")
Necesita elegir bridas de acero inoxidable que se ajusten a las condiciones de diseño de su sistema de tuberías, no solo a las condiciones normales de operación. En campo, los errores en la selección de bridas suelen manifestarse como una de estas tres cosas: filtración tras el primer ciclo de calentamiento/enfriamiento, una prueba hidrostática fallida o fugas recurrentes tras el reensamblaje de mantenimiento.
Elegir la brida correcta afecta más que la seguridad y el rendimiento:
- Controla el esfuerzo de instalación (ajuste, tiempo de soldadura/END, tiempo de apriete de pernos) y el riesgo de retrabajo.
- Reduce el mantenimiento impulsado por corrosión cuando la aleación y el acabado superficial/junta coinciden con el medio real.
- Le ayuda a evitar tiempos de inactividad causados por el reventón de la junta, la relajación de los pernos o la corrosión por rendija alrededor de la unión.
Su elección establece la base para una operación segura y eficiente.
Definir las necesidades del proyecto para la selección de bridas
Antes de elegir bridas de acero inoxidable, recopile los requisitos técnicos del proyecto de manera que un instalador y un inspector puedan verificarlos. Como mínimo, capture: presión de diseño, temperatura de diseño, química del medio (incluyendo contaminantes), norma aplicable (ASME/EN/DIN), tipo de cara, tipo de junta y requisitos de pernos.
Presión y temperatura del proyecto
Respuesta directa:
Debe conocer la presión de diseño máxima y temperatura de diseño máxima a la que se enfrentará su sistema, incluyendo perturbaciones creíbles (excursiones térmicas, sobrepresiones, transitorios de arranque).
La clase de presión no es una única “clasificación en psi”. Según ASME B16.5, la presión admisible depende de temperatura y el grupo de material. A medida que aumenta la temperatura, la presión admisible disminuye, y la caída no es lineal. Si su base de diseño hace referencia a las reglas de tuberías de proceso ASME, confirme cómo su proyecto define las condiciones de diseño (comúnmente alineadas con ASME B31.3).
Ejemplo (solo referencia rápida): Las clasificaciones del grupo de material A182 F316 muestran una clara tendencia de reducción con la temperatura. Siempre verifique con la edición actual de su estándar adquirido; esta tabla es una instantánea de conveniencia basada en un gráfico de referencia rápida comúnmente utilizado derivado de las tablas de grupos de material ASME B16.5.
| Temperatura (°F) | Ejemplo de Clasificación de Presión (psig) |
|---|---|
| 100 | 230 |
| 200 | 195 |
| 300 | 175 |
| 400 | 160 |
| 500 | 150 |
Consejo:
Las bridas se clasifican por “clases” según ASME B16.5 (por ejemplo, 150, 300, 600). La selección de clase debe verificarse en temperatura de diseño. Si solo verifica la clasificación a temperatura ambiente, puede subestimar involuntariamente la unión en condiciones de operación.
")
Pasos Rápidos para Presión y Temperatura:
- Documente la presión de diseño y la temperatura de diseño (incluya sobrepresiones creíbles y excursiones térmicas).
- Confirme la norma de brida aplicable (ASME B16.5 / ASME B16.47 / EN/DIN) y el grupo de material.
- Verifique la presión admisible a la temperatura de diseño, luego seleccione una clase con un margen apropiado según las reglas de su proyecto.
Ejemplo de campo (fuga tras el calentamiento):
Una línea química con trazado de vapor pasó una prueba hidrostática a temperatura ambiente, luego desarrolló filtraciones después del primer calentamiento. La causa raíz fue que la selección de clase se verificó a temperatura ambiente en lugar de a temperatura de diseño, y la carga de los pernos se relajó después del ciclo térmico. La solución fue actualizar la clase y reensamblar según un procedimiento controlado de apriete de pernos (apriete en patrón, lubricación verificada y re-apriete donde se permita) utilizando orientación alineada con ASME PCC-1.
Medio y Corrosividad

Respuesta directa:
Debe hacer coincidir la aleación de la brida y los detalles de la junta (cara + junta + pernos) con el medio real, incluidos contaminantes como cloruros, sulfuros, productos químicos de limpieza y contenido de oxígeno.
El tipo de medio en su tubería determina el riesgo de corrosión en la junta de la brida. Las fallas en acero inoxidable en bridas suelen ser locales (picadura/rendija en la banda de contacto de la junta o bajo depósitos) en lugar de una pérdida uniforme de espesor. Los servicios con cloruros son especialmente críticos: los grados austeníticos pueden sufrir corrosión por picadura o rendija en zonas estancadas, mientras que los grados dúplex pueden ofrecer una resistencia mejorada en muchas aplicaciones con cloruros cuando se especifican y fabrican correctamente.
