Debe prevenir fugas en bridas en sistemas de alta presión porque protege a las personas, reduce paradas no planificadas y limita el riesgo de pérdida de contención. En investigaciones de fugas reportadas, los problemas relacionados con bridas pueden representar una proporción significativa de incidentes, pero la proporción exacta depende de la industria, el alcance del reporte y lo que se considera “relacionado con bridas”. El trabajo de campo muestra el mismo patrón: la mayoría de las fugas no son causadas por un solo error, sino por una cadena de pequeñas desviaciones: junta incorrecta para el servicio, carga desigual de pernos, daño en la cara de la brida y cargas externas de tubería que descargan lentamente la junta.
Algunas discusiones de la industria citan rangos como 30%–50% en alcances de reporte específicos. Trate esas cifras como contexto en lugar de una constante universal. La conclusión práctica es más importante: si controla la selección de juntas, el ensamblaje de la unión y las cargas externas, elimina la mayoría de las vías de falla comunes.
La ingeniería de precisión y el montaje disciplinado importan más que las afirmaciones de marca. Si su equipo utiliza una guía de montaje de unión reconocida (por ejemplo ASME PCC-1) y adquiere bridas que coincidan con su estándar de diseño (por ejemplo ASME B16.5), la probabilidad de fugas crónicas disminuye drásticamente. Para la adquisición o alineación de especificaciones, también ayuda anclar su tipo de brida y elección de cara (RF/FF/RTJ) temprano—consulte la descripción general de fabricación de bridas de acero inoxidable de Sunhy aquí: fabricante de bridas de acero inoxidable.
| Estándar | Requisito de Fugas |
|---|---|
| API 598 | No se permiten burbujas de aire ni gotas de agua |
| API 6D | Fugas cero para válvulas con asiento resiliente |
| MSS SP-61 | Tasas de fuga admisibles para válvulas con asiento metálico |
| FCI 70-2 | Directrices completas sobre tasas de fuga aceptables |
La tabla anterior es útil para comprender cómo las diferentes industrias definen la “aceptación de fugas” (a menudo para válvulas). Para juntas de bridas atornilladas, su trabajo diario normalmente se basa más en la guía de montaje de juntas (por ejemplo ASME PCC-1) y, cuando necesite cálculo o verificación de la capacidad y estanqueidad de la unión, estándares como EN 1591-1. Use la “familia de estándares” correcta para el problema correcto.
A menudo se enfrenta a diez causas principales: selección incorrecta de la junta, apriete inadecuado de los pernos, daños en la superficie de la brida, desalineación, flexibilidad insuficiente de la tubería, fuerza mecánica excesiva, mala colocación de los soportes, arañazos en la junta y problemas de carga de los pernos, corrosión y erosión, y vibración y fatiga de los pernos. Concéntrese en comprobaciones prácticas y un método repetible de montaje de pernos para mantener sus sistemas estables y sin fugas.
Causas de fugas en bridas
Selección inadecuada de la junta
Debe seleccionar la junta correcta para cada conexión de brida. En investigaciones de fallas, los problemas de juntas a menudo tienen su raíz en la selección + instalación, no en “defectos aleatorios”. En proyectos reales, los errores más comunes son la construcción incorrecta de la junta para la cara de la brida, el material incorrecto para el medio y un desajuste entre la tensión de asiento requerida y lo que su disposición de pernos puede entregar realmente.
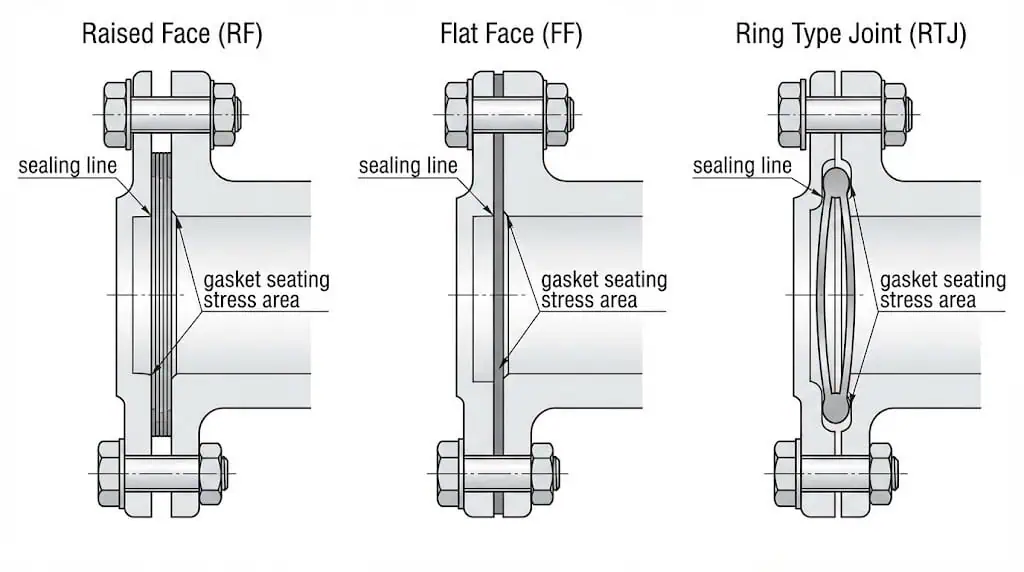
Los errores de selección aparecen de maneras predecibles: construcción incorrecta de la junta para la cara de la brida (RF/FF/RTJ), material incorrecto para el medio y un desajuste entre la tensión de asiento requerida y lo que el tamaño de su perno o espárrago puede entregar realmente. Una regla útil del trabajo de campo es simple: si no puede explicar cómo sella la junta y qué carga necesita, está adivinando.
