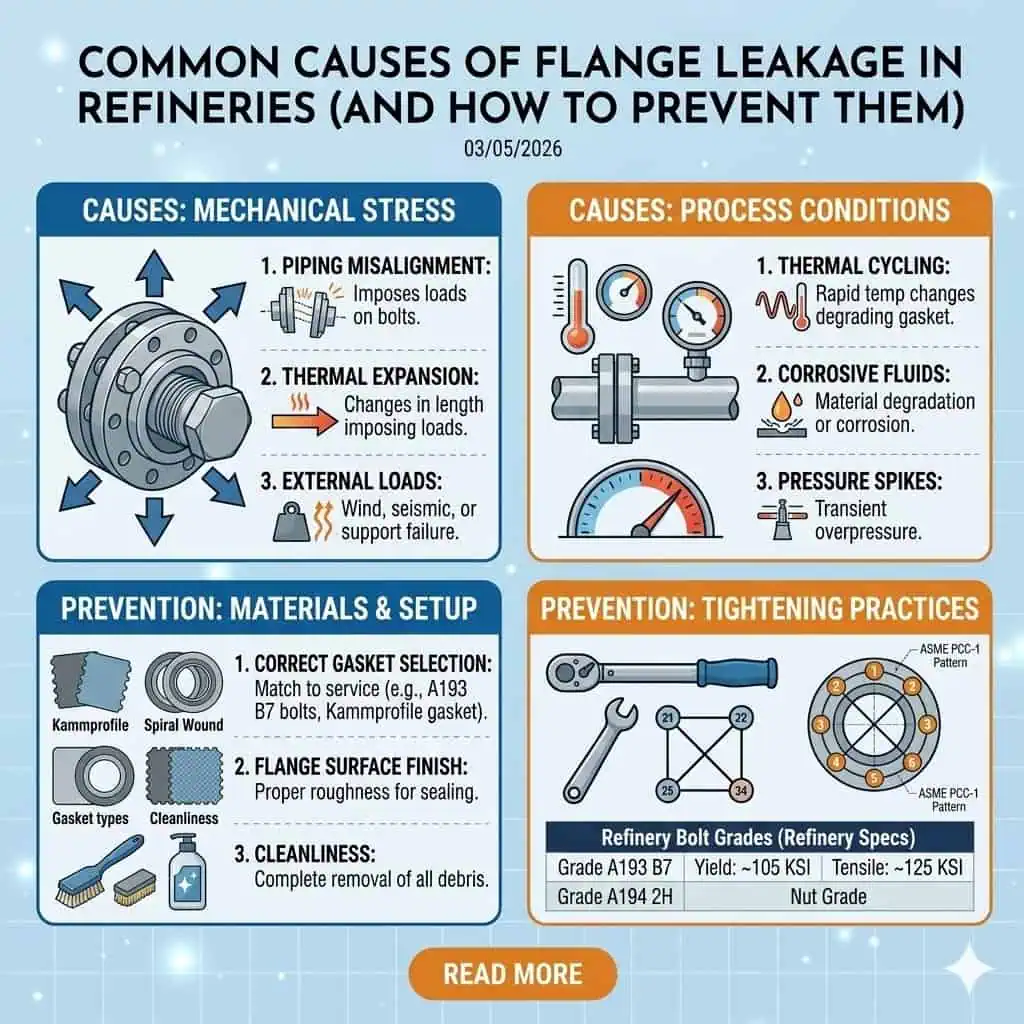
Целостность фланцев обеспечивает безопасность нефтеперерабатывающих заводов, снижает выбросы и контролирует затраты на техническое обслуживание. В работе нефтеперерабатывающих заводов утечки через фланцы являются повторяющейся проблемой надежности и соответствия требованиям, особенно во время запуска, остановки, термических циклов, воздействия вибрации и коррозионной среды. Большинство утечек возникает не из-за одной ошибки. Обычно они являются результатом сочетания ошибок сборки, внешних нагрузок на трубопровод, деградации, связанной с эксплуатацией, и слабого контроля документации или прослеживаемости.
Наиболее распространенные причины включают:
- Неправильный выбор прокладки (материал, тип, размер, совместимость поверхностей)
- Недостаточное или неравномерное затягивание болтов / плохой контроль предварительной нагрузки
- Повреждение поверхности фланца, загрязнение или остаточный материал прокладки
- Несоосность или принудительная подгонка во время сборки
- Недостаточная гибкость трубопровода / неправильное размещение опор
- Чрезмерная механическая нагрузка, вибрация или термическое перемещение
- Задиры прокладки, вдавливание и потеря предварительной нагрузки после запуска
- Коррозия, эрозия и деградация, связанная с эксплуатацией
- Смешение материалов или плохая прослеживаемость при техническом обслуживании/закупках
В условиях нефтеперерабатывающего завода практическая цель заключается не только в устранении видимой утечки, но и в определении основной причины и исправлении системных факторов перед повторным запуском.
Краткий ответ — что вызывает большинство утечек фланцев на НПЗ?
Большинство утечек фланцев на НПЗ начинаются с проблем сборки и монтажа, но повторяющиеся или серьезные утечки обычно связаны с множеством факторов.
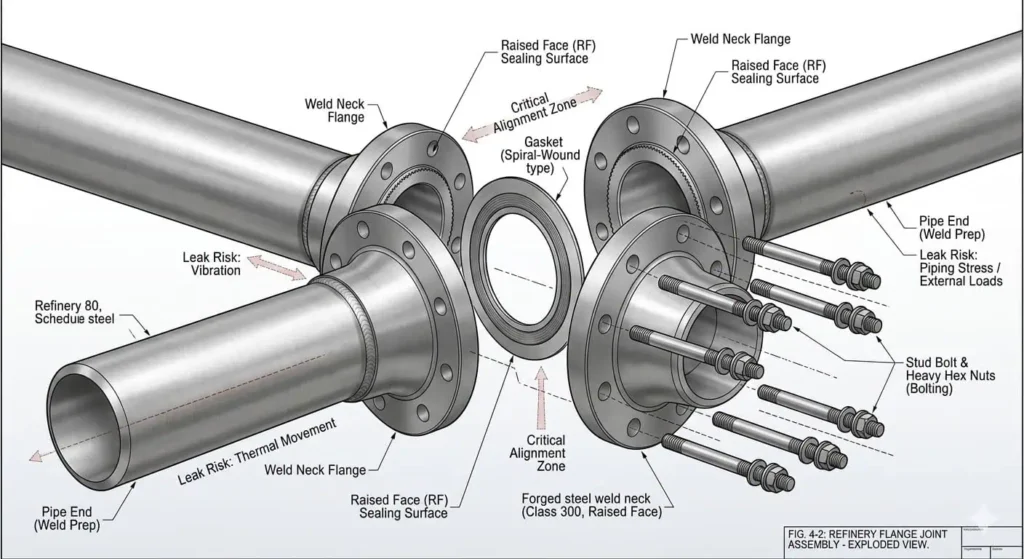
На практике утечки часто возникают из-за сочетания несоответствия прокладок, неравномерной предварительной нагрузки болтов, перекоса фланцев, поврежденных уплотнительных поверхностей, внешних нагрузок трубопровода, вибрации и коррозии, связанной с эксплуатацией. Вот почему команды НПЗ должны диагностировать соединение как систему: Фланец + уплотнительная поверхность + прокладка + крепеж + центровка + рабочие условия + записи.
