








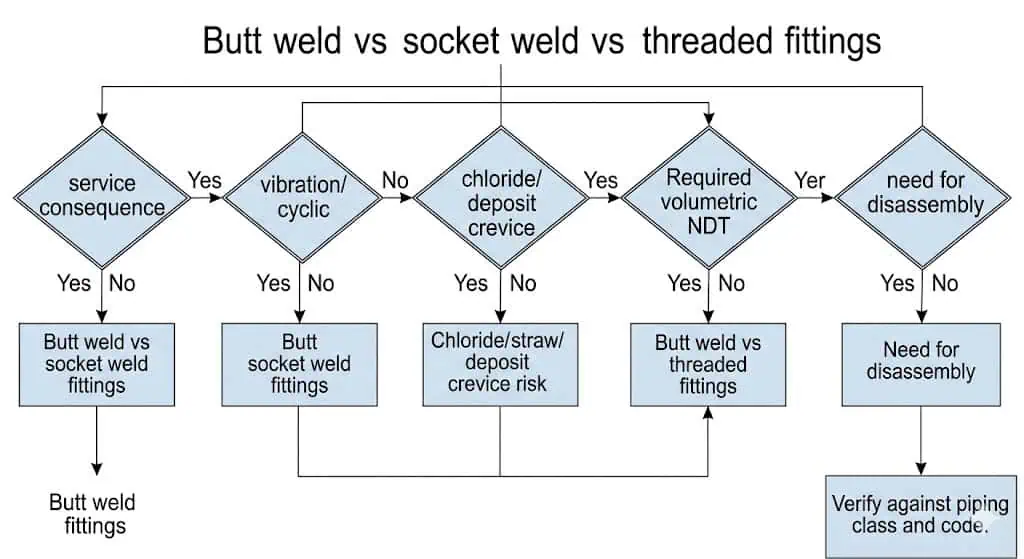
يجب على المهندسين اختيار وصلات الأنابيب بلحام الجبهة، أو لحام المقبس، أو الملولبة بناءً على ضغط/درجة حرارة التصميم، والأحمال الدورية، وآلية التآكل، وإمكانية الفحص (الفحص غير التدميري)، وإمكانية الوصول للصيانة المحددة في فئة الأنابيب للمشروع. قاعدة سريعة: استخدم لحام الجبهة عندما تحتاج إلى أقصى سلامة ومجرى نظيف؛ استخدم لحام المقبس بشكل رئيسي لخطوط المرافق/الأجهزة صغيرة القطر عالية الضغط حيث يكون التحكم في التركيب جيدًا؛ استخدم الملولبة حيث يُتوقع التفكيك ويكون الخدمة منخفضة المخاطر حقًا. تحقق دائمًا من الاختيار النهائي مقابل كود الأنابيب المعمول به، ومواصفات العميل، وملاحظات فئة الخط.
- ابدأ من قائمة الخطوط: ضغط/درجة حرارة التصميم، وخطورة السائل، وبدل التآكل، والاهتزاز/الخدمة الدورية، وأنواع الوصلات المسموح بها في فئة الأنابيب.
- طابق معيار الوصلة مع نوع الوصلة: ASME B16.9 لأبعاد/تفاوتات لحام الجبهة؛; ASME B16.11 للوصلات المصنوعة بالطرق بلحام المقبس والملولبة؛; ASME B1.20.1 لهندسة قلاوظ NPT والقياس.
- نقاط التحكم في المشتريات التي تمنع التسريبات في الميدان: إمكانية تتبع شهادة المواد/رقم الدفعة، الفحص البعدي، جودة نهايات اللحام، وخطة فحص واقعية (فحص بصري + فحص سائل اختراقي/فحص مغناطيسي + فحص بالموجات فوق الصوتية/فحص إشعاعي حيثما يلزم).
نظرة عامة على وصلات اللحام الجانبي
ما هي وصلات اللحام الجانبي؟
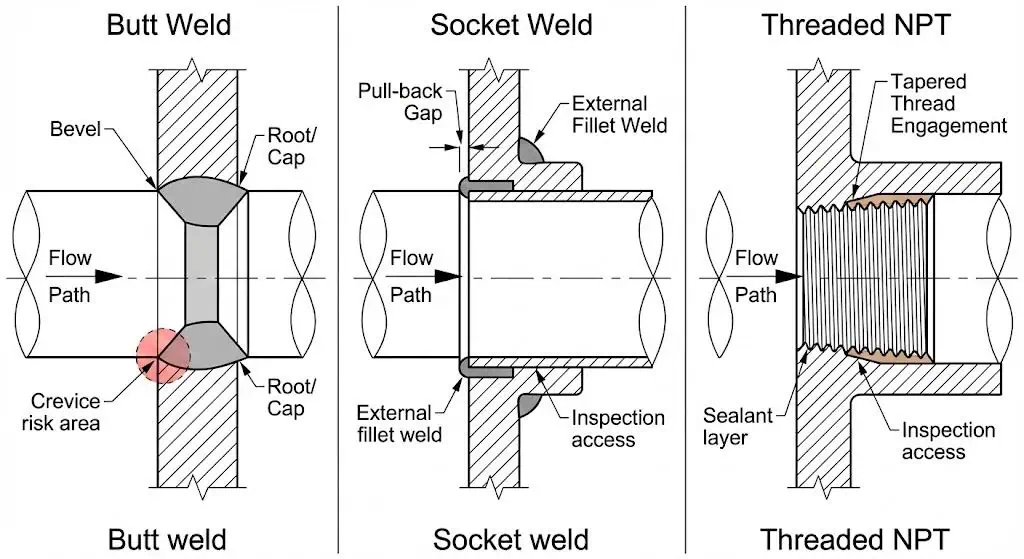
وصلات اللحام الجانبي هي وصلات يتم توصيلها عن طريق لحام نهايات مُعدَّة بالأنبوب لتشكيل وصلة معدنية مستمرة مقاومة للتسرب.
في الأنابيب الهندسية، فإن “القياس” و“الملاءمة” لوصل اللحام الجانبي لا يقتصران على الحجم الاسمي فقط—بل يشملان أيضًا المحاذاة (الارتفاع-الانخفاض)، جودة الشطف، انتقال سمك الجدار، والأبعاد من نهاية إلى نهاية التي تتطابق مع رسم المقطع. عادةً ما يتم الرجوع إلى متطلبات الأبعاد لوصلات اللحام الجانبي المصنوعة في المصنع إلى ASME B16.9, ، بينما غالبًا ما يتم تحديد المواد الفولاذية المقاومة للصدأ للأنابيب المضغوطة وفقًا لـ ASTM A403/A403M (درجات WP مثل WP304/304L، WP316/316L). عمليًا، هذا هو السبب في أن وصلة “بنفس NPS” يمكن أن تفشل في الميدان إذا كانت الشطفات تالفة، أو كانت الاستطالة عالية، أو لم يكن سمك الجدار كما افترضته WPS.