- Empareje el acabado con el tipo de junta: RF comúnmente usa espiral enrollada o kammprofile; RTJ usa juntas tipo anillo; FF a menudo necesita cobertura de cara completa y control de planitud. Si necesita un repaso rápido sobre la elección de cara, la comparación de Sunhy ayuda: Cara elevada vs cara plana en bridas.
- Confirmar compatibilidad química + de temperatura: El PTFE puede fluir en frío bajo carga; el grafito soporta temperatura pero puede acelerar la corrosión por rendija en servicio con cloruros si hay agua presente.
- Verificar capacidad de carga del perno: la tensión de asiento no es “gratuita”—depende del tamaño del espárrago, grado, lubricación y la dispersión de la relación par–precarga.
- Comprobar acabado de la cara de la brida: la junta elegida puede requerir un rango específico de acabado superficial; demasiado liso puede provocar fugas, demasiado rugoso puede cortar la junta.
Ejemplo de campo (error de selección): Una junta Class 600 RF en aceite caliente presentó fugas tras el arranque. Se cambió la junta de espiral enrollada a lámina blanda para “facilitar el sellado”. La fuga reapareció en horas porque la junta blanda se extruyó bajo temperatura y relajación de la carga del perno. Volver a la construcción correcta de junta y re-apretar con pasos controlados y escalonados lo resolvió.
Consejo: No trate las juntas como “consumibles” intercambiables. Utilice un método de selección documentado, luego fíjelo en su estándar de mantenimiento. Si necesita una referencia paso a paso de montaje, esta guía Sunhy es una buena base interna: 4 pasos para lograr un montaje de brida sin fugas.
Apriete inadecuado de pernos
Las prácticas de pernos inadecuadas a menudo conducen a fugas en bridas porque el torque es solo una forma indirecta de lograr tensión en el perno. La fricción en las roscas y la cara de apoyo de la tuerca, la elección del lubricante y la condición de la superficie impulsan la dispersión del torque. Una forma práctica de reducir la variación es usar un método de pernos documentado, como pasos escalonados, apriete en patrón cruzado y lubricación controlada, y seguir una guía reconocida como ASME PCC-1.
Si no aprieta los pernos uniformemente o a la tensión objetivo correcta, crea tensión baja localizada en la junta. Eso se convierte en una vía de fuga bajo presión o ciclado térmico. También observe la relajación de la carga del perno después del calentamiento: la temperatura y la fluencia/relajación de la junta pueden descargar la unión, especialmente en el primer ciclo operativo.
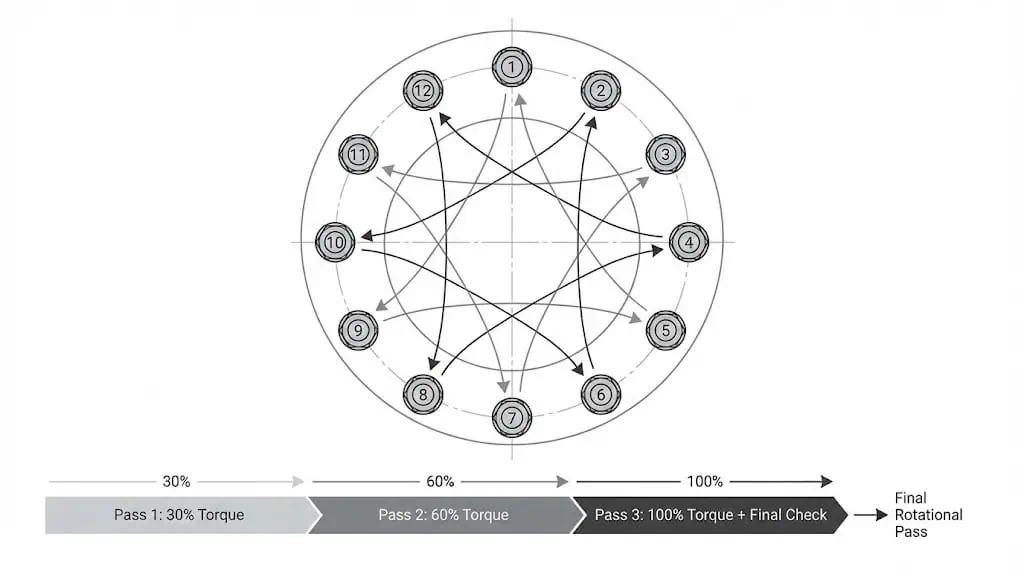
Ejemplo de campo (error de montaje): Un equipo de mantenimiento apretó una brida de 12 pernos “alrededor del círculo”. La unión pasó la prueba hidráulica en frío pero tuvo fugas durante el calentamiento. El reatornillado utilizando un patrón cruzado con pasos escalonados (30% → 60% → 100%) y un paso rotacional final estabilizó la tensión de la junta y eliminó la fuga.
