 خطوة بخطوة")
لقياس أبعاد برغي سداسي بشكل صحيح، تحقق من ثلاثة أشياء بترتيب ثابت: طول البرغي (تحت الرأس)، القطر الرئيسي للخيط، وخطوة الخيط (خطوة متري أو TPI إمبراطوري). هذا ليس “معلومات متجر تافهة”. خطوة خاطئة (على سبيل المثال M10×1.5 مقابل M10×1.25) يمكن أن تدمر أول خيطين في ثوانٍ. الخلط بين قطر الخيط وحجم مفتاح الرأس (WAF) يؤدي إلى أجزاء خاطئة في أمر الشراء، عدم تطابق الأدوات في الموقع، وإعادة العمل.
- الطول يتحكم في القبضة (التراكم) والتشابك الخيطي.
- القطر يتحكم في الملاءمة في الثقب/الصامولة ومنطقة الإجهاد الشد.
- خطوة/TPI يتحكم في التوافق مع الصامولة أو الثقب الملولب—هذا هو السبب الرئيسي #1 للخيوط المتقاطعة وإرجاعات “لن تناسب”.
فيما يلي أكثر أخطاء القياس شيوعًا التي تظهر في الإرجاعات الميدانية ورفضات التفتيش الواردة. استخدم جزءًا نظيفًا، قم بالقياس مرتين، وعامل الطلاءات (الزنك، الغلفنة بالغمس الساخن، PTFE) كمتغير مسيطر—الطلاءات تغير القطر الفعال ويمكن أن تغير ملاءمة الخيط.
| أخطاء القياس الشائعة عند طلب البراغي السداسية |
|---|
| القياس فوق الأوساخ، الحطام، النتوءات، أو الخيوط التالفة (قراءة قطر/خطوة خاطئة). |
| استخدام قوة كبيرة جدًا مع الفرجار (إرجاع الفكين و“تقليص” القراءة). |
| إمساك الفرجار بزاوية (خطأ جيب التمام) بدلاً من أن يكون مربعًا على المحور. |
| عدم التحقق من درجة الخيط باستخدام مقياس (التخمين بـ “M10” دون تأكيد 1.5 مقابل 1.25). |
إذا كنت تقيس البراغي لأغراض الشراء أو أعمال الإصلاح، استخدم الفرجار الرقمي + مقياس درجة الخيط. إذا كنت تقيس لتجميع حرج (معدات الضغط، منصة معدات دوارة، وصلة هيكلية)، أضف فحوصات التفتيش الواردة: العلامات، حالة الخيط، و(حيثما مطلوب) وثائق التتبع.
أدوات القياس الأساسية للمثبتات

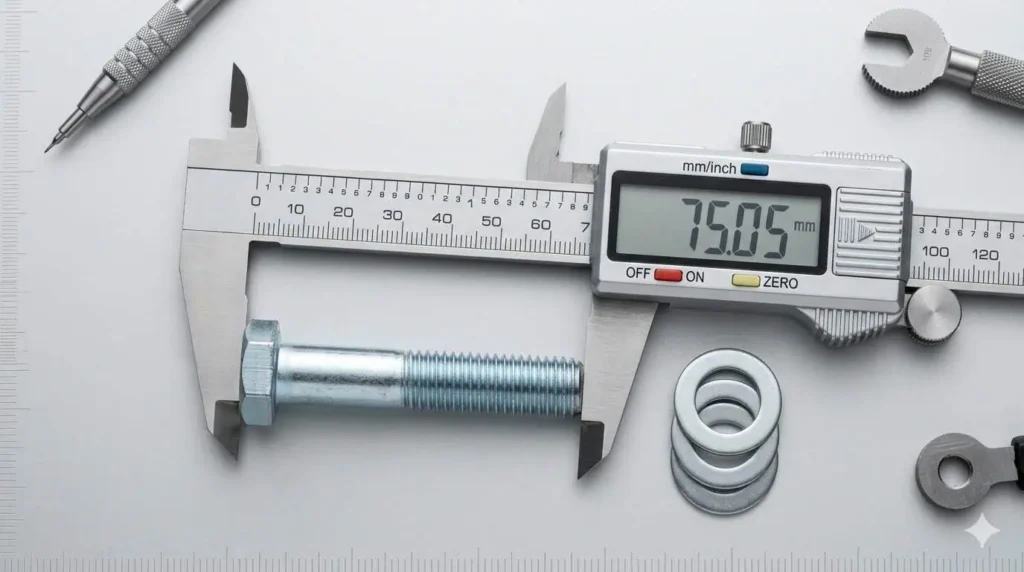
لماذا الفرجار الرقمي إلزامي للقطر (مقارنةً بشريط القياس)
الفرجار الرقمي هو الأداة الأساسية لقياس قطر برغي سداسي لأنه يوفر قراءات قابلة للتكرار على القطر الرئيسي للخيط والجذع.
