







Cómo seleccionar accesorios de grado alimentario comienza emparejando su producto real, química de limpieza y geometría de línea, luego verificando el diseño higiénico, idoneidad para contacto con alimentos, compatibilidad de materiales y detalles de instalación. Esa secuencia importa porque muchas fallas de accesorios en plantas de alimentos no comienzan como fallas mecánicas obvias. Generalmente comienzan como retención de producto, drenaje deficiente, incompatibilidad de juntas, defectos de soldadura o documentación faltante, luego se convierten en hallazgos de contaminación, fallas repetidas de CIP, fugas o no conformidades de auditoría. En el procesamiento de alimentos, los problemas relacionados con accesorios que más a menudo causan dificultades incluyen:
- Falta o incompletitud de trazabilidad de materiales, registros de compuestos de juntas o evidencia de acabado superficial para partes en contacto con productos
- Ramas de tramos muertos alrededor de instrumentos, puntos de muestreo o colectores de válvulas que no se limpian o drenan consistentemente
- Material de junta incorrecto para el producto real, cáustico, ácido, sanitizante o exposición a agua caliente/SIP
- Desajuste de férulas, acabado de soldadura interno deficiente o ensambles de abrazaderas forzados durante la instalación
Necesita lógica de selección práctica, no lenguaje genérico de catálogo. Esta guía se centra en lo que realmente afecta la limpiabilidad, drenaje, vida útil del sello, control de cambio y preparación para auditorías en servicio de alimentos y bebidas. SUNHY puede entonces apoyar el lado de suministro con documentación, trazabilidad de materiales y revisión de aplicación una vez que sus requisitos técnicos estén claros.
Comience con el Proceso Real de Alimentos, No con el Catálogo
Requisitos de Producto y Medios
Debe emparejar los accesorios con el producto real y el medio de proceso, no con una descripción general del producto. En el procesamiento de alimentos, el medio no es solo “alimento líquido”. Debe definir el pH, contenido de grasa, carga de proteínas, concentración de azúcar, exposición a cloruros, viscosidad, tamaño de partículas, perfil de alérgenos, y si la línea está expuesta a cáustico, ácido nítrico, ácido peracético, agua caliente o vapor durante la limpieza. Cada factor cambia lo que el accesorio debe soportar y qué tan fácil será de limpiar.
- Compatibilidad de materiales—verifique que la aleación del cuerpo, la junta, el asiento y cualquier exposición a lubricante sean adecuados tanto para el producto como para la química real de CIP/SIP. Un accesorio que maneja el producto pero se hincha o agrieta bajo el sanitizante sigue siendo el accesorio incorrecto.
- Rango de temperatura—verifique la temperatura normal de producción, la temperatura de CIP, la temperatura de sanitización con agua caliente y cualquier condición anormal. La temperatura afecta la tasa de corrosión, la compresión de la junta y la capacidad de presión publicada.
- Exposición a la limpieza—confirme si el ensamblaje debe tolerar limpieza química repetida, CIP de alto flujo, limpieza con espuma, desmontaje manual o esterilización con vapor. El método de limpieza cambia tanto la preferencia de diseño como la carga de mantenimiento.
- Acabado superficial y condición de soldadura—las superficies de contacto con el producto lisas y correctamente acabadas reducen la retención de residuos y facilitan la validación, pero solo si las soldaduras internas, la alineación de la férula y la condición del tinte térmico también están controladas.

Si procesa lácteos, bebidas o alimentos con alto contenido de proteínas, aquí es donde cometen muchos errores evitables. Un ejemplo común en campo es una línea de salsa o salmuera especificada en 304L para servicio general, luego expuesta a una limpieza más agresiva con cloruros o residuos de producto en las grietas de las abrazaderas. El síntoma visible puede comenzar como manchas de té o picaduras locales cerca del asiento del sello, pero la causa raíz suele ser un desajuste entre la química y la grieta en lugar de solo “acero inoxidable malo”.
Modo de Proceso y Estrategia de Limpieza
Su estrategia de limpieza determina qué diseño de accesorio es práctico y cuál solo parece aceptable en papel. Una línea diseñada para CIP cerrado y repetible no requiere la misma estrategia de conexión que un skid de lotes cortos que se abre con frecuencia para cambios de configuración. Debe decidirse desde el principio si el sistema es principalmente cerrado y automatizado, se desmonta rutinariamente o es un híbrido de ambos.
- La disposición del equipo y si el proceso es completamente cerrado, parcialmente abierto o se interrumpe con frecuencia para inspección
- El nivel de automatización en limpieza, validación y control de cambios de configuración
- La compensación entre desmontaje rápido, vida útil del sello, tiempo de inactividad y consistencia en la limpieza
El servicio CIP generalmente favorece accesorios y válvulas con geometría interna predecible, buen drenaje y mínimas trampas de producto. La limpieza manual puede tolerar más intervención del operador, pero también aumenta la variación entre turnos. Un ejemplo práctico es un punto de muestreo lácteo instalado en una ramificación larga de la línea principal: la línea puede pasar un ciclo CIP normal, pero la ramificación de muestreo aún puede retener residuos porque la velocidad, el mojado y el drenaje son deficientes en ese bolsillo. La solución suele ser geométrica: ramificación más corta, mejor orientación o un diseño de válvula de muestreo más limpio, no productos químicos más fuertes.