Daño en la superficie de la brida
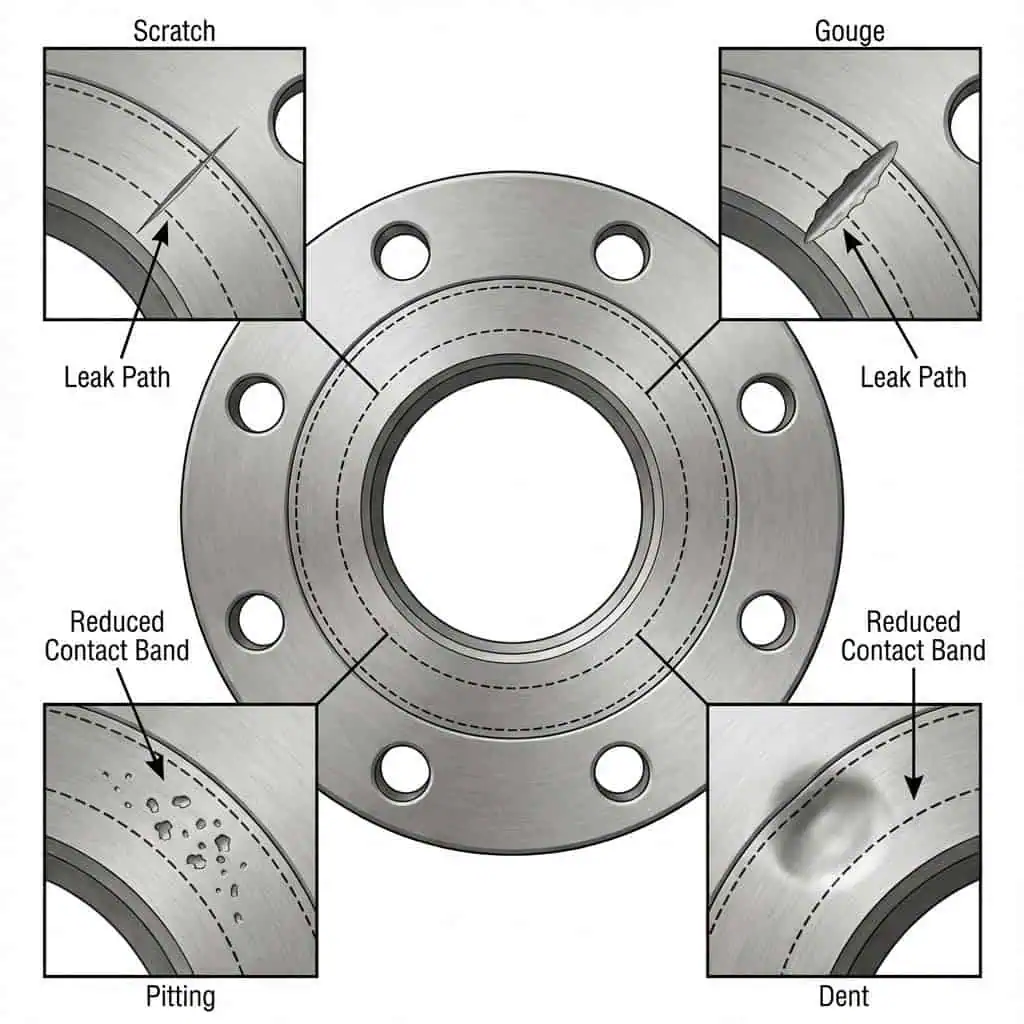
El daño en la brida es una causa principal de fugas porque las imperfecciones de la superficie rompen la línea de sellado. El acabado de la superficie importa en dos direcciones: los arañazos profundos crean un canal de derivación, mientras que la rugosidad general incorrecta puede reducir la mordida de la junta o cortar la junta.
| Tipo | Descripción | Causas |
|---|---|---|
| Arañazos | Marcas estrechas y alargadas con fondos afilados | Creadas por objetos afilados como cepillos de alambre o cinceles |
| Muescas | Marcas anchas y alargadas con fondos romos y redondeados | Causadas por objetos romos como destornilladores o gatos de brida |
| Picaduras | Pequeñas áreas redondeadas de pérdida de material debido a la corrosión | A menudo ocurren en grupos, indicando corrosión localizada |
| Abolladuras | Áreas no alargadas, afiladas o romas causadas por impacto | Resultan de colisiones de equipos durante el posicionamiento de bridas |
Incluso los arañazos radiales menores pueden comprometer el sello en servicio de alta presión. Si está usando juntas espiral enrolladas o kammprofile, confirme que el acabado de la cara de su brida está en la ventana apropiada para el tipo de junta: demasiado rugoso puede dañar la junta; demasiado liso puede reducir la mordida por fricción.
Ejemplo de campo (daño por manipulación): Un equipo limpió una cara realzada con un cepillo de alambre de acero, creando arañazos circunferenciales. La unión “parecía limpia” pero presentó fugas a presión. Reacabando la cara al perfil correcto y reemplazando la junta se corrigió la fuga sin cambiar la clase de brida o el tipo de junta.
Las bridas de precisión de Sunhy se someten a inspecciones superficiales para minimizar defectos evitables, pero aún necesita disciplina de manipulación en obra—la mayoría del daño en caras ocurre durante el mantenimiento, no en la fabricación.