أشرطة القياس والمساطر مناسبة لـ “الطول التقريبي”، لكنها ليست موثوقة للقطر وتفاصيل الخيط. إذا كنت تحاول مطابقة برغي مع صامولة أو ثقب ملولب، تحتاج إلى أداة يمكنها حل الاختلافات الصغيرة وتجنب خطأ المنظر.
- استخدم الفرجار على القطر الرئيسي للخيط (القطر الخارجي) لتحديد الحجم الاسمي (M10، M12، 1/2″، إلخ).
- استخدم الفرجار للتحقق WAF (رأس عبر الأوجه المسطحة) عندما تكون مساحة التخليق للأداة محدودة.
- للبراغي المطلية، قم بالقياس في مواقع متعددة للكشف عن تراكم الطلاء أو التلف (سبب شائع لضيق ملاءمة الخيوط).
تحذير هندسي: قد يفشل تجميع البرغي “الصحيح” إذا كان البرغي مطليًا ولم تكن الصامولة المزاوجة مطابقة لذلك الطلاء. يتم تصميم الخيوط المجلفنة بالغمس الساخن بشكل متعمد بحجم أكبر في بعض المعايير (التغييرات في الملاءمة ليست عيبًا - بل هي متطلبات).
يلخص الجدول أدناه سبب تقليل الفرجار الرقمي لأخطاء القراءة مقارنة بالأدوات التناظرية:
| الميزة | مقاييس القدم الرقمية | الأدوات التناظرية |
|---|---|---|
| نوع القراءة | قراءة رقمية مباشرة | تفسير يدوي |
| خطأ المنظر | مُستبعد | شائع |
| تكرارية القياس | أعلى | يعتمد على المشغل |
| تسجيل البيانات | ممكن (يعتمد على النموذج) | غير عملي |
| استخدام ميداني | تحقق سريع | أبطأ وأقل اتساقًا |
استخدام مقاييس درجة الخيوط (وريقات متري وإمبراطوري)
مقاييس درجة الخيوط ضرورية لتحديد نظام الخيوط والخطوة على صامولة سداسية.
يجب أن يجلس ورقة مقياس الخطوة بشكل نظيف في شكل الخيط—لا اهتزاز، لا ضوء نهار. هذه هي أسرع طريقة لتأكيد ما إذا كنت تحمل متري خشن مقابل متري ناعم, ، أو UNC مقابل UNF, قبل محاولة التجميع.
- استخدم المقياس لتأكيد خطوة متري (مم) أو عدد الخيوط في البوصة—لا تخمن.
- تحقق من جودة شكل الخيط: ملفوف مقابل مقطوع، قمم تالفة، جذور مسطحة (هذه تشوه قراءات المقياس).
- إذا كانت الصامولة متسخة، نظف أول 3–5 خيوط. الحطام يغير “الإحساس” ويُنتج تطابقات خاطئة.
نصيحة: إذا كان المقياس “يكاد يناسب”، فهذا يعني عادة أنك على بعد خطوة واحدة. توقف وتحقق—إجبار تطابق شبه هو كيف يبدأ الخيوط المتقاطع.
ملاحظة حول المعايير (التناسب مهم): يتم التحكم في التسامحات والتوافقات للخيوط المترية بشكل شائع باستخدام نظام ISO 965 (على سبيل المثال 6g / 6H). إذا كنت تقيس لتأكيد قابلية التبادل بين الموردين، يجب أن تأخذ في الاعتبار فئة التناسب—وليس الحجم الاسمي فقط.