Многие утечки начинаются с предотвратимых ошибок при сборке. Работники могут выбрать неподходящую прокладку для условий эксплуатации, приложить неравномерный крутящий момент или принудительно центрировать фланцы. Эти ошибки создают слабые места, которые впоследствии раскрываются под давлением, изменением температуры, вибрацией или перемещением трубопровода.
- Использование поврежденных или загрязненных уплотнительных поверхностей
- Неправильная последовательность затяжки или неконтролируемое состояние смазки
- Прокладка не центрирована между фланцами
- Чрезмерные внешние нагрузки от напряжений в трубопроводе, вибрации или теплового перемещения
- Плохая прослеживаемость записей после планового ремонта или замены компонентов
Совет: Утечки фланцев на НПЗ часто являются комбинированным отказом. Видимая точка утечки может быть не единственной первопричиной.
Область применения и примечание по безопасности (Важно)
Эта статья является инженерным руководством по устранению неисправностей, а не конкретной производственной инструкцией. Всегда соблюдайте требования по изоляции объекта, разрешениям, огневым работам, газовым испытаниям и механической целостности перед осмотром, ослаблением, затяжкой или разборкой. При опасных или активных утечках следуйте процедурам аварийного реагирования и целостности вашего НПЗ.
Применимые требования зависят от спецификации проекта, службы, юрисдикции и стандартов площадки. Используйте это руководство вместе с утвержденными процедурами, планами осмотра и инженерной проверкой.
Записи по техническому обслуживанию и полевые обследования выявляют еще одну критическую проблему:
- Ненадежные записи по сборке соединений, бирки фланцев или неполная история технического обслуживания замедляют и снижают точность диагностики утечек.
- Бирки фланцев могут ухудшаться под воздействием тепла, влаги и химических веществ, если они не указаны и не обслуживаются должным образом.
- Потеря данных о прокладке, крутящем моменте, материале или идентификаторе соединения увеличивает риск повторных утечек при запуске и ремонте.
Таблица: Распространенные причины утечек фланцев на НПЗ
| Причина | Почему это важно |
|---|---|
| Неправильный выбор прокладки | Неправильный материал, тип, размер или совместимость уплотнительных поверхностей могут привести к отказу в реальных условиях эксплуатации |
| Проблемы с напряжением болтов / крутящим моментом / предварительной нагрузкой | Неравномерная или недостаточная предварительная нагрузка разгружает прокладку и открывает пути утечки |
| Несоосность фланцев или принудительная сборка | Неравномерное распределение нагрузки вызывает локальную потерю сжатия и искажение соединения |
| Повреждение поверхности или загрязнения | Царапины, коррозия, остатки и грязь препятствуют надежному контакту уплотнения |
| Внешние нагрузки и вибрация | Напряжение трубопровода, нагрузка на патрубок, вибрация или тепловое движение перераспределяют нагрузку на болты |
| Плохое ведение записей / прослеживаемость | Отсутствие записей о сборке и материалах увеличивает риск повторных отказов после технического обслуживания |
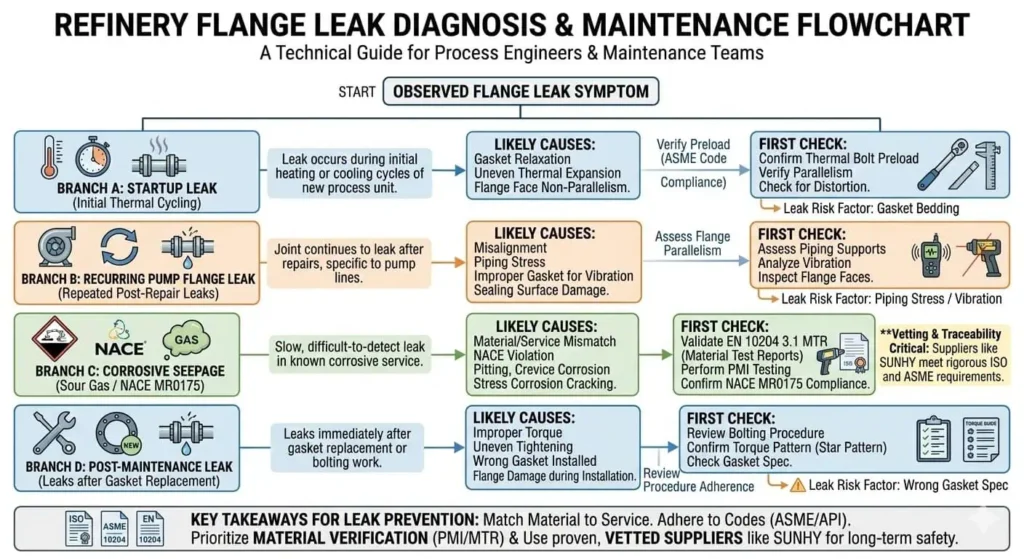
Таблица: Первоначальная проверка по симптомам для утечек фланцев на НПЗ
| Наблюдаемый симптом | Вероятная причина | Первая проверка |
|---|---|---|
| Утечка появляется вскоре после запуска | Неравномерная предварительная нагрузка, ошибка центровки прокладки, термическая релаксация/осадка | Проверить запись сборки, последовательность затяжки, состояние смазки, тип/положение прокладки |
| Повторяющаяся утечка на фланце насоса | Вибрация, напряжение трубопровода, проблемы с опорами/выравниванием | Проверить опоры, выравнивание, тренд вибрации, признаки нагрузки на патрубок, состояние болтов |
| Медленное просачивание в коррозионной среде | Несовместимость прокладки, коррозия, повреждение поверхности | Подтвердить совместимость со средой, проверить состояние поверхности, просмотреть записи по материалам/инспекциям |
| Утечка после технического вмешательства | Неправильная замена прокладки, плохая очистка, неполная документация | Проверить используемые детали, осмотреть уплотнительные поверхности, сравнить записи контроля качества/прослеживаемости |
В итоге: Большинство случаев утечек фланцев на НПЗ связаны с предотвратимыми ошибками сборки, внешними нагрузками и слабым контролем технического обслуживания. Команды снижают утечки, сочетая правильные процедуры с прослеживаемыми записями и компонентами, соответствующими условиям эксплуатации.