Tamaño, Flujo y Compatibilidad de Conexión
Debe asegurarse de que los accesorios coincidan con el estándar de tubo higiénico, el deber de flujo real y el sistema de conexión utilizado en la línea. Esto no es solo una cuestión de tamaño. En servicio higiénico, la familia de estándar incorrecta puede crear desajuste de tolerancias, desajuste de soldadura, problemas de sellado, drenaje deficiente o confusión de reemplazo durante el mantenimiento. Utilice la tabla a continuación como marco de referencia práctico:
| Atributo | Especificación |
|---|---|
| Estándares de referencia | Los proyectos higiénicos comunes pueden involucrar tuberías BS 4825, EN 10357 / DIN 11850, conexiones de abrazadera DIN 32676, conexiones asépticas DIN 11864, o ASME BPE en líneas de mayor pureza; el estándar de la línea debe coincidir con el estándar del accesorio. |
| Acabado superficial de rugosidad (requisito típico del proyecto) | Ra ≤ 0.8 μm es una línea de base común para muchas superficies de contacto con productos higiénicos, pero la aceptación final debe seguir la especificación aplicable del cliente, el estándar de tubería/accesorio y el requisito de soldadura. |
| Materiales comunes del cuerpo | 304L y 316L son las opciones de acero inoxidable más comunes para accesorios higiénicos; 316L a menudo se prefiere cuando la exposición a cloruros, limpieza agresiva o un mayor margen de corrosión son parte de la función. |
| Verificación de compatibilidad | Verifique el diámetro exterior, espesor de pared, tolerancia, perfil de férula, geometría de la junta y serie de abrazadera juntos. “Mismo tamaño nominal” no garantiza piezas higiénicas intercambiables. |
| Aplicaciones típicas | Lácteos, bebidas, elaboración de cerveza, alimentos líquidos, transferencia de ingredientes, sistemas alimentarios adyacentes a la biotecnología e interfaces de utilidad/proceso de mayor limpieza. |
| Implicación de instalación | La correcta selección de estándares reduce el ajuste forzado, la formación de escalones internos, el daño de juntas y la confusión futura con repuestos. |
| Implicación de mantenimiento | Las familias de conexiones estandarizadas facilitan mucho el reemplazo de sellos, el control de inventario y la trazabilidad de auditorías durante la vida útil de la línea. |
Al comenzar con el proceso real en lugar del catálogo, se evita un error común de compra: seleccionar primero por precio y tamaño nominal, para descubrir después que la familia de accesorios, el compuesto de la junta o la geometría interna no coinciden con la realidad de limpieza de la planta.
Identifique el riesgo higiénico antes de elegir el tipo de accesorio
Dónde suele comenzar la contaminación
La contaminación en líneas de grado alimentario a menudo comienza en transiciones, sellos y detalles de bajo flujo, no en el medio de un tubo recto. Por eso los puntos de conexión merecen más atención de la que el catálogo suele darles. En plantas reales, los principales desencadenantes de contaminación o fallas de limpieza alrededor de los accesorios son:
- Partículas: escoria de soldadura, óxido, virutas metálicas, fragmentos de juntas dañadas y residuos de instalación dejados en la línea después de la fabricación o el mantenimiento
- Agua y condensado: drenaje deficiente en derivaciones horizontales, puntos bajos, cuerpos de válvulas o piezas de tubería con pendiente inadecuada
- Acumulación de lubricante o utilidades—especialmente donde se introduce aire o gas comprimido cerca del equipo en contacto con el producto y no ha sido tratado adecuadamente
- Microorganismos y películas de residuos—más comúnmente donde hay espacios muertos, soldaduras rugosas, sellos dañados, áreas de sombra o mojado incompleto de CIP
Un patrón práctico de solución de problemas es este: cuando la misma conexión sigue mostrando lecturas de ATP, micro positivos o retención de olores después de un lavado por lo demás aceptable, la causa suele ser la geometría local, el estado del sello o la orientación del drenaje en lugar de una concentración inadecuada de detergente en toda la planta.
Limpieza y Drenabilidad
La limpieza y la drenabilidad son los dos filtros de diseño que separan los accesorios “de aspecto grado alimentario” de los accesorios que realmente se comportan higiénicamente en servicio. Necesita accesorios diseñados para minimizar la retención de residuos y para vaciarse consistentemente después de la transferencia del producto y después del CIP. Busque estas características:
- Evitar grietas—las juntas en contacto con el producto no deben crear bolsillos estrechos y estancados donde los residuos sobreviven al contacto químico pero permanecen difíciles de enjuagar
- Superficies internas lisas y continuas—el acabado superficial solo ayuda cuando se combina con alineación de flujo, soldaduras limpias y superficies de sellado intactas
- Geometría de autodrenaje—las ramificaciones, los cuerpos de las válvulas y la orientación de los tramos deben permitir un drenaje completo en lugar de dejar un remanente de producto o agua de enjuague
- Transiciones redondeadas y sin bordes internos afilados—los escalones internos abruptos aumentan la retención de producto y las zonas de sombra de limpieza
- Sellos controlados y pasajes de eje—los elastómeros deben sellar sin extrusión, desgarro o compresión excesiva crónica, porque los sellos dañados rápidamente se convierten en puntos débiles de higiene.