قياس الطول: المعيار “تحت الرأس”
قاعدة سطح التحمل: لماذا تضمين الرأس خطأ حرج
قم دائمًا بقياس طول برغي سداسي الرأس من سطح التحمل تحت الرأس إلى نهاية البرغي.
الرأس ليس جزءًا من مجموعة التثبيت. سطح التحمل هو المكان الذي يدخل فيه حمل التثبيت إلى الوصلة. تضمين الرأس هو أسرع طريقة لطلب الطول الخاطئ وفقدان التماسك الخيطي (أو إنشاء قاع في ثقب ملولب).
فحص ميداني: إذا شعرت بأن برغيك “مشدود” ولكن الوصلة لا تزال تتحرك، تحقق من أن البرغي لا يلامس قاع الثقب وأن لديك بالفعل تماسك خيطي قابل للاستخدام بعد الوردات والانحراف.
 حتى النهاية")
دليل القياس خطوة بخطوة (من تحت الرأس إلى النهاية غير الحادة)
استخدم هذا الإجراء تحت الرأس (هذا هو “الطول القابل للطلب” للبراغي السداسية):
- قم بتنظيف سطح المحمل والخيوط القليلة الأولى (أزل الحواف الحادة والحطام المتراكم).
- اضبط مرجع الفرجار على سطح المحمل المسطح أسفل الرأس.
- قم بالقياس مباشرة حتى نهاية البرغي (لا تتبع الحواف المائلة أو الأطراف المستديرة).
- سجل القيمة وقارنه بأقرب طول قياسي مستخدم في الرسم/أمر الشراء الخاص بك.
الأخطاء الواقعية التي تسبب توقف العمل:
- قياس “فوق الرأس” وطلب براغي تصل إلى قاع الثقوب الملولبة.
- تجاهل سمك الحلقة ومسافة الخروج من الخيط (فقدان الاشتباك القابل للاستخدام).
- طلب الطول الصحيح ولكن الملعب الخاطئ، ثم إتلاف الثقب الملولب أثناء التجميع القسري.
حالة مصغرة (المشكلة → التحليل → الإصلاح):
المشكلة: قام فريق الصيانة باستبدال البراغي على قاعدة المضخة، ثم ارتخت الوصلة أثناء الاهتزاز.
التحليل: كانت البراغي طويلة جداً واستقرت في نهاية الثقوب الملولبة؛ وكان الشعور بـ “الضيق” عبارة عن حمل زائف.
الإصلاح: تم إعادة اختيار الطول بناءً على القياس تحت الرأس + التحقق من عمق التماسك الملولب؛ تمت إضافة خطوة التحقق من عزم الدوران/الحمل المسبق في حزمة العمل.
معالجة الاستثناء: براغي الغاطسة (الطول الكلي) مقابل البراغي السداسية
قياس الطول الكلي لبراغي الرأس الغاطس، ولكن استخدم الطول تحت الرأس للبراغي السداسية.
رؤوس البراغي الغاطسة تجلس داخل المادة وتصبح جزءاً من الطول الفعال. رؤوس البراغي السداسية تجلس فوق السطح، لذا فقط طول الساق تحت الرأس يتحكم في الملاءمة والتماسك.
| نوع المثبت | مكان قياس الطول |
|---|---|
| البرغي السداسي | من تحت الرأس (سطح التحمل) إلى النهاية |
| برغي غاطس | الطول الإجمالي، بما في ذلك الرأس |
لضمان اتساق المشتريات، حدد المعيار الحاكم ونظام الملاءمة في طلب الشراء الخاص بك (DIN/ISO/ANSI). إذا كنت تتعامل مع موردين مختلفين أو تتعامل مع أجهزة مطلية، قم بمحاذاة تسامحات الخيوط (الملاءمة) والوثائق لتجنب حالات الفشل “القياسات صحيحة ولكن لا يمكن التجميع”.