Почему НПЗ отличаются (и почему утечки повторяются)
Фланцевые соединения на НПЗ часто выходят из строя в условиях, более требовательных, чем описания “нормального давления и температуры в трубопроводе”. Пусковые операции, остановки, термические циклы, вибрация вблизи вращающегося оборудования, коррозионные или влажные технологические потоки и сжатые сроки во время ремонтов — всё это увеличивает риск утечек. Соединение, которое кажется приемлемым при сборке, всё равно может потерять герметичность после возникновения рабочих нагрузок.
- Термические циклы: могут изменить сохранение предварительной нагрузки и выравнивание фланцев
- Вибрация: ускоряет потерю предварительной нагрузки и движение прокладки в уязвимых соединениях
- Коррозионная среда: повышает риск повреждения поверхности, питтинга и несовместимости прокладок
- Давление графика ремонтов: повышает риск замены, пропущенных проверок и неполных записей
- Давление соответствия требованиям: частота утечек может влиять на показатели выбросов и планирование простоев
Причины утечек фланцев (связанные с монтажом и установкой)
Неправильный выбор прокладки
Неправильный выбор прокладки является основной причиной утечек фланцев на нефтеперерабатывающих предприятиях.
Когда команды выбирают неправильный материал прокладки, размер, совместимость с поверхностью или толщину, соединение может не поддерживать уплотняющее напряжение в реальных рабочих условиях. Отказы становятся более вероятными при циклическом изменении давления, перепадах температуры и химическом воздействии. Выбор прокладки должен соответствовать технологической среде, диапазону температур, классу давления, типу поверхности фланца (например, RF, FF или RTJ, где применимо) и утвержденной процедуре технического обслуживания.
- Неправильный выбор материала может привести к химическому воздействию, набуханию, отвердению, охрупчиванию или быстрой деградации.
- Недостаточное напряжение посадки позволяет технологическим жидкостям или парам выходить при изменении нагрузки.
- Несоответствие поверхностей или поврежденные уплотнительные поверхности могут препятствовать правильему сжатию даже при приложении крутящего момента.
- Неутвержденная замена прокладки во время остановок является частой причиной повторных утечек.
Полевая заметка (иллюстративный пример): Случай просачивания при запуске на горячей углеводородной линии был связан с неутвержденной заменой прокладки с аналогичными размерами, но другим материалом/сжимаемостью. Соединение прошло первоначальные проверки, но дало утечку после термического циклирования.
Напряжение болтов и крутящий момент / проблемы с предварительной нагрузкой
Неправильный контроль предварительной нагрузки болтов часто приводит к отсроченным утечкам, даже если соединения изначально кажутся приемлемыми.
Правильная предварительная нагрузка необходима для посадки прокладки и долгосрочной надежности уплотнения. Если болты не затянуты равномерно, фланец может вращаться, локально разъединяться или терять предварительную нагрузку во время работы. Это разгружает прокладку и создает пути утечки.
- Неравномерная затяжка приводит к неоднородному сжатию прокладки и локальному риску утечки.
- Перетяжка может повредить прокладки или болты; недотяжка снижает уплотняющее напряжение.
- Термические циклы, усадка/осадка и вибрация могут снижать сохранение предварительной нагрузки после запуска.
- Состояние смазки сильно влияет на соотношение крутящего момента и натяжения и должно контролироваться процедурой.
Для критических соединений на НПЗ команды обычно используют поэтапное затягивание, определенные последовательности затяжки, калиброванные инструменты и документированную проверку. Там, где это требуется процедурами проекта/объекта, передовые методы болтового соединения (например, гидравлическое натяжение на более крупных или критических фланцах) могут улучшить согласованность предварительной нагрузки.
Инженерное предостережение: Утечка в соединении может быть вызвана потерей предварительной нагрузки, а не только низким начальным крутящим моментом. Диагностируйте путь рабочей нагрузки и сохранение предварительной нагрузки, а не только окончательное значение ключа, зафиксированное во время сборки.
Несоосность фланцев и принудительная подгонка
Несоосность фланцев создает точки утечки и ослабляет сборку соединения.
Несоосные фланцы затрудняют равномерное приложение нагрузки на болты. Когда рабочие принудительно подгоняют соединение с помощью болтов, в соединении накапливается механическое напряжение, которое впоследствии воздействует на прокладку и поверхности фланцев во время эксплуатации. Несоосность может быть угловой, параллельной или вызвана ошибками подгонки трубопровода/проблемами с опорами.
- Концентрации напряжений образуются в области несоосности, снижая надежность уплотнения.
- Принудительная подгонка может перенести нагрузку на сварные швы, патрубки или прилегающие трубопроводы.
- Утечки могут появиться вскоре после запуска, особенно в условиях вибрации или термически активной эксплуатации.
- Сложность вставки болта и неравномерный зазор между поверхностями являются практическими предупреждающими признаками во время сборки.
Полевая заметка (иллюстративный пример): Бригада по ремонту использовала болты для установки патрубка на большой фланец. Соединение начало протекать вскоре после повторного запуска, потому что предварительная нагрузка была израсходована на коррекцию выравнивания вместо сжатия прокладки.
Ошибки центрирования прокладки
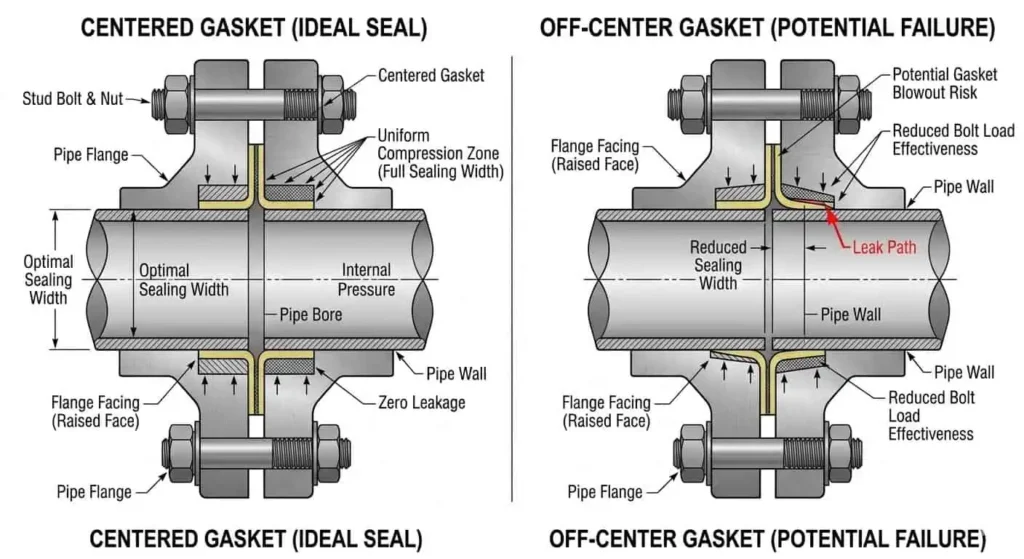
Ошибки центрирования прокладки увеличивают риск утечки фланца со временем.