Puntos de evidencia de ingeniería que puede utilizar durante la selección: el número equivalente de resistencia a la picadura (PREN) se referencia comúnmente como un indicador de cribado (un valor más alto generalmente mejora la resistencia a la picadura). Una relación PREN ampliamente citada se proporciona en la orientación técnica del Instituto del Níquel: Orientación PREN (Instituto del Níquel).
| Grado | Composición | Ventajas |
|---|---|---|
| 316 / 316L | ~16-18% cromo, ~10-14% níquel, ~2-3% molibdeno | Resistencia a la corrosión de uso general con mejor resistencia a la picadura/rendija frente al 304 debido al Mo; comúnmente especificado para servicio químico y marítimo adyacente (el riesgo aún depende del nivel de cloruro, temperatura y estancamiento). |
| 2205 (Duplex) | ~22% cromo, ~5-6% níquel, ~3% molibdeno | A menudo utilizado para mejorar la resistencia a la picadura/rendija y al agrietamiento por corrosión bajo tensión en muchos entornos con cloruros; la mayor resistencia puede reducir el espesor de la brida en algunos diseños (verificar dimensiones estándar y requisitos de adquisición). |
| 2507 (Super Duplex) | ~25% cromo, ~6-8% níquel, ~3,5-4,5% molibdeno, nitrógeno | Seleccionado para condiciones agresivas de cloruros/ácidos donde se necesita mayor resistencia a la picadura; especificar cuidadosamente para controles de fabricación y documentación. |
- No trate el “acero inoxidable” como un material único. Especifique el grado exacto (y el grado “L” cuando importa el riesgo de sensibilización por soldadura).
- Para servicio con cloruros, evite rendijas estancadas: tramos muertos, voladizos de juntas y zonas de bajo flujo en ciegos pueden acelerar el ataque localizado.
- Los métodos de inspección que realmente detectan problemas tempranos en uniones de bridas incluyen comprobaciones visuales en el OD/ID de la junta, líquidos penetrantes para grietas superficiales en caras mecanizadas y comprobaciones de espesor por ultrasonidos alrededor de ubicaciones susceptibles de rendijas (los requisitos del programa de inspección varían según la industria y el código).
Nota:
Seleccionar el material correcto no es solo cuestión de “resistencia”. También se trata del modo de fallo que puede tolerar (filtración lenta frente a reventón súbito), de la facilidad con que puede inspeccionar la unión y de si la limpieza/la exposición química cambia el panorama de corrosión.
Ejemplo de campo (corrosión por rendija en la banda de la junta):
Un par de bridas de 316 en una línea de servicios con cloruros y temperatura cálida desarrolló fugas por picaduras en la banda de contacto de la junta dentro de un ciclo de mantenimiento. La causa raíz fue una combinación de estancamiento por bajo flujo, depósitos atrapados en el borde de la junta y un estilo de junta que creaba una rendija estrecha. El plan de prevención fue (1) eliminar tramos muertos donde fuera posible, (2) cambiar a una configuración de unión y un estilo de junta más adecuados para el servicio, y (3) considerar material dúplex donde cloruros + temperatura hacían de la corrosión localizada un riesgo recurrente.
Tipos de caras de brida
Respuesta directa:
Debe elegir una cara de brida que coincida con su tipo de junta y la severidad del servicio (presión, temperatura, ciclado y tolerancia a fugas).
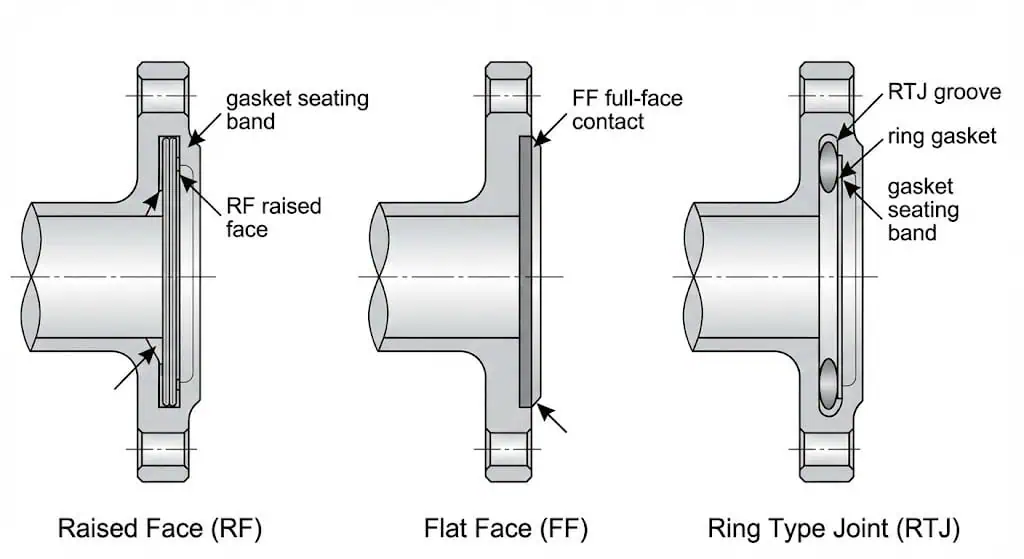
Tipos de caras de brida afectan directamente al comportamiento de estanqueidad y la repetibilidad del mantenimiento. Los tres tipos de caras comunes son cara elevada (RF), cara plana (FF) y junta tipo anillo (RTJ). En la práctica, la “mejor” cara es la que proporciona una tensión de junta estable sin dañar la junta o el acabado de la cara, y que se puede montar de forma consistente en campo.
| Tipo de Brida | Características de rendimiento de estanqueidad |
|---|---|
| Cara Realzada (RF) | Común en tuberías de proceso; concentra la tensión de la junta en el área elevada. Funciona bien con muchos estilos de juntas cuando se monta correctamente. |
| Cara plana (FF) | Contacto de cara completa; se utiliza comúnmente cuando se acopla a bridas/materiales que se benefician del soporte de junta de cara completa (verificar compatibilidad—mezclar FF y RF puede crear una compresión de junta desigual si no se maneja correctamente). |
| Junta de Tipo Anillo (RTJ) | Junta de anillo metálico en una ranura mecanizada; se utiliza para servicios de mayor severidad cuando se requiere un sistema de estanqueidad metal-metal controlado. Requiere una coincidencia correcta entre ranura y anillo y un manejo cuidadoso para evitar daños. |
- Las bridas de cara elevada son adecuadas para muchos sistemas de tuberías y pueden sellar de forma fiable cuando la selección de juntas y el apriete de pernos están controlados.
