
Para leer las marcas de las bridas, comience con la “cadena de identidad” estampada en la brida: marca del fabricante → norma de referencia → tamaño → presión nominal → designación del material → número de lote/calor. Esta secuencia le permite confirmar (1) que la brida pertenece al sistema dimensional correcto (ASME “NPS/Class” frente a EN “DN/PN”), y (2) que se puede rastrear hasta el lote de calor correcto en el Informe de Ensayo de Fábrica (MTR) o el certificado de inspección EN 10204 antes de que la brida llegue al montaje. Las marcas son importantes porque respaldan la trazabilidad, la seguridad y el cumplimiento; también exponen los errores más comunes en campo temprano—ensamblajes de normas mixtas, material incorrecto o documentación que no coincide con la pieza física.
| Requisito | Descripción |
|---|---|
| Nombre o marca comercial del fabricante | Identificación permanente del productor (primer control en recepción y antes de la instalación) |
| Estándar | Referencia de norma estampada en la pieza (por ejemplo, EN 1092-1 para bridas DN/PN, o ASME B16.5 para bridas NPS/Class) |
| Número de tipo de brida | Identificación específica del tipo de brida (EN “Tipo”/“Forma” o designación del proyecto) |
| DN | Designación del diámetro nominal utilizada en sistemas EN (no tratarlo como un OD medido) |
| Designación PN | Designación de presión nominal utilizada en sistemas EN (verificar límites a temperatura según especificación del proyecto) |
| Grado de material | Designación del material (grado ASTM/EN) que debe coincidir con el certificado y el entorno de servicio |
| Número de colada | Identificación única que vincula la brida al lote/colada original para trazabilidad |
¿Qué son las marcas de bridas?
Definición y propósito
Las marcas de bridas son un conjunto de símbolos, números y códigos estampados o grabados en una brida para identificar sus características esenciales. En la práctica, las marcas deben permitir responder rápidamente a tres preguntas de ingeniería: “¿Qué sistema dimensional es este?” “¿De qué está hecho?” y “¿Puedo rastrearlo hasta la colada y certificado correctos?” Existen normas y sistemas de marcado como MSS SP-25 para que los inspectores puedan identificar de manera consistente al fabricante, la designación de clasificación, los materiales de construcción y cualquier limitación especial.
Un conjunto típico de marcas en bridas incluye:
- Identificación o logotipo del fabricante (quién lo produjo y quién es responsable de la trazabilidad del lote).
- Designación del material (por ejemplo, grado ASTM A182 para bridas de acero inoxidable) y cualquier condición de tratamiento térmico requerida.
- Identificación de la cara / interfaz de sellado según lo exija la norma aplicable o la especificación del proyecto (por ejemplo, RF/RTJ o “Forma” de cara según EN).
- Referencia de la norma (por ejemplo, ASME B16.5 o EN 1092-1) para no mezclar patrones de taladros o sistemas de clasificación.
- Designación del tamaño de tubería (NPS para sistemas ASME, DN para sistemas EN) y cualquier requisito de espesor/schedule aplicable al tipo de brida.
- Designación de la clasificación de presión (sistema “Class” portátil de ASME o designación “PN” de EN) que debe verificarse a la temperatura de diseño.
- Número de lote o de colada que debe coincidir con el certificado MTR / de inspección antes de la instalación.
Estas marcas permiten a ingenieros e inspectores verificar que cada brida cumple con la norma requerida y la orden de compra. En campo, el mayor valor de las marcas no es “identificación por sí misma”, sino prevenir la instalación de piezas incorrectas. Si las marcas no concuerdan con el certificado, trate la brida como no conforme hasta que se resuelva la discrepancia.
Importancia para la seguridad y el cumplimiento
Las marcas en las bridas protegen la integridad de la junta porque evitan desajustes prevenibles antes del montaje. Las marcas proporcionan información crítica sobre las especificaciones como material, designación de presión y referencia estándar. Esos detalles son los que se utilizan para confirmar: (1) que la junta y los elementos de fijación son compatibles con el sistema de caras, y (2) que la brida pertenece a la misma familia estándar que el componente acoplado.
- Las marcas en las bridas garantizan la compatibilidad con otros componentes al exponer diferencias de “DN/PN frente a NPS/Class” y de taladrado antes del montaje.
- Apoyan el cumplimiento vinculando la pieza física con los estándares y documentación requeridos por el proyecto (MTRs, certificados de inspección y requisitos de la orden de compra).
- La identificación adecuada reduce el riesgo de fallos al evitar la instalación de material incorrecto (por ejemplo, usar 304 donde el riesgo de corrosión por picadura por cloruros exige 316/duplex).
- Las marcas permiten la trazabilidad para auditorías, mantenimiento y retiradas, especialmente cuando el número de colada se mantiene consistentemente en los registros.
Realidad en campo: la mayoría de los incidentes con bridas relacionados con las “marcas” comienzan como problemas logísticos: lotes mezclados, documentación intercambiada o marcas ocultas por el recubrimiento. Si no se resuelven esos problemas en la recepción, se ven obligados a solucionarlos más tarde bajo presión, durante la puesta en marcha o tras una fuga.
