchons : OD, profondeur, et préparation d'extrémité
| Types de raccords | Plage de tailles (NPS) |
|---|---|
| Coudes à grand rayon de 45° et 90°, tés, croix, bouchons | 1/2 – 48, dans le cadre de la norme ASME B16.9 |
| Coudes réducteurs, retours, réducteurs, collets | Couramment fournis dans les tailles petites à moyennes, selon la norme adoptée et la capacité du fournisseur |
Une bonne mesure ne consiste pas seulement à obtenir un chiffre. Il s'agit de prouver que le raccord s'assemblera sans alignement forcé et satisfera aux exigences de la norme adoptée et du WPS.
Comment mesurer les raccords de tuyauterie avec précision
Outils de mesure
Utilisez des outils qui correspondent à la tolérance dont vous avez réellement besoin. Les pieds à coulisse sont pratiques pour les contrôles de diamètre extérieur et de prise, les micromètres sont plus fiables pour l'épaisseur de paroi, et les rubans de circonférence aident sur les grands diamètres où les pieds à coulisse ne sont pas pratiques.
Pour la plupart des inspections de réception, un pied à coulisse numérique étalonné est l'outil principal d'atelier pour les contrôles de diamètre extérieur et de prise. Les pieds à coulisse d'atelier peuvent afficher une résolution de 0,01 mm, mais la résolution n'est pas la même que la précision réelle de mesure. Une bonne technique et un étalonnage valide comptent autant que l'affichage. Une référence concise est disponible sur les recommandations de Mitutoyo.
- Jauges numériques pour les diamètres extérieurs, les contrôles intérieurs et les mesures plus courtes d'extrémité à extrémité ou de centre à extrémité
- Mètre ruban ou règle en acier pour les dimensions de relevé plus longues
- Micromètre pour l'épaisseur de paroi
- Ruban de circonférence pour les grands diamètres extérieurs
- Goniomètre ou gabarit d'angle pour la vérification des extrémités de soudure
Processus étape par étape pour mesurer les raccords de tuyauterie
Utilisez une séquence reproductible pour ne pas manquer la dimension qui cause réellement des retouches sur site.
- Confirmez le type de raccord et la norme.
Identifiez si la pièce est un coude, un té, un réducteur, un bouchon ou un autre raccord. Confirmez si le projet utilise ASME B16.9, MSS SP-43 ou une exigence de la série EN 10253. Les normes mixtes sont une source courante d'incompatibilité de relevé. - Mesurez le diamètre extérieur à chaque extrémité.
Prenez au moins deux lectures à 90° d'écart sur les deux extrémités. Enregistrez les valeurs maximales et minimales pour détecter l'ovalisation et les dommages de manutention. - Identifiez le NPS à partir du diamètre extérieur.
Utilisez un tableau de diamètres extérieurs de tuyaux basé sur ASME B36.19M pour les tuyaux en acier inoxydable. Ne vous fiez pas uniquement au DN dans les travaux à spécifications mixtes. - Mesurez l'épaisseur de paroi en plusieurs points.
Utilisez un micromètre là où c'est accessible. Sur les raccords formés, vérifiez près de la zone de tangence ainsi que près de l'extrémité. Ajoutez des contrôles ponctuels par ultrasons si l'application est plus sensible. - Vérifiez les dimensions de prise.
Mesurez d'extrémité à extrémité ou de centre à extrémité selon le type de raccord. Comparez avec le dessin et la norme de raccord adoptée avant le début de la fabrication. - Contrôlez la préparation des extrémités avant l'assemblage.
Inspectez l'état du chanfrein, l'uniformité du talon et la perpendicularité. Corrigez les fortes bosses ou les extrémités ovalisées avant le soudage. - Documentez les résultats pour la traçabilité.
Enregistrez le NPS, le schedule, le numéro de coulée ou les marquages, le diamètre extérieur mesuré, l'épaisseur, le take-off et l'identification de l'inspecteur.
Astuce : Si une dimension s'ajuste à peine, traitez-la comme une non-conformité. Les joints bout à bout en acier inoxydable punissent un ajustement forcé par de la distorsion, un désalignement et des réparations par soudage.