- Las bridas de cara plana pueden ser apropiadas en servicios de menor severidad o interfaces de equipos específicos—confirmar las condiciones de acoplamiento y el estilo de junta.
- Las juntas RTJ son implacables: el anillo y la ranura deben coincidir, las caras deben protegerse de abolladuras y el control del montaje es importante.
Consejo:
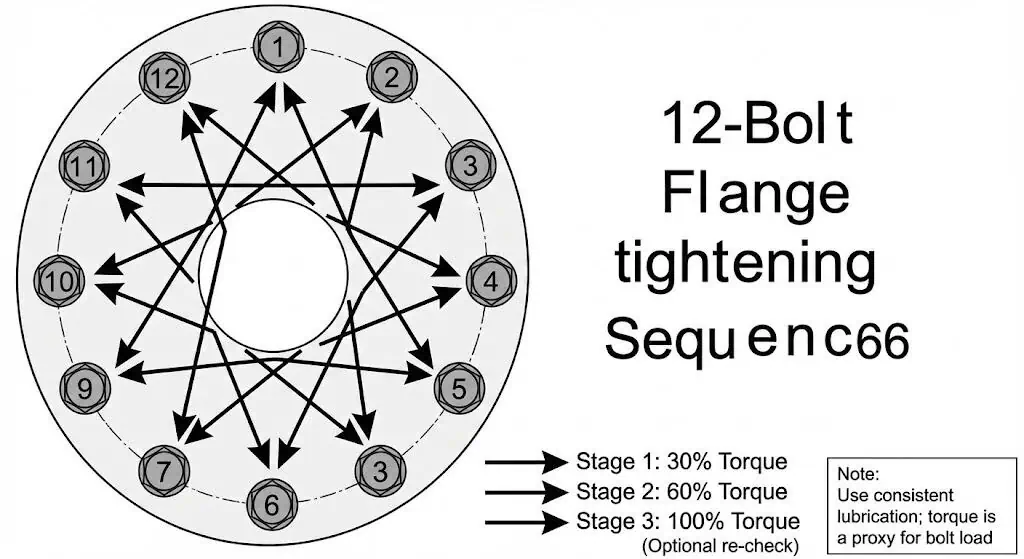
Para una estanqueidad repetible, tratar el montaje como parte de la “selección”. Un enfoque de apriete de pernos controlado alineado con ASME PCC-1 reduce la recurrencia de fugas al controlar el asentamiento de la junta y la dispersión de la carga de los pernos.
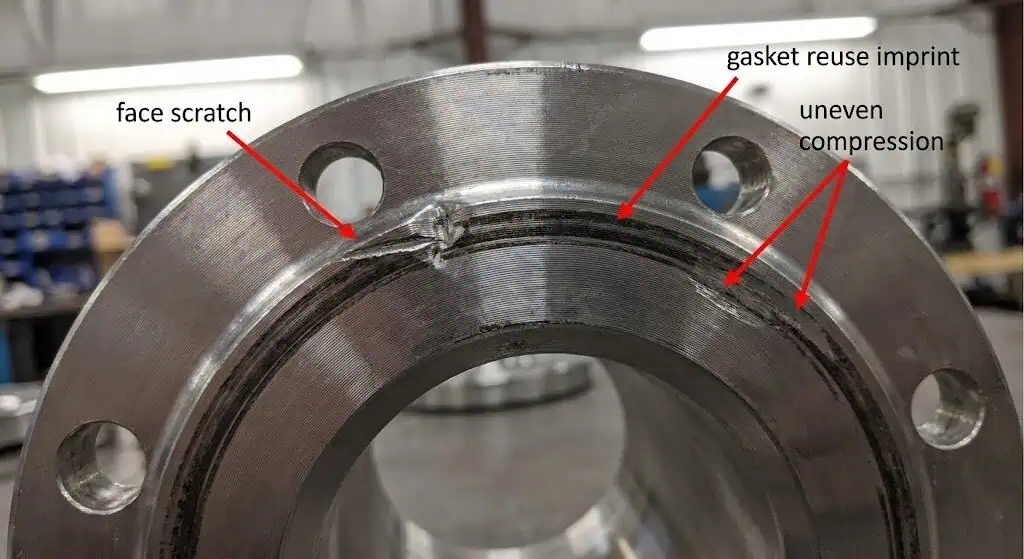
Ejemplo de campo (filtración recurrente tras mantenimiento):
Un patrón común es “sellaba antes del mantenimiento, y luego nunca vuelve a sellar”. La causa raíz suele ser daño en las caras (arañazos/abolladuras), lubricación inconsistente de los pernos o reutilización de una junta fuera de su servicio previsto. Las acciones correctivas son simples pero estrictas: proteger las caras, reemplazar las juntas, verificar el material/estado de los pernos, estandarizar la lubricación y apretar en un patrón controlado con pasos documentados.