Hoja de referencia rápida para marcas en bridas (A simple vista)
Las marcas de brida proporcionan información esencial para una identificación y trazabilidad rápidas. Los inspectores utilizan las marcas para confirmar que la pieza coincide con la orden de compra, luego verifican que el certificado coincida con el número de colada estampado. Utilice la hoja de referencia a continuación como un decodificador “de taller”—luego valide con las tablas de la norma aplicable y sus documentos del proyecto.
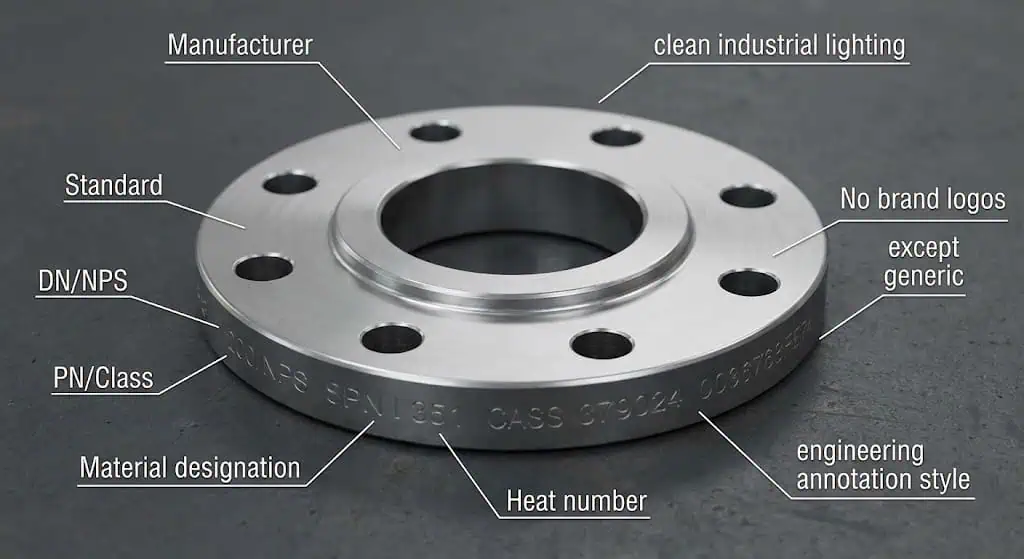
Tabla: Identificador / Significado / Ejemplo / Certificado correspondiente
| Identificador | Significado | Ejemplo | Certificado correspondiente |
|---|---|---|---|
| Fabricante | Nombre o logotipo del productor | SUNHY | Informe de ensayo de fábrica (MTR) / certificado de inspección (vincula productor + colada) |
| DN (Diámetro nominal) | Designación de tamaño nominal utilizada en sistemas EN | DN100 | Orden de compra + registro de inspección dimensional (y referenciado en paquetes de certificados) |
| PN (Presión Nominal) | Designación de presión nominal utilizada en sistemas EN | PN16 | Orden de compra + registro de inspección (verificar clasificación a temperatura según especificación) |
| CLASS (Clasificación ASME) | Designación de clasificación presión-temperatura utilizada en sistemas ASME | Class 150 | Orden de compra + referencia estándar; verificar según tablas presión-temperatura ASME |
| Grado de material | Especificación/grado de material que rige química y propiedades | ASTM A182 F316/316L | Certificado de material / MTR (química + propiedades mecánicas vinculadas al lote) |
| Referencia estándar | Familia de normas dimensionales y de marcado | EN 1092-1 / ASME B16.5 | Paquete de certificados + especificación del proyecto (no mezclar familias de normas) |
| Número de colada | Identificador único de colada/fusión para trazabilidad | HN12345 | Certificado de inspección MTR / EN 10204 (debe coincidir exactamente con el estampado) |
| Símbolo de tratamiento térmico | Indica la condición de tratamiento térmico especificada cuando se requiere | SA (Recocido de solución) | Registro de tratamiento térmico (cuando lo requiere la especificación del material/especificación del proyecto) |
Consejo: Siempre verifique cruzadamente el número de colada y la designación del material con el paquete de certificados antes de liberar la brida para fabricación o instalación. Si no puede conciliarlos, ponga la pieza en cuarentena y escale el problema.
Las marcas comunes en las bridas incluyen DN, PN, CLASS, designación del material, referencia de norma y número de colada. Lo importante no es reconocer el código, sino demostrar que el código coincide con los documentos que controlan su riesgo.
- DN (Diámetro Nominal): identifica la familia de tamaño nominal EN; confirme la compatibilidad de taladrado y acoplamiento antes del montaje.
- PN (Presión Nominal): identifica la familia de presión nominal EN; verifique los límites de temperatura según la norma/especificación aplicable.
- CLASS: una designación de clasificación ASME; no trate “Class 150” como un único número de psi: la capacidad de presión cambia con la temperatura y el grupo de material.
- Grado del Material: confirme el formato exacto de especificación/grado utilizado para el proyecto (por ejemplo, “A182 F316/316L” en lugar de “316” genérico).