Un problema repetido en campo son las juntas de abrazadera que parecen bien desde fuera pero están ensambladas sobre férulas ligeramente desalineadas. Los operadores aprietan la abrazadera hasta que la fuga se detiene, pero la junta queda pellizcada de manera desigual, creando un labio interno y acortando la vida útil del sello. El resultado a corto plazo es una línea seca que “mantiene presión”. El resultado a largo plazo es una limpieza más difícil, llamadas repetidas por fugas y reemplazo prematuro de juntas.
Selección Basada en Riesgo por Sensibilidad del Producto
La sensibilidad del producto debe cambiar su umbral de selección. No todas las líneas de alimentos conllevan la misma consecuencia higiénica si un accesorio atrapa residuos o un sello comienza a degradarse. Lácteos de baja acidez, bebidas altas en proteínas, sistemas de cambio de alérgenos, ingredientes de nutrición infantil, interfaces asépticas y productos microbiológicamente sensibles merecen un enfoque de selección más conservador que el servicio de transferencia de utilidades de bajo riesgo o servicio no crítico de corta duración. En líneas de mayor riesgo, debe favorecer el 316L donde la química lo justifique, minimizar los espacios muertos de las ramas, controlar estrictamente la soldadura y el acabado, y usar sistemas de conexión que sean más fáciles de inspeccionar y documentar. En líneas de menor riesgo, la respuesta correcta aún puede ser una conexión más simple, pero aún debe ser limpiable, drenable y químicamente compatible con el proceso real.
Cumplimiento y Normas para Accesorios Higiénicos
Requisitos de Seguridad Alimentaria y Contacto con Alimentos
Debe seleccionar accesorios de grado alimentario que satisfagan tanto las expectativas de diseño higiénico como los requisitos de materiales en contacto con alimentos bajo el mercado que sirve. En la práctica, eso significa que debe dejar de usar lenguaje genérico como “accesorio aprobado por la FDA” a menos que pueda señalar el alcance exacto del material o componente. Para accesorios higiénicos, el enfoque correcto es verificar el ensamblaje a través del grado del material, declaración del elastómero, acabado, calidad de soldadura, condiciones de uso previstas y registros de trazabilidad.
| Tipo de requisito | Descripción |
|---|---|
| 3-A Sanitary Standards | Ampliamente utilizados criterios de diseño higiénico para equipos de alimentos y lácteos. Útil cuando el procesador, especificador o regulador espera lenguaje de diseño 3-A o un modelo de equipo cubierto por el Símbolo 3-A. |
| FDA 21 CFR 117.40 | Requiere que las superficies en contacto con alimentos sean adecuadamente limpiables, resistentes a la corrosión cuando están en contacto con alimentos, hechas de materiales no tóxicos y capaces de soportar la exposición prevista a alimentos y limpieza. |
| Reglamento de la UE (CE) No 1935/2004 | Requiere que los materiales y artículos en contacto con alimentos eviten la migración nociva y cambios inaceptables en la composición o propiedades organolépticas de los alimentos en condiciones normales o previsibles de uso. |
- La idoneidad para contacto con alimentos debe verificarse para la aleación real del cuerpo, elastómero, asiento y cualquier material auxiliar que pueda contactar el producto.
- La evidencia de cumplimiento es más sólida cuando es específica del compuesto y específica de las condiciones de uso, especialmente para sellos y juntas.
Consejo: En proyectos higiénicos, solicite evidencia a nivel de ensamblaje siempre que sea posible—material del cuerpo, compuesto del sello, condición del acabado y trazabilidad—no solo una declaración genérica copiada del pie de página de un catálogo.
Estándares de Diseño Higiénico y Prácticas Aceptadas
Necesita comprender qué estándares rigen el diseño, cuáles rigen la seguridad de contacto con alimentos y cuáles rigen los sistemas de seguridad alimentaria de la planta. Estos no son intercambiables. Para la mayoría de proyectos de alimentos y bebidas, las referencias principales suelen incluir:
- Estándares 3-A SSI para criterios de diseño de equipos higiénicos y, cuando se especifica, autorización del Símbolo 3-A con verificación de terceros
- Principios de diseño higiénico EHEDG para un diseño higiénico basado en riesgos y pensamiento de limpieza
- Marco FDA CGMP / Controles Preventivos para obligaciones de saneamiento, planta, proceso y control de contaminación en los EE. UU.
Los estándares de sistemas de inocuidad alimentaria como ISO 22000, FSSC 22000, BRCGS o IFS también importan, pero no reemplazan la necesidad de seleccionar una geometría de accesorio que realmente drene y limpie. La documentación y la revisión HACCP no rescatan un diseño deficiente de ramal.
Certificaciones y Documentación
Debe tratar la documentación como parte de la especificación higiénica, no como una idea tardía después de la compra. Para accesorios y válvulas críticos de contacto con alimentos, el paquete mínimo de documentos útiles debe definirse antes de enviar la RFQ.
- Identifique primero la familia de normas aplicable y el requisito del cliente: 3-A, especificación interna basada en EHEDG, expectativa de contacto con alimentos de la FDA/EE. UU., requisito de contacto con alimentos de la UE o un estándar higiénico específico de la planta.