Tabla resumen: Factores de selección de bridas
| Factor | Qué Verificar | Por qué es importante |
|---|---|---|
| Presión y temperatura | Presión de diseño y temperatura de diseño (incluyendo transitorios) | Previene la subclasificación y fugas por ciclos térmicos |
| Medio y corrosividad | Química del medio + contaminantes + riesgo de estancamiento | Previene la corrosión localizada en zonas de junta/rendija |
| Tipo de cara | Tipo de junta + tolerancia de fugas + control de montaje | Mejora la repetibilidad del sellado y reduce el tiempo de inactividad |
Al revisar cuidadosamente estos factores, te aseguras de que la selección de bridas se ajuste a las necesidades de presión, medio y sellado de tu proyecto. Este paso sienta las bases para la selección adecuada del tipo de brida, dimensionamiento y documentación.
Elige tipos de bridas de acero inoxidable
Bridas de cuello de soldadura frente a bridas deslizantes
Respuesta directa:
Las bridas de cuello de soldadura suelen elegirse para demandas mecánicas más altas (flexión, vibración, ciclado), mientras que las bridas deslizantes pueden ser aceptables para servicios de utilidad de menor demanda y ajuste más fácil cuando lo permiten las normas del proyecto.
Necesitas entender la diferencia en trayectoria de carga y inspeccionabilidad antes de que elija bridas de acero inoxidable para su proyecto. Una brida de cuello de soldadura utiliza un cubo cónico y una conexión soldada a tope que transfiere la tensión de forma más gradual a la tubería, y permite una inspección de mayor integridad (ensayos no destructivos de soldadura a tope cuando se requieran). Una brida deslizante suele utilizar soldaduras de filete y es más fácil de alinear e instalar, pero generalmente es menos tolerante en ubicaciones con vibraciones de alto ciclo o sensibles a la flexión (descarga de bombas, tuberías de compresores, soportes desalineados).
| Tipo de Brida | Comportamiento mecánico (relativo) | Inspección / Práctica de control de calidad | Mejor caso de uso |
|---|---|---|---|
| Cuello de soldadura | Mejor para momentos de flexión, ciclos térmicos y uniones sensibles a vibraciones debido al cubo cónico + trayectoria de carga de soldadura a tope. | La soldadura a tope puede examinarse según los requisitos de ensayos no destructivos del proyecto; generalmente preferida para líneas de mayor criticidad. | Proceso, servicio de mayor severidad y/o cíclico donde el riesgo de fuga es costoso. |
| Slip-On | Aceptable para demandas mecánicas más bajas; más sensible a la alineación y calidad de la soldadura de filete cuando aumentan las cargas. | El ajuste es más fácil, pero el control de calidad de la soldadura y las comprobaciones dimensionales siguen siendo esenciales. | Servicio de utilidad/baja criticidad cuando lo permite la especificación y la demanda de tensión es baja. |
Consejo:
Si su sistema tiene vibración, ciclos térmicos frecuentes o cargas de flexión elevadas, una brida de cuello de soldadura suele proporcionar una unión más fiable porque gestiona mejor la tensión y la variabilidad del montaje. Considere el tipo de brida como una elección de integridad mecánica , no como una elección de “número de presión”.
Ejemplo de campo (fuga por vibración):
Una brida deslizante en la descarga de una bomba desarrolló filtraciones recurrentes a pesar de los reemplazos repetidos de la junta. La causa raíz fue la vibración cíclica más una desalineación menor, lo que amplificó la dispersión de la carga de los pernos y la variación de la tensión en la junta. La solución duradera fue modificar a una brida de cuello de soldadura, verificar el soporte/alineación y volver a montar utilizando un procedimiento controlado de apriete de pernos.
Bridas ciegas, de enchufe soldado y roscadas
Respuesta directa:
Las bridas ciegas aíslan los extremos de la tubería, las bridas de enchufe soldado son comunes en tuberías de pequeño diámetro donde la compacidad es importante, y las bridas roscadas permiten el montaje sin soldadura, pero las uniones roscadas suelen limitarse a condiciones de baja severidad donde el riesgo de fuga es aceptable.
Encontrará varios otros tipos de bridas al elegir bridas de acero inoxidable. Las bridas ciegas cierran el extremo de una tubería o recipiente y se utilizan para aislamiento, pruebas y acceso de mantenimiento. Las bridas de enchufe soldado se utilizan en líneas de pequeño diámetro donde se desea una unión compacta; preste atención al riesgo de corrosión por rendija y a los requisitos de limpieza porque la geometría del enchufe puede atrapar residuos. Las bridas roscadas se atornillan a la tubería y pueden ser útiles donde la soldadura está restringida, pero el gripado de la rosca y la integridad del sellado se convierten en preocupaciones reales en ensamblajes de acero inoxidable, especialmente con vibración o ciclos de temperatura.
| Tipo de brida | Aplicaciones |
|---|---|
| Bridas ciegas | Puntos de aislamiento para inspección, pruebas de presión o futuras conexiones; especifique el margen de corrosión y considere el riesgo de estancamiento en “ramas muertas” detrás de los ciegos. |
| Bridas Socket Weld (SW) | Líneas de pequeño diámetro donde la compacidad es importante; verifique los requisitos de limpieza y si la captura de rendijas es aceptable para su medio. |
| Bridas roscadas | Situaciones sin soldadura en servicio de baja severidad; evite donde exista vibración, ciclado o alta consecuencia de fugas. |
Nota:
Cuando elige bridas de acero inoxidable, ajuste el tipo de brida a la demanda mecánica, la capacidad de inspección y la realidad del mantenimiento, no solo a la facilidad de instalación.