- Referencia de Norma: demuestra si la brida es de la familia EN o ASME; esto evita desajustes en los agujeros de los pernos y montajes “casi encajan”.
- Número de Colada: es el ancla de trazabilidad; si falta, no está claro o es inconsistente, no puede completar la trazabilidad.
- Símbolo de Tratamiento Térmico: ayuda a confirmar la condición (por ejemplo, acero inoxidable recocido en solución) cuando lo requiere la especificación.
Interpretación del marcado de bridas: ejemplo:
Una brida marcada como “SUNHY DN100 PN16 ASTM A182 F316/316L EN1092-1 HN12345” significa que la brida fue producida por Sunhy, tiene un diámetro nominal DN100 y una designación de presión PN16 en el sistema EN, está forjada según ASTM A182 en un grado 316/316L, cumple con la familia dimensional EN 1092-1 y debe ser trazable al lote HN12345 en el paquete de certificados de inspección/MTR.
Cómo leer los marcados de bridas
Identificación del fabricante
Respuesta directa: Identificación del fabricante es el primer marcado que se debe verificar al leer los marcados de bridas, porque ancla la responsabilidad y la trazabilidad.
- Busque el nombre o marca registrada del fabricante estampado en la brida (el estilo del logotipo debe ser coherente en todo el lote).
- Este marcado confirma el origen y respalda la trazabilidad; debe coincidir con el nombre del proveedor que figura en el paquete de certificados.
- Los inspectores comparan el marcado del fabricante en la brida con la documentación (orden de compra, lista de empaque y certificado de inspección/MTR).
- Si falta la marca del fabricante, es inconsistente o parece “reestampada”, trate la brida como no conforme hasta que se verifique.
| Paso | Qué debe hacer |
|---|---|
| Documentación | Coincida el pedido, la lista de embalaje y el paquete de certificados con los números de colada estampados en las bridas |
| Inspección visual | Confirme que las marcas sean legibles (no enterradas bajo el recubrimiento) y compruebe si hay daños en la cara de sellado y los agujeros para pernos |
| Verificación de cantidad | Cuente los artículos por tamaño/clasificación y confirme que los lotes mixtos estén segregados antes del almacenamiento |
| Inspección detallada | Verifique que la familia de normas (EN vs ASME), el requisito de cara y la designación del material coincidan con el pedido |
| Informes | Registre cualquier discrepancia (foto + número de colada) y ponga las piezas en cuarentena hasta su disposición |
Grado del material y código ASTM
Respuesta directa: La designación del material y la especificación del material ASTM (o EN) muestran la metalurgia que está instalando, y deben coincidir con el certificado y el entorno de servicio.
- Encuentre la designación del material, como “ASTM A182 F316/316L”, en las marcas de la brida, luego confirme que el mismo formato aparezca en el MTR.
- Estas marcas indican la especificación del material regente (química + requisitos mecánicos) y reducen el riesgo de instalación de grados mezclados.
- Cuando el servicio es sensible a la corrosión, el grado no es un detalle de papeleo: determina el riesgo de corrosión por picadura/SCC y el coste de mantenimiento a largo plazo.
| Código ASTM | Grado de material | Significado |
|---|---|---|
| ASTM A105 | Acero al carbono | Común para bridas de acero al carbono; verificar los requisitos de impacto cuando se aplica servicio a baja temperatura. |
| ASTM A182 | Acero inoxidable / Aleado | Bridas de acero inoxidable y aleado con química/mecánicas definidas; los grados comunes incluyen F304/L y F316/L (confirmar el formato exacto del grado “F”). |
| ASTM A350 | Acero de baja aleación | Se utiliza donde se aplican requisitos de tenacidad a la entalla/baja temperatura; confirmar la clase/grado en el certificado de material y la especificación del proyecto. |
Tamaño y espesor
Respuesta directa: Las marcas de tamaño identifican la familia de tamaño nominal de tubería (DN o NPS), y deben coincidir con la familia estándar de la brida de acoplamiento y el taladrado.
- Compruebe si la brida lleva marcado DN (sistema EN) o NPS (sistema ASME); no asuma que DN y NPS son intercambiables.
- Confirme que la familia de marcado coincide con los planos del proyecto y la norma del componente de acoplamiento (EN vs ASME).
- Cuando el espesor/schedule sea relevante para el diseño de la brida (por ejemplo, ciertos detalles de extremo para soldar), verifique el schedule requerido en los planos y el tipo de brida.
| Elemento | Importancia |
|---|---|
| Espesor Nominal de la Tubería | Controla el ajuste para diseños de extremo para soldar y garantiza la integridad de la junta cuando el diseño requiere consistencia del schedule. |
| Rango de Presión y Diámetro | Determina si la familia de brida (DN/PN o NPS/Class) es correcta para las piezas de acoplamiento y el servicio previsto. |
- La verificación de la familia de tamaño evita desajustes en los agujeros de los pernos, mala colocación de la junta y retrabajo durante la instalación.
- El tamaño y la clasificación deben validarse juntos; “tamaño correcto” con “familia de clasificación incorrecta” es un modo de fallo común en campo.