حالة ميدانية (مشكلة في الملاءمة → تسرب/إصلاح): على خط خدمة ساخن، وصل كوع بقياس بيضاوي واضح وحافة مائلة مشوهة من التعامل. أجبر الطاقم على المحاذاة، ثم أظهرت اللحام الأولي نقصًا في الانصهار في ربع واحد. تطلب الإصلاح القطع وإعادة الميل وإعادة اللحام بالإضافة إلى إعادة الاختبار—تكلفة أكبر بكثير من رفض التركيبة عند التفتيش الوارد. الوقاية: تحقق من استدارة القطر الخارجي، وحافة الميل، واستقامة النهاية قبل إصدارها للتجهيز، خاصةً على الفولاذ المقاوم للصدأ ذو الجدار الرقيق.
مزايا تركيبات اللحام الجانبي
توفر تركيبات اللحام الجانبي سلامة عالية للمفصل، ومجرى داخلي سلس، وأداءً متوقعًا عند تنفيذ إجراءات اللحام وضوابط التركيب بشكل صحيح.
يقدر المهندسون مفاصل اللحام الجانبي لأن المسار الداخلي للتدفق يمكن الحفاظ عليه قريبًا من القطر الداخلي للأنبوب بحجم ميت ضئيل ومواقع شقوق أقل. في الخدمات الحساسة للتلوث أو الهجوم الشقي (الكلوريدات، المناطق الراكدة)، فإن التخلص من الفجوات الميكانيكية يهم بقدر “تصنيف الضغط”. كما أن اللحام الجانبي هو الخيار الأكثر مرونة لتخطيط الاختبارات غير التدميرية—يمكن تطبيق الفحص بالموجات فوق الصوتية/الأشعة السينية عندما تسمح الهندسة والوصول، وطرق السطح (الفحص البصري/الاختبار بالاختراق/الفحص المغناطيسي) مباشرة حول غطاء اللحام.
نصيحة: عندما يتطلب تصنيف الأنابيب مفاصل “سلامة كاملة” (خدمة دورية، عالية العواقب، أو مدفوعة بالتآكل)، يكون اللحام الجانبي عادةً هو الخيار الافتراضي—بشرط أن يدعم المشروع اللحام المؤهل والتفتيش.
عيوب تركيبات اللحام الجانبي
تتطلب تركيبات اللحام الجانبي لحامًا مؤهلًا، وتركيبًا منضبطًا، وخطة تفتيش—وإلا يمكن أن تدفن العيوب وتكون مكلفة التصحيح.
أنماط الفشل في الإنتاج نادرًا ما تكون “مشاكل غامضة”. عادةً ما تكون عناصر قابلة للتحكم: تحضير ميل ضعيف، مدخل حراري غير صحيح، تنقية ضعيفة (للفولاذ المقاوم للصدأ)، سوء محاذاة، وضبط غير كافٍ بين المراحل. يجب أن يتبع عمل اللحام إجراءات مؤهلة وتأهيل اللحام (يعتمد على المشروع؛ يشير العديد من المالكين إلى ASME القسم IX للتأهيل). إذا كان الاختبار غير التدميري مطلوبًا، خطط له مبكرًا—يجب تحديد الهندسة، والوصول، ومعايير القبول قبل لحام أول قطعة.
| نمط الفشل | الوصف |
|---|---|
| التجويف (ثقوب غازية) | غاز محبوس في معدن اللحام؛ الأسباب الشائعة تشمل سوء الحماية/التنقية، التلوث، أو الرطوبة الزائدة. |
| التشقق (غالباً تشقق ساخن في الفولاذ المقاوم للصدأ الأوستنيتي) | يمكن أن يحدث بسبب اختيار حشو غير مناسب، قيود زائدة، أو كيمياء/مدخل حراري غير مواتية؛ يبدأ عادةً أثناء التصلب. |
| انصهار غير كامل / نقص اختراق | وجه الجذر كبير جداً، تركيب رديء، مدخل حراري منخفض، أو سوء محاذاة؛ يمكن أن يخلق مسار تسرب أو بداية تشقق إجهادي. |
حالة ميدانية (اضطراب عملية → أكسدة الجذر): على خطوط 316L ذات القطر الصغير، أدى تنقية الأرجون غير الكافية إلى إنتاج “تسكر” ثقيل عند الجذر. بدا اللحام مقبولاً من الخارج لكنه فشل أثناء اختبار الضغط. الوقاية: حدد متطلبات التنقية، تحقق من مستويات الأكسجين حيثما يلزم، واشترط فحص بصري داخلي (منظار) على وصلات الفولاذ المقاوم للصدأ الحرجة.
تطبيقات وصلات اللحام الجانبي
تُفضل وصلات اللحام الجانبي للأنظمة ذات العواقب الأعلى، الأقطار الأكبر، والخدمات حيث تهيمن إحكام التسرب والنزاهة طويلة الأمد على سهولة التفكيك.
هي شائعة عبر النفط والغاز، البتروكيماويات، توليد الطاقة، معالجة المياه، والمعالجة الكيميائية حيث يحدد تصنيف الخط عادةً الوصلات الملولبة وغالباً ما يحدد لحام المقبس للأحجام الصغيرة. ضع في الاعتبار حداً عملياً واحداً: ASME B16.9 هو مرجع للأبعاد/التسامحات (عادةً من NPS 1/2 إلى 48). يتم تحديد نطاق الضغط-درجة الحرارة المسموح به فعليًا بواسطة كود الأنابيب ومادة الأنبوب/سمك الجدار، وليس بواسطة التركيبة وحدها.
شرح تركيبات اللحام بالجيب
ما هي تركيبات اللحام بالجيب؟
تربط تركيبات اللحام بالجيب الأنابيب عن طريق إدخال نهاية الأنبوب في جيب مخرطة وتطبيق لحام حشوة خارجي.
بالنسبة لتركيبات اللحام بالجيب المُطروقة، تُشار عادةً إلى اصطلاحات الأبعاد/التصنيف بـ ASME B16.11. في الميدان، التفاصيل الحاسمة هي (1) عمق الإدخال و (2) التحكم في فجوة “السحب للخلف” الصغيرة قبل اللحام لتقيد القيد أثناء التمدد الحراري. تشير العديد من ممارسات التصنيع إلى فجوة محورية صغيرة (غالبًا ما تُذكر حوالي 1/16 بوصة / 1.6 مم) بدلاً من تثبيت الأنبوب في قاع الجيب؛ تأكد من المتطلبات الدقيقة في مواصفة مشروعك وتفسير الكود قبل توحيد الممارسة.
- يوفر الجيب محاذاة قابلة للتكرار للفتحات الصغيرة إذا تم التحكم في القطر الخارجي للأنبوب والقطر الداخلي للجيب.
- يكون لحام الحشوة متاحًا للفحص السطحي (VT/PT/MT)، لكن الفحص غير المدمر الحجمي الداخلي يكون محدودًا عادةً بالهندسة.
- توجد مواقع شقوق عند واجهة الجيب؛ في الخدمات المحتوية على كلوريد/راكدة، يمكن أن يكون هذا أكثر أهمية من القوة.
- يتم تعريف تصنيفات الفئة في معيار التركيبة (وليس “psi بمفردها”): تُصنف تركيبات اللحام بالجيب عادةً تحت الفئة 3000/6000/9000 بموجب ASME B16.11.