Garantir la précision des mesures
La précision vient de l'étalonnage, de la technique et des conditions stables, pas seulement de l'affichage.
Une méthode pratique consiste à normaliser la façon dont les inspecteurs prennent les lectures, y compris les mêmes points de contact, la même pression de mesure et la même orientation pour les vérifications répétées. Nettoyez les extrémités des raccords, enlevez les bavures et mesurez sur une surface stable. Si les tolérances sont serrées, gardez à la fois les outils et les pièces proches de la température ambiante pour que la dilatation thermique ne fausse pas la lecture.
- Confirmez l'état d'étalonnage et le réglage zéro avant utilisation.
- Nettoyez la surface du raccord avant de mesurer.
- Mesurer à plusieurs points pour détecter l'ovalisation et l'amincissement de paroi formé
- Enregistrer les résultats avec unités et emplacement, tels que extrémité, tangente ou corps
Erreurs de mesure courantes à éviter
Les erreurs les plus courantes sont de traiter le DN comme un diamètre physique et d'ignorer l'état d'extrémité.
- Mélange des dimensions de tuyau et de tube : Le diamètre extérieur du tuyau suit les tables OD basées sur NPS et n'est pas égal au numéro de taille nominale sur les petites tailles.
- Mesurer un seul point : une seule lecture OD peut manquer l'ovalisation et les bosses qui créent plus tard un désalignement interne.
- Ignorer les vérifications de prise de cotes : une mauvaise prise de cote est une cause fréquente de problèmes d'ajustement des assemblages.
- Supposer l'épaisseur à l'œil : deux raccords avec le même OD peuvent avoir des épaisseurs de paroi très différentes.
Note : Si la pièce est déjà sur site, il est beaucoup moins cher de détecter un désalignement avec un pied à coulisse que plus tard avec coupe, meulage et soudure de réparation.
Normes et tolérances pour les raccords à souder bout à bout en acier inoxydable
ASME B16.9 et normes ASTM
ASME B16.9 définit les exigences dimensionnelles pour les raccords soudés bout à bout fabriqués en usine, y compris les dimensions clés, tolérances et marquages. Pour les exigences de matériau inoxydable et désignations de grade couramment utilisées dans les raccords à souder bout à bout, ASTM A403/A403M est largement utilisé pour les raccords de tuyauterie en acier inoxydable austénitique forgé.
| Standard | Exigences clés |
|---|---|
| ASTM A403/A403M | Exigences en matière de matériaux pour les raccords de tuyauterie en acier inoxydable austénitique forgé, y compris les nuances et les traitements thermiques |
| ASME B16.9 | Exigences dimensionnelles, tolérances et marquages pour les raccords bout à bout forgés fabriqués en usine |
| ASME B16.25 | Exigences de préparation des extrémités pour soudage bout à bout |
- Les nuances courantes d'acier inoxydable comprennent WP304/L et WP316/L, selon les spécifications du projet et l'environnement de corrosion.
- Pour les raccords résistants à la corrosion à paroi mince, les projets peuvent également faire référence à MSS SP-43.
- Pour les travaux d'équipements sous pression dirigés par l'UE, EN 10253 Partie 3 ou 4 peut être référencée pour les raccords bout à bout en acier inoxydable.
Plages de tolérance et conformité
Les tolérances définissent l'écart maximal autorisé d'une dimension avant que l'assemblage et les hypothèses de conception ne commencent à être compromis. La méthode fiable consiste à confirmer la norme adoptée, mesurer les dimensions qui contrôlent l'assemblage, et comparer ces lectures avec à la fois la norme et toute classe de tolérance spécifique au projet. Lorsque plusieurs normes sont possibles, ce choix doit être figé dans le bon de commande, le plan de contrôle et les documents de fabrication afin que la chaîne d'approvisionnement ne mélange pas les séries dimensionnelles.
| Élément de contrôle | Pourquoi c'est important |
|---|---|
| Diamètre extérieur et circularité des extrémités | Contrôle le désalignement interne et la stabilité de l'ouverture de racine pendant le soudage |
| Épaisseur de paroi à l'extrémité et à la tangente | Contrôle la soudabilité et l'épaisseur minimale restante après formage |
| Centre à extrémité ou extrémité à extrémité | Contrôle la géométrie du tronçon, l'alignement des supports et le risque de montage forcé |
Si vous vous approvisionnez auprès de Sunhy ou de tout autre fabricant, demandez un dossier d'inspection dimensionnelle lié aux numéros de coulée et aux photos de marquage. C'est le moyen le plus rapide de résoudre les litiges tout en préservant la traçabilité.