Clase de presión
Respuesta directa: Las marcas de clasificación de presión indican la designación de clasificación (PN o Class) utilizada por la familia de normas aplicable, y debe verificar la presión admisible a la temperatura de diseño.
- Busque códigos como PN (EN) o CLASS (ASME) en las marcas de la brida; trátelos como “familias de normas”, no como etiquetas genéricas de resistencia.
- Las clases de presión ASME comunes incluyen 150, 300, 400, 600, 900, 1500 y 2500 (la disponibilidad depende del NPS y de las tablas de la norma).
- Los inspectores utilizan estas marcas para verificar que la brida cumple con los requisitos del sistema, y luego cruzan la capacidad presión-temperatura utilizando las tablas de la norma aplicable.
- El Familia de normas ASME B16.5 define los marcos de clase de presión y las reglas dimensionales para bridas de rango NPS; la selección aún debe considerar el grupo de temperatura y material.
- Las designaciones más altas generalmente soportan un servicio más exigente, pero solo cuando se aplican el grupo de material correcto, la temperatura, los elementos de fijación y la estrategia de junta.
- Las clasificaciones de presión deben tratarse como parte del diseño completo de la junta (cara, junta, elementos de fijación y método de montaje), no como un sello independiente.
Referencia estándar
Respuesta directa: Las marcas de referencia de la norma le indican a qué familia dimensional/clasificación pertenece la brida; esta es la forma más rápida de evitar montajes con normas mezcladas.
- Encuentre el código de la norma, como EN 1092-1 o ASME B16.5, estampado en la brida.
- Estas marcas confirman la familia dimensional utilizada para el taladrado, las convenciones de cara y la designación de clasificación; no son intercambiables entre familias.
- Los inspectores verifican que la referencia estándar coincida con las especificaciones del proyecto y el estándar de la brida/equipo de acoplamiento.
| Estándar | Descripción de la aplicación |
|---|---|
| ANSI/ASME | Define las familias NPS/Class, el taladrado, las convenciones de cara y las reglas dimensionales utilizadas ampliamente en las industrias de procesos. |
| DIN | Históricamente estandarización alemana; en la práctica muchos proyectos hacen referencia a las familias EN 1092-1 PN/DN con taladrado métrico. |
| ES | EN 1092-1 se aplica a bridas de acero circulares que utilizan familias DN/PN; confirme el taladrado PN/DN y las “Formas” de cara según la especificación. |
| API | Se utiliza donde se aplican los estándares de equipos de petróleo y gas; verifique el alcance del proyecto y las reglas de documentación y trazabilidad requeridas. |
- ASME B16.5: Familia dimensional y de marcado ASME principal para bridas de rango NPS (no asuma compatibilidad con el taladrado EN).
- EN 1092-1: Familia dimensional EN principal para bridas DN/PN (verifique el taladrado y la serie PN contra el componente de acoplamiento).
Número de colada o lote
Respuesta directa: Las marcas del número de colada o lote proporcionan el vínculo de trazabilidad entre la brida en su mano y el paquete de certificación archivado.
- Busque un número de colada único o código de lote estampado en la brida; debe ser legible después del manejo y antes del recubrimiento.
- Esta marca vincula la brida con su colada de producción y el lote de fusión original; debe coincidir exactamente con el certificado (sin dígitos faltantes, sin caracteres transpuestos).
- Los inspectores utilizan el número de colada para rastrear la brida hasta los resultados químicos/mecánicos en el MTR y los registros de inspección a nivel de lote.
- Los números de colada permiten una disposición específica si se emite una no conformidad o retirada; sin un número de colada, su trazabilidad se convierte en conjetura.
- El control a nivel de lote también apoya la segregación por tamaño/clasificación/material para que los lotes mezclados no migren a la fabricación.
- Estos identificadores respaldan la verificación de calidad, la responsabilidad y el cumplimiento a lo largo de la cadena de suministro.
Consejo: Antes de instalar, realice una verificación de dos personas: una lee el número de colada de la brida, la otra lo lee del MTR/certificado de inspección. Si difieren, deténgase.
Para leer las marcas de la brida, siga estos pasos para cada marca:
- Identifique el nombre o marca registrada del fabricante y confirme que coincide con la identidad del proveedor en sus documentos.
- Verifique la designación del material y el formato de especificación del material (ASTM/EN) y reconcíliele con el MTR.
- Confirmar la familia de tamaño (DN frente a NPS) y la compatibilidad de taladrado con la brida/equipo de acoplamiento.
- Verificar la designación de presión nominal (PN o Clase) y validar la presión admisible a la temperatura de diseño.
- Asegurar que la referencia normativa se alinea con los estándares del proyecto y la familia normativa del componente de acoplamiento.
- Localizar el número de colada o lote y hacerlo coincidir exactamente con el paquete de certificados.
- Registrar la verificación (foto + número de colada) para auditabilidad antes de liberar para instalación.
Siguiendo estos pasos, los inspectores e ingenieros pueden leer las marcas de las bridas con precisión y mantener la trazabilidad desde la recepción hasta el montaje.
