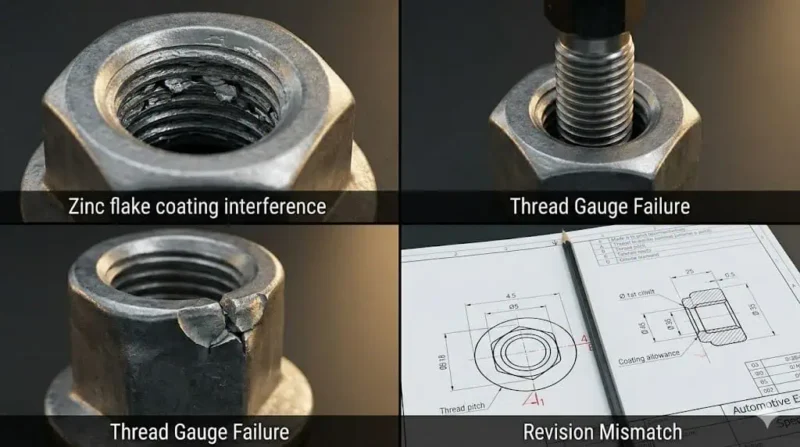
Un control de calidad riguroso es no negociable cuando se adquieren bridas de China para servicio a presión. Una brida parece simple, pero los fallos son costosos y peligrosos: una pequeña fuga puede convertirse en paradas no planificadas, corrosión bajo aislamiento, riesgo de incendio o retrabajo de la prueba hidráulica. En proyectos reales, las causas raíz más frecuentes no son “defectos misteriosos” — son lagunas prevenibles como clase de presión incorrecta, caras/juntas incompatibles, trazabilidad ausente, mala práctica de apriete de pernos o soldadura de reparación no documentada.
Para controlar el riesgo, trate la adquisición de bridas como un proceso de ingeniería. Defina la norma de aplicación (ASME B16.5/B16.47 o EN 1092-1), defina la norma de juntas (a menudo ASME B16.20 para juntas metálicas), defina la especificación del material (ASTM A182/A105 o especificación del proyecto), y luego fije la trazabilidad, los puntos de retención de inspección y los criterios de aceptación. Si hace esto bien, la variación del proveedor se vuelve manejable.
La tabla siguiente muestra problemas comunes de control de calidad que repetidamente conducen a fugas y retrabajo en uniones de bridas atornilladas:
| Fallo de Control de Calidad | Descripción |
|---|---|
| Malas Prácticas de Soldadura | Soldaduras de reparación no cualificadas o reconstrucciones de soldadura no documentadas pueden cambiar la metalurgia, distorsionar las caras y crear caminos de fuga — especialmente si se ignoran los requisitos de tratamiento térmico posterior a la soldadura (PWHT)/recocido de solución. |
| Ignorar las clasificaciones de bridas | Una clase de presión o una clasificación presión-temperatura incorrectas conduce a sobrecarga, riesgo de explosión de la junta o agrietamiento de la brida durante la prueba hidrostática o eventos transitorios. |
| Desatender la selección adecuada de la junta | El tipo de cara (RF/FF/RTJ), el estilo de la junta y el relleno deben coincidir con el servicio. Una mentalidad de “encaja en el círculo de pernos” provoca fugas porque la tensión de la junta y el comportamiento de asentamiento difieren. |
| Pasar por alto la secuencia de apriete de los pernos | La compresión desigual de la junta debido a una secuencia/pases deficientes provoca fugas tempranas incluso cuando las piezas están “dentro de las dimensiones”. Siga un método controlado y de múltiples pasos. |
| Usar bridas dañadas o desgastadas | Las abolladuras por manipulación, la corrosión por picadura en las estrías o las mellas en los surcos de anillos se convierten en vías directas de fuga; rechace o vuelva a mecanizar con controles documentados. |
Resumen de la lista de verificación de control de calidad de bridas
Por qué es importante el control de calidad
Las inspecciones de control de calidad protegen su proyecto de fugas evitables, retrabajos e incidentes de seguridad. Al comprar bridas de China, el riesgo suele proceder de tres fuentes: (1) lagunas en las especificaciones (tipo de cara, clase, diámetro interior/espesor de pared, nivel de END no claros), (2) lagunas en la trazabilidad (lotes mezclados o falta de documentación EN 10204), y (3) lagunas en el rendimiento del montaje (método de apriete de pernos y compatibilidad de la junta). Una lista de comprobación obliga al comprador y al proveedor a cerrar estas lagunas antes del envío.
Una lista de comprobación práctica no es solo “inspección visual”. Debe confirmar la norma aplicable y los requisitos de marcado, confirmar la clase de presión y el acabado de la cara, verificar la certificación del material y la trazabilidad del número de colada, y verificar el estado del mecanizado final (incluyendo el acabado superficial cuando sea relevante). También hace que sus inspecciones sean repetibles entre lotes, lo que permite detectar desviaciones tempranamente.
Consejo: Solicite siempre un certificado válido del sistema de gestión de calidad (normalmente ISO 9001) y verifique su plan de inspección y ensayo frente a la norma de brida que está comprando (por ejemplo, ASME B16.5 / B16.47 para dimensiones/marcado/ensayos, y ASME PCC-1 para prácticas de montaje).
| Criterios | Importancia |
|---|---|
| Certificaciones de garantía de calidad | ISO 9001 no “garantiza” la metalurgia, pero reduce la variación del proceso y obliga al control documental y a la disciplina de acciones correctivas. |
| Reputación del proveedor | Busque exportaciones repetidas a industrias reguladas y evidencia de subcontratistas estables para forja, tratamiento térmico y END. |
| Comprensión de la dinámica de la cadena de suministro | Le ayuda a planificar puntos de retención (materia prima → forja → tratamiento térmico → mecanizado → END → inspección final → embalaje) y evitar sorpresas de última hora. |
Pasos clave en la lista de verificación
Siga estos pasos para completar una inspección exhaustiva:
- Confirme los documentos de referencia: orden de compra + plano + norma de brida (ASME B16.5/B16.47 o EN 1092-1) + especificación de material (ASTM/EN) + requisitos de END.