- Confirme qué evidencia se necesita para el componente exacto: certificado de material, declaración de junta, declaración de acabado, datos de presión-temperatura, registro de soldadura o pasivación y marcado de trazabilidad.
- Cuando se requiera cobertura del Símbolo 3-A, verifique que el modelo exacto del equipo o el alcance del componente esté realmente cubierto y no se asuma solo por la reputación de la marca.
- Solicite documentos de muestra antes de la aprobación, incluidos certificados de fábrica EN 10204 3.1 cuando corresponda, declaraciones de material de sellado y cualquier dato de producto relevante para la limpieza.
- Asegúrese de que el rastro documental aún pueda conectar el accesorio instalado con el registro de compra, lote, colada o lote de componentes durante una auditoría o investigación de producto.

Un problema común de auditoría no es que el accesorio en sí sea incorrecto, sino que la planta no pueda probar rápidamente lo que se instaló después del mantenimiento. Cuando una junta se reemplaza con un compuesto visualmente similar pero diferente, el riesgo higiénico puede permanecer oculto hasta que aparezcan hinchazón, retención de olores o ataque químico en servicio.
Nota: Para accesorios higiénicos, los registros más útiles son los que responden cuatro preguntas de inmediato: qué material, qué compuesto de sellado, qué condición de acabado y qué lote o colada se instaló.
Selección de Material y Diseño para Procesamiento de Alimentos
Acero Inoxidable y Materiales No Metálicos
Debe elegir materiales que resistan el producto real, la química de limpieza real y el patrón de mantenimiento real de la línea. Acero inoxidable sigue siendo el material estándar para la mayoría de los accesorios de grado alimentario, pero el rendimiento higiénico depende de más que solo el nombre del grado. La condición del acabado, la calidad de la soldadura, la pasivación, el diseño de grietas y el compuesto de sellado suelen decidir si el accesorio permanece sin problemas en servicio.
| Elección de material | Consideración de Corrosión / Servicio | Mejor caso de uso |
|---|---|---|
| Acero inoxidable 304L | Común y económico para muchas tareas de alimentos y bebidas neutras, pero menos tolerante donde los cloruros, limpiadores agresivos o la exposición persistente a grietas son parte del servicio. | Servicio higiénico general donde la química es moderada y el margen de corrosión está bien comprendido. |
| Acero inoxidable 316L | Generalmente preferido donde se espera producto con cloruros, sal, limpieza ácida o un mayor margen de corrosión; también ampliamente especificado para entornos higiénicos más exigentes. | Lácteos, salmuera, salsas, sistemas de ingredientes, regímenes CIP más agresivos y circuitos higiénicos de mayor riesgo. |
| Materiales de sellado como EPDM, FKM, PTFE u otros | La selección depende de la temperatura, la exposición a grasas/aceites, la química del desinfectante, el riesgo de compresión permanente y si se espera un desmontaje frecuente. | Elija por compatibilidad del compuesto y rango operativo, no por hábito o lo que ya estaba en stock. |
En la práctica, la selección de sellos causa casi tantos problemas higiénicos como la selección de metales. Un ejemplo común es una junta de elastómero que sobrevive al producto pero se hincha después de repetidos ciclos de cáustico caliente y ácido. La falla visible puede aparecer como fuga en la abrazadera o una junta que “camina” durante el reensamblaje, pero la causa raíz es la compatibilidad química más el historial de compresión.
También puede ver componentes de sellado con cara de PTFE o basados en PTFE utilizados donde la resistencia química es el factor dominante. Eso puede funcionar bien, pero aún se deben considerar la resiliencia del sello, el comportamiento de asiento y el manejo del ensamblaje. Un sello químicamente resistente que no se asienta de manera confiable en el ensamblaje real de la abrazadera no es una mejora higiénica.