Desalineación de Bridas
La desalineación y el montaje deficiente crean una distribución de presión desigual en la junta y también pueden introducir flexión en el anillo de la brida. En la práctica, el peor hábito es “tirar de las bridas juntas con pernos”. Esto puede deformar permanentemente la brida, dañar la junta y sobrecargar los espárragos.
- Distribución de presión desigual
- Mayor tensión en tuberías y componentes de la unión
- Reducción de la eficiencia y mayor probabilidad de fugas bajo presión o ciclos térmicos
- Desgaste y fatiga acelerados, especialmente en presencia de vibración
La desalineación también acelera el desgaste de la junta durante el montaje. Si la junta se desplaza al acoplar las bridas, puede rasgarse la capa de sellado antes de que la unión siquiera vea presión.
Flexibilidad insuficiente de la tubería
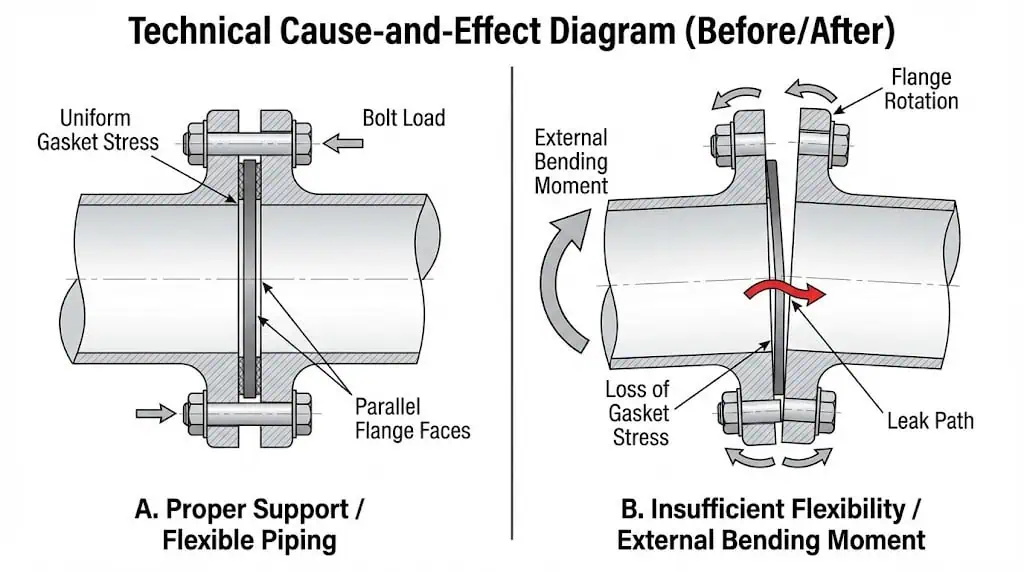
La flexibilidad insuficiente de la tubería se manifiesta como cargas externas que rotan las caras de la brida, reducen la tensión de la junta y abren micro-vías de fuga. La expansión térmica es el desencadenante común: el sistema se calienta, el crecimiento de la tubería empuja las boquillas del equipo y la brida experimenta un momento de flexión que nunca estaba diseñada para soportar. Si está realizando una verificación de ingeniería para servicio crítico, normas como EN 1591-1 pueden ayudar a conectar cargas externas, parámetros de la junta y expectativas de estanqueidad.
- Mayor tensión y cargas en las uniones de brida
- Mayor riesgo de fugas bajo cargas dinámicas o térmicas
- Necesidad de una estrategia de flexibilidad y soporte en el diseño de tuberías
Comprobación práctica: Si necesita una palanca o un tensor para alinear los agujeros de los pernos, es probable que tenga un problema de carga externa. Corrija primero el ajuste y los soportes de la tubería; no lo “solucione” con más par de apriete.
Fuerza mecánica excesiva
Aplicar demasiada fuerza mecánica durante la instalación o la operación puede dañar la brida o la junta. En sistemas de alta presión, la unión de brida es sensible al momento flector, la torsión y las cargas axiales. Si esas cargas provocan rotación de la brida, la tensión de la junta disminuye y comienzan las fugas, incluso si tus valores de par parecían correctos el día del montaje.
Cuando observe fugas repetidas en la misma unión después del reemplazo de la junta, trátelo como un problema de ruta de carga: desalineación, cargas de tubería o movimiento del equipo está descargando la junta. Reemplazar la junta sin abordar la ruta de carga generalmente conduce a una segunda fuga.
Colocación inadecuada de soportes
La colocación inadecuada de soportes aumenta el riesgo de fugas en bridas al crear flexión sostenida en la unión. El patrón clásico en campo es una válvula pesada o un tramo de instrumentación ubicado cerca de una brida, con el soporte más cercano demasiado lejos. Ese peso se convierte en un momento flector y desgasta lentamente la junta.
Usa soportes para eliminar la flexión de la unión de brida, no solo para “sostener la tubería”. Si tus soportes permiten que la línea se hunda después del arranque, la carga de los pernos compite con la gravedad y la vibración.
Arañazos en la junta y problemas de carga de pernos
El arrastre de la junta y la carga desigual de los pernos son causas frecuentes de fugas en juntas. El arrastre suele ocurrir durante el acoplamiento: la junta se arrastra por la cara porque las bridas no están paralelas o la junta no está centrada. La carga desigual de los pernos bloquea entonces esa junta dañada en su posición.