- Prepare herramientas calibradas: calibre vernier, micrómetros, calibre de interiores, calibre de círculo de taladros, comparador de rugosidad superficial (cuando se especifique) y dispositivo PMI (o planifique PMI de terceros).
- Inspeccione la brida buscando óxido, abolladuras, daños en la cara, mellas en la ranura del anillo y condición fuera de redondez..
- Mida las dimensiones críticas: DE/DI, espesor, círculo de taladros, diámetro/espaciado de los agujeros para pernos, geometría del cubo y altura de la cara según corresponda. Registre los resultados “como fabricado”, no solo aprobado/rechazado.
- Verifique el ajuste de la junta y el atornillado: el tipo de cara (RF/FF/RTJ) debe coincidir con el tipo de junta; los espárragos/tuercas deben coincidir con el grado y el recubrimiento; confirme las arandelas si lo requiere la práctica del proyecto.
- Verifique la trazabilidad: el número de colada en la brida debe coincidir con el certificado MTR/EN 10204; confirme que las marcas sean legibles después del recubrimiento y el embalaje.
- Documente todo: fotos del marcado + estado de la cara, informe dimensional, informes de END, gráficos de tratamiento térmico (si se requiere), lista de embalaje y nota de liberación.
- Libere solo después de que todas las desviaciones se hayan cerrado con una disposición por escrito (reparación/remecanizado/reevaluación) y un paquete de certificados revisado.
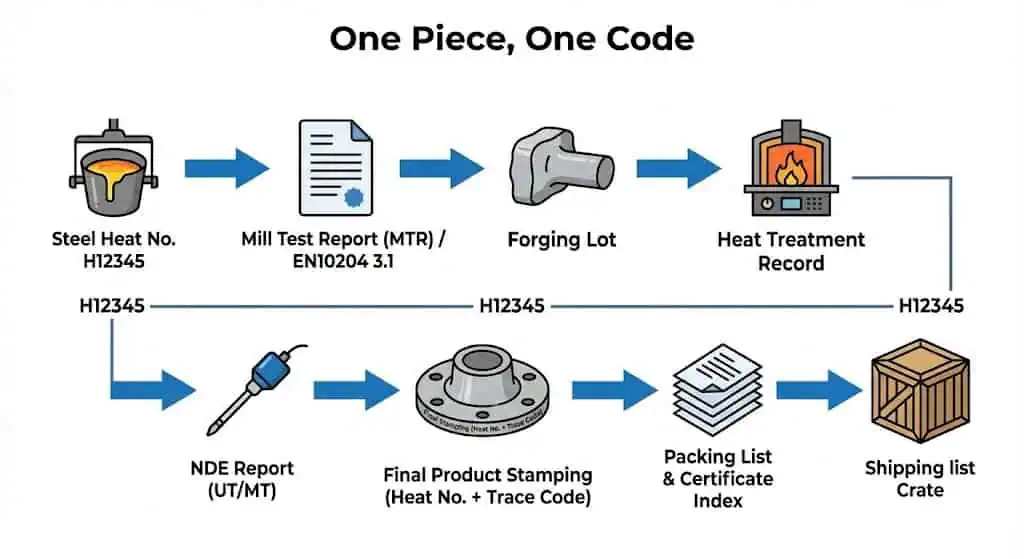
Mantenga registros de cada lote. Cuando ocurren fallos en campo, la única vía rápida hacia la causa raíz es la trazabilidad (calor/lote) más evidencia de conformidad en el envío. Si carece de capacidad interna, utilice un inspector tercero cualificado y exija un informe rico en fotografías con valores medidos.
Comprobaciones de calidad previas a la producción para bridas
Las comprobaciones previas a la producción evitan “defectos incorporados”. En la adquisición de bridas, el defecto más barato es el que se detiene antes de que comience la forja o el mecanizado. Esta fase es donde se fija el estándar exacto, tipo de cara, clase, diámetro interior, grado de material y requisitos de documentación, y luego se confirma que el proveedor puede ejecutarlos de forma consistente.
Evaluación y cualificación de proveedores
Elija proveedores en función de su capacidad y trazabilidad, no solo del precio. Un proveedor de bridas capaz debería poder mostrar: ruta de forja, control de tratamiento térmico, capacidad de mecanizado CNC, END interno o subcontratado cualificado, y control documental estable. Solicite “libros de datos” de ejemplo de pedidos anteriores (con detalles del cliente anonimizados) para confirmar que pueden empaquetar los certificados correctamente.
| Certificación | Descripción |
|---|---|
| ISO 9001:2015 | Evidencia de un sistema de gestión de calidad controlado (control documental, acciones correctivas, registros de formación). |
| API 6A | Requisito común para cadenas de suministro de equipos de cabezal de pozo/árbol; especifique solo cuando su alcance de proyecto lo requiera. |
| ASME B16.5 / ASME B16.47 | Define dimensiones, tolerancias, marcado y ensayos para familias de bridas ASME (seleccione según el rango de NPS). |
| PED 2014/68/UE | Cumplimiento de equipos a presión de la UE (se aplica a equipos con PS > 0,5 bar; la categoría y la evaluación de conformidad dependen del fluido/grupo/volumen). |
| NACE MR0175 / ISO 15156 | Reglas de selección de materiales para entornos H2S (ácidos); especificar cuando existe riesgo de SSC/HIC. |
| EN 10204 3.1 / 3.2 | Tipos de documentos de inspección utilizados globalmente para demostrar trazabilidad y resultados de ensayo; 3.2 añade verificación independiente cuando se requiere. |
La doble certificación puede ser útil, pero solo si está respaldada por documentación trazable y una ruta de material controlada. Si desea acero inoxidable con doble certificación (por ejemplo 316/316L), especifique los requisitos exactos de química/propiedades mecánicas y exija PMI y trazabilidad térmica en cada brida, no solo en “muestras”.”
