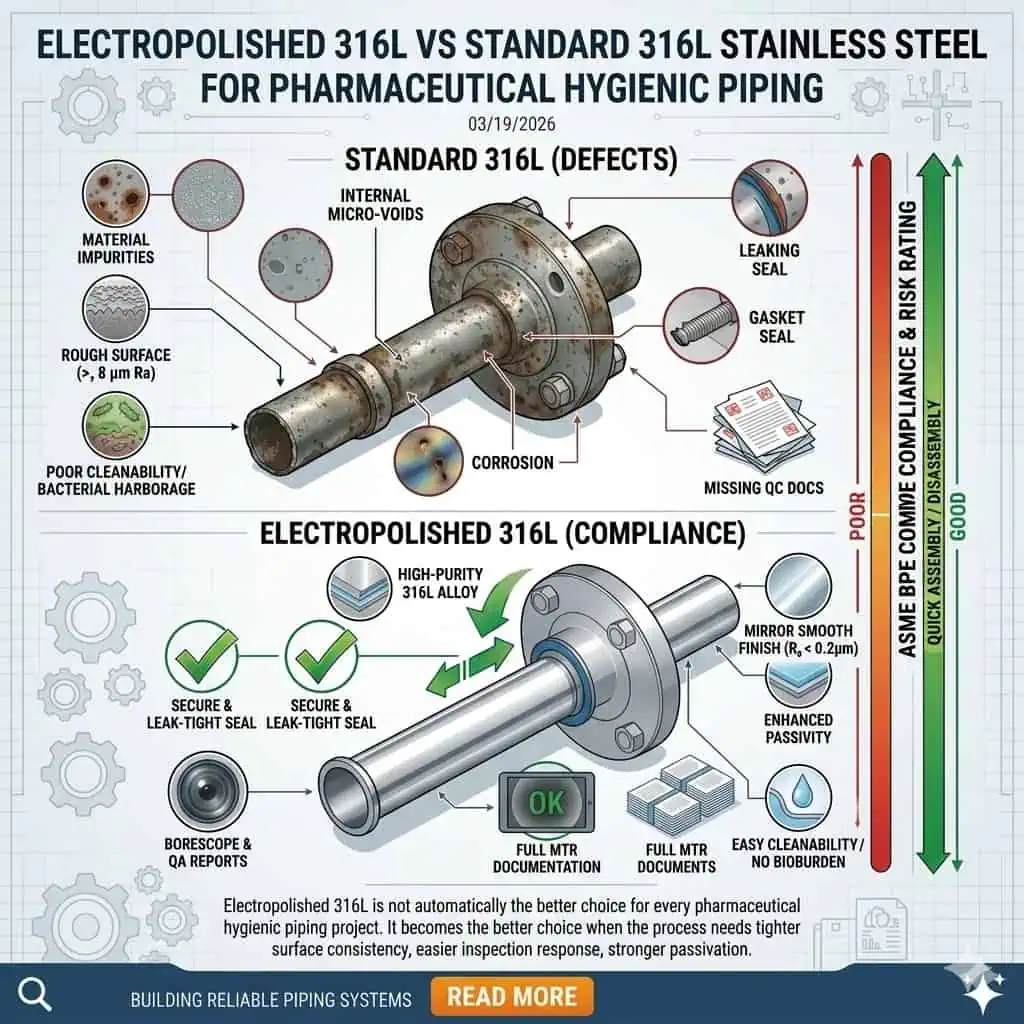
L'acier 316L électropoli n'est pas automatiquement le meilleur choix pour chaque projet de tuyauterie hygiénique pharmaceutique. Il devient le meilleur choix lorsque le processus nécessite une uniformité de surface plus stricte, une réponse d'inspection plus facile, une confiance accrue en matière de nettoyabilité ou des attentes de pureté plus élevées que ce que la finition standard 316L peut garantir de manière fiable. Si le véritable problème est une mauvaise qualité de soudure, une géométrie défectueuse, des zones mortes ou une documentation insuffisante, l'électropolissage seul ne le résoudra pas.
C'est pourquoi la véritable comparaison n'est pas entre une “finition premium” et une “finition basique”. Il s'agit d'une question d'adéquation technique. Dans la tuyauterie hygiénique pharmaceutique, la finition de surface doit être évaluée en fonction du risque de contact avec le produit, de l'objectif de nettoyabilité, de la qualité de fabrication, de la méthode d'inspection et des exigences de libération QA. Une amélioration de la finition n'a de sens que lorsqu'elle modifie de manière significative l'un de ces résultats.