قياس القطر مقابل العرض عبر الأوجه (WAF)
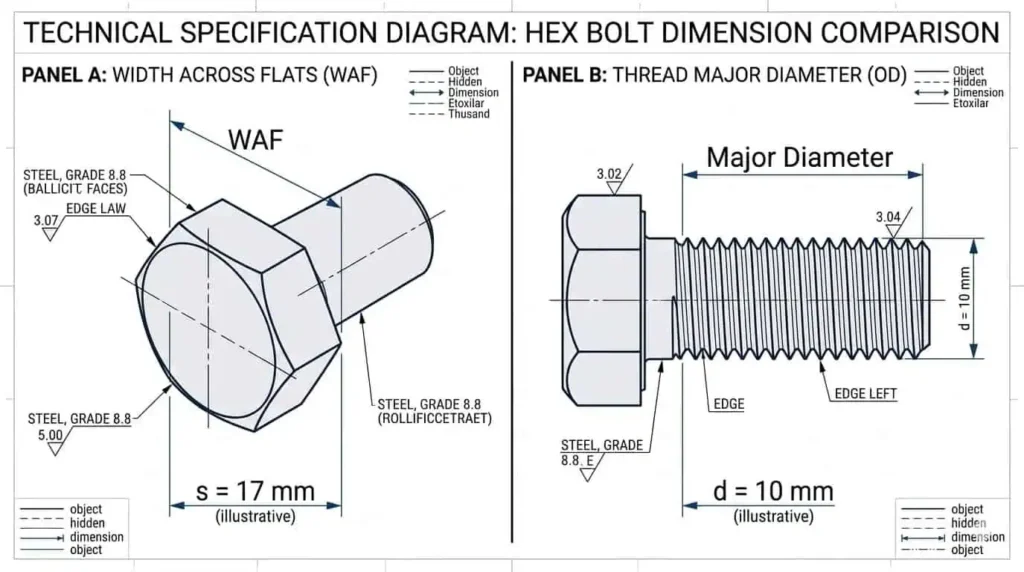
الخطأ الشائع: الخلط بين حجم المفتاح (WAF) وقطر الخيط
الخطأ الأكثر شيوعًا في الطلب هو الخلط بين حجم مفتاح الرأس (WAF) وقطر الخيط.
يخبرك WAF بحجم السوكيت/المفتاح. يخبرك قطر الخيط بحجم البرغي (M10، M12، 1/2″). يؤدي خلط الاثنين إلى الفشل الكلاسيكي: “المفتاح يناسب الرأس، لكن البرغي لا يناسب الصامولة.”
- قطر الخيط = التوافق مع صامولة/فتحة ملولبة + أساس القوة (مساحة الإجهاد الشد).
- WAF = ملاءمة الأداة + قيود التخليص في التجميعات الضيقة.
- العرض عبر الزوايا = الحد الأدنى لمغلف التخليص (مهم في التجاويف).
فخ التحويل: في الأساطيل المختلطة، غالبًا ما يخلط الفنيون بين M10 مع 3/8″ لأنها “تبدو متقاربة”. لا يمكن تبادلها حسب درجة اللولبة أو القطر — تحقق باستخدام الفرجار ومقياس درجة اللولبة في كل مرة.
قياس القطر الرئيسي (OD) على الخيوط
قم بقياس القطر الرئيسي للولبة (القطر الخارجي) عبر قمم اللولبة الخارجية باستخدام الفرجار.
خذ قراءتين على الأقل: بالقرب من أول لولبة قابلة للاستخدام ومنتصف الطول. إذا كان البرغي متآكلًا، فإن اللوالب الأولى تخدعك — قس حيث تكون اللوالب سليمة.
تحذير هندسي: تغير الطلاءات القطر الخارجي. التغطية الكهربائية بالزنك رقيقة نسبياً؛ بينما التغطية بالغمس الساخن أكثر سمكاً بكثير وغالباً ما تتطلب صامولة ملائمة مختلفة. إذا بدا القطر الخارجي “أكبر من الحجم”، تأكد مما إذا كان البرغي مغطى بالزنك وما إذا كانت الصامولة المقرونة محددة لهذه الحالة.