Consideraciones de ajuste de aplicación y coste
Respuesta directa:
Equilibre el coste inicial con el coste del riesgo de fuga: tiempo de instalación, requisitos de inspección y la frecuencia con la que se abrirá y volverá a montar la junta.
La selección de bridas afecta al coste total de propiedad. Un tipo de brida “más barato” puede volverse caro si aumenta el retrabajo, el consumo de juntas o el tiempo de inactividad no planificado. El acero inoxidable generalmente cuesta más que el acero al carbono, pero puede reducir el coste del ciclo de vida en servicio corrosivo, si especifica el grado correcto y controla las variables de rendija y montaje.
- Factores de coste que puede cuantificar: horas de soldadura, puntos de retención de END, tiempo de apriete de pernos, intervalos de reemplazo de juntas y tiempo de inactividad relacionado con fugas.
- Para uniones de alta consecuencia, “ensamblaje repetible” suele ser la mejor estrategia de reducción de costos: utilice procedimientos controlados y documentación alineados con ASME PCC-1.
- Si se abastece de Sunhy o cualquier proveedor, reduzca el riesgo de adquisición estandarizando sus datos de pedido (NPS, clase/PN, cara, diámetro interior/espesor, grado, tratamiento térmico, pernos, junta y certificados requeridos).
Llamada de atención:
La mayoría de las “fugas misteriosas” no son misteriosas: provienen de una desalineación entre la severidad del servicio y el diseño del conjunto/control de montaje. Presupueste para el conjunto que pueda montar consistentemente.
Tabla resumen: Tipos comunes de bridas de acero inoxidable
| Tipo de Brida | Características clave | Uso recomendado |
|---|---|---|
| Cuello de soldadura | Mejor trayectoria de carga para flexión/vibración/ciclos; la soldadura a tope permite una inspección de mayor integridad. | Tuberías de proceso de mayor severidad y servicio cíclico. |
| Slip-On | Fácil alineación e instalación; el rendimiento depende en gran medida del ajuste y la calidad de la soldadura. | Servicio de menor demanda mecánica donde esté permitido. |
| A ciegas | Aislamiento sólido; crea una zona estancada detrás del ciego en muchos diseños. | Aislamiento para inspección/prueba; evaluar riesgo de corrosión en tramos muertos. |
| Soldadura de enchufe | Junta de pequeño diámetro compacta; la geometría del casquillo puede atrapar medios/residuos. | Sistemas de pequeño diámetro donde el atrapamiento en rendijas es aceptable. |
| Roscado | Sin soldadura; la integridad del sellado de rosca es el factor limitante. | Aplicaciones de baja severidad y baja vibración donde esté permitido. |
Al comprender los tipos de bridas y cómo se comportan en instalaciones reales, puede reducir el riesgo de fugas y tomar decisiones de selección que se mantengan después de los ciclos de puesta en marcha y mantenimiento.
Grados de acero inoxidable y compatibilidad de materiales
Bridas 304 vs 316 vs dúplex
Respuesta directa:
316 (con molibdeno) y los grados dúplex suelen ofrecer mejor resistencia a la corrosión localizada que 304, especialmente cuando hay cloruros y temperatura elevada.
Cuando elige bridas de acero inoxidable, compare grados en función de la mecanismo de corrosión real está gestionando: corrosión por picadura/rendija, corrosión bajo tensión o ataque general. El 304 puede ser adecuado para entornos limpios y de bajo contenido en cloruros, pero a menudo es una mala elección para zonas de salpicaduras marinas o fluidos de proceso que contienen cloruros. El 316/316L mejora la resistencia a la picadura debido al Mo. Las aleaciones dúplex (como el 2205) a menudo se seleccionan para mejorar la resistencia a la corrosión localizada relacionada con cloruros y reducir el riesgo de corrosión bajo tensión en muchas aplicaciones, pero los controles de fabricación y la documentación de adquisición se vuelven más importantes.
| Grado de Acero Inoxidable | Resistencia a la Corrosión en Condiciones Marinas/Cloruros (regla general) |
|---|---|
| 304 | Mayor riesgo de picadura/manchas de té; generalmente se evita cuando los cloruros + humedad son persistentes. |
| 316/L | Mejorado frente al 304 debido al Mo; aún puede presentar picadura/rendija en condiciones cálidas o de alto contenido en cloruros. |
| Dúplex 2205 | A menudo seleccionado para mejorar la resistencia a la picadura/rendija y reducir la susceptibilidad a la corrosión bajo tensión en muchos servicios con cloruros (confirmar idoneidad para su química y temperatura). |
Si su selección de brida involucra medios corrosivos, documente la base para la elección del grado y manténgalo trazable. Cuando la decisión dependa de la resistencia a la corrosión localizada, haga referencia a orientaciones PREN como la orientación PREN del Instituto del Níquel en lugar de confiar en afirmaciones de marketing.
Importancia de los grados “L” para soldadura
Respuesta directa:
“Los grados ”L" (por ejemplo, 316L) reducen el riesgo de sensibilización durante la soldadura y se utilizan comúnmente cuando no se puede controlar el tiempo en el rango de temperatura de sensibilización o no se puede aplicar un tratamiento de solución posterior a la soldadura.