Ce guide explique comment les ingénieurs comparent l'acier inoxydable 316L électropoli et standard dans la tuyauterie hygiénique pharmaceutique, où l'électropolissage ajoute réellement de la valeur, où le 316L standard est pleinement acceptable, et pourquoi la sélection de la finition doit rester liée à la qualité de soudure, à la géométrie locale et au contrôle de la documentation plutôt que d'être traitée comme une décision cosmétique. Dans les projets GMP réels, la décision de finition change rarement en raison d'une théorie abstraite. Elle change généralement en raison d'un schéma répété : les soudures locales sont plus difficiles à libérer que prévu, les preuves de finition sont plus faibles que ce que QA souhaite, ou le processus finit par nécessiter plus de confiance d'inspection que ce que le RFQ initial supposait.
Pourquoi cette comparaison est importante dans la tuyauterie hygiénique pharmaceutique
Ce n'est pas une comparaison cosmétique
Dans les systèmes pharmaceutiques, le choix de la finition affecte le comportement de la surface lors du nettoyage, de l'inspection et de la libération, pas seulement son apparence. ASME BPE est utile ici car il traite les matériaux, les exigences de surface, la conception pour la nettoyabilité et la stérilité, la fabrication, les examens, les inspections, les tests et les certifications comme faisant partie d'un cadre technique intégré plutôt que de sujets séparés. C'est exactement ainsi que les décisions de finition devraient être gérées dans les projets de tuyauterie GMP.
Les ingénieurs ne passent pas à l'acier 316L électropoli parce que le tuyau “a une meilleure apparence”. Ils l'améliorent lorsque l'état de surface est censé influencer les performances hygiéniques, la confiance d'inspection visuelle ou par endoscope, le comportement des résidus ou l'uniformité du dossier de mise en service.
Note technique : dans la tuyauterie pharmaceutique, la finition n'est pas un choix esthétique. C'est une partie de la chaîne de preuves qui soutient la nettoyabilité, l'inspectabilité et la confiance QA.
Pourquoi les équipes GMP posent-elles si souvent cette question
Les équipes GMP s'interrogent sur l'électropolissage par rapport à l'acier 316L standard car la finition peut devenir un problème de libération avant de devenir un problème de corrosion. Dans les projets réels, la question apparaît généralement lorsque l'une des quatre situations suivantes se produit :
- Le processus est plus sensible à l'état de surface que prévu initialement.
- Le projet exige une réponse d'inspection plus stricte ou une cohérence visuelle.
- Le système contient de nombreux assemblages locaux soudés où l'état de surface a plus d'importance.
- L'assurance qualité souhaite des preuves plus claires que la surface installée correspond à l'objectif hygiénique défini lors de la conception.
Un schéma de projet courant est que la décision sur l'alliage de base est acceptée tôt, mais la décision sur la finition reste ouverte plus longtemps car l'équipe aligne encore le risque de processus, la capacité de fabrication et les attentes de mise en service. C'est un comportement d'ingénierie normal, pas de l'indécision. L'exigence de finition devient généralement plus claire seulement après que l'équipe comprend quel mode de défaillance elle essaie réellement d'éviter.
Ce que le cadre normatif implique
Le cadre normatif ne traite pas la finition comme une décoration. FDA 21 CFR 211.65 exige que les surfaces en contact avec le produit soient non réactives, non additives et non absorbantes, tout en 21 CFR 211.67 lie directement le choix de l'équipement aux pratiques de nettoyage et de maintenance. ASTM A270 permet de demander la qualité pharmaceutique comme exigence supplémentaire, ce qui est un rappel important que la décision concernant les tubes dans les projets pharmaceutiques dépasse souvent l'approvisionnement de base en tubes agroalimentaires. EU GMP Annexe 1 pousse ensuite la stratégie de contrôle de la contamination et la logique de gestion des risques dans les environnements liés à la stérilité, ce qui rend plus difficile de justifier les variations de finition non contrôlées dans les applications à risque plus élevé.
Pour la base matérielle plus large, associez cet article avec Sélection des matériaux pour tuyauterie hygiénique pharmaceutique.

