")
Для правильного измерения размеров шестигранного болта проверьте три параметра в строгом порядке: длина болта (под головкой), наружный диаметр резьбы и шаг резьбы (метрический шаг или дюймовый TPI). Это не “цеховые мелочи”. Неправильный шаг (например, M10×1,5 против M10×1,25) может разрушить первые две нитки резьбы за секунды. Путаница между диаметром резьбы и размером ключа под головку (WAF) приводит к неправильным деталям в заказе, несоответствию инструмента на объекте и переделкам.
- Длина контролирует зажим (набор) и зацепление резьбы.
- Диаметр контролирует посадку в отверстии/гайке и площадь сечения на растяжение.
- Шаг/TPI контролирует совместимость с гайкой или резьбовым отверстием — это основная причина перекрестной резьбы и возвратов “не подходит”.
Ниже приведены наиболее распространенные ошибки измерения, которые встречаются в возвратах с поля и браке входящего контроля. Используйте чистую деталь, измеряйте дважды и рассматривайте покрытия (цинк, горячее цинкование, PTFE) как контролируемую переменную — покрытия изменяют эффективный диаметр и могут влиять на посадку резьбы.
| Распространенные ошибки измерения при заказе шестигранных болтов |
|---|
| Измерение через грязь, мусор, заусенцы или поврежденную резьбу (ложные показания диаметра/шага). |
| Применение слишком большого усилия штангенциркулем (прогиб губок и “уменьшение” показаний). |
| Удержание штангенциркуля под углом (косинусная ошибка) вместо перпендикулярного к оси. |
| Не проверять шаг резьбы калибром (предполагая “M10” без подтверждения 1,5 против 1,25). |
Если вы измеряете болты для закупки или ремонтных работ, используйте цифровые штангенциркули + калибр шага резьбы. Если вы измеряете для критической сборки (оборудование под давлением, рама вращающегося оборудования, структурное соединение), добавьте проверки входящего контроля: маркировки, состояние резьбы и (где требуется) документы прослеживаемости.
Основные метрологические инструменты для крепежных изделий

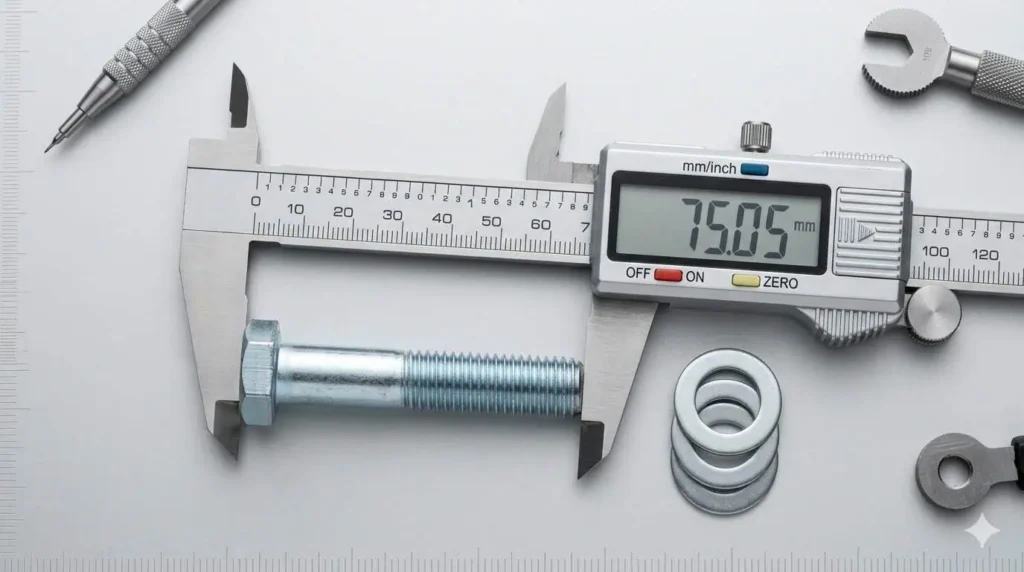
Почему цифровые штангенциркули обязательны для измерения диаметра (в сравнении с рулетками)
Цифровые штангенциркули являются базовым инструментом для измерения диаметра шестигранного болта, поскольку они обеспечивают повторяемые показания по наружному диаметру резьбы и стержню.