مزايا وصلات اللحام بالجوز
تقدم وصلات اللحام بالجوز, ، وصلات مقاومة للتسرب للخدمات عالية الضغط ذات الممرات الصغيرة عندما تكون جودة اللحام تحت السيطرة.
مقارنة بالوصلات الملولبة، يلغي اللحام بالجوز متغيرات إحكام القلاوظ ويقلل فرصة التحام بارد على الفولاذ المقاوم للصدأ. مقارنة باللحام الجانبي على الممرات الصغيرة جداً، يمكن لللحام بالجوز تقليل وقت تحضير الحواف والتركيب. السبب الذي يجعل العديد من المالكين لا يزالون يقيدون استخدامه ليس “الضعف”، بل قيود الفحص واعتبارات التآكل/الإجهاد في خدمات محددة.
- وصلة مقاومة للتسرب دون متغيرات مانع تسرب القلاوظ
- هندسة مدمجة للأرفف والمنصات الأنبوبية الضيقة
- محاذاة قابلة للتكرار للأقطار الصغيرة عندما يكون التشغيل الآلي متسقاً
- متاحة بشكل شائع في فئات الضغط العالي وفقاً لـ ASME B16.11
- حساسية أقل لارتخاء الاهتزاز مقارنة بالوصلات الملولبة
- خطر أقل من التحام بارد قلاوظ الفولاذ المقاوم للصدأ مقارنة بالتجميع الملولب
- معدل إعادة العمل أقل من لحامات الوصل الصغيرة القطر “المستعجلة” عند الحفاظ على الانضباط في التصنيع
عيوب وصلات اللحام بالكوب
يمكن لوصلات اللحام بالكوب إخفاء آليات التآكل الشِقّي وتشقق الإجهاد، وهي أصعب في الفحص الحجمي مقارنة بمفاصل لحام الوصل.
يخلق الشكل الهندسي شقًا ضيقًا عند واجهة الكوب؛ التآكل الشِقّي في الفولاذ المقاوم للصدأ هو آلية موضعية معروفة تبدأ في الفجوات المحمية عندما تدعم الظروف انهيار الطبقة السلبية (غالبًا ما تتفاقم بسبب الكلوريدات والركود). إذا كان نظامك يتعرض لمياه محملة بالكلوريد، أو ظروف رطوبة/جفاف متقطعة، أو رواسب، عالج الشق كخطر تصميمي—وليس كفكرة لاحقة. للحصول على خلفية حول سلوك التآكل الشِقّي في الفولاذ المقاوم للصدأ، راجع نظرة عامة تقنية من Swagelok.
ملاحظة: اللحام بالكوب غالبًا ما يكون مقبولاً للخدمات ذات الضغط العالي في الأنابيب الصغيرة القطر، ولكنه غالبًا ما يكون مقيدًا في الخدمات الدورية الشديدة، أو الخدمات الراكدة المسببة للتآكل، أو حيث يكون الفحص اللا إتلافي الحجمي إلزاميًا.
حالة ميدانية (تآكل شِقّي → تسرب ثقب دبوسي): تطور ثقب دبوسي بالقرب من حافة وصلة لحام بالكوب من الفولاذ المقاوم للصدأ على خط الغسيل بعد أشهر من الخدمة المتقطعة. كان السبب الجذري هو الهجوم الموضعي المرتبط بالرواسب وظروف الشق الراكدة. الوقاية: تجنب اللحام بالكوب في الخدمات الرطبة المحتوية على كلوريد حيث تحدث رواسب/ركود؛ تحسين الصرف؛ النظر في لحام الوصل أو وصلة مختلفة مصممة لإزالة الشق؛ والتحقق من اختيار المادة مع نطاق الكلوريد ودرجة الحرارة المتوقع.
تطبيقات وصلات اللحام بالكوب
وصلات اللحام بالكوب شائعة في الأنابيب الصغيرة القطر ذات الضغط العالي حيث يكون الاكتناز ذا قيمة وخطة الفحص تعتمد بشكل أساسي على السطح.
تشمل حالات الاستخدام النموذجية هواء الأدوات، وخطوط الهيدروليكي/الهوائي، وبعض خطوط التتبع بالبخار أو وصلات المرافق، والأنابيب على المنصات حيث يكون استبدال القطعة الأنبوبية ممكنًا. عندما تكون الخدمة تآكلية أو حساسة للنظافة، قم بإعادة التقييم: يمكن أن يهيمن التآكل الشِقّي وصعوبة التنظيف على مخاطر دورة الحياة حتى لو بدا تصنيف الفئة كافيًا.
| الصناعات | وصف التطبيق |
|---|---|
| بتروكيماويات | خطوط المرافق ذات القطر الصغير حيث تكون هناك حاجة إلى فئة ضغط عالية ويكون الفحص غير الإتلافي قائمًا بشكل أساسي على السطح |
| النفط والغاز | خطوط الأدوات والخطوط المساعدة على المنصات؛ تحقق من حدود الاهتزاز والحمل الدوري في فئة الأنابيب |
| توليد الطاقة | خطوط البخار/المكثفات المساعدة ذات القطر الصغير حيث يتوفر لحام مؤهل |
| مصانع المعالجة الكيميائية | خدمات المرافق؛ تجنب الأماكن التي يمكن أن يسبب فيها الكلوريد/الركود تآكلًا شِقّيًا |
| مرافق معالجة المياه | خطوط أخذ العينات/المرافق عالية الضغط؛ قم بتقييم مخاطر الكلوريد والترسبات قبل اختيار اللحام المقبسي |
| أنظمة هيدروليكية/هوائية | وصلات مضغوطة عالية الضغط حيث يكون الاستبدال الدوري ممكنًا |
| الفضاء الجوي | أنظمة متخصصة تحت ضوابط صارمة للصنعة |
| أنظمة التبريد العميق | تطبيقات متخصصة؛ تأكد من متطلبات التمدد الحراري الدوري ومتانة المواد |
دليل وصلات الأنابيب الملولبة
ما هي وصلات الأنابيب الملولبة؟
وصلات الأنابيب الملولبة تستخدم القلاوظ لتوصيل الأنابيب والمكونات، وتعتمد على شكل القلاوظ وممارسة السد لمنع التسرب.