Seleccionar la brida correcta para sistemas de tuberías soldadas significa que debe considerar el contenido de carbono y la exposición a temperaturas de sensibilización. La orientación comúnmente señala que la sensibilización puede ocurrir en el rango aproximado de 450–850°C dependiendo del grado y el historial térmico; el uso de grados de bajo carbono (“L”) es una medida de prevención estándar en muchas fabricaciones soldadas. Consulte, por ejemplo, orientaciones relacionadas con soldadura como la orientación de soldadura del Instituto del Níquel y referencias de la industria del acero inoxidable como notas de evitación de sensibilización.
- El bajo carbono reduce la susceptibilidad a la corrosión intergranular después de la soldadura en ciclos térmicos propensos a la sensibilización.
- “Los grados ”L" son una opción práctica cuando el tratamiento térmico posterior a la soldadura no es factible a escala de obra.
- Para uniones críticas, combine los grados “L” con una entrada de calor controlada y los requisitos adecuados de limpieza/pasivación posterior a la soldadura en su especificación de proyecto.
Si un proveedor ofrece acero 316/316L con doble certificación, trátelo como una cuestión documental: solicite un certificado de ensayo de material (MTR) que muestre que la composición química del lote cumple el límite de carbono “L” y confirme que las propiedades mecánicas se ajustan a sus requisitos.
Normas ASTM y ASME
Respuesta directa:
Debe verificar que las dimensiones/clasificaciones de la brida material y la brida dimensiones/clasificaciones estén especificadas según las normas correctas para su proyecto y región.
Cuando elige bridas de acero inoxidable, las dimensiones y el sistema de clasificación provienen de la norma de bridas, mientras que los requisitos del material provienen de la especificación del material. Para bridas de acero inoxidable forjadas, una especificación de material ampliamente referenciada es ASTM A182/A182M. Para estándares dimensionales ASME, ASME B16.5 cubre tamaños comunes (NPS 1/2 a 24) y ASME B16.47 cubre las bridas de gran diámetro (NPS 26 a 60). Si su proyecto se basa en EN/DIN, la adquisición e instalación deben alinearse con la norma de bridas EN utilizada (por ejemplo, DIN enumera el alcance y los requisitos de EN 1092-1 aquí: Resumen de DIN EN 1092-1).
| Estándar | Descripción |
|---|---|
| ASME B16.5 | Dimensiones, tolerancias, clasificaciones de presión-temperatura, marcado y referencia de materiales para bridas (normalmente NPS 1/2 a 24). |
| ASME B16.47 | Bridas de acero de gran diámetro (NPS 26 a 60), incluyendo clasificaciones, dimensiones y requisitos de marcado/pruebas. |
Seleccionar la brida correcta evita desajustes y garantiza una operación segura en su tubería.
Dimensiones y Normas de Bridas
Dimensionado y Schedule de Tubería
Respuesta directa:
Debe emparejar la brida NPS/DN, calibrey cara con la tubería y el diseño de la junta—luego verifique lo que el proyecto requiere para la alineación del schedule y los detalles de soldadura.
El dimensionado de bridas depende del diámetro exterior de la tubería y la configuración del orificio de la brida. Para bridas de cuello soldable, el orificio y los detalles del extremo soldado deben adaptarse al OD de la tubería y al espesor de pared utilizado en su línea. Para configuraciones de junta de solape, el extremo de tope gobierna el ajuste del orificio y el schedule. Incluso donde las bridas deslizantes permiten más holgura, el ajuste y la calidad de la soldadura siguen determinando la fiabilidad. Si su proyecto hace referencia a normas dimensionales ASME, comience con los requisitos de B16.5/B16.47 y luego aplique las restricciones de especificación de tubería de su proyecto.
| Programa de Tuberías | Espesor de pared | Impacto de la Selección |
|---|---|---|
| 40 | Estándar | Programa común de utilidad/proceso; confirme que el diámetro interior y el extremo de soldadura coincidan para uniones a tope. |
| 80 | Más grueso | Mayor espesor de pared; afecta la preparación de la soldadura, el ajuste del diámetro interior y puede cambiar la disponibilidad/tiempo de entrega. |
- Verifique que los detalles del diámetro interior de la brida y el extremo de soldadura coincidan con el diámetro exterior de la tubería y el diseño de unión previsto.
- Confirme el ancho de asiento de la junta y la compatibilidad de la cara en la NPS/clase seleccionada.
- Donde exista expansión térmica, vibración o carga cíclica, coordine la elección de la brida con el diseño de tensiones/soportes.
Patrones de pernos y compatibilidad estándar
Respuesta directa:
Debe mantener la unión en un sistema estándar (clase ASME o PN EN) a menos que utilice una solución de transición diseñada.
Las bridas siguen diferentes estándares, como sistemas basados en clase ASME y sistemas basados en PN EN/DIN. Estos estándares utilizan diferentes dimensiones del círculo de pernos, números de agujeros, espesores y convenciones de caras. Si mezcla estándares, los agujeros de los pernos pueden no alinearse o el asiento de la junta puede volverse poco fiable. Utilice un sistema estándar de extremo a extremo, o un tramo de transición diseñado adecuadamente para el desajuste.
| Estándar | Sistema de medición | Patrón de agujeros para pernos | Riesgo clave si se mezclan |
|---|---|---|---|
| ASME (Clase) | Pulgada | Definido por tamaño/clase según la norma de bridas ASME | Desalineación + tensión de asiento de la junta impredecible |
| EN/DIN (PN) | Métrica | Definido por DN/PN según la norma de bridas EN | Diferentes convenciones de círculos de pernos/espesor/caras |
Consejo:
La falta de coincidencia de normas es una de las formas más rápidas de crear retrabajo en campo de “casi encaja”. Confirme el sistema de normas en la etapa de P&ID/especificación y bloquéelo en la lista de materiales.