Если прокладка смещена от центра, эффективная ширина уплотнения уменьшается, а сжатие становится неравномерным. Проблема может быть неочевидной во время сборки, но вибрация, изгиб и тепловое движение могут усугубить утечку, усиливая локальную разгрузку.
| Ключевой вывод (практический) | Значение для полевых работ |
|---|---|
| Риск утечки увеличивается при вибрации и изгибе, когда сжатие неравномерно | Смещённые прокладки быстрее изнашиваются в условиях вибрации |
| Поведение скорости утечки может меняться с циклами рабочих нагрузок | Прерывистые или “незначительные” утечки всё равно требуют устранения первопричины |
| Реакция материала прокладки влияет на развитие утечки | Важны как выбор материала, так и контроль сжатия |
Ошибки центровки особенно распространены на вертикальных фланцах, в труднодоступных местах и при срочных работах по остановке. Команды должны использовать проверки позиционирования перед окончательной затяжкой и подтверждать выравнивание прокладки во время поэтапной затяжки.
Грязь, мусор и повреждения уплотнительных поверхностей
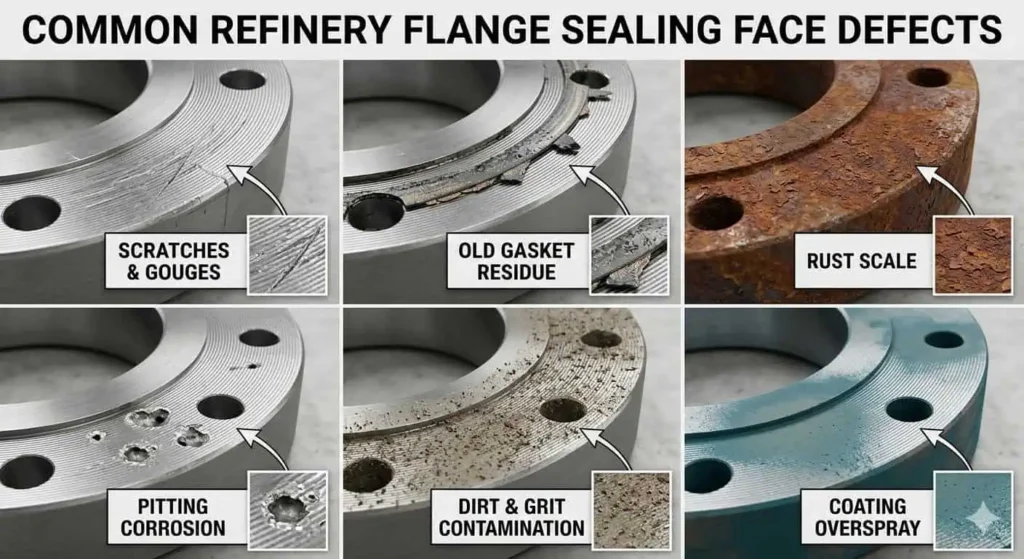
Грязь, мусор или повреждения поверхности могут вызвать немедленную или отсроченную утечку.
Уплотнительные поверхности должны быть чистыми и защищёнными перед сборкой. Загрязнение может попасть во время технического обслуживания, хранения, транспортировки или при проведении шлифовальных/сварочных работ поблизости. Остатки старой прокладки, ржавчина, царапины, вмятины и коррозионные ямки могут снизить герметизирующие свойства прокладки.
- Пыль, грязь, вода и остатки процесса могут мешать контакту уплотнения.
- Остаточный материал прокладки может создавать высокие точки и неравномерное сжатие.
- Неправильные инструменты для очистки или агрессивная шлифовка могут повредить поверхности фланцев.
- Чистота и проверка поверхности необходимы для надежного уплотнения.
Полевая заметка (иллюстративный пример): Небольшая утечка пара после технического обслуживания была вызвана остатками старой прокладки на одной стороне уплотнительной поверхности RF. Повторная очистка и сборка устранили проблему.
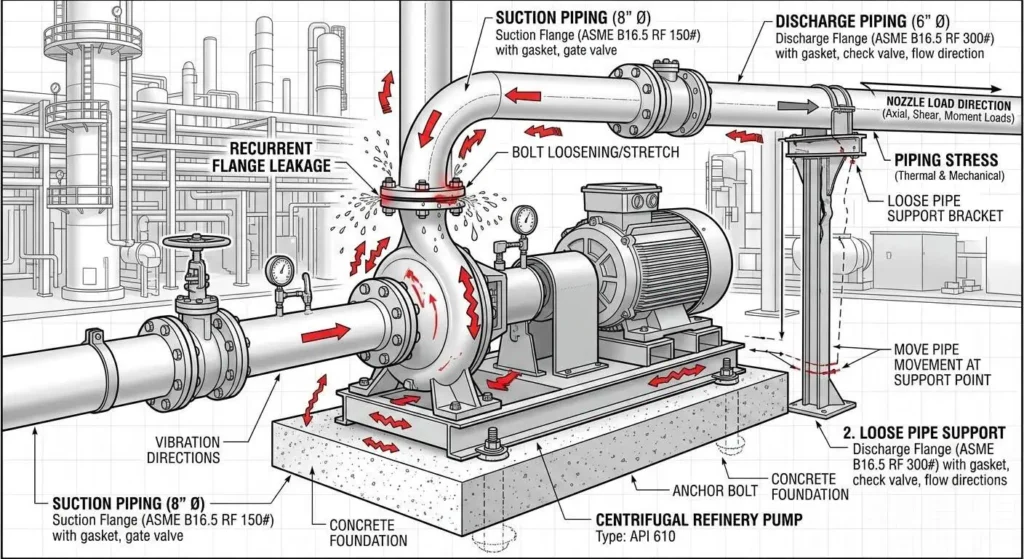
Чрезмерные внешние нагрузки (напряжения в трубопроводе, вибрация, тепловое перемещение)
Чрезмерные внешние нагрузки могут вызвать смещение, разгрузку прокладки и повторные утечки.