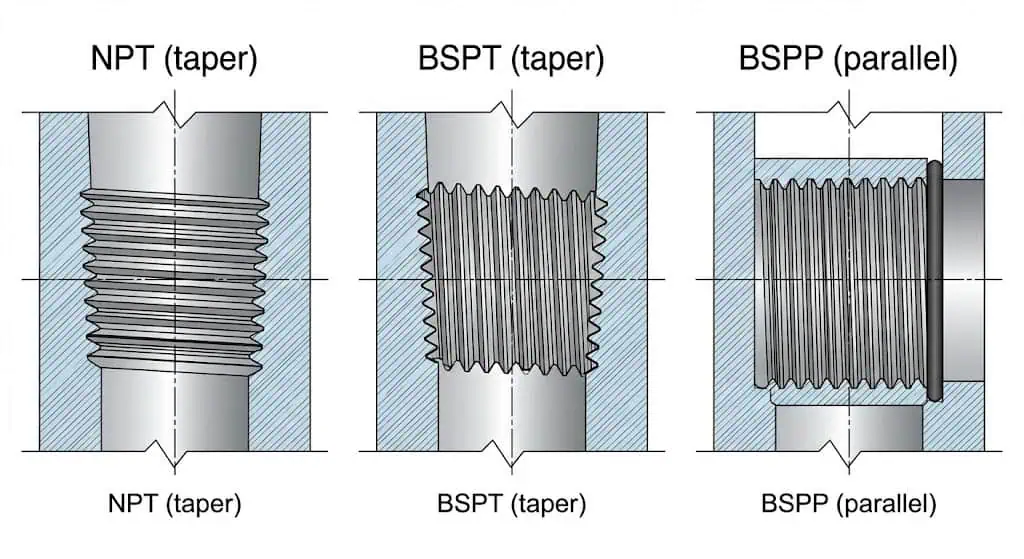
تعمل الوصلات الملولبة بشكل جيد عندما تكون الخدمة منخفضة العواقب، ومتوقع تفكيكها، ويتم التحكم في الاهتزازات/الدورات الحرارية. المفتاح هو فهم ما إذا كان القلاوظ مخصصًا للإحكام على القلاوظ (مخروطي) أو يتطلب عنصر إحكام منفصل (متوازي). في أمريكا الشمالية، تُحدد القلاوظ المخروطية بشكل شائع بواسطة ASME B1.20.1 (عائلة NPT). دوليًا، غالبًا ما يتم الرجوع إلى عائلات القلاوظ ISO: ISO 7-1 تغطي قلاوظ الأنابيب حيث يتم عمل وصلات محكمة ضد الضغط على القلاوظ، بينما ISO 228-1 مخصصة صراحةً لقلاوظ الأنابيب حيث لا يتم عمل وصلات محكمة ضد الضغط على القلاوظ (أي، يحدث الإحكام عبر حشية/حلقة O/وردة، وليس القلاوظ نفسه).
| نوع القلاوظ | الوصف | الخصائص | التطبيقات |
|---|---|---|---|
| NPT | قلاوظ مخروطي، ممارسة شائعة في الولايات المتحدة | يُحكم الإغلاق بشكل أساسي عن طريق تداخل القلاوظ عند التجميع بشكل صحيح؛ هندسة القلاوظ/القياس وفقًا لـ ASME B1.20.1 | أنابيب الغاز/السائل/الزيت للأغراض العامة حيث يسمح تصنيف الأنابيب بوصلات ملولبة |
| BSP | عائلات قلاوظ الأنابيب البريطانية القياسية | BSPT (مخروطي) يمكن أن يُحكم الإغلاق على القلاوظ؛ BSPP (متوازي) يتطلب عادةً وردة/حلقة O ولا يتوافق مع مفهوم “غير محكم ضد الضغط على القلاوظ” في ISO 228-1 | الأنابيب في المناطق التي تستخدم معايير BSP؛ تأكد من نوع التزاوج قبل الشراء |
| متري | قلاوظ متري | عادةً ما تكون قلاوظ مستقيمة تتطلب عنصر إغلاق (حلقة O/وردة)؛ غير قابلة للتبادل مع NPT/BSP | وصلات الآلات والمعدات |
| SAE | عائلات القلاوظات الهيدروليكية/السيارات | غالبًا ما تكون قلاوظات مستقيمة مع ختم O-ring؛ يعتمد الاختيار على معيار النظام وتصميم المنفذ | هيدروليكي، سيارات، تبريد |
| JIS | المعايير اليابانية | التوافق الإقليمي؛ قد يكون الختم مخروطيًا أو عبر عنصر ختم حسب النوع | المعدات والأنابيب اليابانية |
مزايا وصلات الأنابيب الملولبة
تتميز وصلات الأنابيب الملولبة بسرعة التجميع وسهولة التفكيك، مما يمكن أن يقلل من وقت التوقف للأنظمة المساعدة منخفضة المخاطر.
تتجنب مدخلات حرارة اللحام ويمكن أن تكون عملية للخطوط المؤقتة، والتحويلات الصيانة، والخدمات غير الحرجة. ميزة التكلفة حقيقية فقط عندما تأخذ في الاعتبار دورة الحياة الكاملة: إذا تسبب ارتخاء الاهتزاز أو تباين المادة المانعة للتسرب في تسريبات متكررة، فإن “الوصلة الرخيصة” تصبح مكلفة.
| ميزة | الوصف |
|---|---|
| سهولة التركيب والإزالة | إعداد سريع دون لحام؛ مناسب للأنظمة التي تتطلب تفكيكًا |
| حل اقتصادي | تقليل تعقيد التصنيع عندما يسمح صنف الأنابيب حقًا باستخدام القلاوظ |
| مرونة في الصيانة | تفكيك بسيط للإصلاحات أو الاستبدالات |
| التحكم في التسرب (عند تنفيذه بشكل صحيح) | يمكن تحقيقه مع اختيار نوع القلاوظ المناسب، وتنظيف القلاوظ، والتعشيق الصحيح، وممارسة مانع التسرب المناسب |
| التوافق مع المواد | توفر واسع للمواد؛ انتبه إلى الاقتران الجلفاني ومخاطر الالتحام البارد للفولاذ المقاوم للصدأ |
| نطاق واسع من الأحجام | تُستخدم عادةً على الأحجام الصغيرة؛ تمنع العديد من المواصفات الوصلات الملولبة على أحجام NPS الأكبر |
| قابلية إعادة الاستخدام | يمكن إعادة استخدامها إذا لم تتضرر القلاوظ؛ افحص للكشف عن الالتحام البارد والتشوه قبل إعادة الاستخدام |
عيوب وصلات الأنابيب الملولبة
تكون الوصلات الملولبة حساسة لممارسات التجميع وأكثر عرضة للتسرب تحت الاهتزاز والدورات الحرارية وسوء المحاذاة مقارنة بالوصلات الملحومة.
تشمل محركات الفشل النموذجية طول تعشيق قلاوظ غير كافٍ، وقلاوظ تالفة أو متسخة، واقتران قلاوظ خاطئ (مثل إجبار NPT في BSPP)، واستخدام غير متسق للمادة السادة. كما تحمل الوصلات الملولبة من الفولاذ المقاوم للصدأ مخاطر الالتحام البارد؛ يمكن أن يقلل استخدام مادة تشحيم/مانعة للالتصاق مناسبة للفولاذ المقاوم للصدأ من الالتصاق أثناء التجميع (انظر إرشادات تشحيم Swagelok لتطبيقات الفولاذ المقاوم للصدأ والسبائك).
ملاحظة: إذا كان خط الأنابيب معرضًا للاهتزاز، أو الأحمال الدورية، أو الوسائط الخطرة، فإن العديد من مواصفات المالك تقيد أو تمنع استخدام الوصلات الملولبة حتى لو كانت ممكنة تقنيًا. عالج “السماح بالوصلات الملولبة” كقرار تصميمي، وليس كإعداد افتراضي.