Utilice espárragos guía en bridas grandes, mantenga las caras paralelas durante el montaje y evite rotar una cara de brida contra la junta. Si utiliza lubricante, aplíquelo de forma consistente y documéntelo: cambiar la lubricación altera la relación par–precarga.
Corrosión y erosión

La corrosión es una amenaza importante para la integridad de la brida, especialmente cuando hay humedad y cloruros presentes. Las formas más comunes en las caras de la brida son la corrosión por hendidura (debajo de la junta) y la corrosión por picadura. La corrosión por hendidura ocurre en pequeños espacios con falta de oxígeno entre la brida y la junta; la corrosión por picadura aparece como pequeñas cavidades y puede agruparse. Los aceros inoxidables no son a prueba de corrosión: la concentración de cloruro, la temperatura, los depósitos y las hendiduras estancadas deciden el resultado.
- Corrosión por rendija: localizada, difícil de detectar temprano, a menudo bajo juntas y depósitos
- Corrosión por picadura: pequeñas picaduras que pueden convertirse en sitios de inicio de fugas
Ejemplo de campo (corrosión bajo junta): Una línea de agua de mar desarrolló fugas recurrentes en la misma brida. La junta fue reemplazada dos veces sin mejora. Después del desmontaje, se encontraron picaduras de corrosión por hendidura bajo la banda de contacto de la junta. La solución fue refrentar la brida, cambiar la estrategia de la junta e implementar lavado e inspección para evitar que los depósitos de sal se asienten en la hendidura.
Las bridas de acero inoxidable de Sunhy resisten la corrosión cuando se emparejan correctamente con el servicio, pero el control de la corrosión es una decisión de sistema: grado del material, depósitos, drenaje, elección de junta e inspección interactúan todos.
Vibración y fatiga de pernos
La vibración puede aflojar los sujetadores con el tiempo y acelerar la fatiga de los pernos si la unión experimenta deslizamiento. En entornos con vibración, la fricción de la rosca por sí sola no es un mecanismo de bloqueo confiable. Prevenir el deslizamiento de la unión es la primera prioridad.
Ejemplo de campo (vibración): Una línea de máquina alternativa presentaba fugas intermitentes en una brida que “pasó” las comprobaciones de par. La causa raíz fue el deslizamiento de la unión bajo vibración. Mejorar los soportes, reducir la transmisión de vibración y añadir una estrategia de bloqueo documentada estabilizó la carga de los pernos y detuvo la fuga.
Nota: Si la vibración forma parte del ciclo de trabajo, trate la retención de la carga de los pernos como un requisito de diseño, no como una ocurrencia posterior de mantenimiento.
Prevención de daños en bridas

Selección correcta de juntas
Previene fugas en bridas eligiendo la junta correcta para su sistema e instalándola de manera controlada. Antes de la instalación, inspeccione las caras de la brida en busca de limpieza, acabado y daños. Nunca reutilice juntas viejas y evite improvisaciones en campo como agregar grasa a menos que el procedimiento de la junta lo permita explícitamente.
Cada tipo de junta—lámina blanda, espiral enrollada, kammprofile, junta de tipo anillo—se adapta a una combinación específica de cara, presión y temperatura. Estandarice los tipos y tamaños de juntas en sus operaciones cuando sea posible, pero no estandarice más allá de lo que el servicio pueda tolerar.
Mejores Prácticas para la Selección de Juntas:
- Ajuste los materiales y construcción de la junta al medio, temperatura y presión, incluidas las condiciones de perturbación, no solo la operación normal.
- Confirme la compatibilidad de la cara (RF/FF/RTJ) y las expectativas de acabado superficial.
- Utilice un método de ensamblaje documentado (por ejemplo ASME PCC-1y mantenga registros para repetibilidad.
Consejo: Si su planta experimenta fugas repetidas después del “reemplazo rutinario de juntas”, agregue un paso de verificación: confirme el acabado y paralelismo de la cara de la brida, y confirme el método de carga de los pernos. Un cambio de junta por sí solo a menudo trata el síntoma.
Apriete Adecuado de Pernos
El apriete adecuado de los pernos garantiza un sellado confiable y evita daños en la brida. Utilice herramientas calibradas y siga una secuencia en patrón cruzado. Para uniones críticas, considere métodos de control de tensión cuando sea práctico, porque el par de torsión por sí solo puede ocultar una gran dispersión de tensión.
Secuencia de Apriete de Pernos:
- Apriete ligeramente el primer perno.
- Muévase directamente al opuesto para el segundo perno.
- Gire 1/4 de vuelta alrededor del círculo para el tercer perno.
- Muévase directamente al opuesto para el cuarto perno.
- Continúe esta secuencia hasta que todos los pernos estén apretados.
Pasos de Aplicación de Par de Torsión:
- Comience con ~30% del objetivo final en la primera pasada (patrón cruzado).
- Aumente a ~60% en la segunda pasada (mismo patrón).
- Finalice en 100% en la pasada final, luego realice una pasada rotacional final para capturar efectos de relajación y asentamiento.
Nota: Una carga uniforme de pernos evita la rotación de la brida y reduce el riesgo de fugas. Mantenga la lubricación consistente: cambiar el lubricante altera la relación par-tensión.