Напряжения в трубопроводе, вибрация и тепловое перемещение перераспределяют нагрузку на болты и могут привести к локальному разделению фланцев. Тот же фланец может быть собран несколько раз и все равно протекать, если реальная причина заключается в проблемах с опорами, выравниванием, вибрацией или нагрузками на патрубки выше/ниже по потоку.
- Прокладка теряет силу сжатия, когда рабочие нагрузки искажают соединение.
- Тепловое расширение/сжатие может изменить выравнивание и удержание предварительной нагрузки.
- Слабые опоры и вибрация вблизи вращающегося оборудования часто приводят к повторным утечкам.
- Нагрузки на патрубки могут напрямую передаваться в соединения фланцев, если стратегия опор неэффективна.
Команды на НПЗ должны проверять опоры, анкеры, направляющие, пружинные опоры (где применимо), выравнивание трубопровода и историю вибраций, прежде чем рассматривать утечку как проблему только с прокладкой.
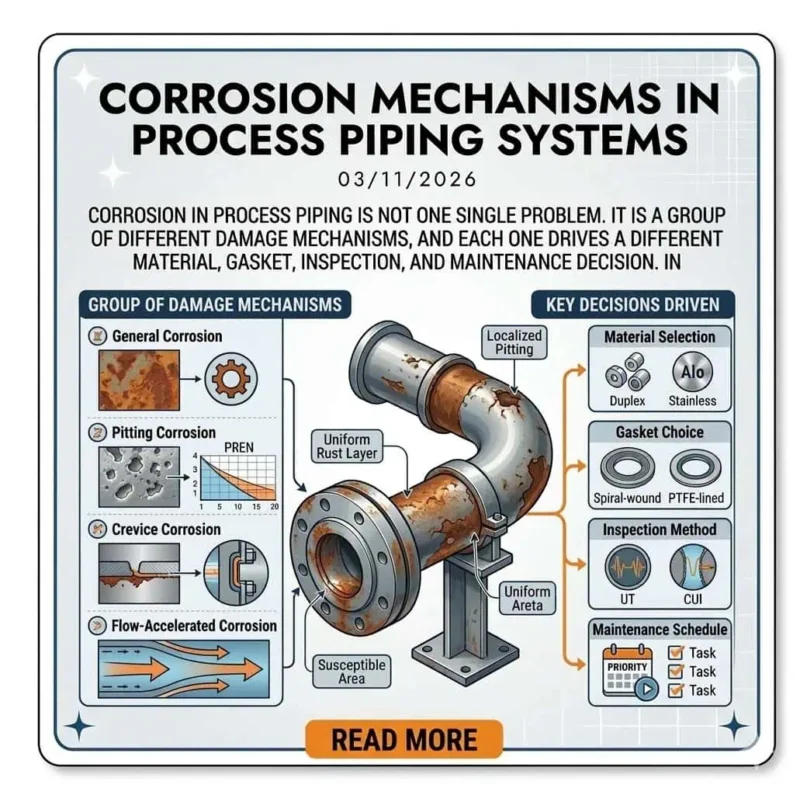
Коррозия и разрушение материалов (Причины, связанные с эксплуатацией)
Химическое воздействие и факторы окружающей среды
Химическое воздействие и агрессивные условия могут вызывать ухудшение состояния фланцев и прокладок.
Эксплуатация на нефтеперерабатывающих заводах может подвергать соединения воздействию коррозионных жидкостей, влажных технологических потоков, хлоридов, влаги и циклических изменений температуры. Эти факторы могут ухудшать состояние поверхностей фланцев, прокладок и болтовых систем. Риск коррозии зависит от фактических условий эксплуатации (химический состав среды, температура, давление, содержание воды, загрязняющие вещества, режим потока и продолжительность воздействия), поэтому выбор материалов и мониторинг должны быть специфичными для условий эксплуатации.
| Фактор окружающей среды / Эксплуатационный фактор | Влияние на целостность фланца |
|---|---|
| Кислотные или химически агрессивные жидкости | Ускоряют деградацию металла/прокладок и могут создавать пути утечки |
| Солевой туман / воздействие хлоридов | Способствует точечной и локальной коррозии в восприимчивых материалах |
| Высокая температура и термические циклы | Изменяет свойства прокладки и влияет на удержание предварительного натяга |
| Влажность / проникновение влаги | Способствует ржавлению, коррозии под отложениями и повреждению прокладки |
Примечание для инженеров: Степень коррозии может значительно варьироваться даже в пределах одной установки в зависимости от температуры, режима потока, застойных зон, отложений и загрязнений. Используйте историю осмотров и записи о материалах для конкретной службы, а не общие предположения.
Утечка вблизи сварки и отказ прокладки
Не каждая “утечка фланца” является утечкой на поверхности фланца.
Термические циклы, вибрация и повторное техническое обслуживание могут способствовать растрескиванию сварных швов, локальной деформации или ухудшению состояния прокладки. В некоторых случаях то, что кажется утечкой на поверхности фланца, на самом деле является утечкой из близлежащего сварного шва, распространяющейся вдоль области соединения. Осмотрите окружающую зону сварки и зону термического влияния, где это применимо, а не только интерфейс прокладки.
- Трещины сварных швов могут появляться вблизи сварных соединений фланец-труба при циклических или вибрационных нагрузках.
- Затвердевание или хрупкость прокладки со временем снижает герметизирующую способность.
- Неравномерные схемы сжатия могут указывать на проблемы с нагрузкой/выравниванием, а не только на качество прокладки.
- Трассировка пути утечки должна различать утечку через поверхность фланца от утечки через соседний сварной шов.
Совет: Подтверждение пути утечки помогает избежать ненужной замены прокладки, когда реальная проблема заключается в состоянии сварного шва или внешней нагрузке.
Перепутывание материалов и сбой прослеживаемости (пробелы в MTR / PMI)
Перепутывание материалов и плохая прослеживаемость увеличивают риск утечки и затрудняют анализ отказов.
Работники могут установить неправильный класс материала во время технического обслуживания или использовать запасные части без полной документации. Отсутствие Отчетов об испытаниях материалов и проверок маркировки фланцев или пробелы в положительной идентификации материала (PMI) снижают уверенность в том, что установленный фланец, прокладка или крепеж соответствуют требуемым условиям эксплуатации. Это может привести к неожиданной коррозии, растрескиванию или механическому отказу.