Marquage et documentation
Le marquage et la documentation prouvent que le raccord que vous avez reçu est bien celui que vous avez spécifié.
Au minimum, le marquage doit permettre de retracer la taille, la nuance de matériau et la norme adoptée. Pour les projets à spécifications élevées, demandez les documents d'inspection et assurez-vous que le numéro de coulée sur le raccord correspond exactement à celui sur les papiers.
Conseil : N'acceptez pas de papiers de boîte qui ne peuvent pas être reliés aux numéros de coulée sur les raccords réels. Une fois la traçabilité rompue, la pièce devient un élément à risque même si ses mesures sont correctes.
Importance d'une mesure précise
Ajustage et intégrité de la soudure
La mesure précise réduit le montage forcé, minimise les désalignements et améliore la qualité de soudure.
Lorsque les raccords respectent réellement la norme dimensionnelle adoptée et ont une préparation d'extrémité de soudure correcte, l'assemblage est plus facile à aligner et à souder sans charge de serrage excessive. Cela signifie moins de réparations et moins de distorsion, en particulier sur les sections de paroi en acier inoxydable plus minces où l'apport de chaleur est important.
- Un alignement correct réduit le désalignement interne et stabilise l'ouverture de racine
- Une prise de mesure cohérente prévient les contraintes de tronçon et le ressort pendant le soudage
- Une condition d'extrémité uniforme améliore la répétabilité par rapport au WPS.
- Des dimensions standardisées améliorent l'interchangeabilité pour la maintenance future
Sécurité et fiabilité opérationnelle.
Un désaccord dimensionnel est souvent un signe précoce d'avertissement pour des voies de fuite ultérieures et des problèmes de fatigue.
Un raccord qui s'adapte presque est souvent soudé sous contrainte. Cette contrainte peut devenir plus tard une distorsion, un désalignement ou un amincissement localisé après meulage et réparation. Lorsque le diamètre extérieur, le NPS, l'épaisseur et la prise de mesure sont vérifiés tôt, le système est construit avec moins d'inconnues et moins de retouches.
Un mode de défaillance caché courant est d'accepter le diamètre extérieur correct mais de manquer un désaccord d'épaisseur de paroi ou un défaut de circularité d'extrémité, puis de compenser avec des brides. L'assemblage peut passer les tests initiaux mais se fissurer ou fuir plus tôt sous vibration ou cyclage thermique.
Éviter les erreurs coûteuses
L'inspection à la réception prévient l'erreur la plus coûteuse : découvrir un désaccord après que la fabrication a déjà commencé.
Des raccords à souder bout à bout en acier inoxydable de taille incorrecte peuvent provoquer des fuites, des soudures faibles et un ajustement instable. Ces problèmes conduisent souvent à des réparations, des déchets supplémentaires et des retards de mise en service.
- Des réparations et des temps d'arrêt, car la découpe et la retouche de l'acier inoxydable sont intensives en main-d'œuvre
- Des déchets accrus, car une mauvaise série de coudes peut invalider tout un tronçon
- Retard de mise en service dû à la réinspection et aux nouveaux essais
Le choix d'un fournisseur disposant d'un plan d'inspection documenté et d'un processus de traçabilité contribue à réduire ces risques. Lors de l'inspection pratique à la réception, la meilleure approche consiste à lier les mesures de diamètre extérieur, d'épaisseur de paroi et de longueur de décalage aux photos de marquage et aux documents de coulée, afin que les écarts puissent être résolus immédiatement.