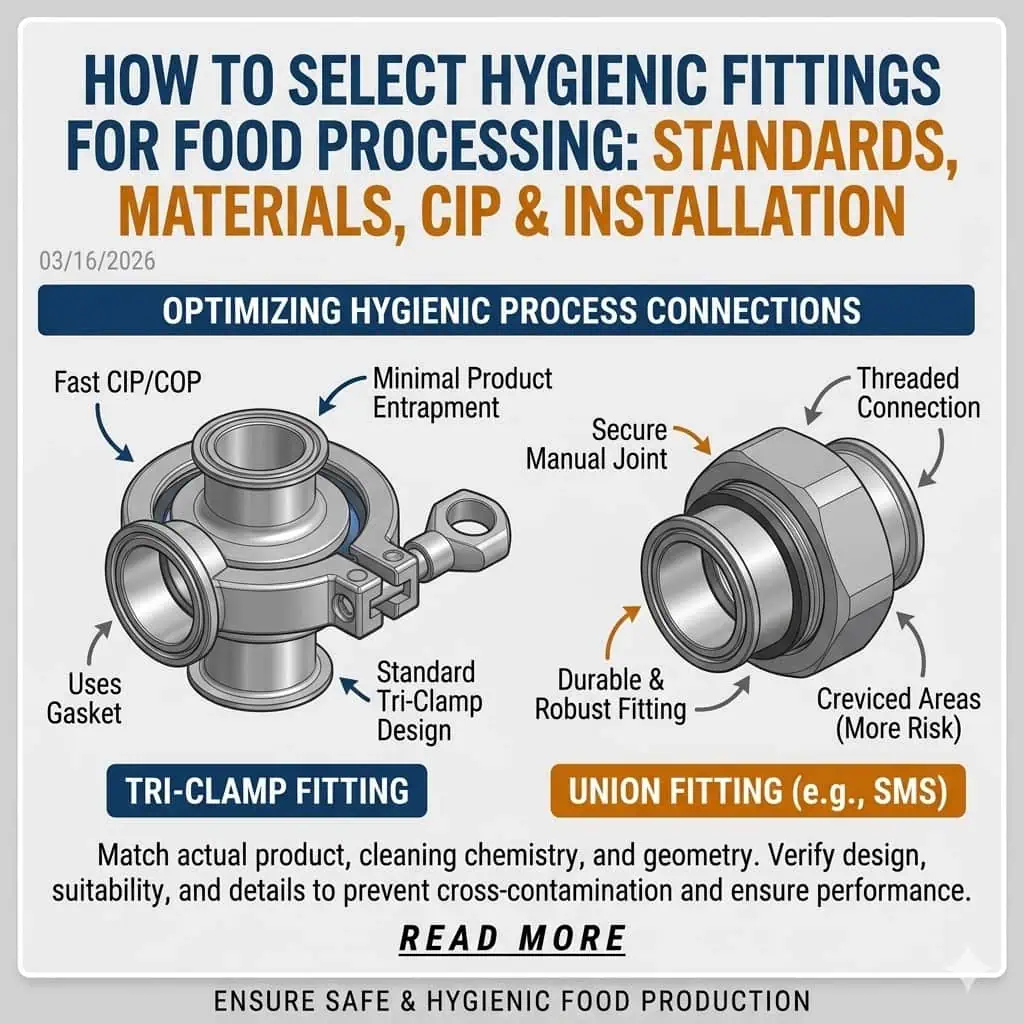
Tipos de Conexiones y Válvulas Higiénicas
Debe seleccionar el tipo de conexión y válvula según el paso del proceso, la frecuencia de inspección y la consecuencia higiénica de la falla. Las opciones más comunes de conexiones y válvulas higiénicas incluyen:
- Conexiones Tri-clamp / abrazadera: Rápidas de abrir y ampliamente utilizadas. Mejores donde importan la inspección y el reemplazo rutinario de sellos, pero solo cuando la alineación del férula, la elección de la junta y la serie de abrazadera son correctas.
- Conexiones mecánicas I-Line o de grado alimentario para servicio pesado: Útiles donde se necesita mayor robustez mecánica, resistencia a vibraciones o capacidad de presión en comparación con el servicio de abrazaderas ligeras.
- Conexiones de grado alimentario soldadas: Preferidas donde se desea el menor desmontaje y la menor cantidad de uniones mecánicas, pero requieren una fabricación más robusta y disciplina de calidad con boroscopio.
- Válvulas de mariposa: Comunes para aislamiento de encendido/apagado en líneas de grado alimentario y relativamente fáciles de mantener, pero el desgaste del asiento y la capacidad de drenaje del cuerpo siguen siendo importantes.
- Válvulas de bola: Pueden funcionar en algunas aplicaciones alimentarias, especialmente donde el cierre es importante, pero el comportamiento de la cavidad interna y la limpiabilidad deben revisarse cuidadosamente para servicio de grado alimentario.
- Válvulas de diafragma: A menudo preferidas donde la limpiabilidad, esterilidad o segregación del producto son más críticas.
- Válvulas de retención, válvulas de muestreo y dispositivos de alivio: Necesarios para protección del flujo y muestreo, pero estos son frecuentes creadores de espacios muertos cuando la longitud de la rama y el ángulo de instalación no están controlados.

Debe hacer coincidir cada tipo de válvula o accesorio con el comportamiento del producto, el método de limpieza, la frecuencia de apertura y la consecuencia de los residuos internos. Un accesorio que es técnicamente de grado alimentario pero incómodo de inspeccionar a menudo se convertirá en un punto ciego de mantenimiento.
Características de Diseño Higiénico
Debe priorizar los detalles de diseño que influyen directamente en la retención de residuos, el acceso a la inspección y la confiabilidad del sello. La siguiente tabla destaca las características de diseño más importantes en la operación diaria:
| Característica | Descripción |
|---|---|
| Capacidad de drenaje | Las conexiones, ramificaciones y cuerpos de válvulas deben vaciarse de manera consistente después de la producción y después del CIP. El volumen residual del talón es un riesgo recurrente de contaminación. |
| Control de grietas y soldaduras | La alineación al ras, las soldaduras higiénicas de penetración completa y los escalones internos mínimos reducen la retención de residuos mucho más efectivamente que el pulido solo por apariencia. |
| Control de sellos | El perfil correcto de la junta, el compuesto y la compresión previenen la extrusión, el desgarro y el re-trabajo crónico en las uniones de abrazadera. |
Requisitos clave para cada válvula y accesorio higiénico:
- Los conjuntos deben ser autodrenantes o estar orientados intencionalmente para que el producto y el agua de enjuague no se estanquen.