Рулетки и линейки подходят для “грубой длины”, но они не надежны для диаметра и деталей резьбы. Если вы пытаетесь подобрать болт к гайке или резьбовому отверстию, вам нужен инструмент, который может разрешать небольшие различия и избегать ошибки параллакса.
- Используйте штангенциркули на наружном диаметре резьбы (НД) для определения номинального размера (M10, M12, 1/2″ и т.д.).
- Используйте штангенциркуль для проверки WAF (размер под ключ), когда ограничено пространство для инструмента.
- Для покрытых крепежных изделий измеряйте в нескольких местах, чтобы обнаружить накопление покрытия или повреждение (частая причина тугой посадки резьбы).
Инженерное предупреждение: “Правильный” размер болта все равно может привести к сбою сборки, если болт покрыт , а сопрягаемая гайка не подходит для этого покрытия. Горячеоцинкованная резьба в некоторых стандартах намеренно делается с запасом (изменения посадки — не дефект, а требование).
В таблице ниже приведены причины, по которым цифровые штангенциркули уменьшают ошибки считывания по сравнению с аналоговыми инструментами:
| Особенность | Цифровые штангенциркули | Аналоговые инструменты |
|---|---|---|
| Тип отсчета | Прямое числовое считывание | Ручная интерпретация |
| Ошибка параллакса | Устранена | Общий |
| Повторяемость измерений | Выше | Зависит от оператора |
| Регистрация данных | Возможно (в зависимости от модели) | Непрактично |
| Полевое применение | Быстрая проверка | Медленнее и менее стабильно |
Использование резьбомеров (Метрические и дюймовые пластины)
Резьбомеры необходимы для определения системы резьбы и шага на шестигранном болте.
Лепесток шагомера должен плотно входить в профиль резьбы — без качания, без зазоров. Это самый быстрый способ подтвердить, держите ли вы метрическую крупную против метрической мелкой, или UNC против UNF, прежде чем пытаться собрать.
- Используйте шагомер для подтверждения метрического шага (мм) или TPI—не угадывайте.
- Проверьте качество профиля резьбы: накатанная против нарезанной, повреждённые вершины, сплющенные впадины (это искажает показания шагомера).
- Если болт грязный, очистите первые 3–5 витков. Загрязнения меняют “ощущение” и приводят к ложным совпадениям.
Совет: Если шагомер “почти подходит”, это обычно означает, что вы на один шаг отстали. Остановитесь и проверьте — принудительное совмещение почти подходящего шага — это начало перекоса резьбы.
Примечание по стандартам (важна посадка): Допуски и посадки метрической резьбы обычно регулируются системой ISO 965 (например, 6g / 6H). Если вы проводите измерения для подтверждения взаимозаменяемости между поставщиками, необходимо учитывать класс посадки, а не только номинальный размер.
Измерение длины: стандарт “под головкой”
Правило опорной поверхности: Почему включение головки является критической ошибкой
Всегда измеряйте длину шестигранного болта от опорной поверхности под головкой до конца болта.
Головка не является частью зажимаемого пакета. Опорная поверхность — это место, где нагрузка зажима передается в соединение. Включение головки — самый быстрый способ заказать неправильную длину и потерять зацепление резьбы (или создать упор в нарезанном отверстии).
Проверка на месте: Если ваш болт “кажется тугим”, но соединение все еще двигается, убедитесь, что болт не упирается в отверстие и что у вас действительно есть рабочее зацепление резьбы после шайб и выхода.