Quelle est la réelle différence entre l'acier inoxydable 316L standard et l'acier inoxydable 316L électropoli
La famille d'alliage est la même, mais l'état de surface ne l'est pas
Cette comparaison ne concerne pas le changement de la famille d'acier inoxydable. Elle concerne le changement de l'état de la surface en contact avec le produit. Les deux options peuvent démarrer avec de l'acier inoxydable 316L, mais le comportement hygiénique final dépend en partie de la manière dont la surface est finie, de la régularité de cette finition et de l'interaction de cette surface avec le nettoyage, l'inspection et les détails de fabrication locaux.
Cette différence est importante car les tuyauteries agroalimentaires pharmaceutiques échouent rarement de manière abstraite. Elles échouent au niveau de détails locaux tels que les zones adjacentes aux soudures, les transitions de ferrules, les assemblages de branchements, les interfaces de vannes et les endroits où l'assurance qualité ou les opérations nécessitent plus de confiance qu'une finition agroalimentaire générique ne peut toujours fournir.
Ce que change l'électropolissage en termes pratiques
L'électropolissage est généralement choisi pour améliorer la régularité de surface, la confiance lors de l'inspection et la marge de nettoyabilité pratique du système. Dans le langage de projet, cela signifie souvent :
- Une condition de surface en contact avec le produit plus contrôlée
- Plus de confiance lors des revues visuelles, par endoscope ou liées à la libération
- Une meilleure adéquation aux attentes agroalimentaires de pureté plus élevée ou plus exigeantes
- Un meilleur alignement avec les projets qui traitent la finition comme faisant partie de la logique de qualification plutôt que comme un simple détail de fabrication
Cas typique de l'industrie : Une équipe peut accepter l'acier inoxydable 316L standard pour un service agroalimentaire général, mais passer à l'acier inoxydable 316L électropoli pour une boucle en contact avec le produit plus sensible à l'inspection, car la décision de finition améliore la confiance de libération, et non parce que la famille d'alliage elle-même était incorrecte.

Ce que la Polissage Électrolytique Ne Change Pas Automatiquement
Le polissage électrolytique ne corrige pas automatiquement le reste du système hygiénique. Il ne corrige pas une mauvaise purge de soudure, une mauvaise géométrie de branchement, des zones mortes piégées, un drainage faible ou une traçabilité incomplète. Il peut améliorer l'état de surface, mais il n'excuse pas un système mal conçu ou fabriqué en amont.
C'est l'une des limites d'ingénierie les plus importantes dans tout ce sujet. Une erreur courante est d'utiliser le polissage électrolytique comme choix compensatoire lorsque le vrai problème est la qualité de soudure ou la conception de l'assemblage. Dans ces cas, l'amélioration de la finition peut réduire une partie du risque tout en laissant le mode de défaillance dominant inchangé.
Quand l'Acier 316L Standard Suffit Habituellement
Service Hygiénique GMP à Risque Modéré
L'acier 316L standard est souvent suffisant lorsque l'objectif hygiénique est déjà atteignable grâce à une bonne fabrication, une qualité de soudure contrôlée, un nettoyage approprié et des attentes de finition modérées. Toutes les lignes pharmaceutiques ne nécessitent pas de polissage électrolytique pour fonctionner de manière fiable. Dans de nombreux systèmes GMP, les facteurs de succès dominants restent l'exécution des soudures, le contrôle de la géométrie, une documentation appropriée des matériaux et une discipline de maintenance réaliste.
En termes pratiques, si le processus n'est pas particulièrement sensible à la surface, la charge d'inspection est gérable et l'équipe a déjà un bon contrôle sur la qualité de fabrication, l'acier 316L standard peut être un choix d'ingénierie judicieux.
Où les équipes surspécifient l'électropolissage
Les équipes surspécifient souvent l'électropolissage lorsqu'elles n'ont pas clairement défini quel bénéfice hygiénique ou de contrôle qualité elles en attendent réellement. Cela se produit généralement lorsque la finition est traitée comme un élément de prestige plutôt que comme un outil de contrôle des risques. Le résultat peut être un coût plus élevé sans réduction correspondante du mode de défaillance dominant du système.
Conseil d'expert : Si l'équipe ne peut pas expliquer si la mise à niveau vise à améliorer la confiance dans la nettoyabilité, la réponse aux inspections, la cohérence des libérations ou un autre résultat défini du projet, l'exigence de finition n'est probablement pas encore assez mature.