Étapes principales pour mesurer les raccords soudés bout à bout en acier inoxydable :
Mesurez d'abord le diamètre extérieur aux deux extrémités et dans plusieurs orientations, identifiez le NPS à partir du tableau des diamètres extérieurs, vérifiez l'épaisseur de paroi à plus d'un endroit, et confirmez la longueur de décalage par rapport au dessin et à la norme. Enfin, vérifiez l'état des extrémités, y compris le chanfrein et la circularité, avant l'assemblage.
Liste de contrôle rapide pour de meilleurs résultats :
- Vérifiez la norme adoptée avant de mesurer
- Mesurez les deux extrémités et enregistrez les diamètres extérieurs maximum et minimum pour détecter l'ovalisation
- Confirmez l'épaisseur par mesure plutôt que par hypothèse
- Vérifiez la longueur de décalage avant de couper le tuyau
- Maintenez la traçabilité avec le marquage, les documents de coulée et l'enregistrement d'inspection
Base de l'examen technique
Examiné pour : vérification dimensionnelle des raccords soudés bout à bout, contrôle de l'assemblage, acceptation des extrémités de soudure et contrôles de traçabilité pour la fabrication de tuyauterie en acier inoxydable.
Titre suggéré du réviseur : Ingénieur en Contrôle Qualité des Tuyauteries / Fabrication / Inspection des Soudures
Source de base : Pratique dimensionnelle ASME B16.9, préparation des extrémités à souder ASME B16.25, série de diamètre extérieur et d'épaisseur de paroi des tuyaux en acier inoxydable ASME B36.19M, exigences de matériau ASTM A403, et flux de travail pratique d'inspection à réception.
Dernière mise à jour : 2026-03-26
FAQ
Comment Sunhy garantit-il la précision des mesures des raccords ?
Une approche crédible est un plan d'inspection documenté lié à l'étalonnage et à la traçabilité.
Demander les enregistrements d'inspection dimensionnelle pour le diamètre extérieur, l'épaisseur de paroi et le décalage, ainsi que le contrôle d'étalonnage et la documentation liée aux numéros de coulée et aux marquages. Pour les travaux de spécification supérieure, ajouter des contrôles ponctuels par ultrasons dans les zones formées et vérifier l'état des extrémités avant la libération pour la fabrication.
Quels outils conviennent le mieux pour mesurer les raccords à souder bout à bout en acier inoxydable ?
Utiliser des pieds à coulisse pour le diamètre extérieur et le décalage, des micromètres pour l'épaisseur de paroi, et un ruban de circonférence pour les vérifications de grand diamètre extérieur.
Pour la préparation des extrémités, utiliser un gabarit de chanfrein ou d'angle et une vérification à la règle pour l'équerrage. Maintenir les outils étalonnés et utiliser une technique reproductible afin que différents inspecteurs obtiennent des résultats cohérents.
Pourquoi les normes comme ASME B16.9 sont-elles importantes ?
Ils assurent l'interchangeabilité et réduisent les surprises lors de l'assemblage.
ASME B16.9 définit les exigences dimensionnelles et les tolérances pour que les raccords s'assemblent de manière cohérente entre les fournisseurs. Lorsqu'elle est combinée avec une préparation adéquate des extrémités à souder selon ASME B16.25, il devient plus facile de souder le joint selon le WPS sans alignement forcé ou désalignement excessif.
Quelle est la différence entre NPS et OD ?
NPS est une désignation de taille, tandis que le diamètre extérieur est le diamètre physique que vous mesurez.
Pour identifier correctement le NPS, mesurer d'abord le diamètre extérieur, puis comparer cette lecture au tableau standardisé des diamètres extérieurs pour les tuyaux. Cela évite l'erreur courante de confondre le dimensionnement des tuyaux avec celui des tubes.
Comment les acheteurs peuvent-ils vérifier la qualité des raccords avant l'installation ?
Vérifiez trois éléments : les dimensions, l'état des extrémités et la traçabilité.
Les dimensions incluent le diamètre extérieur aux deux extrémités, l'épaisseur de la paroi à plusieurs points, et le décalage. L'état des extrémités inclut la circularité et la qualité du chanfrein. La traçabilité signifie que le marquage et le numéro de coulée sur le raccord correspondent à la documentation d'inspection et au certificat de matériau. Si l'un de ces éléments manque, le risque de retravail sur site augmente considérablement.