حالة ميدانية (نوع قلاوظ خاطئ → تسرب مزمن): قام فريق صيانة باستبدال قطعة توصيل باستخدام منطق “يبدو متوافقًا”: تم تركيب طرف ذكر BSPP في منفذ أنثى NPT مع شريط لاصق. شعرت المجموعة بأنها محكمة لكنها تسربت تحت الضغط لأن أشكال القلاوظ غير مصممة للتزاوج/التحقيق الإغلاق بهذه الطريقة. الوقاية: تحقق من معيار القلاوظ على كلا الجزأين؛ لأشكال القلاوظ المتوازية ISO 228-1، استخدم عنصر الإغلاق الصحيح (حلقة O/حلقة) بدلاً من محاولة “إغلاق القلاوظ”. المرجع: ISO 228-1.
تطبيقات وصلات الأنابيب الملولبة
تعتبر وصلات الأنابيب الملولبة مناسبة بشكل أفضل للأنابيب ذات القطر الصغير، وخطوط المرافق منخفضة إلى متوسطة الخطورة حيث تكون أولويات التجميع السريع والوصول للصيانة.
تظهر في أنظمة التدفئة والتهوية وتكييف الهواء، والمرافق العامة، وبعض خدمات النفط والغاز المساعدة، وهواء/مياه المصانع حيث يسمح فئة الخط صراحةً بالوصلات الملولبة. في العديد من المصانع الهندسية، تقتصر الوصلات الملولبة على الأحجام الصغيرة والخدمات غير الخطرة لتقليل مخاطر التسرب وأعباء الصيانة.
| نوع الوصلة | سيناريو التطبيق |
|---|---|
| مترابطة | المرافق منخفضة الخطورة والأنظمة التي تتطلب تفكيكًا متكررًا (حيث يسمح فئة الأنابيب) |
| Tri-Clamp | صناعات الأغذية والمشروبات والأدوية |
| DIN | المصانع الكيميائية والصيدلانية |
| بفلنجة | محطات الطاقة والمنشآت البتروكيماوية |
| ملحوم | خدمات عالية النزاهة تشمل البخار عالي الضغط والأنظمة الكيميائية عالية العواقب |
تظهر وصلات الأنابيب الملولبة أيضًا في معالجة المياه، والحماية من الحرائق، وخطوط المرافق منخفضة الضغط. يجب أن يأخذ اختيار الفولاذ المقاوم للصدأ في الاعتبار ليس فقط “مقاومة التآكل” بشكل عام، بل الآلية السائدة (التآكل النُقَري/الشِقّي في الكلوريدات، خطر التآكل الإجهادي في درجات الحرارة، الترسبات، إلخ). إذا كان من المتوقع وجود شقوق وترسبات، راجع سلوك التآكل الشِقّي وطرق التخفيف (على سبيل المثال: نظرة عامة على التآكل الشِقّي).
مقارنة أنواع وصلات الأنابيب
تصنيفات الضغط ودرجة الحرارة
يتم عادةً اختيار وصلات اللحام بالتداخل لأعلى نطاق نزاهة، ولكن يجب تفسير “التصنيف” بشكل صحيح: B16.9 هو معيار أبعاد، بينما يحدد B16.11 تسميات الفئة لوصلات اللحام بالتداخل والملولبة المطروقة.
لتركيبات اللحام بالجوز واللولبية المطروقة،, ASME B16.11 يُشير إلى الفئة 2000/3000/6000 للتركيبات ذات النهايات اللولبية و الفئة 3000/6000/9000 للتركيبات ذات نهايات اللحام بالجوز. هذه التسميات للفئات ليست “رقم psi” واحدًا يمكن تطبيقه بشكل أعمى؛ الضغط المسموح به يعتمد على مجموعة المادة وتخفيض درجة الحرارة في الكود/المواصفة الحاكمة. تتبع تركيبات اللحام باللحام البطاني المشار إليها ASME B16.9 بشكل عام قواعد تصميم الأنابيب للأنبوب من نفس المادة وسُمك الجدار.
| نوع التركيبة | تسمية فئة الضغط (للتركيبات المطروقة) |
|---|---|
| لحام المقبس | الفئة 3000، 6000، 9000 (حسب ASME B16.11) |
| مترابطة | الفئة 2000، 3000، 6000 (حسب ASME B16.11) |
اختيار التركيبة الصحيحة يضمن السلامة والقابلية للتفتيش والقابلية للصيانة—ليس مجرد “تحمل الضغط”.”
القابلية للتفتيش/الفحص غير التدميري
يمكن لمفاصل اللحام الجانبي دعم أوسع نطاق من طرق الفحص غير التدميري؛ بينما تكون مفاصل اللحام بالجوز والمفاصل الملولبة غالباً محدودة بالفحص السطحي واختبار التسرب بسبب الهندسة.
تحدد المشاريع الحرجة الفحص غير التدميري بناءً على المخاطر: عواقب الفشل، والوظيفة الدورية، وآلية التآكل، وإمكانية الوصول. لأساسيات الطرق، راجع صفحات طرق ASNT (على سبيل المثال: الفحص الإشعاعي و الفحص بالموجات فوق الصوتية).
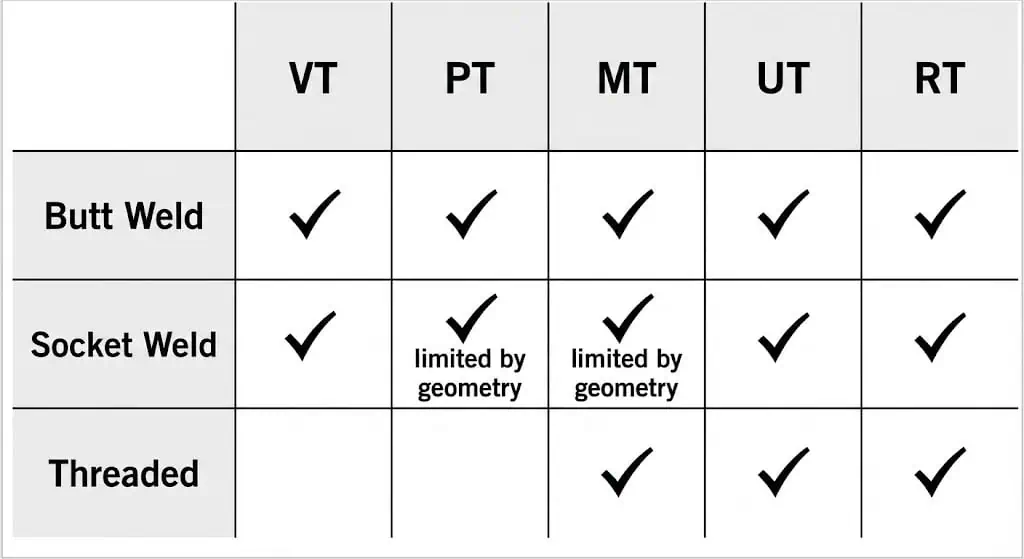
تشمل طرق الفحص غير التدميري الشائعة:
- الفحص الإشعاعي (RT): يستخدم الأشعة السينية/الإشعاع غاما لتقييم الانقطاعات الداخلية.
- الاختبار بالموجات فوق الصوتية (UT): يستخدم الصوت عالي التردد للكشف عن العيوب الداخلية وتغيرات السماكة.