Inspección de Superficie de Brida
Debe inspeccionar las superficies de la brida para detectar defectos que puedan causar fugas. Los métodos no destructivos pueden ayudarle a detectar corrosión y pérdida de espesor sin desmontaje innecesario. Técnicas como la prueba ultrasónica de matriz en fases pueden respaldar el cribado de mecanismos de corrosión que causan daños bajo la junta.
| Característica | Descripción |
|---|---|
| Examen no intrusivo | Inspeccione sin desmontaje |
| In situ y en línea | Realice inspecciones mientras el sistema opera |
| Rentable | Reduzca el tiempo de inactividad y los costos de desmontaje |
| Detección de corrosión | Identifique la corrosión y mida la pérdida de material |
| Seguridad | Elimine los riesgos de bridas abiertas |
Consejo: Agregue una verificación del estado de la cara a su plan de trabajo de juntas: daño visual, banda de picadura bajo la junta y una confirmación rápida del acabado superficial. Muchas fugas repetidas son repetibles porque nadie verifica el estado de la cara antes del reensamblaje.
Alineación precisa de bridas
La alineación precisa previene tipos de daño en bridas y soporta una tensión estable de la junta. Use pasadores de alineación o herramientas de alineación de bridas para posicionar las bridas correctamente. Limpie todas las superficies y verifique que los extremos de la tubería estén rectos y cuadrados. Después de la instalación, inspeccione las soldaduras y realice una prueba de presión para confirmar que no hay fugas.
Pasos de alineación:
- Limpie las bridas y tuberías.
- Use herramientas de alineación para un ajuste preciso.
- Marque las bridas para una alineación correcta.
- Mida las distancias para garantizar la consistencia.
- Ajuste con calzas o espaciadores según sea necesario.
Llamada de atención: Si necesita “forzar” la alineación con espárragos, deténgase y corrija primero la condición de la tubería o el soporte. Los pernos no son herramientas de alineación.
Diseño Flexible de Tuberías
El diseño flexible de tuberías reduce el estrés en las juntas bridadas y previene fugas en las bridas. Utilice el estándar de brida que coincida con su base de diseño (por ejemplo ASME B16.5) y siga una guía de montaje (por ejemplo ASME PCC-1Cuando las cargas externas son significativas, considere enfoques de cálculo y verificación como EN 1591-1.
| Estándar de Diseño | Descripción |
|---|---|
| ASME B16.5 | Base dimensional y de presión-temperatura de bridas para muchos sistemas de tuberías |
| ASME PCC-1 | Orientación de montaje para mantener la integridad de la junta y la tensión de la empaquetadura |
- La tubería flexible acomoda la expansión térmica y el movimiento.
- El diseño adecuado reduce la rotación de la brida y ayuda a mantener la integridad del sello.
Fuerza Mecánica Controlada
Controle la fuerza mecánica durante la instalación para evitar daños en la brida. Apriete los pernos en un patrón cruzado para un esfuerzo uniforme. En lugar de buscar el par máximo, apunte a un rango de esfuerzo del perno que logre el esfuerzo requerido de la junta sin ceder los espárragos o rotar la brida. En la práctica, el objetivo depende del grado del espárrago, condición de lubricación, tipo de junta y geometría de la unión.
Pasos de Control de Fuerza Mecánica:
- Pase Inicial: Apriete los pernos a ~30% del objetivo final en un patrón cruzado.
- Segundo Pase: Aumente a ~60% en el mismo patrón.
- Pase Final: Apriete al 100% en la misma secuencia, luego realice un pase rotacional para detectar la relajación.
Consejo: Evite apretar en exceso. Puede aplastar juntas, rotar bridas y aún tener fugas, porque creó una tensión desigual en la junta, no un mejor sellado.
Colocación Estratégica de Soportes
La colocación estratégica de soportes previene daños en las bridas al mantener la alineación y reducir la flexión sostenida. Elija el espaciado de soportes según el diámetro de la tubería, el material y la densidad del fluido. Utilice soportes rígidos, de resorte o deslizantes según sea necesario, y defina puntos de anclaje donde se deba controlar el movimiento.
| Consideración de Soportes | Descripción |
|---|---|
| Espaciado de Soportes | Determinado por el diámetro de la tubería, el material y la densidad del fluido |
| Tipo de Soportes | Soportes rígidos, de resorte o deslizantes para diferentes requisitos |
| Puntos de Anclaje | Puntos fijos para prevenir el movimiento en todas las direcciones |
- Las inspecciones regulares realizadas por personal calificado mantienen la integridad del sistema.
- Incluya soportes, restricciones y juntas de brida en el mismo plan de inspección.
Gestión de la Carga del Empaque
Asegure un sellado confiable gestionando correctamente la carga de la junta. Apriete los pernos con un método que controle la tensión del perno, no solo el par. Use múltiples pasadas y mantenga las bridas paralelas. Si su procedimiento incluye re-apriete después de ciclos térmicos, siga las instrucciones del fabricante de la junta; algunos tipos de juntas y servicios no permiten re-apriete en caliente sin controles de seguridad adicionales.
Pasos de Gestión de la Carga del Empaque:
- Asegúrese de que las bridas estén paralelas antes de apretar.
- Use un patrón cruzado documentado y pasadas escalonadas.
- Controle la lubricación de manera consistente y regístrela como parte del plan de trabajo.