Explicación de la Trazabilidad de Bridas
Función de las Marcas en la Trazabilidad
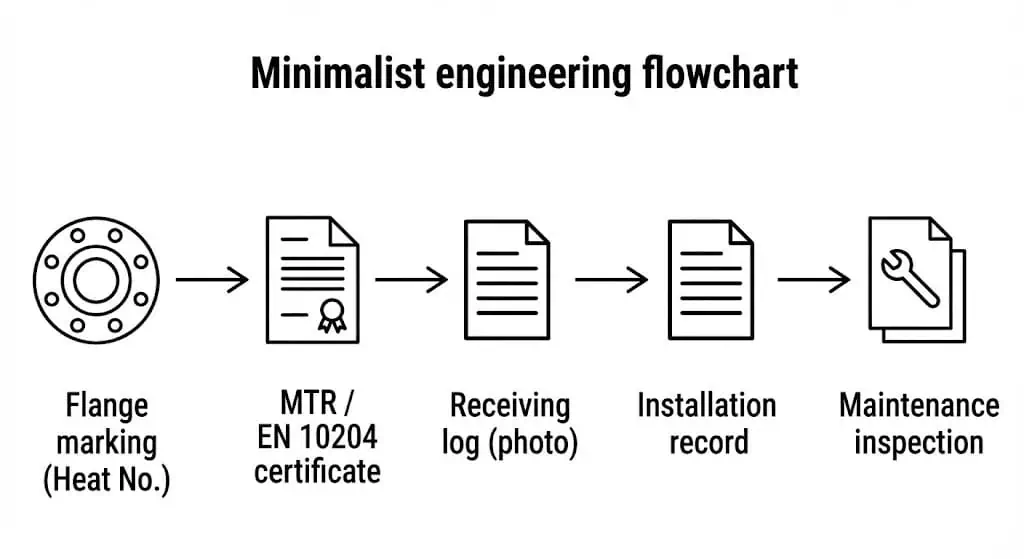
Marcas en una brida crear el “puntero” físico a los registros que prueban el origen, el material y el cumplimiento. En un sistema de trazabilidad controlado, el número de colada estampado en la brida es el ancla que vincula la pieza con los resultados de ensayos de material, registros de inspección y documentación de liberación. Sin ese ancla, puedes almacenar documentación, pero no puedes demostrar que pertenece a la brida que instalaste.
Un proceso de trazabilidad típico incluye varios pasos clave:
- La marca del fabricante identifica la empresa responsable de producir la brida y respalda la responsabilidad.
- La designación del material vincula la pieza con las propiedades químicas/mecánicas registradas en el certificado MTR/de inspección.
- El número de colada vincula la brida con la fusión/colada original y el paquete de certificados almacenado para el proyecto.
- La designación NPS/DN y de rating (Class/PN) confirma que la brida pertenece a la familia dimensional correcta para el componente de acoplamiento.
- La identificación de la cara/característica respalda la selección de la junta y el método de montaje de la unión (dependiente del proyecto, pero crítico para el rendimiento de estanqueidad).
- Cuando lo requiere el riesgo del proyecto, los identificadores únicos en serie mejoran la trazabilidad para uniones críticas para la seguridad y auditorías.
- Marcas especiales confirman flujo de trabajo de inspección y cumplimiento se aplicó y documentó.
Nota: La trazabilidad solo se completa cuando las marcas, los certificados y los registros de recepción/instalación concuerdan. Si falta un elemento (por ejemplo, un número de colada ilegible), la cadena se rompe.
Las marcas respaldan la inspección y el mantenimiento continuos porque permiten a los equipos vincular los hallazgos de inspección con un colada y un paquete de certificados específicos. En proyectos modernos, el etiquetado digital (código QR/serial) puede acelerar la recuperación de registros, pero el estampado físico sigue siendo importante: las etiquetas pueden eliminarse o reemplazarse, mientras que una marca controlada en la brida permanece.
Ejemplos prácticos de trazabilidad
Un sistema estructurado de trazabilidad de bridas previene incidentes de seguridad y protege el cronograma al detectar riesgos de piezas incorrectas en la recepción. Los ejemplos a continuación reflejan realidades comunes en campo: lotes mezclados, documentación intercambiada y discrepancias en familias de estándares que son fáciles de pasar por alto cuando las cuadrillas están bajo presión de tiempo.
La siguiente tabla destaca resultados prácticos de los controles de trazabilidad:
| Descripción de la Evidencia | Impacto en seguridad/cumplimiento |
|---|---|
| El número de colada en la brida coincide con el paquete de certificados MTR/inspección almacenado para el proyecto. | Permite trazabilidad auditada y disposición específica si se descubre una no conformidad. |
| Existe paquete de certificados, pero el número de colada en la brida falta/ilegible después del recubrimiento o granallado. | Se rompe la cadena de trazabilidad; la brida no debe instalarse hasta que se restaure su identidad o se reemplace. |
| La referencia estándar muestra familia EN en un lado y familia ASME en el otro (lote mixto). | Alto riesgo de desajuste de agujeros de pernos, mal ajuste de junta y montaje forzado; aislar y reverificar antes del montaje. |
Los protocolos de trazabilidad de Sunhy incluyen:
- Marcar cada brida con un número de colada único y marca del fabricante, manteniendo esos identificadores consistentes en los documentos.