- اختبار الجسيمات المغناطيسية (MT): يكشف عن عدم الاستمرارية السطحية/القريبة من السطح في المواد الفيرومغناطيسية.
- اختبار الاختراق السائل (PT): يكشف عن العيوب السطحية المكسورة.
غالبًا ما تبرر اللحامات الجانبية فحصًا أكثر صرامة لأنها تُستخدم بشكل متكرر في خدمات ذات عواقب أعلى — ولأن الإصلاحات تكون أصعب بمجرد أن يكون الأنبوب قيد التشغيل.
التثبيت والصيانة
الوصلات الملولبة هي الأسرع في التثبيت والإزالة، لكن وصلات اللحام تقلل عدد “المتغيرات” التي تسبب تسريبات مزمنة.
تخطيط الصيانة لا يتعلق فقط بالتجميع؛ بل يتعلق بما إذا كان يمكن فحص الوصلة وتنظيفها وإصلاحها تحت قيود المصنع. يمكن أن يكون لحام المقبس حلًا وسطًا جيدًا على القطر الصغير إذا تم فهم آليات التآكل وسمح فئة الأنابيب بذلك. اللحام الجانبي هو الخيار الأكثر استقرارًا على المدى الطويل عندما تكون جودة التصنيع مضمونة.
| المشكلة | طرق التعريف | الأسباب الجذرية | الحلول |
|---|---|---|---|
| تسريبات | فحص بصري، اختبار ضغط/تسرب، اختبار اختراق الصبغة (شقوق سطحية) | تركيب غير صحيح، نوع قلاوظ خاطئ، عيوب في اللحام، عدم تطابق المواد | ممارسة تجميع صحيحة؛ إصلاح/استبدال الوصلة؛ التحقق من معيار القلاوظ؛ تحسين إجراء اللحام والفحص |
| تآكل | فحص بصري، تتبع السماكة (الموجات فوق الصوتية)، فحص الترسبات | كلوريدات/ترسبات تسبب تآكل نُقَري/شِقّي؛ تصريف سيئ؛ اختيار سبيكة خاطئ | ترقية اختيار المواد؛ إزالة الشقوق؛ تحسين التصريف/التنظيف؛ تطبيق تخفيف مناسب حسب دراسة التآكل |
| انخفاضات الضغط | مراقبة التدفق، قراءات الضغط التفاضلي | انسداد، تصميم سيئ، عدم محاذاة داخلية | تنظيف/غسيل؛ تصحيح التصميم؛ الحفاظ على ممر أملس حيثما يلزم |
التفتيش المنتظم وممارسات التجميع المنضبطة تمدد عمر الخدمة—خاصةً على وصلات الأنابيب الصغيرة حيث تختبئ التسربات حتى تصبح حوادث.
اعتبارات التكلفة وسلسلة التوريد
الوصلات الملولبة غالبًا تبدو أرخص مبدئيًا؛ الوصلات الملحومة غالبًا تفوز على دورة الحياة عندما يتم تسعير مخاطر التسرب وإعادة العمل والتفتيش بشكل واقعي.
اللحام الجانبي يتطلب لحامًا مؤهلًا، وقت تجهيز التركيب، وإمكانية الفحص غير الإتلافي. اللحام بالجوز يقلل من تجهيز الشطف لكن يمكن أن يقدم مخاطر تآكل/إجهاد في الخدمة الخاطئة. الملولب يقلل وقت التصنيع لكن ينقل المخاطر إلى تحكم التجميع وممارسة المواد السادة. يجب أن تقيم المشتريات: الامتثال للمعيار الصحيح (B16.9 مقابل B16.11)، إمكانية التتبع (رقم الصهر)، سجلات فحص الأبعاد، وخطط الفحص/الاختبار الموثقة.
| نوع التركيبة | عوامل التأثير على التكلفة |
|---|---|
| وصلات ملولبة | ممارسة التجميع، التحقق من معيار القلاوظ، تحكم المواد السادة/المزلقات، مخاطر إعادة العمل بسبب التسرب |
| Butt Weld Fittings | لحام مؤهل، تحكم تجهيز التركيب، متطلبات الفحص غير الإتلافي، تكلفة الإصلاح/إعادة الاختبار إذا حدثت عيوب |
| تجهيزات اللحام بالجراب | جودة اللحام، مخاطر التآكل الشِقّي/التآكل أثناء الخدمة، خيارات محدودة للفحص الحجمي |
تلعب عوامل سلسلة التوريد دورًا أيضًا:
- تقييم المورد: تتبع المواد، التحكم في العمليات، وضبط الجودة الموثق
- قدرة الفحص: فحوصات الأبعاد، تحليل المادة إذا لزم الأمر، جاهزية التعاقد على الفحوصات غير الإتلافية
- تخطيط الخدمات اللوجستية: أوقات التسليم لدرجات السبائك والمقاسات الخاصة
- جودة التوثيق: اكتمال شهادة اختبار المواد ومواءمتها مع متطلبات المشروع
يمكن لخطوات التصنيع والتحقق المتكاملة لدى Sunhy تبسيط عملية الشراء—شريطة أن تتطابق الوثائق المقدمة مع فئة خط المشروع ومتطلبات الفحص.
مقاومة التآكل وجودة المواد
تحدد جودة المواد والتحكم في آليات التآكل الموثوقية طويلة المدى أكثر من نوع الوصلة وحدها.
يمكن أن تقدم مواد الفولاذ المقاوم للصدأ، والفولاذ ثنائي الطور، والفولاذ ثنائي الطور الفائق مقاومة قوية عندما تتطابق السبيكة مع البيئة. بالنسبة لتركيبات الفولاذ المقاوم للصدأ الأوستنيتي الموردة إلى ASTM A403/A403M, ، المعالجة الحرارية جزء من الامتثال ويجب أن تنعش في شهادة اختبار المواد. عملياً، تعتمد درجة حرارة التلدين بالحل على الدرجة وشكل المنتج؛ يُذكر التوجيه النموذجي لتلدين الحل وتبريد سريع للفولاذ المقاوم للصدأ الأوستنيتي عادةً في المراجع الفنية للفولاذ المقاوم للصدأ (على سبيل المثال: توجيهات المعالجة الحرارية لجمعية الفولاذ المقاوم للصدأ العالمية). إذا كانت قابلية التآكل بين الحبيبات مصدر قلق، فقد تُشار إلى ممارسات الاختبار مثل ASTM A262 في مواصفات المالك للتحقق في حالات معينة.
| نوع المادة | مقاومة التآكل | القوة | ملاءمة التطبيق |
|---|---|---|---|
| الفولاذ المقاوم للصدأ | عالية (تعتمد على البيئة) | عالية | استخدام عام |
| دوبلكس | عالية جداً (ليست عالمية) | عالية | الخدمات البحرية والخدمات الحاوية على الكلوريد (حسب المواصفات) |
| سوبر دوبلكس | عالية جداً (ليست عالمية) | عالية جداً | الخدمات الشديدة الكلوريد تحت ظروف مُتحكَّم بها |
| إنكونيل/إنكولوي | عالية | عالية | البيئات عالية الحرارة / العدوانية |
| مونيل | عالية | متوسط | مياه البحر والبيئات الكيميائية المحددة |
| تيتانيوم | عالية جداً | عالية | الخدمات البحرية والخدمات الكيميائية المتخصصة |
ملاحظات سوني: الحل بالتبريد السريع للمنتجات الفولاذية المقاومة للصدأ؛ عملياً، تأكد من المعالجة الحرارية الفعلية ونتائج الاختبار في ملف التفتيش/سجل المواد للمجموعة/الدفعة المسلمة، وطابق القبول مع مواصفات المشروع. لمخاطر التآكل النُقَري/الشِقّي الناجم عن الكلوريد، تجنب الأشكال المعرضة للشقوق (واجهات المقبس، الترسبات) حيثما أمكن وطابق اختيار السبيكة مع تركيز الكلوريد ودرجة الحرارة المتوقعة.