يوضح الجدول أدناه معنى كل بُعد في عمليات الشراء والتحكم بالتجميع:
| نوع القياس | ما يتحكم به |
|---|---|
| القطر الرئيسي (القطر الخارجي) | تحديد الحجم الاسمي والتحقق الأساسي من التوافق |
| العرض عبر الأوجه (WAF) | اختيار الأدوات وتخطيط المساحة الحرة |
| العرض عبر الزوايا | الحد الأدنى للمساحة الحرة في الجيوب/التجاويف |
| ارتفاع الرأس | مساحة الرأس؛ وصول الأدوات والتثبيت |
| طول الخيوط / الانحراف | التشابك القابل للاستخدام بعد الوردات/الحلقات والتركيب |
| الحدود القصوى / الدنيا | حدود التسامح للتبادل (نظام التلاؤم مهم) |
| الأبعاد المرجعية | للمعلومات فقط؛ ليست دائماً خاضعة للتحكم في القبول |
جدول مرجعي قياسي: أحجام الرؤوس مقابل الأقطار الاسمية (التحقق من المعيار الحاكم)
أبعاد الرأس (بما في ذلك WAF) محددة بواسطة مجموعة المعايير الحاكمة للمثبتات (DIN/ISO/ANSI/ASME).
إذا كانت أدوات موقعك ثابتة (على سبيل المثال، تحكم أدوات المنصات البحرية)، عالج WAF كمطلب قبول. لا تفترض أن “ISO” و “DIN” يتشاركان نفس أحجام مفاتيح الربط لكل قطر.
| الحجم الاسمي (بالبوصة) | قطر الجسم بالحجم الكامل (E) | العرض عبر الأوجه المسطحة (F) | العرض عبر الزوايا (G) | ارتفاع الرأس (H) | نصف قطر التقريب (R) | طول الخيط (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2 بوصة | 2.039 | 1.964 | 3 بوصة | 3.000 | 2.9000 | 3.464 |
")
نصيحة عملية: عندما يتناسب البرغي ولكن لا يتناسب السوكيت، فمن المحتمل أن تكون لديك مشكلة خلط بين المعايير (DIN مقابل ISO مقابل ANSI) أو أن المورد يستخدم مقاس مفتاح قديم. تحقق من WAF في فحص الوارد إذا كانت أدوات التثبيت مقيدة.
تحديد درجة الخيوط وعددها (TPI)
الدرجة المترية (المسافة بالمليمتر) مقابل TPI الإمبراطوري (الخيوط في البوصة)
يتم قياس درجة الخيط المتري كالمسافة بين قمم الخيوط بالمليمتر؛ بينما يتم تحديد الخيوط الإمبراطورية بواسطة TPI (عدد الخيوط في البوصة).
قبل الطلب، تأكد مما إذا كان النظام متريًا أم بالبوصة. ثم تأكد مما إذا كان خشنًا أم ناعمًا. يمكن أن يتشارك برغيان نفس القطر ولا يزالان غير متوافقين بسبب درجة الخيط.
- مثال متري: M10×1.5 (خشن) مقابل M10×1.25 (ناعم).
- مثال إمبراطوري: 1/2–13 (UNC) مقابل 1/2–20 (UNF).
- واقع التجميع: سيبدأ “التطابق التقريبي” يدويًا لدوران أو دورتين، ثم يتوقف. هكذا تتلف الخيوط.

يوضح الجدول أدناه قيم TPI الشائعة والمصطلحات الهندسية ذات الصلة المستخدمة في الحسابات الهندسية (مساحة الإجهاد، قطر الخطوة). إنه مرجع مفيد عند التحقق من صامولة لم تحددها في الأصل:
يُظهر الجدول أدناه قيم درجة الخيوط الشائعة للبراغي السداسية المستخدمة في البناء والتصنيع:
| الحجم الاسمي والخيوط في البوصة. | قطر الدرجة الأساسي. | المقطع عند القطر الصغير. | مساحة إجهاد الشد |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
نصيحة: إذا كان منشأتك تستخدم معدات بنظامي القياس المتري والإمبراطوري، احتفظ بمقاييس الخيوط لكلا النظامين في مخزن الأدوات. أخطاء الخيوط المختلطة هي من أكثر الأعطال تكراراً وأقلها قيمة في أعمال الصيانة.