- Неправильный выбор материала может вызвать преждевременный отказ в эксплуатации.
- Отсутствие прослеживаемости усложняет планирование технического обслуживания и расследование повторных утечек.
- Приемочный контроль должен проверять маркировку, документы и (при необходимости) результаты PMI.
- Надежные поставщики обеспечивают прослеживаемость с четкой документацией и последовательной маркировкой продукции.
Примечание: Перед установкой проверьте сертификацию системы качества поставщика (например, ISO 9001), применимые спецификации материалов и требуемые проектом записи MTR/PMI.
Как определить первопричину утечки фланца (рабочий процесс полевой диагностики)
Начните с картины утечки и условий эксплуатации
Начните с наблюдения за картиной утечки и условиями эксплуатации, прежде чем предполагать причину.
Отметьте, является ли утечка просачиванием, распылением, выделением пара, только пятном или прерывистой при определенных температурах или нагрузках. Запишите условия процесса, такие как давление, температура, тип жидкости, статус запуска/остановки и недавнюю историю технического обслуживания. Эти детали быстро сужают круг вероятных причин.
Команды часто используют методы анализа первопричин (RCA) для структурирования расследования: что произошло, почему это произошло и что предотвратит повторение. Практические инструменты, такие как 5 Почему, помогают, но они работают лучше всего, когда подкреплены полевыми доказательствами (фотографии, записи и результаты инспекции), а не предположениями.
Совет: Зафиксируйте место утечки, условия эксплуатации, идентификатор соединения и недавние работы по техническому обслуживанию. Повторные утечки решаются гораздо проще, когда рабочий контекст фиксируется последовательно.
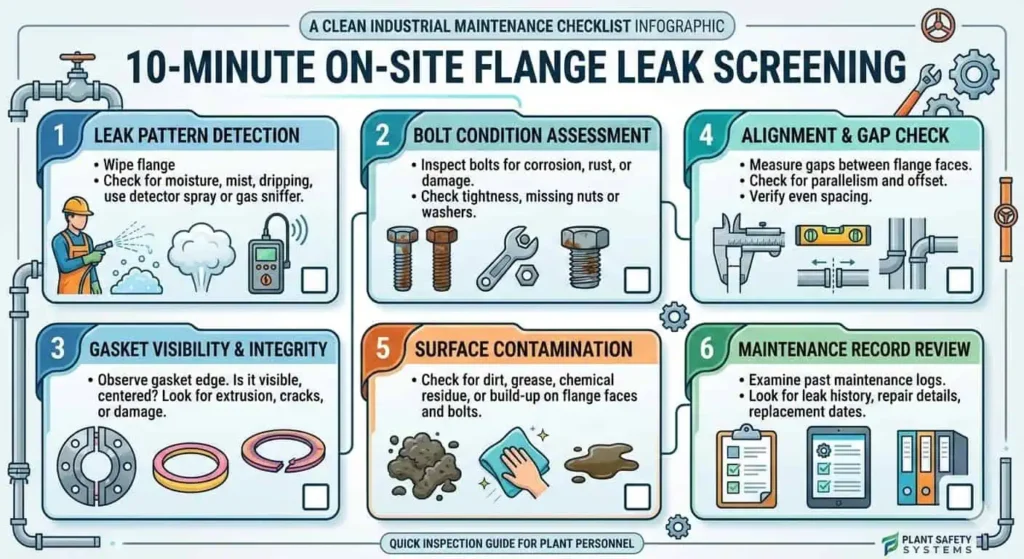
10-минутный контрольный список для проверки на месте (перед разборкой)
Используйте структурированный контрольный список перед разборкой.
Быстрый, основанный на факторах шаг проверки сокращает ненужную разборку и повышает качество анализа первопричин. Соблюдайте все требования безопасности объекта, изоляции и разрешений перед приближением или осмотром оборудования.
| Шаг | Действие | Что искать |
|---|---|---|
| 1 | Осмотрите видимую картину утечки | Капли, пятна, путь пара, картина остатков, запах (если применимо) |
| 2 | Проверьте состояние болтов и видимую нагрузку | Коррозия, отсутствующее оборудование, неравномерное положение гайки/шайбы, отсутствующие метки |
| 3 | Изучите положение прокладки (если видно) | Смещенная прокладка, признаки выступания, выдавливания |
| 4 | Оценить состояние центровки и опор | Изменение зазора между фланцами, признаки принудительной сборки, ослабленные опоры, признаки вибрации |
| 5 | Искать признаки поверхностных повреждений / загрязнений | Ржавчина, грязь, избыточное напыление, старые остатки, царапины |
| 6 | Проверить записи по техническому обслуживанию / сборке | Отсутствие записей о затяжке, замена прокладки, неполная документация |
Задокументировать результаты и сравнить их с предыдущими инцидентами. Краткая запись перед разборкой часто предотвращает повторные ошибочные диагнозы.
Что не следует делать (распространенные ошибки при поиске неисправностей)
Многие повторные утечки возникают из-за устранения симптома, а не причины. Избегайте этих распространенных ошибок, если только процедуры на вашем объекте не предписывают иное:
- Не предполагайте, что каждая утечка связана только с прокладкой.
- Не используйте болты для выравнивания трубопроводов/секций труб.
- Не заменяйте материал прокладки только “по внешнему виду” или размерам.
- Не пропускайте документирование идентификатора соединения, использованных деталей и метода сборки.
- Не очищайте уплотнительные поверхности методами, которые повреждают отделку поверхности.
- Не игнорируйте проблемы с опорами/вибрацией в местах повторных утечек.
Подтверждение первопричины после изоляции / остановки
Подтвердите первопричину после изоляции или остановки, используя физические доказательства.
После того как система безопасна и изолирована, детально осмотрите соединение. Ищите узоры сжатия прокладки, следы смещенной посадки, повреждения поверхности фланца, следы вибрации, продукты коррозии, индикаторы истончения стенки вблизи соединения и трещины в области сварки, где это применимо. Проверяя записи сборки и Информация о совместимости материалов помогает определить, была ли утечка вызвана монтажом, условиями эксплуатации или обоими факторами.
- Проверьте рисунок сжатия прокладки на неравномерную нагрузку или ошибку центровки.
- Осмотрите поверхности фланцев на наличие царапин, раковин или следов переноса остатков.
- Проверьте состояние болтов (резьба, коррозия, следы смазки, история замены).
- Подтвердите материалы компонентов и документацию (MTR/PMI) при необходимости.