- Las superficies en contacto con el producto deben permanecer lisas, continuas y libres de picaduras, pliegues, hombros afilados y desalineación.
- Los materiales de construcción deben ser adecuados para el contacto con alimentos y capaces de soportar la exposición al producto y la limpieza sin convertirse en una fuente de contaminación.
Consejo: El mejor accesorio higiénico no es el que tiene más certificados en el folleto. Es aquel cuya geometría, material, sellado y condición de soldadura siguen limpiando de manera confiable después de ciclos repetidos de producción y mantenimiento.
Rendimiento, Instalación y Mantenimiento
Presiones y temperaturas nominales
Debe seleccionar accesorios y válvulas higiénicos contra la combinación real de presión-temperatura-función, no contra un solo valor de presión principal. Las clasificaciones publicadas varían según la familia de conexión, tamaño, tipo de abrazadera, material de la junta, alineación del ferrulo, par de apriete del montaje y temperatura. Es por eso que las tablas de clase de brida no son un sustituto de los datos de accesorios higiénicos, y por qué una serie de abrazaderas no puede usarse como una regla universal para todas las conexiones de grado alimentario.
Puede usar tablas de presión de abrazaderas de grado alimentario publicadas como una ilustración práctica de cuánto varían las clasificaciones incluso dentro de las familias de abrazaderas higiénicas:
| Ejemplo de Abrazadera Publicada | Clasificación de Presión a 70°F | Clasificación de Presión a 250°F |
|---|---|---|
| Abrazadera de grado alimentario de servicio pesado, 1″–1 1/2″ | 500 psi | 300 psi |
| Abrazadera de grado alimentario de alta presión, 1″–1 1/2″ | 1000 psi | 800 psi |
| Abrazadera de grado alimentario de servicio pesado, 4″ | 300 psi | 150 psi |
| Abrazadera de grado alimentario de alta presión, 4″ | 800 psi | 600 psi |

Para válvulas y accesorios tri-clamp, siempre verifique la clasificación de la conexión ensamblada completa—virolas, junta, abrazadera y temperatura—no solo el material del cuerpo. En la resolución real de problemas, “el accesorio falló a baja presión” a menudo significa que la unión fue mal ensamblada, sobrecomprimida o operada fuera de los supuestos de ensamblaje publicados.
Rutinas de Limpieza y Mantenimiento
Necesita una rutina de mantenimiento basada en el riesgo higiénico y la frecuencia de apertura, no un calendario mecánico genérico. La inspección regular evita que la acumulación, la degradación de los sellos y los problemas de geometría no detectados se conviertan en eventos de contaminación. Una rutina práctica se ve así:
| Frecuencia | Tareas de Mantenimiento |
|---|---|
| Por cambio / por evento de apertura | Inspeccione las juntas en contacto con el producto, las caras de las férulas y las superficies de sellado visibles; retire los sellos dañados; confirme que no queden residuos, mellas o desalineación antes del reensamblaje. |
| Rutina semanal o basada en el riesgo | Verifique los puntos de fuga crónicos, la condición de las abrazaderas, el hardware externo roscado, los asientos de las válvulas y los puntos de muestreo; revise si alguna área retiene repetidamente producto o agua de enjuague. |
| Inspección profunda periódica | Abra conjuntos críticos representativos, inspeccione en busca de picaduras, decoloración de soldaduras, rugosidad, compresión fija, acumulación de minerales y evidencia de drenaje incompleto; verifique que las piezas de repuesto coincidan con el compuesto y tamaño aprobados. |
Debe elegir válvulas y accesorios que puedan inspeccionarse sin convertir cada evento de mantenimiento en un retraso de producción. Un diseño que es teóricamente limpiable pero que rara vez se abre en la práctica a menudo se convierte en el mismo tipo de riesgo higiénico oculto que una ramificación mal diseñada.
Práctica de Instalación
Debe instalar accesorios higiénicos correctamente o incorporará riesgo de contaminación en la línea desde el primer día. Los errores comunes de instalación incluyen férulas juntadas por la fuerza de la abrazadera, ramificaciones instaladas sin orientación favorable al drenaje, tuberías sin soporte que distorsionan los cuerpos de las válvulas y soldaduras internas que nunca se inspeccionaron después de la fabricación. Aborde estos problemas con las siguientes mejores prácticas:
- Capacite a los instaladores para alinear las férulas antes del cierre en lugar de usar la abrazadera para forzar los componentes a su posición.
- Diseñe puntos de ramificación, instrumentos y válvulas de muestreo para minimizar zonas estancadas y mejorar el drenaje.
- Utilice el grado de material higiénico especificado y no mezcle familias estándar de tubos/accesorios a menos que se haya verificado la compatibilidad dimensional.
- Seleccione conjuntos que puedan abrirse, limpiarse y reensamblarse repetidamente sin dañar el sello en contacto con el producto.
- Para circuitos críticos, verifique la limpiabilidad mediante la revisión de la geometría de la ramificación, la capacidad de drenaje, la cobertura de CIP y, cuando esté justificado, pruebas de desafío o una revisión de diseño higiénico más detallada.