كيفية استخدام مقياس الخيوط لتحديد الخيوط الخشنة مقابل الخيوط الناعمة
مقياس الخيوط هو أسرع طريقة لتأكيد درجة الخيط/عدد الخيوط في البوصة ومنع التلف المتقاطع للخيوط.
طابق ورقة المقياس مع الخيط حتى تجلس بشكل مثالي. إذا اهتزت أو ظهر ضوء النهار تحتها، فهذا يعني أن درجة الخيط خاطئة. عندما لا يتوفر مقياس، يمكنك عد الخيوط على طول ثابت (بوصة واحدة لعدد الخيوط في البوصة)، لكن هذه الطريقة أبطأ وأكثر عرضة للخطأ.
خطوات قياس درجة الخيط أو TPI على صامولة سداسية:
- اختر ورقة مقياس خيوط وضعها على خيوط الصامولة.
- تأكد من التماس الكامل للأسنان دون فجوات.
- إذا لم يتوفر مقياس: حدد قسمًا بطول بوصة واحدة وعد القمم (عدد الخيوط في البوصة)، أو قس المسافة عبر 10 خيوط واقسم (تقدير درجة الخيط المتري).
الخيوط الخشنة تتحمل الأوساخ والتلف بشكل أفضل وهي شائعة في البناء. الخيوط الناعمة توفر مقاومة أعلى لارتخاء الاهتزاز في بعض التجميعات وتسمح بضبط أرق للحمل المسبق، لكنها أقل تحملاً للتلف. استخدم نظام الخيوط الذي صُممت له المعدات—لا “ترقّي إلى الناعم” دون تأكيد صامولة/قلاووظ المزاوجة والرسم.
حالة مصغرة (المشكلة → التحليل → الإصلاح):
المشكلة: تجميع هيكل توقف أثناء التثبيت؛ أجبر الطاقم الصامولة وتلفت الخيوط.
التحليل: القطر كان صحيحاً، لكن درجة الخيط كانت خاطئة (صامولة بخيط ناعم في صامولة بخيط خشن).
الحل: تم تنفيذ خطوة تحقق “القطر + درجة الخيط” باستخدام مقياس درجة الخيط في فحص الاستلام؛ تمت إضافة درجة الخيط إلى بند أمر الشراء.
تندرج الخيوط أيضًا ضمن عائلات مثل الخشن (UNC) والناعم (UNF). معرفة العائلة تمنع أجزاء الاستبدال غير المتطابقة. تحقق دائمًا من القطر، الملعب/TPI، ونظام الخيط قبل الطلب.
ملخص: بروتوكول التحقق المكون من 3 خطوات
استخدم بروتوكول التحقق المكون من 3 خطوات قبل الطلب — هذه هي الطريقة التي تتجنب بها فرق الصيانة والمشتريات ذوي الخبرة تكرار الأخطاء.
إنه سريع بما يكفي للميدان ومنظم بما يكفي للمشتريات القائمة على التدقيق.
- قياس الطول (تحت الرأس):
ارجع إلى سطح التحمل تحت الرأس. قم بالقياس حتى النهاية. خذ في الاعتبار الوردات/الحلقات وعمق الاشتباك. - تحقق من القطر (القطر الخارجي الرئيسي):
قم بالقياس عبر قمم الخيوط السليمة. تأكد من الحجم الاسمي. لا تخلط بين WAF والقطر. - تحديد درجة الخيط / عدد الخيوط لكل بوصة:
استخدم مقياس درجة الخيط. تأكد من الخشن مقابل الناعم. فقط بعد ذلك قم بمطابقة الصامولة أو الثقب الملولب.