- Зафиксируйте фотосвидетельства до очистки, доработки или замены.
Раннее обнаружение и тщательное расследование снижают риск повторной утечки после перезапуска.
Предотвращение утечек фланцев (Контроль проектирования, монтажа и технического обслуживания)
Правильный выбор на этапе проектирования и закупок
Правильный выбор на этапе проектирования и закупки повышает долгосрочную целостность фланцев.
Инженеры должны выбирать тип фланца, класс давления, поверхность, прокладку и материалы на основе условий эксплуатации (нормальная работа, запуск/остановка и ожидаемые аварийные условия, если указаны). Команды закупок должны проверять точность размеров, четкость маркировки, качество документации и прослеживаемость перед передачей материалов на монтаж.
Применимые стандарты и проектные спецификации направляют эти решения. Для трубопроводов НПЗ команды обычно проверяют основу проектного кода, применимые стандарты на фланцы, спецификации материалов и требования к сборке на конкретной площадке. Стандарты поддерживают решения, но монтаж и контроль документации определяют, остается ли соединение герметичным.
| Фактор | Влияние на целостность фланца |
|---|---|
| Качество материалов и совместимость с условиями эксплуатации | Устойчивость к рабочим напряжениям, коррозии и температурным воздействиям |
| Точность размеров и соответствие поверхностей | Обеспечивает правильную посадку, выравнивание и установку прокладки |
| Прослеживаемость и документация | Снижает риск путаницы и повышает качество расследований |
| Соблюдение применимых стандартов / спецификаций | Обеспечивает безопасный выбор, совместимость и согласованность закупок |
Практическое замечание: Запрашивайте полную прослеживаемость и документы на материалы до установки, а не после утечки, чтобы проверка не задерживала повторный запуск или анализ первопричин.
Контроль качества монтажа и дисциплина сборки
Строгий контроль качества монтажа предотвращает утечки во время сборки.
Фланец и прокладка высочайшего качества всё равно могут протекать, если подготовка поверхности, выравнивание, обращение с прокладкой и выполнение затяжки не согласованы. Команды должны использовать контролируемые последовательности затяжки, поэтапное нагружение, калиброванные инструменты и чёткие проверки приёмки состояния поверхности и выравнивания. Для более крупных или критических соединений передовые методы затяжки и документированные процедуры могут улучшить согласованность предварительной нагрузки.
- Проверяйте уплотнительные поверхности перед сборкой; удаляйте остатки, не повреждая поверхность.
- Проверяйте тип прокладки, размер, соответствие поверхности и совместимость с условиями эксплуатации перед установкой.
- Используйте определённую последовательность затяжки и прикладывайте нагрузку в несколько этапов.
- Контролируйте практику смазки для улучшения согласованности крутящего момента.
- Записывайте критические детали сборки (тип прокладки, метод крутящего момента/натяжения, дата, техник, идентификатор соединения).
Если на площадке используются процедуры, ссылающиеся на признанные практики (например, стандарты болтовых соединений для НПЗ или спецификации сборки для конкретного проекта), соблюдайте эти требования последовательно. Стандарты не заменяют качество работы — они его усиливают.
Практики инспекции и технического обслуживания
Регулярная инспекция и техническое обслуживание снижают частоту утечек и повышают надежность повторного запуска.
Техники должны проверять на наличие коррозии, износа, повреждения прокладок и признаков потери предварительного натяга. Интервалы инспекции должны соответствовать ранжированию рисков на объекте и критичности обслуживания. Высокорисковые или повторяющиеся места утечек могут требовать более тщательного мониторинга, в то время как стабильные низкорисковые соединения могут следовать планам инспекции при плановых остановках.
- Проверяйте области контакта с прокладкой и окружающие поверхности на наличие пятен, коррозии или остатков.
- Проверяйте опоры, условия вибрации и термическое движение в местах повторяющихся утечек.
- Очищайте и восстанавливайте уплотнительные поверхности только утвержденными методами.
- Ведите записи истории утечек по идентификатору соединения для выявления повторяющихся проблемных мест.
- Анализируйте тенденции утечек при запуске после остановок для улучшения контроля сборки в будущем.
Качество поставщика и прослеживаемость (Почему важно качество продукции)
Качество поставщика и прослеживаемость снижают неопределенность в критических фланцевых соединениях.
Команды по закупкам должны проверять системы качества поставщиков, документацию на материалы и прослеживаемость продукции перед установкой. Для нефтеперерабатывающих заводов цель заключается не только в формальном соответствии требованиям, но и в стабильном качестве продукции, четкой маркировке и записях, которые можно отслеживать во время инспекции, технического обслуживания и расследования отказов.
Для соответствующих потребностей в поставках фланцев и фитингов для нефтеперерабатывающих заводов использование сертифицированной и прослеживаемой продукции от квалифицированных поставщиков (таких как SUNHY) может обеспечить более надежные соединения когда спецификации, материалы и процедуры сборки должным образом контролируются.
| Спецификация / Запись | Почему это важно |
|---|---|
| Сертификация системы качества поставщика (например, ISO 9001) | Указывает на контролируемые производственные и документационные процессы |
| Отчеты о заводских испытаниях (MTRs) | Подтверждают химические и механические свойства поставляемых материалов |
| Прослеживаемость плавки / маркировка продукции | Связывает установленные компоненты с записями для контроля качества и расследования отказов |
| Записи PMI / инспекции (при необходимости) | Поддерживает верификацию материалов для критических служб |
Технические стандарты и справочные материалы
Используйте проектную спецификацию и стандарты площадки в качестве основных требований. Следующие документы обычно информируют о выборе фланцев, сборке и процедурах инспекции на НПЗ (редакции и применимость варьируются в зависимости от проекта и юрисдикции):
- ASME PCC-1 — Руководство по сборке болтовых фланцевых соединений границы давления
- ASME B16.5 / ASME B16.47 — Трубные фланцы и фланцевые фитинги (размеры, номинальные значения, поверхности)
- ASME B31.3 — Технологические трубопроводы (требования к проектированию и целостности трубопроводов)
- API 570 — Кодекс инспекции трубопроводов (инспекция в процессе эксплуатации, ремонт, изменение, переоценка)
- API 574 — Методы инспекции компонентов трубопроводных систем
- Специфические для предприятия стандарты на болтовые соединения НПЗ, процедуры обеспечения целостности стыков и контрольные списки ОК при капитальном ремонте
Важно: Эта статья не заменяет эти стандарты. Она помогает командам применять их более эффективно при устранении неисправностей и планировании профилактики.