Пошаговое руководство по измерению (от нижней части головки до тупого конца)
Используйте эту процедуру под головкой (это “заказываемая длина” для шестигранных болтов):
- Очистите опорную поверхность и первые несколько витков резьбы (удалите заусенцы и скопившийся мусор).
- Установите эталон штангенциркуля на плоскую опорную поверхность под головкой.
- Измеряйте прямо до конца болта (не следуйте по фаскам или закругленным концам).
- Запишите значение и сравните его с ближайшей стандартной длиной, используемой в вашем чертеже/заказе.
Реальные ошибки, вызывающие простой:
- Измерение “через головку” и заказ болтов, которые упираются в дно резьбовых отверстий.
- Игнорирование толщины шайбы и сбега резьбы (потеря полезной глубины зацепления).
- Заказ правильной длины, но неправильного шага, затем повреждение резьбового отверстия при принудительной сборке.
Мини-кейс (Проблема → Анализ → Решение):
Проблема: Команда технического обслуживания заменила болты на основании насоса, затем соединение ослабло при вибрации.
Анализ: Болты были слишком длинными и упирались в дно резьбовых отверстий; ощущение “затяжки” было ложной предварительной нагрузкой.
Исправление: Повторно выбрали длину на основе измерения под головкой + проверили глубину зацепления резьбы; добавили этап проверки крутящего момента/предварительной нагрузки в рабочий пакет.
Обработка исключений: Винты с потайной головкой (общая длина) против шестигранных болтов
Измеряйте общую длину для винтов с потайной головкой, но используйте длину под головкой для шестигранных болтов.
Потайные головки сидят в материале и становятся частью эффективной длины. Шестигранные головки находятся над поверхностью, поэтому только длина стержня под головкой определяет посадку и зацепление.
| Тип крепежа | Где измерять длину |
|---|---|
| Шестигранный болт | От опорной поверхности под головкой до конца |
| Винт с потайной головкой | Общая длина, включая головку |
Для согласованности закупок укажите в заказе (PO) применяемый стандарт и систему посадок (DIN/ISO/ANSI). Если вы смешиваете поставщиков или имеете дело с покрытым крепежом, согласуйте допуски резьбы (посадку) и документацию, чтобы избежать отказов типа “измеряется правильно, но не собирается”.
Измерение диаметра против ширины под ключ (WAF)
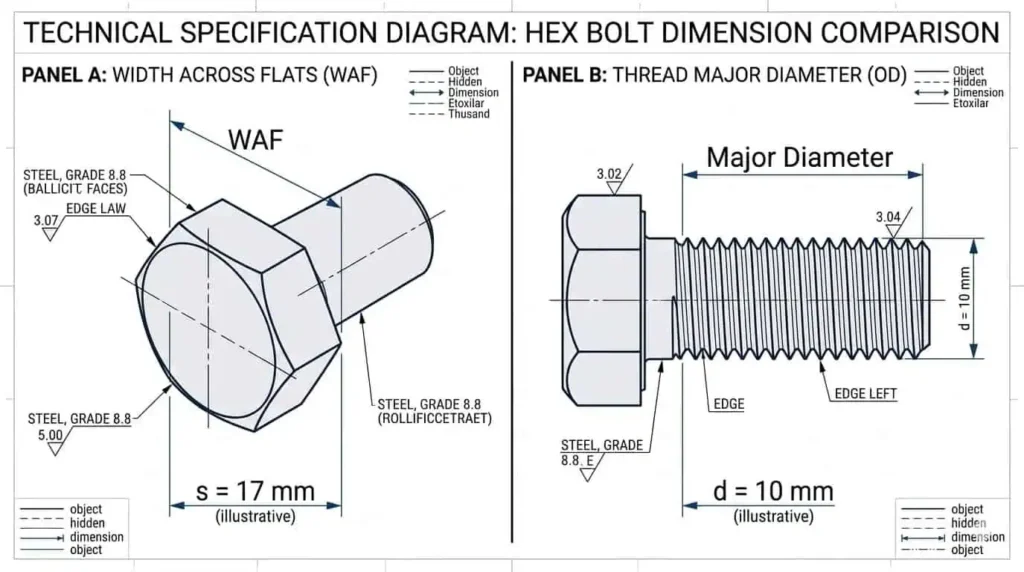
Распространенная ошибка: путаница размера ключа (WAF) с диаметром резьбы
Самая распространенная ошибка при заказе — путать размер ключа под головку (WAF) с диаметром резьбы.