Consejo: Utilice una lista de verificación tanto en inglés como en chino para la orden de compra, las notas del plano y el ITP. La mayoría de los fallos en campo comienzan como malentendidos sobre el tipo de cara, la clase o el alcance de la documentación.
Certificación y Trazabilidad del Material
Confirme la trazabilidad antes de que comience la producción, no después de que las piezas estén terminadas. Su proveedor debe proporcionar certificados que coincidan con la especificación del material pedido y el lote suministrado. Para proyectos orientados a la UE, los documentos de inspección EN 10204 son comunes; para proyectos ASTM, los paquetes MTR/MTC son típicos. Lo que importa es que los resultados de los ensayos y el número de colada se puedan rastrear limpiamente desde la materia prima hasta el marcado final.
| Tipo de certificación | Descripción |
|---|---|
| EN10204-3.1 | Confirma el cumplimiento del pedido e incluye los resultados reales de los ensayos para el lote/colada suministrado. |
| Certificación PED | Admite la trazabilidad y la evaluación de la conformidad para equipos a presión comercializados en el mercado de la UE (el alcance depende de la categoría del equipo). |
Requiere un número de colada (o número de colada/cuchara) en cada brida que se vincule al certificado. Si la brida va a recibir un recubrimiento, exige un marcado que permanezca legible después del recubrimiento (o exige etiquetado además del marcado por estampación). Para los grados de acero inoxidable y dúplex, planifica la identificación positiva de materiales (PMI) como parte de tus puntos de retención, no como una idea tardía.
Revisión de Especificaciones
Revisa las especificaciones línea por línea antes de que comience la forja o el mecanizado. Aquí es donde los compradores evitan el clásico problema de “cumple las dimensiones pero tiene fugas en servicio”. Confirma por escrito los elementos siguientes y luego congela la revisión.
| Paso | Descripción |
|---|---|
| Propósito | Defina el servicio: presión, temperatura, medio (incluyendo riesgo de cloruro/H2S), y si la unión es cíclica o estática. |
| Alcance | Confirme el rango NPS/DN, tipo de brida (WN/SO/SW/THD/LJ/BL), cara (RF/FF/RTJ) y diámetro interior. |
| Adquisición de Materias Primas | Congelar grado de material (ASTM/EN), condición de tratamiento térmico y reglas de sustitución permitidas. |
| Control de Procesos | Definir los requisitos de la hoja de ruta/tarjeta de viaje, la retención del gráfico de tratamiento térmico y las calificaciones de los procedimientos de END. . |
| Inspección y Ensayos | Definir los puntos de retención (recepción de materia prima, post-forja, post-TT, post-mecanizado, post-END, final). Definir los criterios de aceptación para MT/PT/UT y las tolerancias dimensionales. |
| Certificación de Calidad | Definir el contenido del paquete de certificados: MTR/EN 10204, informes de END, lista de calibración, fotos de marcado y lista de embalaje. |
| Anticorrosión/Embalaje | Defina el método de prevención de óxido, las necesidades de VCI/dessecante, el tipo de caja, las marcas de elevación y las advertencias de “no apilar”. |
Cuando la compra mezcla normas (por ejemplo, material ASTM + dimensiones de brida ASME + documentación de la UE), escríbalo explícitamente. Los pedidos ambiguos son el principal motor de no conformidad. Si necesita una norma de junta, haga referencia a ella (a menudo ASME B16.20) y especifique el estilo de junta y las expectativas de acabado de la cara en las notas del pedido.
Nota: Las auditorías de fábrica y las revisiones de alineación de especificaciones previenen defectos antes de que existan. Así es como se ahorran semanas de programación y se evita el “re-mecanizado de emergencia” antes del envío.
Comprobaciones clave de calidad previas a la producción para bridas:
- Verificar especificaciones del material y certificados, incluyendo números de colada y control de revisiones.
- Confirmar el alcance de los ensayos químicos/mecánicos (tracción, dureza, impacto si es necesario) y cualquier restricción para servicio ácido.
- Revisar certificaciones del proveedor y evidencia real de capacidad (máquinas, hornos, acceso a END, libros de datos).
- Confirmar planos, tipo de cara, diámetro interior/espesor de pared y tolerancias dimensionales.
- Utilizar listas de comprobación bilingües y congelar la terminología para tipos de cara y clases de presión.
- Definir normas de trazabilidad y marcado (qué debe estamparse frente a etiquetarse).
- Planificar puntos de retención de inspección de terceros y definir por escrito qué significa “aprobado”.
Estos pasos crean una base de calidad estable para la compra de bridas y reducen el riesgo de incumplimiento. Si compra bridas repetidamente, cree una tarjeta de puntuación del proveedor vinculada a categorías medibles de no conformidad (dimensión, marcado, certificados, END, embalaje).
Inspecciones en proceso en China
Comprobaciones dimensionales y de tolerancias
Medir dimensiones y tolerancias durante la producción, no solo al final. Para las bridas ASME, la norma define dimensiones, tolerancias, marcado y expectativas de ensayo (ASME B16.5 y ASME B16.47). En la práctica, los compradores deben verificar: círculo de pernos, posición de agujeros, altura de cara, dimensiones del cubo y diámetro interior. Detectar una desviación del círculo de pernos antes del mecanizado final evita un rehacer completo.