Prevención de Corrosión
La corrosión y el ataque por hendidura amenazan la integridad de la brida. Elija materiales y métodos de mantenimiento basados en el mecanismo real de corrosión. El rendimiento del acero inoxidable en cloruros depende de la temperatura, depósitos y hendiduras; el 316 no es una garantía. Si su sistema es costero, marino o usa agua de mar o salmuera, añada control de depósitos e inspección bajo la junta a su rutina.
| Tipo de Revestimiento | Beneficios |
|---|---|
| Revestimientos Epoxi | Excelente adhesión, durabilidad y resistencia química |
| Revestimientos Poliuretano | Flexibles, duraderos, alta resistencia a la abrasión y UV |
| Primarios Ricos en Zinc | Proporciona protección catódica, efectivo en ambientes marinos |
- Programe inspecciones y utilice métodos no destructivos para detectar corrosión oculta.
- Controle depósitos, drenaje y hendiduras estancadas alrededor de la interfaz de la brida y la junta.
- Considere grados de aleación más altos donde el estrés por cloruros sea alto y justificado por el riesgo.
Llamada de atención: Si ve fugas recurrentes con picaduras visibles bajo la banda de la junta, deje de cambiar juntas. Re-maquine o reemplace la cara de la brida y corrija el causante de la corrosión: cloruros, depósitos o hendiduras estancadas.
Control de Vibraciones
El control de vibraciones previene la fatiga de los pernos y las fugas en bridas al evitar el deslizamiento de la unión y la pérdida de precarga. Use una estrategia de soporte que reduzca la transmisión de vibraciones y aplique un método de bloqueo que coincida con el riesgo.
Técnicas de Control de Vibraciones:
- Mejore los soportes y restricciones para reducir las vibraciones en la unión de la brida.
- Use métodos de bloqueo apropiados para el servicio y criticidad; no confíe en par extra.
- Instale conectores flexibles donde reduzcan la vibración transmitida sin crear nuevas rutas de carga.
- Incluya verificaciones de carga de pernos y monitoreo de fugas en su plan de mantenimiento para equipos vibratorios.
Consejo: Trate la vibración como una causa raíz. Si la unión se desliza, los pernos pueden aflojarse incluso cuando los valores de par originales eran correctos.
Siguiendo estas estrategias para prevenir daños en bridas, reduce el riesgo de fugas, fallas y costosas paradas. Los productos de ingeniería de precisión ayudan, pero el resultado libre de fugas se construye con diseño de unión + junta correcta + carga correcta de pernos + cargas externas controladas.
Fugas Comunes en Bridas y Soluciones
Identificación de Fugas en Bridas
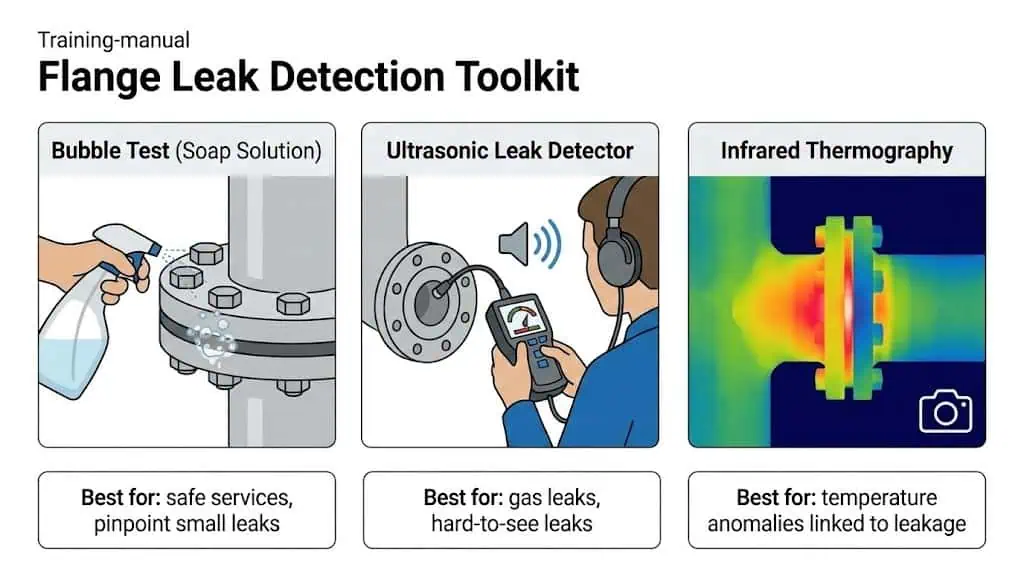
Puede detectar fugas en bridas temprano combinando verificaciones básicas con las herramientas de diagnóstico adecuadas. Un enfoque confiable es un método paso a paso: verificaciones visuales primero, luego pruebas específicas.
- Inspección Visual: Busque humedad, corrosión, depósitos o marcas de lavado alrededor de la brida.
- Prueba de presión: Utilice métodos hidrostáticos o neumáticos consistentes con el procedimiento de su planta.
- Pruebas Ultrasónicas: Detecte gas que escapa y apoye el cribado de espesor cerca de la unión.
- Monitoreo Acústico: Sensores continuos para alerta temprana en servicio crítico.