Consejo: Una fuga en una abrazadera de grado alimentario después del arranque suele ser una señal de instalación, no solo un problema de junta. Verifique la alineación del ferrul, el asiento del sello, la serie de abrazadera y si la unión se cerró bajo tensión de tubería.
Cuando estos detalles se manejan bien, los accesorios de grado alimentario permiten una limpieza estable, un mantenimiento más rápido y menos desviaciones repetidas. Cuando se ignoran, la misma conexión puede convertirse en un punto débil permanente en una línea por lo demás bien diseñada.
Cómo seleccionar un proveedor de accesorios de grado alimentario
Reputación del proveedor y soporte técnico
Debe elegir un proveedor que pueda responder preguntas de grado alimentario con dibujos, tolerancias y registros, no solo con una hoja de ventas. Un proveedor competente entiende por qué la compresión del sello, el acabado de soldadura interna, el control dimensional y la trazabilidad son importantes en el servicio de alimentos. Al evaluar proveedores, utilice los siguientes criterios:
| Criterios | Descripción |
|---|---|
| Capacidad técnica | El proveedor debe comprender los estándares de grado alimentario, tolerancias, soldabilidad, selección de sellos y límites de presión-temperatura para la familia exacta de conexiones ofrecida. |
| Sistemas de calidad | Necesita documentación controlada, trazabilidad por lote, manejo de desviaciones y un método consistente para identificar revisiones y materiales aprobados. |
| Soporte regulatorio y de grado alimentario | El proveedor debe poder explicar qué está cubierto por las normas, qué está cubierto por las declaraciones y qué aún debe verificarse a nivel de montaje o aplicación. |
Aún debe solicitar referencias de proyectos higiénicos similares, pero haga que las referencias sean técnicas. Pregunte cómo manejó el proveedor el acabado de soldadura, la trazabilidad del material, la compatibilidad de sellos y el control de piezas de repuesto en aplicaciones comparables de alimentos y bebidas. Eso le dice mucho más que una lista genérica de clientes.
Certificaciones y Trazabilidad del Proveedor
Debe verificar la documentación y trazabilidad del proveedor antes de la aprobación, especialmente para accesorios en contacto con productos y sellos de repuesto. La trazabilidad no es solo para la entrega inicial. Debe seguir funcionando después del mantenimiento, cambios de juntas y sustitución de piezas. Revise los siguientes tipos de evidencia:
| Tipo de Evidencia | Descripción |
|---|---|
| Certificados de materiales | Solicite certificados de ensayo de fábrica EN 10204 3.1 o evidencia de trazabilidad equivalente para componentes críticos de acero inoxidable donde el alcance del proyecto lo requiera. |
| Declaraciones de sellado y contacto con alimentos | El proveedor debe identificar el compuesto exacto de la junta o asiento, no solo “grado alimentario” como una afirmación vaga. |
| Registros de superficie y fabricación | Cuando el acabado, la calidad de la soldadura, la pasivación o la fabricación especial sean importantes, pregunte qué evidencia está disponible y cómo se relaciona con el componente entregado. |
| Datos de presión y temperatura | Necesita datos del producto para el tipo de conexión real, tamaño, sello y rango de temperatura, no un gráfico prestado de una serie diferente. |
| Capacidad de respuesta de trazabilidad | El proveedor debe poder conectar el lote de accesorio o sello entregado con los documentos de origen sin conjeturas. |
También debe confirmar cómo se controlan las piezas de repuesto. Muchas desviaciones higiénicas comienzan cuando un ensamblaje original correcto se mantiene posteriormente con una junta, asiento o abrazadera sustituta no documentada. Un proveedor que apoye bien el servicio higiénico entenderá que el rastro de piezas de repuesto es parte del rastro de seguridad alimentaria.
Lista de verificación práctica para la selección de accesorios higiénicos
Preguntas que Responder Antes de Solicitar una Cotización
Antes de solicitar una cotización, defina las condiciones del proceso que realmente determinan la selección de grado alimentario. Utilice esta lista de verificación para guiar su primera discusión técnica:
- ¿Qué fluye exactamente a través de la línea y qué limpia la línea?
Debe definir la química del producto, viscosidad, sólidos, estado de alérgenos y el perfil completo de productos químicos y temperatura de CIP/SIP. - ¿Qué familia de estándares de grado alimentario debe coincidir con el accesorio?
Necesita confirmar si la línea se construye en torno a BS 4825, familias de tuberías y abrazaderas higiénicas EN/DIN, expectativas 3-A o un estándar específico de la planta. - ¿Cuáles son los límites reales de operación?
Debe proporcionar la presión de diseño, requisito de vacío, temperatura de operación, temperatura de limpieza y si hay presencia de choque, pulsación o vibración. - ¿Con qué frecuencia se abrirá la conexión?
La respuesta afecta si la conveniencia de desconexión rápida o un enfoque soldado más permanente es mejor para su modelo de higiene y mantenimiento. - ¿Qué paquete de documentos se requiere con la entrega?
Debe especificar la trazabilidad del material, declaraciones de sellos, información de acabado, datos de clasificación y cualquier documentación de calidad especial antes de ordenar.
Consejo: Las RFQ más claras para accesorios higiénicos describen el medio, la química de limpieza, los límites operativos, el estándar de conexión y los documentos requeridos en la primera página, no después de que el proveedor ya haya cotizado la serie incorrecta.