Ejemplo de ingeniería (Caso 1 — desviación del círculo de pernos): Un lote de bridas WN Clase 300 superó las “comprobaciones de diámetro exterior/diámetro interior” pero falló en el montaje porque varias bridas tenían desviación en el espaciado de los agujeros de pernos que obligó a escariar en campo. La causa raíz fue un dispositivo de taladrado desgastado y la falta de verificación del PCD durante el proceso. Prevención: verificar el PCD y la posición real de los agujeros en la etapa de primera pieza y tras cambios de herramienta; exigir valores registrados en el informe de proceso.
| Método de inspección | Descripción |
|---|---|
| Inspección de dimensiones | Comprueba si la brida cumple con los requisitos de tamaño (diámetro exterior/diámetro interior/espesor/PCD/agujeros/cubo). |
| Inspección del ángulo de bisel | Confirma el ángulo de bisel y la superficie de apoyo para un ajuste de soldadura adecuado. |
| Inspección de rugosidad | Mide el acabado superficial cuando el tipo de junta requiere un acabado definido. |
| Prueba de dureza superficial | Verifica la dureza cuando lo exige la especificación del material o las restricciones de servicio corrosivo. |
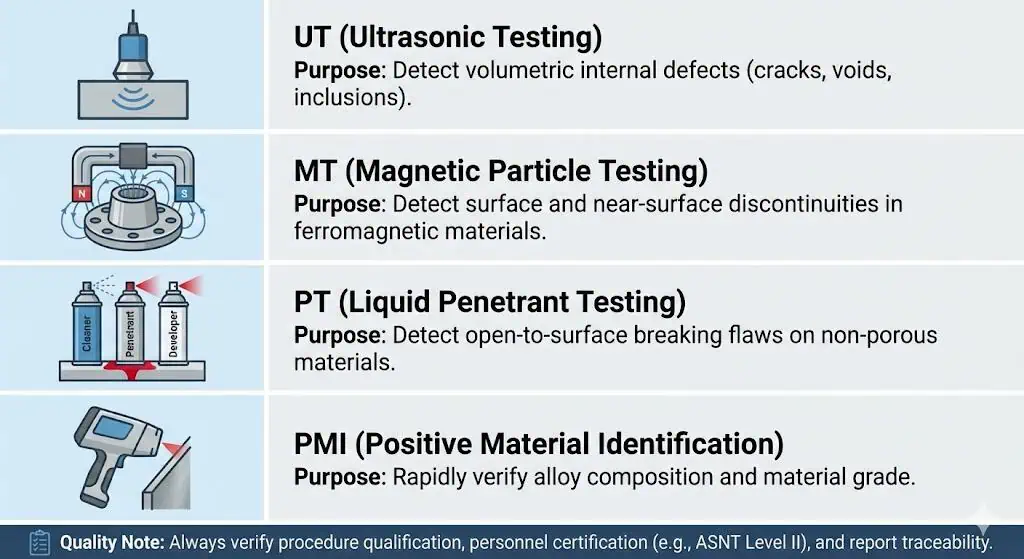
| UT, MT, PT, PMI | Detecta defectos internos/superficiales y confirma el grado de aleación (PMI) para evitar mezclas de materiales. |
Controles de proceso y documentación
Los controles de proceso deben ser visibles en la documentación. Solicite una hoja de ruta (traveler) que siga cada brida desde: recepción de materia prima → forja → tratamiento térmico → mecanizado en bruto → END → mecanizado final → inspección final → embalaje. “Siempre lo hacemos” no es evidencia; una hoja de ruta sellada con fechas, firmas de operario/inspector e identificadores de equipo sí lo es.
- Verifique la recepción de material: número de colada, inspección de entrada y segregación por colada/grado.
- Confirmar controles de forja: práctica de relación de forja (dependiente del proyecto) y controles de distorsión.
- Confirmar tratamiento térmico: registro gráfico, ID del horno y método de temple/enfriado al aire según corresponda.
- Confirmar mecanizado: control de programa CNC, comprobaciones de desgaste de herramientas e inspección de primera pieza.
- Confirmar END: procedimiento cualificado, personal cualificado y trazabilidad del informe a la pieza/colada.
- Confirmar recubrimiento/tratamiento superficial: qué se aplicó y cómo se protegió posteriormente.
- Confirmar paquete de informe final: certificados + valores medidos + fotos + lista de empaque.
Cuando se abastezca repetidamente, defina puntos de retención donde inspectores de terceros deben presenciar o verificar (por ejemplo, PMI en 100% de bridas dúplex, o UT en zonas críticas de espesor). Esto garantiza una calidad consistente y ayuda a cumplir la fecha de entrega sin trabajos de reprocesamiento sorpresa.
Marcado e identificación
El marcado no es cosmético — es cómo se defiende la trazabilidad. Para bridas ASME, la norma incluye requisitos de marcado (identificación del fabricante, clase/clasificación, designación del material, tamaño y más según corresponda). Para sistemas EN, el marcado EN 1092-1 típicamente incluye fabricante, número de norma, tipo, DN/PN, material y número de colada/trazabilidad cuando se requiere certificación.
- Utilice marcado permanente (estampado en acero o láser) colocado de modo que permanezca legible después del recubrimiento/manipulación.
- Asegúrese de que las marcas coincidan con el paquete de certificados (el número de colada debe coincidir con el MTR/EN 10204).
- Señale y documente cualquier reparación de soldadura (qué se reparó, procedimiento y resultados de la reinspección).
- Realice un “conjunto de fotos de marcado” final por lote para evitar disputas tras la llegada.
Estos pasos le permiten rastrear problemas hasta la colada/lote exacto rápidamente y evitar la instalación en campo de grados mezclados — una causa común de fallos por corrosión prematura.