Cas typique de l'industrie : la ligne a bien fonctionné avec de l'acier 316L standard
De nombreuses boucles agroalimentaires pharmaceutiques fonctionnent bien avec de l'acier 316L standard parce que les bases techniques réelles ont été correctement mises en œuvre. Dans ces systèmes, la qualité des soudures était contrôlée, la géométrie locale était maintenue nettoyable, la documentation était correctement clôturée et le processus n'imposait pas une charge sensible à la finition qui justifiait d'aller plus loin. La leçon n'est pas que l'électropolissage n'a pas de valeur. La leçon est qu'un système bien fabriqué en acier 316L standard peut surpasser un système électropoli mal exécuté.
Quand l'acier 316L électropoli vaut la mise à niveau
Environnements de haute pureté et d'inspection intensive
L'acier 316L électropoli est plus susceptible de se justifier dans les applications de haute pureté et sensibles aux inspections. Lorsque le projet exige une uniformité de surface plus stricte, une confiance d'inspection plus élevée ou un examen hygiénique plus exigeant, la mise à niveau de la finition peut devenir plus facile à justifier. Cela est particulièrement vrai dans les systèmes où les décisions de libération dépendent fortement de l'état de surface local et où les incohérences visuelles sont susceptibles de déclencher des discussions techniques répétées.
Lorsque le processus est plus sensible à l'état de surface
Certains processus sont plus sensibles au comportement de surface local que d'autres. Dans ces cas, la décision de finition a plus de poids technique car le système est moins tolérant aux variations dans la réponse à l'inspection, le comportement des résidus ou la confiance hygiénique locale. La question n'est pas de savoir si l'électropolissage est objectivement meilleur dans tous les environnements. La question est de savoir si le processus est suffisamment sensible pour que la différence de finition modifie le risque pratique.
Cas technique typique : l'électropolissage a été choisi pour la confiance en inspection et en nettoyabilité
Un cas technique courant est un projet qui considérait initialement l'acier 316L standard comme acceptable, puis est passé à l'acier 316L électropoli parce que la confiance requise en inspection et en nettoyabilité est devenue plus stricte lors de la revue de conception. Le point clé est que le changement a été motivé par l'objectif hygiénique, et non par la conviction que l'acier 316L standard était défectueux par défaut. C'est la logique correcte : définir d'abord les performances attendues, puis décider si l'électropolissage améliore matériellement les chances de les atteindre.
Conseil d'expert : passez à l'électropolissage uniquement lorsque vous pouvez nommer le bénéfice
Les décisions d'électropolissage les plus solides sont spécifiques. Les ingénieurs qui le spécifient bien peuvent généralement dire exactement ce qu'ils attendent qu'il améliore : la cohérence de l'inspection, la confiance en la nettoyabilité, les attentes de surface de plus haute pureté ou le confort QA lors de la libération. Si le projet ne peut pas nommer clairement ce bénéfice, la mise à niveau de la finition peut être plus émotionnelle que technique.

Ce que l'électropolissage ne peut pas corriger
Mauvaise qualité de soudure
L'électropolissage ne remplace pas la qualité de soudure. Si la zone de soudure est mal purgée, irrégulière, difficile à inspecter ou incompatible avec l'intention hygiénique du système, la mise à niveau de la finition n'élimine pas ce risque. Dans les travaux pratiques de GMP, la qualité de soudure domine souvent la performance de surface locale plus que la catégorie de finition générale.
Cas typique de l'industrie : la spécification a correctement mis à niveau la finition, mais un petit nombre d'emplacements adjacents aux soudures ont encore suscité des inquiétudes car l'état local de la soudure, et non la finition générale du tube, restait le point le plus faible de la boucle.

Mauvaise géométrie et bras morts
L'électropolissage ne rend pas un assemblage mal conçu nettoyable. Si une branche est trop longue, un point d'échantillonnage piège du fluide ou un groupe de vannes crée une zone d'ombre hygiénique locale, le système peut toujours sous-performer même avec une exigence de finition plus stricte. C'est pourquoi la sélection de la finition ne doit jamais être séparée de la conception des raccords et de la logique de nettoyabilité locale.
Pour cet aspect du problème, connectez cet article avec Sélection de raccords agroalimentaires pour installations GMP.