WAF указывает размер гнезда/ключа. Диаметр резьбы указывает размер болта (M10, M12, 1/2″). Смешивание этих двух параметров приводит к классическому отказу: “Ключ подходит под головку, но болт не подходит к гайке.”.”
- Диаметр резьбы = совместимость с гайкой/резьбовым отверстием + основа прочности (площадь сечения на растяжение).
- WAF = посадка инструмента + ограничения по зазору в плотных сборках.
- Расстояние между углами = минимальный габаритный конверт (важно в углублениях).
Ловушка перевода: В смешанных парках техники специалисты часто путают M10 с 3/8″ потому что они “выглядят похоже”. Они не взаимозаменяемы по шагу или диаметру — проверяйте каждый раз штангенциркулем и шаблоном резьбы.
Измерение наружного диаметра (НД) резьбы
Измерьте наружный диаметр резьбы (НД) по самым внешним вершинам витков с помощью штангенциркуля.
Сделайте как минимум два замера: возле первого рабочего витка и в середине длины. Если болт изношен, первые витки могут вводить в заблуждение — измеряйте там, где резьба цела.
Инженерное предупреждение: Покрытия изменяют наружный диаметр. Электролитическое цинкование относительно тонкое; горячее цинкование значительно толще и часто требует гайки другого размера. Если наружный диаметр выглядит “увеличенным”, проверьте, оцинкован ли болт и указана ли для этого состояния ответная гайка.
В таблице ниже поясняется, что означает каждый размер при закупке и контроле сборки:
| Тип измерения | Что она контролирует |
|---|---|
| Наружный диаметр (НД) | Идентификация номинального размера и базовая проверка совместимости |
| Ширина под ключ (WAF) | Выбор инструмента и планирование зазоров |
| Расстояние между углами | Минимальный зазор в карманах/углублениях |
| Высота головки | Зазор под головку; доступ инструмента и посадка |
| Длина резьбы / Биение | Рабочее зацепление после шайб и набора |
| Максимальные / Минимальные пределы | Допуски для взаимозаменяемости (важна система посадок) |
| Справочные размеры | Информационно; не всегда контролируется при приемке |
Стандартная справочная таблица: Размеры головок в зависимости от номинальных диаметров (проверять по действующему стандарту)
Размеры головок (включая WAF) определяются действующим стандартом на крепеж (DIN/ISO/ANSI/ASME).
Если инструмент на вашем объекте фиксирован (например, контроль инструмента на морской платформе), рассматривайте WAF как требование приемки. Не предполагайте, что “ISO” и “DIN” всегда имеют одинаковые размеры ключей для каждого диаметра.
| Номинальный размер (дюймы) | Полный диаметр тела (E) | Размер под ключ (F) | Ширина по углам (G) | Высота головки (H) | Радиус скругления (R) | Длина резьбы (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Практический совет: Если болт “подходит”, но ключ не налезает, вероятно, проблема в смешении стандартов (DIN vs ISO vs ANSI) или поставщик использует устаревший размер ключа. Проверьте WAF при входящем контроле, если инструмент для монтажа ограничен.
Определение шага резьбы и количества витков (TPI)
Метрический шаг (расстояние в мм) против дюймового TPI (витков на дюйм)
Шаг метрической резьбы измеряется как расстояние между вершинами витков в миллиметрах; дюймовая резьба определяется TPI (количество витков на дюйм).