Inspecciones Finales de Producto en China
Comprobaciones Visuales y de Calidad Superficial
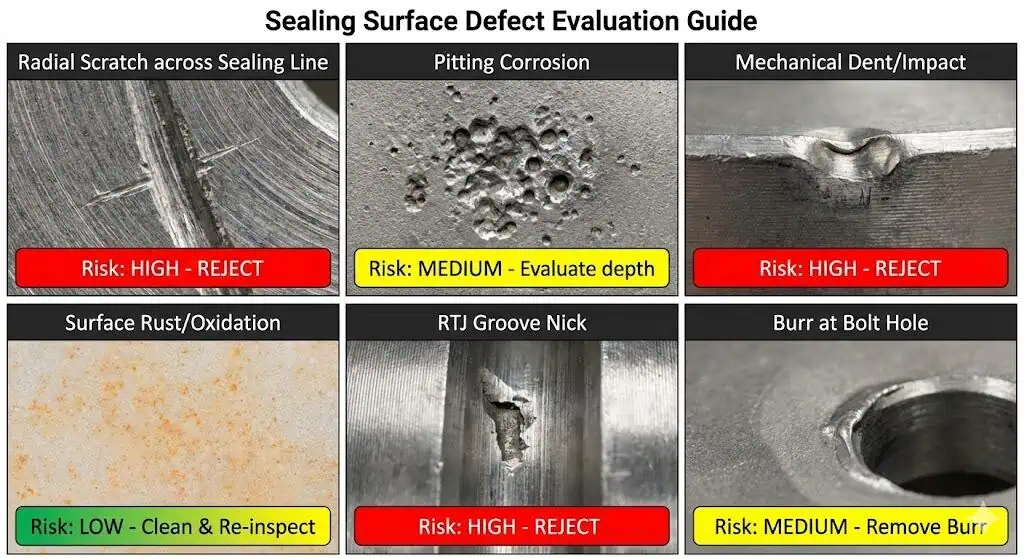
La inspección final debe confirmar que las superficies de estanqueidad están aptas para el servicio. Busque daños en la cara, defectos en las estrías, picaduras por corrosión, abolladuras y mellas en la ranura del anillo (RTJ). Limpie las caras antes de la inspección; no “inspeccione a través de aceite y óxido”. Mida el espesor, el diámetro interior y los agujeros según un plan de muestreo que se ajuste al riesgo (servicio crítico = mayor muestreo o 100% para dimensiones clave).
Ejemplo de ingeniería (Caso 2 — daño en la cara durante el embalaje): Un lote llegó con rebajes de la cara RF arañados aunque los informes dimensionales estaban correctos. La causa raíz fue el apilamiento metal contra metal sin separadores. Prevención: exigir protectores de cara, separadores no metálicos y embalaje en cajas que evite el movimiento; incluir fotos del embalaje en el informe final.
| Tipo de Inspección | Descripción |
|---|---|
| Inspección de aspecto | Comprobar caras, agujeros, espesor, recubrimientos y verificar que los certificados/marcado coincidan con las piezas enviadas. |
| Inspección interna | Buscar grietas, solapes y discontinuidades internas donde se especifiquen comprobaciones por ultrasonidos o por sección. |
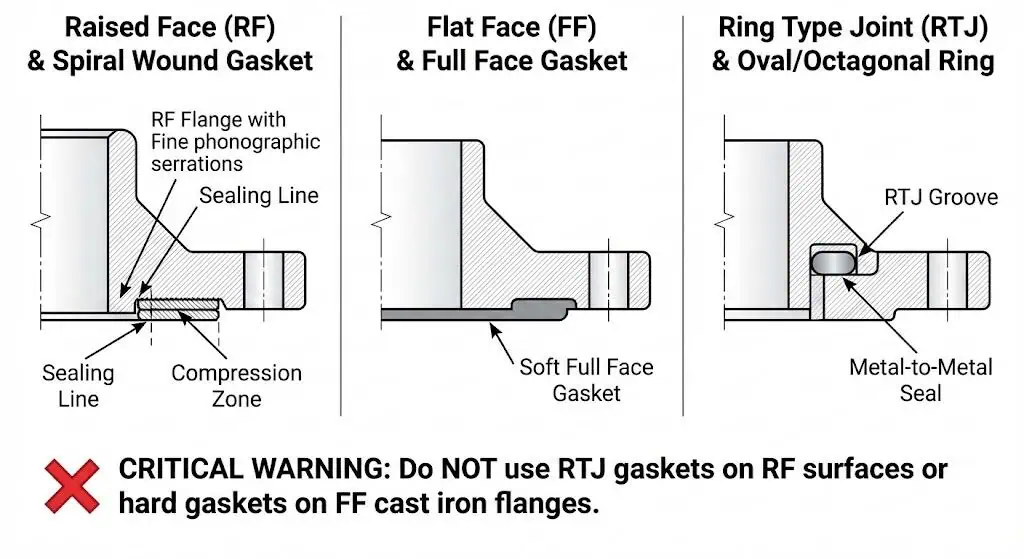
| Inspección de estanqueidad | Confirmar el tipo de cara (RF/FF/RTJ) y su estado; verificar el estado de la ranura del anillo para RTJ. |
| Requisitos del operario | Los inspectores deben comprender las normas de bridas, las morfologías típicas de defectos y la trazabilidad de los informes. |
| Herramientas y equipamiento | Utilice calibres calibrados y métodos documentados; registre valores, no solo aprobado/rechazado. |
| Limpieza previa a la inspección | Limpie y elimine óxido suelto/contaminación antes de evaluar la superficie de sellado. |
| Inspecciones Regulares | Para pedidos repetidos, analice la tendencia de defectos por proveedor/turno/utillaje para detectar desviaciones a tiempo. |
Consejo: Un acabado fonográfico (serrado en espiral) ayuda al asentamiento de la junta en muchas uniones RF. Los rangos típicos de la industria referenciados para juntas espirales son Ra 3,2–6,3 μm (125–250 μin AARH), mientras que las ranuras RTJ utilizan requisitos diferentes. Ajuste siempre las expectativas de acabado al tipo de junta y a la especificación del proyecto.