- Mantener registros de lote, incluyendo MTRs/certificados de inspección y resultados de inspección dimensional/visual para el pedido.
- Soporte para recuperación de registros para que los inspectores puedan conciliar marcas con documentos antes de la instalación.
Este nivel de trazabilidad reduce el retrabajo: si se detecta un desajuste, los equipos pueden aislar solo el lote/colada afectado en lugar de detener toda la línea. También soporta mantenimiento a largo plazo porque puedes vincular un problema en la junta a un colada, certificado y registro de instalación específicos.
Consejo: En recepción, tome una foto clara del conjunto de marcado (incluido el número de colada) y archívela con el paquete de certificados. Este hábito resuelve muchos problemas de auditoría y disputas posteriores.
Lista de verificación de inspección del comprador
Una exhaustiva lista de verificación de inspección del comprador ayuda a verificar la precisión del marcado de bridas y protege la trazabilidad. La recepción es donde puede detener el riesgo de piezas incorrectas al menor coste—antes de la fabricación, antes de la instalación y antes de la prueba de presión.
La siguiente tabla describe los elementos clave a revisar durante la inspección:
| Elemento de la lista de comprobación | Descripción |
|---|---|
| Métodos de marcado | Confirme que las marcas sean permanentes y legibles (estampado, punteado o láser) y que sigan siendo legibles después de los procesos normales de manipulación/recubrimiento. |
| Cumplimiento | Verifique que la familia de normas de la brida (ASME frente a EN) coincida con la familia de normas del pedido de compra y del componente de acoplamiento. |
| Marcado de reparación | Verificar cualquier indicador de reparación/reparación requerido por el plan de control de calidad del proyecto; confirmar que existe documentación para cualquier no conformidad dispuesta. |
| Legibilidad | Asegurar que todas las marcas (especialmente el número de colada) puedan leerse sin adivinación; si no están claras, poner en cuarentena y solicitar resolución antes de la liberación. |
Los compradores también deben seguir estos pasos durante la inspección:
- Comparar todas las marcas en la brida con la orden de compra y el paquete de certificados; verificar que la familia de tamaño y la familia de presión nominal coincidan con el pedido.
- Verificar que el número de colada esté vinculado directamente al certificado MTR/de inspección; tratar cualquier discrepancia como un elemento de parada de trabajo.
- Comprobar que la designación del material y la referencia de la norma coincidan con las especificaciones del proyecto antes de liberar para instalación.
Consejo: Si las marcas son difíciles de leer, limpiar el área (sin eliminar material), luego fotografiar el estampado bajo luz angular. Si aún no puede leer el número de colada con confianza, no instale la brida.
Un proceso de inspección cuidadoso reduce errores de instalación y respalda la seguridad a largo plazo. En la práctica, esta lista de verificación previene los dos resultados más costosos: re-trabajo durante el montaje y resolución de problemas después de una fuga durante la puesta en marcha.
Problemas comunes y cómo solucionarlos
Marcas ausentes/poco claras
Las marcas ausentes o poco claras no son un problema “estético”: bloquean la trazabilidad y pueden detener la instalación. Los inspectores suelen identificar tres causas principales: marcas perdidas por corrosión/abrasión, marcas cubiertas por recubrimiento o marcas que nunca se aplicaron de forma consistente. La tabla siguiente muestra problemas comunes en campo:
| Tipo de problema | Descripción |
|---|---|
| Desgaste o pérdida de marcas | Las marcas se desvanecen por corrosión, granallado o abrasión; verifique la legibilidad en recepción y antes del recubrimiento/instalación. |
| Interpretación errónea | Diferentes normas utilizan diferentes convenciones (DN/PN frente a NPS/Class); una interpretación incorrecta conduce a la instalación de piezas erróneas. |
| Marcas incompletas | Faltan identificadores críticos (especialmente el número de colada o la referencia de la norma); no se puede completar la trazabilidad sin ellos. |
Ejemplo de campo: Llegó un lote de bridas con marcas legibles, pero después del granallado + imprimación el número de colada se volvió ilegible. El equipo no pudo conciliar los certificados con las piezas físicas durante el montaje, por lo que se detuvo la línea, se pusieron en cuarentena las bridas y se requirieron piezas de reemplazo. La prevención es sencilla: verificar la legibilidad en recepción, fotografiar las marcas y proteger la zona de estampación durante el recubrimiento cuando el plan de control de calidad lo permita.
Riesgo de normas mixtas

El uso de bridas de familias de normas mixtas provoca desajustes en los agujeros de los pernos y montajes de “ajuste forzado” que dañan las caras y las juntas. El riesgo de normas mixtas suele entrar por el almacenamiento y la logística: bridas DN/PN almacenadas junto a bridas NPS/Class de un tamaño aproximado similar, luego seleccionadas bajo presión de programación. Para prevenirlo, los inspectores deben:
- Revisar todas las marcas en busca de referencias de normas (EN 1092-1 frente a ASME B16.5) y segregar el inventario físicamente por familia de normas.