Ejemplo de campo (desalineación del agujero del perno):
Un equipo de mantenimiento intentó acoplar una brida EN PN a una brida clase ASME utilizando pernos “lo suficientemente cercanos”. La junta se montó con alineación forzada, luego tuvo fugas porque la compresión de la junta era desigual y la distribución de la carga de los pernos era deficiente. La solución fue reemplazar la brida con el estándar correcto y desechar el montaje de ajuste forzado.
Presiones nominales
Respuesta directa:
Seleccione la clase/PN más baja que cumpla la presión de diseño a la temperatura de diseño con el margen requerido por su proyecto, y documente la base.
Las clasificaciones de presión dependen del estándar y del grupo de material. Especificar en exceso la clase/PN aumenta el costo y puede aumentar las cargas de los pernos y la sensibilidad del ensamblaje, pero especificar por debajo conduce a fugas y retrabajo. En sistemas ASME, utilice ASME B16.5 / ASME B16.47 tablas de clasificación; en sistemas EN/DIN, confirme las reglas de presión-temperatura PN para el grupo de material de brida elegido.
| Estándar | Rango de Tamaño (Nominal) | Sistema de clasificación |
|---|---|---|
| ASME B16.5 | NPS 1/2 a 24 | Clase 150 a 2500 (dependiente de la temperatura) |
| ASME B16.47 | NPS 26 a 60 | Clase 75 a 900 (dependiente de la temperatura) |
Errores comunes a evitar:
- Verificar la presión nominal a temperatura ambiente en lugar de a la temperatura de diseño.
- Ignorar los picos de presión (transitorios de arranque, expansión térmica, golpe de ariete).
- Mezclar estándares de bridas o sistemas de caras sin una transición diseñada.
- Suponer que el par de apriete del perno equivale a la carga del perno (la lubricación y la dispersión del factor K pueden ser significativas).
- Reutilizar juntas o montar sin un método controlado de apriete de pernos (patrón + apriete por etapas).
Nota:
Una cuidadosa selección del tamaño y la clase de la brida mejora la integridad mecánica y reduce el mantenimiento a lo largo de la vida útil del sistema de tuberías.
Calidad del proveedor y elección de bridas Sunhy
Certificaciones de calidad y ensayos
Respuesta directa:
Verifique la capacidad del proveedor con certificados que pueda validar, trazabilidad de materiales que pueda auditar e inspección/ensayos alineados con las especificaciones de su proyecto.
Las certificaciones solo importan si puede verificarlas. Solicite números de certificado y alcance, y confirme que se aplican al centro de fabricación que produce sus bridas. Para sistemas de gestión, las referencias comunes incluyen normas ISO para calidad, medio ambiente y SST:
| Certificación / Requisito | Descripción |
|---|---|
| ISO 9001 | Marco del sistema de gestión de calidad (verificar alcance + cobertura del sitio). |
| ISO 14001 | Marco del sistema de gestión ambiental (verificar alcance + cobertura del sitio). |
| ISO 45001 | Marco del sistema de gestión de seguridad y salud en el trabajo (sustituye a OHSAS 18001 en muchos programas). |
| PED 2014/68/UE (proyectos de la UE) | Marco de conformidad reglamentaria para equipos a presión comercializados en el mercado de la UE (aplicar cuando sea relevante). |
En el aspecto técnico, alinee el material y el tratamiento térmico a una especificación reconocida como ASTM A182/A182M al utilizar bridas de acero inoxidable forjadas. Para los grados de acero inoxidable, el tratamiento térmico no es opcional—confirme la condición requerida (recocido en solución, templado, etc.) y asegúrese de que se refleje en el informe de ensayo de fábrica (MTR) y en los registros de inspección.
Marcado y documentación de bridas
Respuesta directa:
Solicite documentación que vincule cada brida a un número de colada, la química/mecánica del material y los requisitos exactos de la norma para dimensiones y clasificaciones.
La documentación adecuada demuestra calidad y trazabilidad. Como mínimo, solicite informes de ensayo de fábrica (MTRs) y certificados de inspección que hagan referencia a sus requisitos de compra. Si su servicio incluye condiciones ácidas o exposición a H2S, confirme si su proyecto requiere las normas de material para servicio ácido de NACE/ISO, como ISO 15156 (los requisitos del proyecto varían según la industria y las especificaciones del propietario). Para proyectos de la UE, confirme el alcance de la documentación PED cuando sea aplicable: Texto de la Directiva 2014/68/UE.
Si compra a Sunhy, aplique la misma disciplina: solicite trazabilidad, confirme el cumplimiento de la norma (dimensiones/clasificaciones) y mantenga los documentos adjuntos a la partida en su paquete de registros de calidad.
Soporte Global y Servicio al Cliente
Respuesta directa:
Seleccione proveedores que puedan responder preguntas técnicas por escrito, proporcionar documentación rápidamente y apoyar la resolución de no conformidades sin retrasos.