اختيار المادة المناسبة ونوع التوصيل معاً—والتحقق من الوثائق—يمنع معظم التسريبات “المفاجئة” في الخدمة.
دليل اختيار أنواع وصلات الأنابيب
قائمة مراجعة القرار
يجب على المهندسين استخدام قائمة مراجعة منظمة لاختيار نوع وصلة الأنابيب المناسب لنظامهم.
تساعد قائمة مراجعة عملية المهندسين والمشترين في مطابقة التركيبات الصحيحة مع متطلبات مشروعهم. تغطي مجموعة منتجات Sunhy جميع أنواع الوصلات الرئيسية، مما يدعم احتياجات الصناعات المتنوعة.
- توافق مواد الأنابيب
اختر التركيبات التي تتطابق مع مادة الأنبوب واستراتيجية مقاومة التآكل (التزاوج الجلفاني، التآكل النقري/الكلوريدي، مخاوف التآكل تحت الإجهاد حيث ينطبق). - تصنيفات درجة الحرارة والضغط
تأكد من أن نوع الوصلة مسموح به حسب فئة الأنابيب وأن تصميم الضغط ودرجة الحرارة معتمد من الكود الحاكم (لا تعامل “الفئة” كرقم psi واحد). - الأبعاد والحجم
تحقق من NPS، سماكة الجدار/أساس الجدول، الأبعاد من طرف إلى طرف، وأي ملاحظات خاصة بشأن التسامح لتركيب السبول. - العوامل البيئية ومقاومة التآكل
تحديد آلية التآكل السائدة؛ تجنب الشقوق حيث يكون التآكل الشِقّي خطراً محتملاً (انظر نظرة عامة على التآكل الشِقّي). - الميزانية والعمر الافتراضي
مقارنة تكلفة دورة الحياة: التصنيع + الفحص + إعادة العمل + وقت التوقف بسبب حوادث التسرب. - الصيانة وإمكانية الوصول
تحديد كيفية فحص وإصلاح الوصلة بعد التشغيل؛ جعل إمكانية الوصول قراراً صريحاً. - متطلبات التطبيق المحدد
تأكيد معيار القلاوظ (NPT مقابل BSPT/BSPP)، متطلبات تأهيل اللحام، ومستندات التسليم (MTR، تقارير NDT، سجلات الأبعاد).
نصيحة: إذا كان للمشروع تاريخ متكرر من التسرب، فإن الحل عادةً ليس “المزيد من المادة السادة”—بل اختيار نوع وصلة يتوافق مع الاهتزاز، العمل الدوري، وآلية التآكل.
الأخطاء الشائعة
اختيار نوع التوصيل الخاطئ أو تركيب الوصلات بشكل غير صحيح يمكن أن يهدد سلامة النظام وأمانه.
قد يتجاهل المهندسون أحيانًا أنماط الفشل أو أخطاء التركيب، مما قد يؤدي إلى تسريبات، تآكل، أو انهيار ميكانيكي. فهم هذه المخاطر يساعد في منع الأخطاء المكلفة.
| نوع التركيبة | الأخطاء الشائعة |
|---|---|
| مترابطة | اقتران القلاوظ الخاطئ (NPT مقابل BSP)، الشد الزائد، فك الاهتزاز، التحام بارد للفولاذ المقاوم للصدأ، ممارسة غير متسقة للمادة السادة |
| لحام المقبس | تثبيت الأنبوب حتى القاع بدون فجوة سحب، شكل لحام الزاوية الرديء، تجاهل خطر التآكل الشِقّي، الاستخدام في خدمة دورية شديدة بدون موافقة |
| لحام بوت | تركيب رديء/تفاوت في الارتفاع، تنقية غير كافية للفولاذ المقاوم للصدأ، مدخل حراري غير صحيح/تحكم غير مناسب بين الطبقات، تخطي خطوات التفتيش المطلوبة |
- استخدام التوصيل الخاطئ يمكن أن يهدد سلامة النظام—خاصة عندما تم كتابة فئة الأنابيب للتحكم في خطر التسرب.
- تجاهل العوامل البيئية (الكلوريدات، الترسبات، الركود) يمكن أن يسبب تآكل موضعي مبكر حتى على “الفولاذ المقاوم للصدأ الجيد”.”
- الفشل في التحقق من معيار القلاوظ (NPT/BSP/متوازي مقابل مخروطي) يسبب تسربًا مزمنًا لا تستطيع المادة السادة إصلاحه بشكل دائم.
- تجاهل إمكانية الوصول يعقد التفتيز ويزيد من وقت التوقف عندما يصبح تسرب الأنابيب الصغيرة حدثًا أمنيًا.
ملاحظة: التدريب مهم، لكن التوحيد المسبق أيضًا—اكتب اختيار الوصلة في فئة الخط وفرضه في المشتريات والبناء.
سيناريوهات مثال
يجب على المهندسين مطابقة أنواع الوصلات مع سيناريوهات محددة لتحقيق الأداء الأمثل والموثوقية.
- خط بخار عالي الضغط في محطة توليد الطاقة
وصلات اللحام الجانبي تُختار عادةً للخدمات عالية النزاهة حيث تكون عواقب التسرب عالية وتخطيط الفحص قويًا. - نقل المواد الكيميائية في بيئة تآكلية
تفضل استراتيجية توصيل تقلل من الشقوق وتدعم الفحص؛ إذا تم النظر في لحام المقبس، فبرر ذلك مقابل الكلوريد/الركود ومخاطر دورة الحياة. - خط مياه المرافق في مبنى تجاري
وصلات ملولبة يمكن أن تكون عملية لأنظمة منخفضة المخاطر حقًا تتطلب خدمة سريعة - بشرط التحقق من نوع القلاوظ والتحكم في الاهتزاز. - منصة نفط بحرية
غالبًا ما يتم إقران اختيارات الدوبلكس/سوبر دوبلكس مع وصلات اللحام الجانبي لضمان السلامة؛ تحقق من اختيار السبيكة مقابل درجة حرارة الكلوريد وضوابط اللحام.
يمكن للمهندسين استشارة كتالوج Sunhy لاختيار الوصلات المناسبة لتطبيقهم، ثم التحقق من اختيار الوصل النهائي مقابل فئة الأنابيب للمشروع، ودراسة التآكل، وخطة الفحص.