Перед заказом уточните, является ли система метрической или дюймовой. Затем определите, является ли резьба крупной или мелкой. Два болта могут иметь одинаковый диаметр, но быть несовместимыми по шагу.
- Пример для метрической резьбы: M10×1.5 (крупная) vs M10×1.25 (мелкая).
- Пример для дюймовой резьбы: 1/2–13 (UNC) vs 1/2–20 (UNF).
- Реальность сборки: “Почти подходящая” резьба начнет закручиваться вручную на 1–2 оборота, а затем заклинит. Именно так резьба срывается.

В таблице ниже приведены общие значения TPI и связанные геометрические термины, используемые в инженерных расчетах (площадь напряжения, диаметр шага). Это полезный справочник при проверке болта, который вы изначально не указывали:
В таблице ниже показаны общие значения шага резьбы для шестигранных болтов, используемых в строительстве и производстве:
| Номинальный размер и витки на дюйм. | Основной диаметр по шагу. | Сечение по внутреннему диаметру. | Площадь сечения при растяжении |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Совет: Если на вашем предприятии используется как метрическое, так и дюймовое оборудование, храните резьбовые калибры для обеих систем в инструментальной кладовой. Ошибки со смешанной резьбой являются одним из наиболее частых и наименее ценных сбоев в ремонтных работах.
Как использовать резьбомер для определения крупной и мелкой резьбы
Резьбовой калибр — это самый быстрый способ подтвердить шаг/TPI и предотвратить перекрестную резьбу.
Подберите пластину калибра к резьбе, пока она не сядет идеально. Если она качается или виден зазор, это неправильный шаг. Когда калибр недоступен, вы можете подсчитать витки на фиксированной длине (1 дюйм для TPI), но этот метод медленнее и более подвержен ошибкам.
Шаги для измерения шага резьбы или TPI на шестигранном болте:
- Выберите пластину резьбового калибра и приложите её к резьбе болта.
- Подтвердите полное зацепление зубьев без зазоров.
- Если калибр недоступен: отметьте участок в 1 дюйм и подсчитайте вершины (TPI) или измерьте расстояние через 10 витков и разделите (оценка метрического шага).
Крупная резьба лучше переносит грязь и повреждения и распространена в строительстве. Мелкая резьба обеспечивает более высокую устойчивость к ослаблению от вибрации в некоторых сборках и позволяет более точную регулировку предварительной нагрузки, но она менее устойчива к повреждениям. Используйте систему резьбы, для которой было разработано оборудование — не “переходите на мелкую” без подтверждения совместимой гайки/метчика и чертежа.
Мини-кейс (Проблема → Анализ → Решение):
Проблема: Сборка на салазках заклинила во время установки; бригада принудительно закрутила болт и сорвала гайку.
Анализ: Диаметр был правильным, но шаг был неправильным (болт с мелкой резьбой в гайке с крупной резьбой).
Решение: Внедрён этап проверки “диаметр + шаг” с использованием калибра шага при входном контроле; добавлен шаг в позицию заказа.
Резьбы также делятся на семейства, такие как крупная (UNC) и мелкая (UNF). Знание семейства предотвращает несоответствие заменяемых деталей. Всегда проверяйте диаметр, шаг/TPI и систему резьбы перед заказом.
Резюме: 3-шаговый протокол проверки
Используйте этот 3-шаговый протокол проверки перед заказом — так опытные команды по техническому обслуживанию и закупкам избегают повторных ошибок.
Он достаточно быстрый для работы в полевых условиях и достаточно структурированный для аудиторских закупок.