- Termografía Infrarroja: Las anomalías de temperatura pueden indicar vías de fuga.
| Herramienta/Método de Diagnóstico | Descripción |
|---|---|
| Prueba de burbujas | Aplique solución de jabón y observe burbujas en la conexión de la brida. |
| Detectores de Fuga Ultrasónicos | Detectan sonidos de alta frecuencia de fluidos en escape. |
| Prueba de Presión | Selle la brida y monitoree caídas de presión. |
| Sprays de Detección de Fugas | Cambian de color cuando se exponen a fluidos en fuga. |
| Análisis Visual de Espacios en Bridas | Verifique espacios irregulares que puedan indicar rotación o desalineación. |
| Pruebas de Emisión Acústica | Escuche sonidos de alta frecuencia provenientes de materiales bajo estrés. |
| Termografía Infrarroja | Detecte patrones de calor asociados a fugas de fluidos. |
Consejo: Si aparece una fuga en la brida después del calentamiento pero no en la prueba hidrostática en frío, sospeche de la relajación de la carga del perno, la rotación de la brida por carga externa o el deslizamiento de la junta, no solo de un mal par de apriete.
Estrategias de Respuesta Rápida
Responder rápidamente a fugas en bridas reduce la escalada y el daño secundario. Entrene a su equipo para reconocer señales de fuga y aplicar un plan de respuesta controlada basado en el peligro y el medio.
- Utilice protectores de brida cuando esté justificado para reducir el riesgo de salpicaduras en servicio peligroso como parte de una estrategia de seguridad más amplia.
- No apriete con más fuerza como respuesta predeterminada; verifique primero la alineación y la ruta de carga.
- Escale a parada o reparación cuando el medio o la tasa de fuga exceda su margen de seguridad.
- Utilice planificación de inspección alineada con el programa de códigos de su planta; muchas instalaciones basan la gestión de inspección de tuberías en estándares como API 570.
Ejemplo de campo (fuga repetida): Una junta filtró tres veces en seis meses a pesar del reemplazo de la junta. El problema real fue la carga de tubería de un tramo no soportado cercano que giró lentamente la brida bajo ciclos térmicos. Corregir los soportes y re-pernar según una secuencia controlada detuvo la recurrencia.
Al usar estas soluciones, puede prevenir fugas, reducir el daño de brida impulsado por corrosión y evitar fallas relacionadas con la presión en su sistema.
Puede prevenir fugas de brida manteniéndose proactivo con mantenimiento e inspecciones. En muchas plantas, las mayores ganancias provienen de estandarizar la selección de juntas, capacitar en disciplina de apriete de pernos y controlar cargas externas. Para una lectura interna más profunda sobre mitigación de fugas, Sunhy también cubre un caso relacionado aquí: Soluciones para fugas en bridas en servicio de hidrógeno a alta presión.
| Estándar | Área de Aplicación |
|---|---|
| ISO 6164 | Sistemas hidráulicos de alta presión |
| ANSI/ASME | Bridas de tuberías en EE. UU. |
| API | Aplicaciones de alta presión en campos petroleros |
| DIN | Industrias europeas y marítimas |
Manténgase alerta y utilice estas medidas preventivas para mantener sus sistemas libres de fugas.
PREGUNTAS FRECUENTES
¿Cuál es la causa más común de fugas en bridas?
En la práctica, el patrón de causa raíz más común es el estrés bajo o desigual de la junta.
Esto sucede cuando la selección de la junta no coincide, la carga del perno es desigual, las caras de la brida están dañadas o las cargas externas de tubería rotan la junta. Si corrige solo un factor, por ejemplo una junta nueva, la fuga a menudo regresa a menos que se corrijan la carga del perno y la ruta de carga.
¿Cómo se puede detectar rápidamente una fuga en una brida?
Puede usar una prueba de burbujas para servicios seguros o detección de fugas ultrasónica para fugas de gas.
- Aplique una solución de jabón y busque burbujas donde sea seguro y esté permitido.
- Utilice un dispositivo ultrasónico para detectar fugas de gas y localizar la fuente.
¿Qué debe hacer si encuentra una brida con fugas?
Siga primero el procedimiento de seguridad de su planta, luego diagnostique la causa raíz.
- Evalúe el peligro (medio, presión, temperatura) y decida si se requiere un apagado.
- No recurra por defecto a más par de apriete. Verifique la alineación, los soportes y la evidencia de rotación de la brida.
- Reemplace la junta solo después de verificar el estado de la cara de la brida y el método de apriete de los pernos.
¿Con qué frecuencia se deben inspeccionar las bridas de alta presión?
Utilice un intervalo basado en el riesgo, no un número fijo de calendario.
Las bridas de alta presión deben verificarse durante la puesta en marcha, después del primer ciclo térmico cuando sea práctico, y luego alinearse con el programa de inspección de su planta, a menudo gestionado bajo estándares como API 570. Aumente la frecuencia donde exista vibración, ciclos térmicos, cloruros o historial de mantenimiento repetido.
- Incluya verificaciones visuales durante las rondas donde sea factible.
- Utilice END dirigida donde los mecanismos de corrosión sean creíbles.
¿Se pueden reutilizar las juntas al reparar una brida?
No. No debe reutilizar las juntas.
Una vez comprimida, las características de recuperación y sellado de una junta cambian. La reutilización aumenta la posibilidad de fugas, especialmente en servicio de alta presión o ciclos térmicos.