جدول مرجعي سريع: أين تقيس (الطول، القطر، الدرجة)
| المعلمة | النطاق الشائع (النموذجي) | أين تقيس | لماذا يهم |
|---|---|---|---|
| الطول | يختلف حسب المعيار والتطبيق | من تحت الرأس (سطح التحميل) إلى النهاية | يتحكم في الملاءمة، والتشابك، ومخاطر الوصول إلى القاع |
| القطر | يختلف حسب المعيار والتطبيق | عبر القطر الخارجي الرئيسي للخيط | يتحكم في التوافق وأساس القوة |
| خطوة القلاوظ | أنظمة الخشن مقابل الناعم | مطابقة المقياس (أو عد عدد الخيوط لكل بوصة) | يمنع التداخل الخاطئ للأسنان والأجزاء غير المناسبة |
| عرض الرأس (WAF) | محدد حسب المعيار | عبر الأوجه المسطحة على رأس سداسي | يتحكم في ملاءمة الأداة والفراغ |
CTA للمشاريع الخاضعة للرقابة: إذا كنت لا تعرف طريقة الشد المطلوبة أو ظروف الاحتكاك (عامل الصامولة / قيمة K)، لا تخمن عزم الدوران. اطلب جدول عزم الدوران/الشد المحدد للمفصل أو استشر مهندسًا—الشد الخاطئ هو ما يؤدي إلى ارتخاء المفاصل أو تسربها أو تشققها بالإجهاد.
قياس البرغي السداسي بشكل صحيح يحمي موثوقية التجميع.
في المصانع وورش الصيانة، ثلاث خطوات تؤدي المهمة في كل مرة: قياس القطر باستخدام الفرجار، وقياس الطول تحت الرأس، والتحقق من درجة اللولب باستخدام مقياس. إذا كنت بحاجة إلى مثبتات قياسية أو مخصصة مع وثائق خاضعة للرقابة،, مثبتات Sunhy دعم تتبع الدُفعات والتحقق الأبعادي عند الحاجة من قبل ضمان الجودة للمشروع.
قبل الشراء: تأكد من المعيار (DIN/ISO/ANSI)، الحجم، الملعب/TPI، فئة القوة (للمسامير الفولاذية) أو فئة الفولاذ المقاوم للصدأ، الطلاء، وأي مستندات تتبع مطلوبة.
الأسئلة الشائعة
كيف يقيس شخص ما طول برغي سداسي بشكل صحيح؟
قم بالقياس من تحت الرأس (سطح التحمل) إلى نهاية المسمار.
لا تشمل الرأس. هذا هو الطول القابل للطلب للمسامير السداسية ويُتحكم في التماسك ومخاطر الوصول إلى القاع في الثقوب الملولبة.
ما الأداة التي تعطي قياس قطر البرغي الأكثر دقة؟
الميكرومتر الرقمي هو الأداة الصحيحة لفحوصات القطر.
قم بالقياس عبر قمم الخيوط السليمة (القطر الرئيسي). إذا كان المسمار مطليًا أو تالفًا، قم بالقياس في أكثر من موقع وتحقق من نظام الملاءمة المقصود.
لماذا تتعرض البراغي المصنوعة من الفولاذ المقاوم للصدأ أحيانًا للالتصاق (التعشيق) أثناء التثبيت؟
يمكن أن تلتصق خيوط الفولاذ المقاوم للصدأ تحت الاحتكاك العالي والسرعة، خاصة بدون تزييت.
استخدم مادة مضادة للالتصاق معتمدة حيث تسمح الإجراءات، تجنب التركيب الجاف عالي السرعة، وطبق شدًا مضبوطًا. إذا تكرر الالتصاق، راجع فئة/درجة الفولاذ المقاوم للصدأ وطريقة التجميع معًا.
لماذا من المهم عدم الخلط بين حجم مفتاح الربط وقطر البرغي؟
WAF (حجم المفتاح) وقطر الخيط هما قياسان مختلفان.
WAF يتحكم في ملاءمة الأداة. القطر يتحكم في التوافق والقوة. خلطهما هو كيف يتم طلب “الحجم الخاطئ للمسمار” حتى عندما يبدو الرأس صحيحًا.
ماذا يجب على شخص ما فعله قبل طلب براغي سداسية؟
تحقق من الطول والقطر والخطوة—ثم تأكد من المعيار وفئة القوة والطلاء.
إذا كنت غير متأكد من فئة التركيب أو تسامحات الخيوط، ابدأ بالدلائل الفنية ومراجع القياس هنا: دلائل تقنية. بالنسبة للتجميعات الحرجة، اشترط سجلات الفحص ووثائق التتبع في أمر الشراء.