يجب على المهندسين اختيار وصلات الأنابيب بناءً على ضغط النظام، وجودة المادة، واحتياجات التثبيت.
تُستخدم وصلات اللحام الجانبي عادةً حيث تكون السلامة طويلة الأجل والمجرى الأملس أمرًا بالغ الأهمية. يمكن لوصلات اللحام المقبسية أن تعمل بشكل جيد للتطبيقات المضغوطة ذات المجرى الصغير والضغط العالي عندما تكون آليات التآكل وحدود الفحص مقبولة. تدعم الوصلات الملولبة التجميع السريع حيث يُتوقع التفكيك ويكون خطر الخدمة منخفضًا. يمكن لتصنيع Sunhy ومراقبة الجودة دعم هذه التطبيقات عندما تتوافق الوثائق والامتثال مع متطلبات المشروع.
- اللحام الجانبي: الأفضل للسلامة، والمجرى الأملس، والخدمة عالية العواقب عندما تكون ضوابط اللحام/الفحص غير التدميري متاحة
- اللحام المقبسي: عملي للخدمة ذات المجرى الصغير والضغط العالي حيث تكون مخاطر الشق/الدورية مقبولة ومتحكم بها
- الملولب: تجميع سريع لخطوط المرافق منخفضة المخاطر والصيانة المتكررة؛ تحقق من معيار القلاوظ وضبط ممارسة التحام بارد/مادة السد
الأسئلة الشائعة
ما هو أفضل تركيب للأنابيب عالية الضغط؟
للأنابيب عالية العواقب أو عالية السلامة، يُعد اللحام الجانبي عادةً الخيار الأول لأنه يلغي متغيرات سد القلاوظ ويدعم تخطيط فحص قوي.
حيث تُستخدم فئات الوصلات المُطروقة (ذات المجرى الصغير)، يمكن أن يكون اللحام المقبسي مناسبًا أيضًا في مهمة الضغط العالي عندما يسمح به فئة الأنابيب. تحقق من القرار مقابل كود التصميم، ومهمة الدورية/الاهتزاز، وخطة الفحص غير التدميري/الوصول.
كيف يمكنني ضمان تركيب مقاوم للتسرب في نظام الأنابيب الخاص بي؟
تحكم في متغيرات الوصل التي تسبب التسرب فعليًا: المعيار الصحيح، وممارسة التجميع/اللحام الصحيحة، والتحقق.
بالنسبة للوصلات الملولبة، تحقق من نوع القلاوظ (NPT مقابل BSPT/BSPP) واستخدم ممارسة متسقة للمادة المانعة للتسرب/المزلق. بالنسبة للوصلات الملحومة، فرض تسامحات التركيب، متطلبات التنقية (للفولاذ المقاوم للصدأ)، ونقاط توقف التفتيش. بالنسبة لجميع الأنواع، اشترط توثيقًا قابلًا للتتبع (MTR وسجلات التفتيش) وتأكد من الأبعاد قبل التثبيت.
أي نوع من التوصيلات يعمل بشكل أفضل في البيئات المسببة للتآكل؟
يعتمد الاختيار الأفضل على آلية التآكل؛ في العديد من الخدمات التي يحركها التآكل، تقليل الشقوق والمناطق الميتة بنفس أهمية درجة السبيكة.
غالبًا ما يؤدي اللحام الجانبي أداءً جيدًا لأنه يمكنه تقليل مواقع الشقوق ويدعم التفتيش. يقدم اللحام بالكوة شقًا عند واجهة الكوة، مما قد يشكل خطرًا في الخدمة المعرضة للكلوريد/الركود/الترسبات. تضيف الوصلات الملولبة عدم يقين في التسرب ومواقع شقوق عند القلاوظ؛ استخدمها فقط عندما تسمح الخدمة والمواصفات بذلك.
هل يمكن للوصلات الملولبة تحمل الصيانة المتكررة؟
تسمح التركيبات الملولبة بسهولة التفكيك للصيانة المتكررة عندما تكون الخدمة منخفضة المخاطر.
لإبقائها موثوقة، قم بتوحيد نوع القلاوظ، وامنع الالتحام البارد للفولاذ المقاوم للصدأ (المزلق/المادة المانعة للالتصاق حيثما كان مناسبًا)، وتجنب الوصلات الملولبة في ظروف الاهتزاز العالي أو الدورية الشديدة ما لم يسمح فئة الأنابيب بذلك صراحةً.
كيف أختار بين وصلات اللحام الجانبي، وصلات اللحام بالجوز، والوصلات الملولبة؟
يجب على المهندسين مطابقة نوع التركيب مع ضغط النظام, ، والبيئة، ومتطلبات التفتيش، وإمكانية الوصول للصيانة.
استخدم هذا الجدول للرجوع السريع:
| نوع التركيبة | أفضل حالة استخدام | الصيانة | تصنيف الضغط |
|---|---|---|---|
| لحام بوت | خطوط الأنابيب عالية النزاهة والخدمات ذات العواقب الأعلى | منخفض (قطع للاستبدال) | يتم تحديده بواسطة كود التصميم + مادة الأنبوب/الجدار؛ B16.9 هو مرجع أبعادي |
| لحام المقبس | تطبيقات المرافق/الأجهزة ذات الضغط العالي والقطر الصغير حيث يُسمح | متوسط | الفئة 3000/6000/9000 حسب ASME B16.11 (تحقق من P-T في المواصفات) |
| مترابطة | مرافق منخفضة المخاطر وخدمة/تفكيك متكررة | عالية | الفئة 2000/3000/6000 حسب ASME B16.11 (تحقق من P-T في المواصفات) |
متى يجب تجنب وصلات اللحام ذات التجويف؟
تجنب اللحام المقبسي حيث يتطلب التآكل الشقي، أو التحميل الدوري الشديد، أو الفحص غير المدمر الحجمي الإلزامي متطلبات النزاهة.
يمكن لهندسة اللحام المقبسي أن تحبس الرواسب وتخلق شقوقًا. إذا كانت الخدمة تحمل كلوريد، أو راكدة، أو عرضة للترسبات، فإن اللحام الجانبي أو وصلة مصممة لإزالة الشقوق غالبًا ما يكون أسهل في التبرير. إذا تطلب مواصفات المالك تغطية UT/RT للمفصل، فإن اللحام المقبسي غالبًا ما يكون غير مناسب.
كيف يمكنني منع الالتصاق البارد للقلاوظ في الفولاذ المقاوم للصدأ على وصلات ملولبة؟
منع الالتصاق البارد عن طريق التحكم في حالة القلاوظ، وسرعة/عزم التجميع، واستخدام مادة تشحيم مناسبة للفولاذ المقاوم للصدأ.
استخدم قلاوظًا نظيفًا وغير تالف؛ تجنب إجبار أنواع القلاوظ غير المتطابقة؛ وفكر في استخدام مادة تشحيم/مانعة للالتصاق مناسبة للفولاذ المقاوم للصدأ وظروف التشغيل (تتوفر إرشادات مثال من مواد تشحيم Swagelok). يجب أن يشمل إعادة الاستخدام فحصًا لتشوه القلاوظ وعلامات التصاق.