- Измерьте длину (под головкой):
Обратитесь к опорной поверхности под головкой. Измерьте до конца. Учтите шайбы и глубину зацепления. - Проверьте диаметр (наружный диаметр):
Измерьте по неповрежденным вершинам резьбы. Подтвердите номинальный размер. Не путайте WAF с диаметром. - Определите шаг резьбы / TPI:
Используйте шаблон резьбы. Определите крупную или мелкую резьбу. Только затем подбирайте к гайке или резьбовому отверстию.
Быстрая справочная таблица: Где измерять (Длина, Диаметр, Шаг)
| Параметр | Общий диапазон (типичный) | Где измерять | Почему это важно |
|---|---|---|---|
| Длина | Зависит от стандарта и применения | Под головкой (опорная поверхность) до конца | Контролирует посадку, зацепление и риск упора |
| Диаметр | Зависит от стандарта и применения | По наружному диаметру резьбы | Контролирует совместимость и основу прочности |
| Шаг резьбы | Системы крупной и мелкой резьбы | Совпадение по шаблону (или подсчет TPI) | Предотвращает перекрестную нарезку резьбы и неправильные детали |
| Ширина головки (WAF) | Определено стандартом | По граням шестигранной головки | Контролирует посадку инструмента и зазор |
CTA для контролируемых проектов: Если вы не знаете требуемый метод предварительной нагрузки или условия трения (коэффициент гайки / K-значение), не угадывайте крутящий момент. Запросите таблицу крутящего момента/предварительной нагрузки для конкретного соединения или проконсультируйтесь с инженером — неправильная предварительная нагрузка приводит к ослаблению, утечкам или усталостным трещинам в соединениях.
Правильное измерение шестигранного болта обеспечивает надежность сборки.
На заводах и в ремонтных мастерских три шага выполняют работу каждый раз: измерьте диаметр штангенциркулем, измерьте длину под головкой и проверьте шаг резьбы калибром. Если вам нужны стандартные или нестандартные крепежные изделия с контролируемой документацией, Крепежные изделия Sunhy Поддерживайте отслеживание партий и проверку размеров при необходимости по требованиям контроля качества проекта.
Перед покупкой: подтвердите стандарт (DIN/ISO/ANSI), размер, шаг/TPI, класс прочности (для стальных болтов) или класс нержавеющей стали, покрытие и любые требуемые документы прослеживаемости.
Часто задаваемые вопросы
Как правильно измерить длину шестигранного болта?
Измеряйте от нижней части головки (опорной поверхности) до конца болта.
Не включайте головку. Это заказываемая длина для шестигранных болтов и контролирует зацепление и риск упора в резьбовые отверстия.
Какой инструмент дает наиболее точное измерение диаметра болта?
Цифровой штангенциркуль — правильный инструмент для проверки диаметра.
Измеряйте по неповрежденным вершинам резьбы (наружный диаметр). Если болт покрыт или поврежден, измерьте более чем в одном месте и сверьте с предполагаемой системой посадки.
Почему нержавеющие болты иногда заедают (задираются) при установке?
Резьба из нержавеющей стали может заедать при высоком трении и скорости, особенно без смазки.
Используйте одобренную антипригарную пасту, где это позволяет процедура, избегайте высокоскоростной сухой установки и применяйте контролируемое затягивание. Если заедание повторяется, проверьте марку/класс нержавеющей стали и метод сборки вместе.
Почему важно не путать размер ключа с диаметром болта?
WAF (размер ключа) и диаметр резьбы — разные измерения.
WAF контролирует подгонку инструмента. Диаметр контролирует совместимость и прочность. Их смешение — это то, как заказывается “неправильный размер болта”, даже когда головка выглядит правильно.
Что следует сделать перед заказом шестигранных болтов?
Проверьте длину, диаметр и шаг резьбы, затем подтвердите стандарт, класс прочности и покрытие.
Если вы не уверены в классе посадки или допусках резьбы, начните с технических руководств и справочников по измерениям здесь: технические руководства. Для критических сборок требуйте на заказ-наряде протоколы контроля и документацию по прослеживаемости.