Ensayo mecánico y químico
Los ensayos deben estar vinculados al riesgo de servicio. Para sistemas de presión, confirmar que la composición química y las propiedades mecánicas coinciden con la especificación del material (por ejemplo ASTM A182 para muchas bridas forjadas de aleación/acero inoxidable). Cuando se trata de servicio en condiciones corrosivas (sour service) o a baja temperatura, el proyecto puede requerir ensayos de dureza y de impacto. Planifique estas pruebas antes de la producción — no se pueden “añadir después” sin afectar al cronograma.
- Verifique que la composición química y las propiedades mecánicas del certificado de material (MTR) coincidan con el grado y el número de colada solicitados.
- Utilice PMI para reducir el riesgo de mezcla de grados (304 frente a 316, o grado dúplex incorrecto).
- Confirme el alcance y los criterios de aceptación de END (UT/MT/PT) para el tipo de brida y la severidad del servicio.
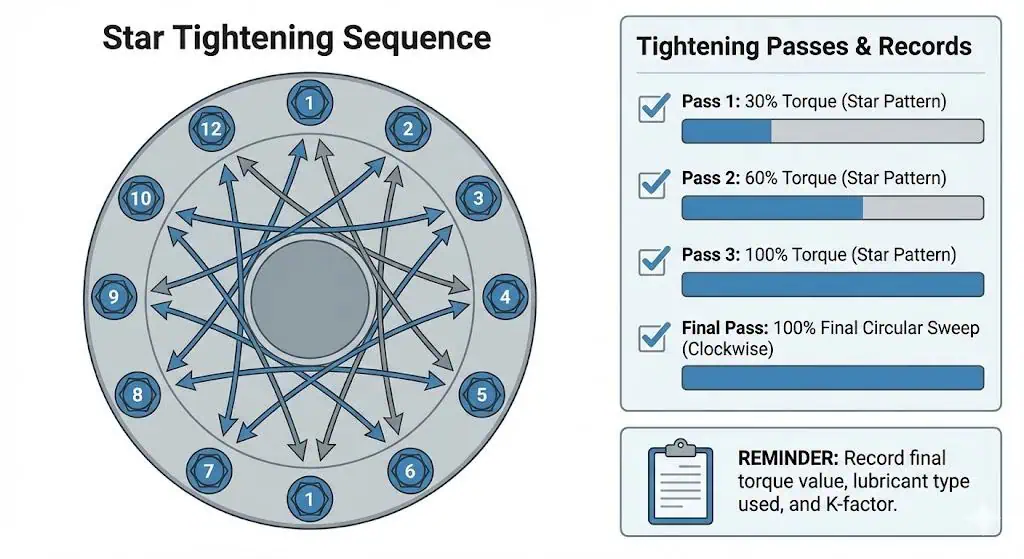
- Para la integridad del montaje, consulte las prácticas controladas de apriete de pernos de ASME PCC-1 y exija un método de apriete en múltiples pasos con registros para uniones críticas.
Ejemplo de ingeniería (Caso 3 — “brida correcta, montaje incorrecto”): Se produjo una fuga en una prueba hidrostática en una línea nueva con bridas y juntas conformes. La causa raíz fue un apriete en un solo paso y sin secuencia controlada, lo que provocó una tensión desigual en la junta. Prevención: utilice un patrón en estrella/cuadrante y pasos de par escalonados según un método documentado; exija formación del montador y registros para uniones críticas.
Normas de embalaje y manipulación
El embalaje forma parte del control de calidad porque puede dañar las superficies de sellado. Utilice cajas de grado de exportación, protectores de caras, separadores no metálicos y medidas anticorrosivas adecuadas para el tiempo de tránsito y el clima. Aplique aceite antioxido solo donde lo permita la especificación del proyecto (algunos servicios de oxígeno/limpios tienen restricciones). Use desecante/VCI al enviar por mar.
- Evite que las caras de las bridas se deslicen o entren en contacto metal con metal durante el transporte.
- Proteja las ranuras de anillos RTJ con protectores rígidos y etiquetado claro de “no retirar”.
- Mantenga el embalaje limpio y seco; añada desecante y selle la caja donde sea apropiado.
- Verifique la exactitud de la lista de empaque: los números de colada/cantidades/identificadores de pieza deben coincidir con el contenido de la caja.
Nota: Un buen embalaje evita reclamaciones por daños a la llegada y evita “soluciones” de rectificado en campo que a menudo crean nuevas vías de fuga.
Siguiendo estos pasos para comprobaciones finales, se asegura de que sus inspecciones de producto en China funcionen bien. Mantiene sus bridas seguras y cumple con todas las inspecciones de control de calidad.
Cumplimiento y Documentación para Bridas
")
Normas y Códigos Internacionales
Debe seguir normas y códigos internacionales para garantizar la calidad del producto y el cumplimiento. En la práctica, elija primero la norma de la familia de bridas (ASME o EN), luego ajuste la especificación del material y las reglas de documentación. Para juntas metálicas, normas como ASME B16.20 se suelen referenciar porque el estilo de la junta afecta al acabado de la cara y al rendimiento del montaje.
| Estándar | Región |
|---|---|
| ASME | EE. UU. |
| DIN | Europa |
| BS | Reino Unido |
| JIS | Japón |
| GOST | Rusia |
| UNI | Italia |
| IS | India |
Siempre solicite a su proveedor documentos en inglés y chino. Para proyectos de alto riesgo, añada una página de índice de certificados que relacione cada lote/colada con los números de pieza y las cantidades.
Informes de Pruebas y Certificados
Necesita informes de pruebas y certificados completos para demostrar la calidad del producto. Como mínimo, su paquete debe demostrar: (1) conformidad del material, (2) trazabilidad y (3) inspecciones/pruebas requeridas completadas. Los documentos comunes incluyen:
- Informes de pruebas para cada lote/colada de bridas.