Documentation QA faible
L'électropolissage ne remplace pas non plus la documentation. Dans les projets GMP, la décision de finition entre dans le dossier de mise en service. Si le projet nécessite des preuves liées à la finition et que l'ensemble des enregistrements est incomplet, le système peut toujours devenir difficile à libérer même lorsque la surface installée semble acceptable à l'œil nu.
C'est pourquoi le choix de la finition et la documentation QA appartiennent à la même discussion, et non à des silos de projet séparés.
Cas industriel typique : Le projet a amélioré la finition mais n'a toujours pas atteint l'objectif hygiénique
L'une des erreurs les plus courantes est un projet qui est passé à de l'acier 316L électropoli et n'a toujours pas résolu le véritable problème hygiénique. Un examen ultérieur a montré que le problème dominant était l'état des soudures, la géométrie ou la clôture de la documentation plutôt que la catégorie de finition. C'est exactement pourquoi l'électropolissage doit être traité comme une mesure de contrôle au sein d'une décision de système hygiénique plus large, et non comme une correction universelle pour chaque risque.
Comment le choix de la finition se connecte aux soudures, à l'inspection et à la nettoyabilité
Pourquoi les zones de soudure dominent toujours le risque
Dans de nombreuses études sur les tuyauteries pharmaceutiques, la première préoccupation hygiénique apparaît dans la zone de soudure, et non sur la paroi générale du tube. C'est pourquoi les discussions sur la finition qui ignorent les soudures restent généralement trop abstraites pour être utiles. Plus le système est soudé, plus le projet doit se soucier de la qualité d'exécution locale, car c'est là que la performance hygiénique prévue est la plus susceptible de s'affaiblir en premier.
Pourquoi la stratégie d'inspection modifie la décision de finition
Plus la stratégie d'inspection et de libération est stricte, plus il est probable que la finition compte comme une variable de projet. Si la revue visuelle, les attentes en matière d'endoscope ou le contrôle qualité sont stricts, le choix de la finition devient plus facile à justifier car il affecte directement la façon dont la surface sera jugée en pratique. En d'autres termes, certaines améliorations de finition sont autant motivées par la réalité de l'inspection que par la chimie du processus.
Perspective de recherche : Les exigences de surface ne comptent que lorsque toute la chaîne de fabrication les soutient
ASME BPE traite les exigences de surface comme faisant partie de la chaîne plus large de fabrication, d'inspection et de test, plutôt que comme une étape de décoration isolée. C'est la bonne façon d'interpréter les exigences de finition dans les tuyauteries hygiéniques pharmaceutiques. Un objectif de surface ne devient significatif que lorsque les pratiques de fabrication, la qualité des soudures locales, les méthodes d'inspection et les contrôles de mise en service sont capables de le soutenir de manière cohérente.
Comment les ingénieurs décident dans les projets réels
Commencez par le mode de défaillance, pas par le nom de la finition
La méthode la plus fiable pour choisir entre l'acier 316L standard et l'acier 316L électropoli est de commencer par le mode de défaillance que vous essayez de contrôler. Une séquence pratique ressemble à ceci :
- Définir la pureté du processus et l'objectif hygiénique.
- Examiner l'exposition au nettoyage et à la stérilisation.
- Examiner la densité des soudures et le risque d'assemblage local.
- Définir comment le système sera inspecté et libéré.
- Puis décider si l'acier 316L standard est suffisant ou si l'électropolissage modifie la marge de risque pratique.
Questions à se poser avant de rédiber le RFQ
- Le processus est-il suffisamment sensible à la finition pour justifier l'électropolissage ?
- La préoccupation réelle est-elle la nettoyabilité, l'inspection ou la libération QA ?
- Les attentes en matière de qualité de soudure sont-elles déjà définies ?
- Le projet nécessitera-t-il des preuves liées à la finition au-delà de la certification de base des matériaux ?
- L'électropolissage résout-il un véritable problème d'ingénierie ou augmente-t-il seulement les coûts ?
Une règle d'ingénierie simple
Utilisez l'acier 316L standard lorsque l'objectif hygiénique est atteignable grâce à une bonne fabrication, une qualité de soudure contrôlée et des attentes modérées en matière de finition.
Passez à l'acier 316L électropoli lorsque la cohérence de la finition, l'inspectabilité et la confiance en la nettoyabilité doivent être plus strictes que ce que la finition standard peut garantir de manière fiable.
N'utilisez pas l'électropolissage comme substitut à la correction des problèmes de soudure, de géométrie ou de documentation.