- Hacer coincidir cada brida con la familia de normas requerida por el proyecto antes de que llegue al frente de trabajo.
- Separar las bridas por norma durante el almacenamiento, el kitado y la instalación; no confiar en la “similitud visual”.”
Ejemplo de campo: Se confundió una DN100 PN16 con una NPS 4 Class 150 durante el kitado porque comúnmente se tratan como “suficientemente parecidas”. La brida no se alineaba en el círculo de pernos; siguió un retrabajo y la cara se dañó por repetidos intentos de montaje. Las marcas habrían evitado el intento.
Advertencia sobre certificados falsificados/incorrectos
Los certificados falsificados o no coincidentes son un modo de fallo real en cadenas de suministro de múltiples niveles. El control práctico no es “confianza” sino verificación: el número de colada y la designación del material en la brida deben coincidir con el paquete de certificados, y el tipo de certificado debe cumplir con el requisito del proyecto. La falta de verificación puede llevar a consecuencias graves:
- Se puede instalar material incorrecto o colada incorrecta, creando riesgos de corrosión, grietas o resistencia que pueden no manifestarse hasta el servicio.
- El tiempo de inactividad y el impacto en el calendario aumentan cuando las piezas deben ponerse en cuarentena tarde (después de la fabricación o durante la puesta en marcha).
- La seguridad comprometida pone en riesgo al personal y al equipo, especialmente en servicios peligrosos o de alta energía.
Ejemplo de campo: Muchas bridas “316” llegaron con certificados que mostraban 316, pero el cribado PMI señaló una química inconsistente con el contenido de 316/Mo. El número de colada en la brida no coincidía con el certificado. El lote fue rechazado antes de la instalación—exactamente el resultado que se desea de un sistema de trazabilidad.
Consejo: Verifique las marcas y certificados en la recepción, luego re-verifique el número de colada y la familia de normas en la instalación. Dos puntos de control detectan la mayoría de las fallas.
Tecnologías de Marcado de Bridas
Estampado y grabado
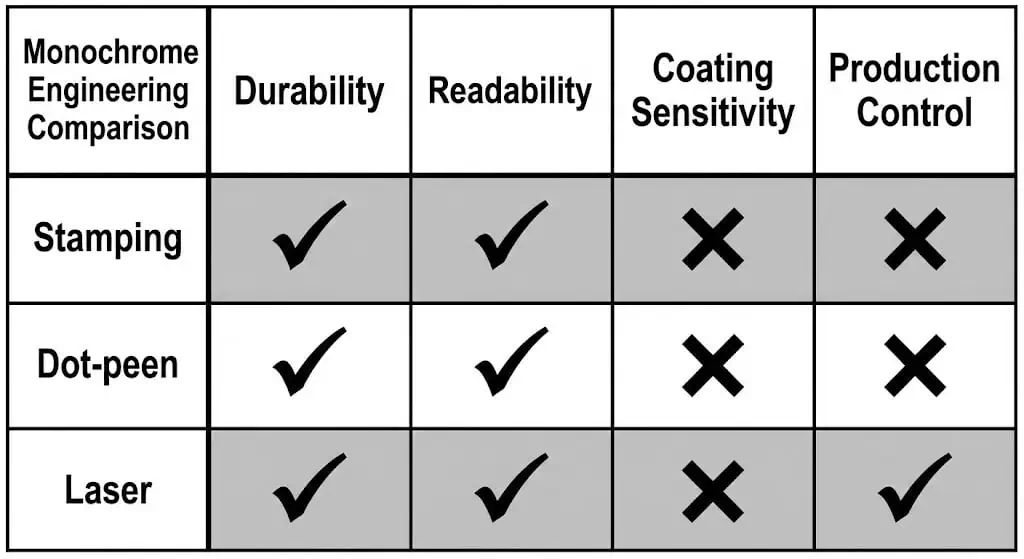
El estampado, el marcado por puntos y el marcado láser se utilizan para crear una identificación que permanezca legible durante toda la vida útil de la brida. Su preocupación de ingeniería es la durabilidad en el entorno real: exposición a la corrosión, daños por manipulación, recubrimiento y limpieza. Los fabricantes seleccionan un método en función de la permanencia requerida, la legibilidad y el control de producción.
La tabla siguiente compara las opciones tecnológicas comunes de marcado de bridas:
| Método de marcado | Ventajas | Desventajas |
|---|---|---|
| Grabado manual | Inversión mínima, marcado flexible | Lento, intensivo en mano de obra, profundidad inconsistente |
| Estampado con moldes | Marcas profundas y permanentes, bajo coste por marca | Opciones de caracteres limitadas, pueden distorsionar áreas finas si se aplican incorrectamente |
| Marcado por punteado | Marcas duraderas, adecuadas para entornos severos, rápido para texto | Ruido, y la legibilidad depende de la densidad de puntos y la condición de la superficie |
| Marcado por láser | Alta velocidad y precisión, consistente, admite códigos de datos/QR | Mayor inversión inicial, requiere controles de seguridad |
El marcado por punteado y láser se utilizan ampliamente por su consistencia y legibilidad en bridas de acero inoxidable. Para inspección, el “mejor” método es el que permanece legible después de sus procesos reales de manipulación y recubrimiento.