- Informes de Pruebas de Fábrica (MTR) que muestren la composición química y las propiedades mecánicas.
- EN 10204 3.1 o EN 10204 3.2 cuando se requiere verificación independiente.
- Gráficos/registros de tratamiento térmico si lo exige la especificación del material o del proyecto.
- Informes de END (UT/MT/PT) con identificadores de pieza y criterios de aceptación referenciados.
Un Certificado de Ensayo de Fábrica solo es útil si es trazable a las piezas entregadas. Siempre verifique cruzadamente: número de colada en la brida ↔ número de colada en el certificado ↔ cantidades ↔ lista de empaque.
| Tipo de Documento | Descripción |
|---|---|
| Certificado de Ensayo | Muestra que el producto cumple las especificaciones correctas e incluye métodos/resultados de ensayo referenciados. |
| EN 10204 3.2 | Verificación independiente por terceros de la conformidad y trazabilidad del material (el alcance depende del requisito del proyecto). |
| Certificado de Ensayo de Fábrica | Propiedades químicas y mecánicas vinculadas al lote/calor utilizado para las bridas enviadas. |
Documentación de envío y exportación
Debe preparar la documentación completa de envío y exportación documentación de envío y exportación para proteger su producto y garantizar el cumplimiento. Estos documentos le protegen cuando las aduanas, los usuarios finales o auditores de terceros solicitan pruebas. Incluya siempre:
- Marcado del tamaño, clase/clasificación, grado del material, número de lote/calor e identificación de lote/lote en cada brida.
- Listas de empaque y facturas que coincidan con las cajas físicas.
- Certificados de origen cuando sean necesarios.
- Licencias de exportación si son aplicables a su ámbito.
Consejo: Una hoja índice de certificados (una página) reduce drásticamente las disputas porque permite al receptor verificar rápidamente los números de colada y las cantidades.
Al seguir estos pasos, te aseguras de que tu producto cumple con los estándares de calidad mundiales y supera cada inspección de calidad.
Selección de Socios de Inspección en China
Inspecciones de Control de Calidad por Terceros
La inspección por terceros añade una capa independiente de control cuando no puedes presenciar la producción. Para componentes de presión, elige inspectores que puedan interpretar las normas de bridas, reconocer defectos de forja/mecanizado y verificar la trazabilidad. Para proyectos críticos, exige que los inspectores presencien los puntos de retención (PMI, END, dimensional de primera pieza y embalaje).
Criterios para Seleccionar Agencias de Inspección
Necesitas elegir agencias de inspección que se ajusten a tus necesidades de calidad y comprendan tu producto. Utilice la tabla siguiente para evaluar agencias en función de lo que realmente reduce el riesgo:
| Criterios | Descripción |
|---|---|
| Comprensión de las necesidades del comprador | Pueden traducir su PO/ITP en verificaciones medibles y reglas claras de aprobado/rechazado. |
| Auditorías de fábrica | Pueden confirmar la capacidad para forja, tratamiento térmico, mecanizado, END y control documental. |
| Inspecciones en proceso | Pueden presenciar la primera pieza, verificar PCD/agujeros/caras y detectar desviaciones antes de que se termine el lote. |
| Cumplimiento de normas internacionales | Pueden alinear los informes a los requisitos ASME/EN/ASTM y mantener la trazabilidad intacta. |
También verifique la cobertura geográfica en China y la calidad de los informes (evidencia fotográfica + valores medidos). Un informe de “aprobado en una página” generalmente no es suficiente para la adquisición de equipos a presión.
Comunicación e informes
Una comunicación clara evita disputas en etapas finales. Antes de las inspecciones, envíe a su inspector: PO + planos + ITP + criterios de aceptación + lista de fotos requeridas. Asegúrese de que el proveedor esté informado sobre el momento de la inspección y los puntos de retención. Después de la inspección, revise las no conformidades con un plan de acción correctiva escrito y un plazo. Si se acepta una desviación, documente la concesión formalmente.
Consejo: Solicite fotos de (1) marcado de brida, (2) estado de la cara de sellado, (3) mediciones dimensionales aleatorias y (4) método de embalaje en caja para cada lote.
Siguiendo estos pasos, se asegura de que sus empresas de inspección de calidad en China le ayuden a alcanzar sus objetivos de abastecimiento y le proporcionen productos seguros y fiables.
Mantener una calidad consistente
Evitar errores comunes
Puede mantener la calidad estable evitando patrones de fallo predecibles. La mayoría de los “problemas de calidad” de bridas son en realidad problemas de requisitos y control. Utilice estos pasos:
- Redacte una especificación de compra que indique la norma, tipo de cara, clase, diámetro interior, material, documentación, alcance de END y método de embalaje.
- Audite y califique al proveedor (capacidad + libros de datos), luego bloquee la ruta del proceso.
- Solicite la aprobación del primer artículo antes de la producción completa.
- No seleccione solo por precio; el coste de un solo evento de fuga a menudo supera el ahorro de un lote más barato.
- Utilice contratos escritos que definan los criterios de aceptación y la responsabilidad de retrabajo.
- Utilice inspecciones de terceros en puntos de retención para lotes de servicio crítico.
- Mantenga una tarjeta de puntuación de proveedores y active acciones correctivas cuando aparezcan tendencias.
Ejemplo de ingeniería (Caso 4 — desajuste de clasificación): Una planta pidió “bridas del mismo tamaño” y recibió una clase de presión inferior mezclada en el lote. Todo “encajaba”, pero la unión se convirtió en un punto débil bajo condiciones de alteración. Prevención: exija verificación del marcado de clase en recepción, segregue por clase/lote de fabricación, y añada un requisito de foto del marcado en el paquete del informe final.