Erreurs courantes lors de la comparaison de l'acier 316L électropoli et de l'acier 316L standard
Considérer l'EP comme une mise à niveau de luxe
L'électropolissage doit être justifié par une valeur hygiénique ou d'assurance qualité, et non par l'apparence ou le prestige.
Considérer l'acier 316L standard comme automatiquement insuffisant
De nombreux systèmes GMP fonctionnent bien avec l'acier 316L standard lorsque la fabrication, la géométrie, le nettoyage et la documentation sont tous correctement contrôlés.
Ignorer les soudures lors du débat sur la finition
Un argument sur la finition qui ignore l'exécution des soudures manque généralement le risque local réel.
Choisir la finition avant de définir les attentes d'assurance qualité
Dans les projets réglementés, le choix de la finition et les attentes de libération doivent être alignés tôt.
Utiliser l'électropolissage pour masquer une faiblesse de conception ou de fabrication
Une finition plus serrée ne peut pas sauver un assemblage hygiénique fondamentalement faible.
Liste de contrôle pratique de sélection
Choisir l'acier 316L standard si
- L'objectif hygiénique est modéré et bien défini
- Les contrôles de soudage et de fabrication sont déjà solides
- La sensibilité d'inspection liée à la finition n'est pas exceptionnellement élevée
- Le risque réel du système est gérable sans une spécification de finition plus stricte
Choisissez l'Acier Inoxydable 316L Électropoli Si
- Le procédé est de haute pureté ou sensible à l'inspection
- La cohérence de la finition est matériellement importante pour la qualification ou la libération
- La confiance en la nettoyabilité basée sur la surface est importante
- Le projet a une raison réelle et définie de resserrer les attentes de finition
Réévaluez l'Ensemble du Système Si
- L'équipe discute de la finition alors que les critères de soudure restent vagues
- La géométrie de la branche est encore médiocre
- Les assemblages locaux sont difficiles à nettoyer
- Le dossier de documentation n'est pas encore clair
Conclusion : Le meilleur choix de finition est celui qui résout le bon problème
L'acier 316L électropoli n'est pas automatiquement la meilleure réponse, et l'acier 316L standard n'est pas automatiquement le compromis moins cher. Le bon choix de finition dépend de la défaillance hygiénique, de la charge d'inspection ou du risque d'assurance qualité que le projet cherche réellement à contrôler.
Pour l'ensemble complet des sujets pharmaceutiques, connectez cet article avec Sélection des matériaux pour tuyauterie hygiénique pharmaceutique, Sélection de raccords agroalimentaires pour installations GMPet Documentation et traçabilité dans les projets de tuyauterie pharmaceutique.
FAQ
L'acier 316L électropoli est-il requis pour les tuyauteries pharmaceutiques ?
Non. Il est justifié lorsque le projet nécessite une plus grande cohérence de surface, une confiance dans la nettoyabilité ou une certitude d'inspection et de libération que l'acier 316L standard ne peut garantir de manière fiable.
Quelle est la différence entre l'acier 316L standard et l'acier 316L électropoli ?
La famille d'alliages peut être la même, mais la surface de contact avec le produit fini ne l'est pas. La comparaison porte principalement sur l'état de surface, la cohérence et la manière dont cela affecte la nettoyabilité et la réponse à l'inspection.
L'électropolissage améliore-t-il la facilité de nettoyage ?
Il peut améliorer la confiance en matière de nettoyabilité et la cohérence de surface, mais il ne corrige pas automatiquement un système présentant de mauvaises soudures, des zones mortes ou une mauvaise géométrie.
L'électropolissage peut-il remplacer une bonne qualité de soudure ?
Non. La qualité de soudure continue de dominer de nombreuses zones agroalimentaires locales à haut risque dans la tuyauterie pharmaceutique.
Quand la norme 316L est-elle suffisante dans les tuyauteries agroalimentaires GMP ?
Il est souvent suffisant lorsque l'objectif agroalimentaire est atteignable grâce à une bonne fabrication, des attentes modérées en matière de finition, une qualité de soudure contrôlée et des exigences d'inspection réalistes.
L'électropolissage est-il un problème de documentation ainsi qu'un problème de finition ?
Oui. Dans les projets GMP, le choix de la finition peut affecter la manière dont le système est spécifié, inspecté et pris en charge dans le dossier de mise en service.