Avances en métodos de marcado
El marcado moderno integra identificadores (serial/QR) para acelerar la recuperación de registros y desalentar la falsificación. Los fabricantes pueden aplicar identificadores únicos al inicio de la fabricación, permitiendo que los resultados de inspección y los registros de certificados se vinculen a la pieza mientras aún está bajo custodia controlada.
Principales avances:
- Identificadores únicos y números de serie aplicados al inicio de la fabricación para una trazabilidad controlada y segregación de lotes.
- Códigos de barras y códigos QR incorporados en cada brida, vinculados a bases de datos de trazabilidad.
- Integración de sistemas digitales para monitorizar la calidad del marcado y los datos de producción en tiempo real.
Las expectativas del sistema de marcado siguen dependiendo de las normas aplicables y del plan de control de calidad del proyecto. Las funciones digitales ayudan, pero no sustituyen al conjunto básico de marcas (fabricante, familia de normas, tamaño/clasificación, designación del material, número de colada) que respalda la trazabilidad en campo.
Consejo: Si su proyecto depende de identificadores digitales, confirme la base de datos y el proceso de recuperación antes de que las piezas lleguen a obra. Un código QR al que nadie puede acceder no es trazabilidad.
Un marcado preciso de bridas y una trazabilidad adecuada protegen la seguridad, respaldan las auditorías y reducen el retrabajo. Los inspectores leen las marcas comprobando el fabricante, la designación del material, la familia de tamaños, la familia de clasificaciones, la referencia de la norma y el número de lote, y luego los concilian con los certificados y registros.
| Aspecto | Contribución a la seguridad y el cumplimiento |
|---|---|
| Verificación de compatibilidad | Evita ensamblajes con normas mixtas y desajustes en los agujeros de los pernos antes del montaje |
| Identificación del material | Confirma la intención química/mecánica mediante la correcta designación del material y el enlace con el certificado |
| Cumplimiento de normas | Apoya la selección de la familia de normas (EN frente a ASME) y la auditabilidad |
| Trazabilidad y mantenimiento | Permite decisiones de disposición específicas y de mantenimiento basadas en registros |
Mejores prácticas para verificar las marcas de las bridas incluyen:
- Segregar el inventario por familia de normas, familia de tamaños y designación del material
- Fotografiar las marcas de identificación (incluido el número de colada) y archivarlas con el paquete de certificados
- Verificar el número de colada y la designación del material en recepción y nuevamente en la instalación
La verificación adecuada durante la adquisición y la instalación previene los fallos de trazabilidad más comunes.
PREGUNTAS FRECUENTES
¿Qué significan los números y letras en una brida?
Identifican la familia de norma de la brida, la designación de tamaño/clasificación, la designación del material y el ID de trazabilidad.
- Marca del fabricante (quién lo produjo)
- Designación del material (especificación + grado, vinculado a química/propiedades mecánicas)
- Familia de tamaño (DN o NPS)
- Designación de clasificación (PN o Class)
- Referencia de norma (familia EN 1092-1 o ASME B16.5)
- Número de colada/lote (ancla de trazabilidad al paquete de certificados)
¿Cómo se puede verificar la trazabilidad de las bridas?
Verifique que el número de colada estampado y la designación del material coincidan con el paquete de certificados, luego confirme que la familia de normas coincida con el pedido.
- Haga coincidir el número de colada en la brida con el paquete de certificados MTR / de inspección
- Confirme que la designación del material y la familia de normas coincidan con el pedido de compra y los planos
- Registre la verificación (foto + número de colada) en recepción y antes de la instalación
¿Por qué es importante el marcado correcto de las bridas?
Evita la instalación de piezas incorrectas y permite una trazabilidad auditable para seguridad y cumplimiento.
- Detiene el desajuste de agujeros de pernos de normas mixtas y el mal ajuste de la junta antes del montaje
- Apoya el control de calidad vinculando la pieza física con los resultados de ensayo y los registros de inspección
- Permite decisiones de mantenimiento trazables y una disposición específica si se descubren problemas
¿Qué debe hacer un comprador si un marcado no está claro?
Ponga en cuarentena la brida y resuelva la identidad antes de la instalación.
- Contacte con el proveedor y solicite aclaraciones con pruebas (fotos del área de estampado)
- Solicite la documentación de respaldo asociada al lote/serie sospechoso
- No instale hasta que se verifique el número de lote, la designación del material y la familia de normas
¿Qué métodos de marcado duran más tiempo?
El marcado profundo por estampación, punteado y láser controlado pueden ser duraderos si se aplican correctamente; el método “mejor” es el que permanece legible después de su proceso de manipulación y recubrimiento.
| Método | Durabilidad |
|---|---|
| Marcado por láser | Alta (consistente y legible cuando se controla el estado de la superficie) |
| Estampación profunda | Alta (muy duradero, pero debe evitarse la distorsión en zonas delgadas) |
| Grabado manual | Media (depende de la profundidad, consistencia y condiciones de exposición) |