Consejo: Para líneas críticas (alta presión, servicio cíclico, servicio ácido o fluidos peligrosos), trate el control de calidad de bridas como un programa basado en riesgos: muestreo más alto, trazabilidad más estricta y puntos de retención presenciados.
Estrategias de mejora continua
La mejora continua significa que mide los defectos y cierra el ciclo. Pasos prácticos:
- Exija la completitud de los certificados (MTR/EN 10204, END, informes dimensionales) para cada pedido.
- Analice las tendencias de las no conformidades por categoría (dimensión, marcado, trazabilidad, daños en la cara, END, embalaje).
- Utilice auditorías por vídeo o auditorías periódicas in situ para verificar la estabilidad del proceso.
- Inicie a los nuevos proveedores con pedidos piloto e inspección aumentada antes de escalar.
- Controle el rendimiento de la entrega y los “defectos de escape” detectados tras la llegada.
| Estrategia | Descripción |
|---|---|
| Control de calidad | Defina puntos de retención, registre los valores medidos y exija informes de acción correctiva para las repeticiones. |
| Requisitos del Cliente | Congele la especificación (tipo de cara/clase/material/documentación) y controle las revisiones formalmente. |
| Eficiencia operativa | Utilice los datos de defectos para dirigirse a la deriva del proceso (desgaste de herramientas, método de embalaje, errores de documentación). |
Puede asegurarse de obtener bridas de calidad de China mediante un proceso de control de calidad claro.
- Verificar la capacidad del proveedor y el control documental (no solo certificados).
- Confirmar la identidad del material con trazabilidad y PMI según el plan de muestreo acordado.
- Utilizar END de forma adecuada para detectar defectos ocultos sin dañar las piezas.
- Exigir informes de inspección de terceros con fotografías y valores medidos.
- Controlar el embalaje para que las caras y las marcas sobrevivan intactas al transporte.
- Confirmar que los proveedores tienen sistemas de calidad estables y controles de trazabilidad.
- Utilizar listas de verificación y puntos de retención en lugar de inspección solo al final.
- Para lotes críticos, presenciar las inspecciones clave (PMI/END/primer artículo/embalaje).
Siempre mejore continuamente el proceso. La calidad estable de las bridas es un resultado del sistema: requisitos claros, producción controlada, evidencia verificada y retroalimentación disciplinada.
PREGUNTAS FRECUENTES
¿Qué documentos debe solicitar al comprar bridas de China?
Debe solicitar un “paquete de certificados” completo que demuestre el cumplimiento del material y su trazabilidad:
- Informe de Ensayo de Fábrica (MTR) / Certificado de Ensayo de Fábrica (composición química + propiedades mecánicas)
- EN 10204 3.1 o EN 10204 3.2 cuando sea requerido
- Informe de inspección dimensional (con valores registrados)
- Informes de END (UT/MT/PT) si se especifican
- Lista de empaque + conjunto de fotos de marcado + hoja índice de certificados
Estos documentos le permiten verificar la calidad, demostrar la trazabilidad y resolver disputas rápidamente tras la llegada.
¿Cómo se comprueba si una brida cumple con las normas internacionales?
Comience con el marcado y los certificados, luego confirme las dimensiones críticas y el acabado de la cara. Para bridas ASME, asegúrese de que el pedido haga referencia ASME B16.5 o ASME B16.47, y confirme la norma de la junta cuando sea relevante (a menudo ASME B16.20).
| Marcado necesario | Por qué es importante |
|---|---|
| Número de norma | Indica qué reglas dimensionales/de marcado/de ensayo se aplican. |
| Grado de material | Confirma que la metalurgia coincide con las necesidades de corrosión y resistencia. |
| Número de colada | Vincula la pieza con el certificado y los resultados de ensayo. |
Siempre verifique cruzadamente el marcado, los certificados y la lista de empaque. Si algún eslabón en la trazabilidad está roto, trate el lote como de alto riesgo.
¿Por qué es importante la doble certificación para las bridas de acero inoxidable?
La certificación dual puede reducir la complejidad del inventario, pero debe estar respaldada por trazabilidad y verificación.
Usted obtiene:
- Más flexibilidad cuando diferentes proyectos requieren declaraciones de conformidad ligeramente diferentes
- Menor riesgo de “cumplimiento solo en papel” si se aplican PMI y trazabilidad térmica
- Exportación más sencilla cuando los requisitos de documentación varían por región
No acepte “certificación dual” solo como etiqueta. Exija que el paquete de certificación muestre exactamente cómo se demostró y verificó el cumplimiento.
¿Qué es un acabado fonográfico y por qué es importante?
Un acabado fonográfico es una serpenteado espiral controlado en la cara de sellado.
Este acabado:
- Ayuda a que muchos empaquetaduras RF se asienten de forma consistente al proporcionar microasperezas controladas
- Reduce el riesgo de fugas cuando el tipo de empaquetadura coincide con la condición de la cara
- Mejora la repetibilidad en comparación con las marcas de mecanizado aleatorias
Ajuste la expectativa de acabado al tipo de empaquetadura y especificación del proyecto. En caso de duda, defina el rango de rugosidad requerido en las notas del pedido.
¿Cómo se puede mantener la alta calidad de las bridas después de la entrega?
El almacenamiento y manejo pueden dañar las caras y destruir la trazabilidad.
Siga estos pasos:
- Almacene las bridas en interiores, secas, elevadas del suelo y segregadas por tratamiento térmico/clase/material.
- Mantenga los protectores de cara en su lugar hasta la instalación; no apile las caras metal contra metal.
- Verifique nuevamente el marcado y el estado de la cara antes de la instalación, especialmente después de un almacenamiento prolongado.
Un buen almacenamiento protege las superficies de sellado y mantiene la documentación y los marcados alineados con las piezas que instala.