Preguntas para Hacer Antes de la Aprobación Final
Antes de aprobar cualquier accesorio higiénico para uso en producción, confirme que el ensamblaje instalado coincida con el deber higiénico previsto. Haga estas preguntas:
- ¿El material del cuerpo, el compuesto del sello y el estándar de conexión coinciden con la especificación aprobada?
Debe confirmar lo que realmente está instalado, no lo que se cotizó originalmente. - ¿Están las férulas, ramales y soldaduras alineados y drenables en la condición tal como se construyó?
Debe inspeccionar la instalación real porque los componentes buenos aún pueden crear una geometría antihigiénica. - ¿El proveedor ha proporcionado la información correcta de presión y temperatura para este ensamblaje exacto?
Debe confirmar la clasificación por tamaño, serie, junta y temperatura, no solo por la familia del catálogo. - ¿La planta puede rastrear este accesorio y sus sellos de reemplazo hasta los documentos de respaldo?
Necesita registros que sigan funcionando después de la puesta en marcha y el mantenimiento futuro. - ¿Se ha revisado la línea en busca de puntos débiles higiénicos probables, como espacios muertos, drenaje deficiente y juntas de apertura repetida?
Desea identificar fallos de limpieza antes de que la primera desviación lo haga por usted.
Nota: La aprobación final debe cerrar tanto el bucle técnico como el de trazabilidad. Si no puede demostrar qué es el accesorio, qué sello contiene y cómo debe limpiarse, la aprobación está incompleta.
Siempre debe comenzar con el proceso real, luego revisar el riesgo higiénico, el alcance de cumplimiento, la idoneidad del material, la limpiabilidad, los límites de presión y temperatura y la practicidad de la instalación. Seleccionando accesorios de grado alimentario no se trata de comprar una pieza pulida con una etiqueta familiar. Se trata de hacer coincidir la geometría, el material, el sello y la documentación con la línea real. Antes de solicitar cotizaciones o aprobar accesorios, revise los errores comunes a continuación:
| Error | Impacto |
|---|---|
| Suponer que todos los accesorios de “grado alimentario” del mismo tamaño son intercambiables | Desajuste dimensional, problemas de sellado y confusión de repuestos |
| Ignorar la compatibilidad del compuesto de la junta | Hinchazón, fugas, retención de olores y corta vida útil del sello |
| Instalar ramales o válvulas sin verificar el drenaje | Retención de residuos, CIP inconsistente y mayor riesgo microbiano |
| Usar datos de presión del catálogo de la serie de conexión incorrecta | Suposiciones de servicio inseguras y fallas de arranque evitables |
| Tratar la documentación como opcional | Defensa de auditoría débil y trazabilidad deficiente después del mantenimiento |
Trabaje con proveedores que puedan respaldar tanto el hardware como la cadena de evidencia. En sistemas de grado alimentario, un accesorio es tan confiable como la geometría, el sello y los registros detrás de él.
PREGUNTAS FRECUENTES
¿Cuál es el factor más importante al seleccionar accesorios higiénicos?
Debe hacer coincidir el accesorio con el producto real, la química de limpieza y la geometría de la línea.
El tamaño nominal por sí solo no es suficiente. Revise la sensibilidad del producto, la exposición CIP/SIP, el compuesto del sello, la capacidad de drenaje y el estándar higiénico aplicable antes de la aprobación.
¿Cómo me aseguro de que los accesorios sean fáciles de limpiar?
Elija accesorios con transiciones internas suaves, espacios muertos mínimos y drenaje confiable.
También inspeccione la calidad de la soldadura, la alineación del férrule y el estado del sello. Un acabado de catálogo suave no ayuda mucho si la junta instalada crea un bolsillo o un escalón interno.
¿Por qué es importante la documentación para los accesorios higiénicos?
La documentación demuestra lo que realmente se instaló y ayuda a preservar la trazabilidad después del mantenimiento.
Necesita certificados de material donde sea requerido, declaraciones de sellado, datos de clasificación y registros que conecten las partes instaladas con las especificaciones aprobadas. Sin ese rastro, las auditorías e investigaciones de desviaciones se vuelven mucho más difíciles.
¿Puedo usar los mismos accesorios para todas las aplicaciones de alimentos y bebidas?
No, debe seleccionar accesorios de acuerdo con el proceso específico, el riesgo higiénico y el régimen de limpieza.
Los diferentes productos y agentes de limpieza cambian el riesgo de corrosión, la vida útil del sello y la facilidad de limpieza. Una conexión que funciona bien en una línea de bebidas puede ser la elección incorrecta para lácteos, salsas, cambio de alérgenos o tareas de limpieza a temperaturas más altas.
¿Es suficiente el 304L o debería usar 316L para conexiones de grado alimentario?
El 304L a menudo es aceptable para servicio higiénico moderado, pero el 316L suele ser la opción más segura cuando están involucrados cloruros, limpieza agresiva o un mayor margen de corrosión.
La elección correcta depende del producto real, la química del CIP, la temperatura, la exposición a grietas y las especificaciones del cliente. La selección del grado debe confirmarse con el entorno de servicio real, no copiarse de otra línea.