El soporte técnico forma parte del control de riesgos. Antes de comprar, confirme que el proveedor puede (1) proporcionar los documentos requeridos (MTR, informes dimensionales, PMI si se especifica), (2) cumplir con la norma de brida y los requisitos de cara, y (3) responder a problemas de NCR/calidad con un proceso documentado de acción correctiva. La logística también importa: el embalaje debe proteger las caras mecanizadas y mantener las etiquetas de trazabilidad durante el envío y almacenamiento.
Consejo:
Verifique siempre la fiabilidad del proveedor comprobando la trazabilidad, solicitando documentos de muestra y confirmando cómo se protegen las caras de la brida durante el transporte. El daño en la cara es una causa común de fugas en el arranque.
Puede tomar decisiones seguras y fiables siguiendo cada paso del proceso de selección de bridas.
Verifique la presión, temperatura y compatibilidad de materiales. Confirme las normas, la cara y el control de apriete. Utilice una breve lista de verificación de decisiones antes de emitir una orden de compra:
| Punto de decisión | Descripción |
|---|---|
| Condiciones de diseño | Presión/temperatura de diseño documentadas (incluyendo sobrepresiones y ciclos) y clase/PN verificada a la temperatura de diseño. |
| Sistema estándar | Sistema de clase ASME frente a sistema PN EN/DIN definido; sin patrones de pernos/convenciones de cara mixtos. |
| Base de material | Grado seleccionado según el mecanismo de corrosión; especificación de material definida (por ejemplo, ASTM A182/A182M cuando sea aplicable). |
| Control de Montaje | Junta + cara elegida como un sistema; método de apriete de pernos controlado (referencia ASME PCC-1 cuando sea apropiado). |
| Documentación | MTRs, marcado y registros de inspección vinculados al número de colada y requisitos de compra. |
Siempre verifique doblemente la compatibilidad y normas antes de su selección final de brida. Para proyectos complejos, mantenga la base de selección por escrito y revísela con las partes interesadas de tuberías/diseño/mantenimiento para evitar costosas rectificaciones.
PREGUNTAS FRECUENTES
¿Cuál es la diferencia entre las bridas de acero inoxidable 304 y 316?
El 316 ofrece una resistencia mejorada a la corrosión localizada porque contiene molibdeno (Mo).
Normalmente se elige 316/316L cuando los cloruros o productos químicos agresivos hacen que la corrosión por picadura/rendija sea un riesgo real. El 304 puede ser aceptable en entornos más limpios y con bajo contenido de cloruros.
- Utilice 304 para servicios benignos donde la exposición a cloruros y la humectación sean limitadas.
- Utilice 316/316L cuando espere cloruros, productos químicos de limpieza o humedad cercana al mar.
- Para servicios con mayor severidad de cloruros, evalúe los grados dúplex utilizando una base de corrosión documentada (consulte conceptos de selección como la guía PREN).
| Grado | Mejor uso | Resistencia a la corrosión localizada (relativa) |
|---|---|---|
| 304 | Tubería general en entornos con bajo contenido de cloruros | Moderado |
| 316 / 316L | Servicio químico/cercano al mar | Superior a 304 (con Mo) |
¿Cómo sé qué clasificación de presión de brida debo seleccionar?
Utilice la presión de diseño y la temperatura de diseño, luego verifique la clasificación admisible a partir de las tablas de la norma aplicable.
No seleccione la clase/PN utilizando clasificaciones ambientales. En sistemas ASME, confirme su selección según ASME B16.5 o ASME B16.47 tablas para su grupo de material.
- Comience con el diseño P/T (incluya sobrepresiones creíbles y ciclos térmicos).
- Confirme el grupo de material y el comportamiento de reducción de temperatura.
- Seleccione la clasificación más baja que cumpla los requisitos con el margen requerido por el proyecto y una base documentada.
¿Puedo mezclar diferentes normas de bridas como ANSI y DIN?
No se recomienda.
Mezclar sistemas de normas suele causar desajuste en el patrón de pernos y un asentamiento de junta poco fiable. Mantenga un sistema de normas de extremo a extremo, o utilice una solución de transición correctamente diseñada. Para referencia sobre el alcance y requisitos de bridas EN, consulte Resumen de DIN EN 1092-1.
¿Por qué necesito Informes de Ensayo de Fábrica (MTR) para mis bridas?
Los MTR demuestran la composición química del material, las propiedades mecánicas y la trazabilidad a un número de colada.
Si su compra hace referencia a una especificación de material como ASTM A182/A182M, el MTR es el documento que muestra que la brida suministrada cumple los requisitos de la especificación. Para trabajos críticos, combine la revisión del MTR con identificación positiva de material (PMI) cuando lo requiera el proyecto.
¿Cómo puedo asegurarme de obtener la brida correcta para mi proyecto?
Utilice una lista de verificación de pedido y una lista de verificación de montaje, y luego conserve los registros.
Antes de ordenar, defina los insumos técnicos. Antes de la puesta en marcha, ensamble la junta utilizando un procedimiento controlado (apriete en patrón, lubricación verificada, apriete por etapas), alineado con guías como ASME PCC-1 cuando sea aplicable.
- Lista de comprobación del pedido: NPS/DN, clase/PN, cara, diámetro interior/espesor de pared, grado (p. ej., 316L vs 316), especificación del material (p. ej., ASTM A182), condición del tratamiento térmico, especificación de los elementos de fijación, tipo de junta, documentos requeridos.
- Lista de comprobación del montaje: condición de la cara, junta correcta, condición y lubricación de los pernos, patrón de apriete + etapas, comprobación de fugas después de la estabilización térmica donde esté permitido.