Иллюстративные примеры из практики НПЗ (композитные сценарии для обучения анализу первопричин)
Примеры ниже представляют собой композитные учебные сценарии, основанные на типичных схемах отказов в полевых условиях. Они включены, чтобы показать, как мышление в терминах первопричин связывает непосредственные причины утечек с системными причинами и профилактическими действиями.
Утечка при запуске после капитального ремонта
Утечка при запуске после капитального ремонта часто является результатом поспешной сборки и пропущенных этапов проверки.
Во время крупного капитального ремонта команда НПЗ заменила несколько фланцев на высоконапорной линии. После запуска операторы заметили небольшую утечку на одном стыке. Расследование показало, что прокладка не была центрирована, а запись окончательной проверки затяжки была неполной. Соединение было собрано в условиях давления по графику.
| Пункт RCA | Поиск |
|---|---|
| Что произошло | Утечка появилась вскоре после запуска на недавно собранном фланцевом соединении |
| Непосредственная причина | Смещенная прокладка и неравномерная предварительная нагрузка / пропущена окончательная проверка |
| Системная причина | График давления и неполные средства контроля качества при остановке |
| Корректирующие / профилактические действия | Повторная сборка с проверками выравнивания и центровки; обеспечить подписание окончательного протокола сборки |
Повторяющаяся утечка на фланце насоса
Повторяющиеся утечки на фланце насоса обычно указывают на вибрацию или внешнюю нагрузку, а не только на проблему с прокладкой.
На нефтеперерабатывающем заводе наблюдались частые утечки на всасывающем фланце технологического насоса. Записи по техническому обслуживанию показывали неоднократную замену прокладок, но без долговременного решения. Проверки на месте выявили ослабленную опору трубопровода и вибрацию, способствующие потере предварительной нагрузки и смещению прокладки. После усиления опоры и выравнивания трубопровода повторение прекратилось.
| Пункт RCA | Поиск |
|---|---|
| Что произошло | Повторяющаяся утечка на том же всасывающем фланце насоса после неоднократной повторной сборки |
| Непосредственная причина | Потеря предварительного натяга и смещение прокладки при вибрации |
| Системная причина | Ненадежная опора / плохой контроль нагрузок на трубопровод вблизи вращающегося оборудования |
| Корректирующие / профилактические действия | Отремонтировать опоры, выровнять трубопровод, проверить состояние вибрации, затем собрать соединение заново |
Утечка соединения в сервисе с сероводородом
Утечки соединений в сервисе с сероводородом часто связаны с проблемами совместимости материалов и пробелами в прослеживаемости.
В установке, работающей с сервисом, содержащим сероводород, фланцевое соединение начало протекать через несколько месяцев. Инспекция выявила несоответствие материала прокладки условиям сервиса. Команда проследила ошибку до неполной документации по закупкам и отсутствия проверки материалов во время замены при остановке.
| Пункт RCA | Поиск |
|---|---|
| Что произошло | Ранняя утечка в сервисе с сероводородом после замены при техническом обслуживании |
| Непосредственная причина | Неправильный материал прокладки деградировал в сервисе |
| Системная причина | Неполная прослеживаемость / проверка материалов при закупке и установке |
| Корректирующие / профилактические действия | Заменить на прокладку, совместимую с сервисом; усилить контроль MTR/PMI и проверки при приемке |
Извлеченные уроки: Предотвращение повторных утечек зависит от надежной конструкции соединения, контролируемой сборки, проверенных материалов, валидированных модификаций и четкой коммуникации между инженерными службами, обслуживанием, отделом контроля качества, закупками и эксплуатацией.
| Повторяющийся фактор отказа | Практический урок |
|---|---|
| Слабое планирование / давление при выполнении остановки | Защитите критически важные проверки качества фланцев от сжатия графика |
| Недостатки конструкции или поддержки | Исследуйте внешние нагрузки и вибрацию, а не только выбор прокладки |
| Непроанализированные модификации | Проверьте, как изменения влияют на выравнивание, нагрузки и совместимость с эксплуатацией |
| Неудовлетворительные эксплуатационные или монтажные процедуры | Стандартизация и документирование повторяемых процедур сборки |
| Неудовлетворительная коммуникация / передача записей | Связывание наблюдений по техническому обслуживанию, контролю качества и запуску через совместную идентификацию |
Практический контрольный список по предотвращению для команд НПЗ
Контрольный список перед монтажом
Правильная подготовка предотвращает утечки и сокращает переделки.
Командам НПЗ следует изучить чертежи, спецификации и условия эксплуатации перед началом работ. Подтвердите соответствие материалов, размеров, поверхности фланца, типа прокладки и крепежа требованиям соединения. Проверьте фланцы и прокладки на повреждения/загрязнения и подтвердите метод идентификации/регистрации соединения перед сборкой.
- Изучите чертежи, спецификации, рабочий диапазон и контрольные точки
- Подтвердите тип/класс/поверхность фланца и совместимость прокладки
- Проверьте марки материалов, маркировку и документацию (MTR/PMI, где требуется)
- Проверьте наличие поверхностных повреждений, остатков, коррозии или мусора
- Очистите и защитите все уплотнительные поверхности
- Проведите предварительный инструктаж по технике безопасности и сборке
Контрольный список во время сборки
Контролируемая сборка повышает целостность соединения.
Отцентрируйте прокладку, проверьте выравнивание перед загрузкой болтов и используйте утвержденную последовательность затяжки. Применяйте крутящий момент/натяжение поэтапно с помощью калиброванных инструментов. Записывайте критические значения и отклонения.
- Точно отцентрируйте прокладку и проверьте перед окончательной загрузкой
- Подтвердите выравнивание фланцев (не используйте болты для принудительной подгонки)
- Используйте правильную последовательность затяжки и поэтапную загрузку
- Контроль состояния смазки для стабильного поведения при затяжке
- Проверка равномерности нагрузки и соосности на каждом этапе
- Использование калиброванных динамометрических инструментов или утвержденных методов натяжения
Контрольный список после запуска / мониторинга
Постоянный мониторинг позволяет выявить ранние утечки и повторяющиеся модели отказов.
После запуска проверьте подверженные утечкам и критические фланцевые соединения на основе критичности обслуживания и процедур объекта. Визуальные проверки, утвержденные методы обнаружения утечек, наблюдения за вибрацией и записи трендов помогают выявить проблемы до их эскалации.
- Проверка на наличие видимых утечек, пятен, остатков или запаха (где применимо)
- Использование утвержденных методов обнаружения утечек (например, ультразвуковые/тепловые инструменты, где применимо)
- Мониторинг вибрации и состояния опор в местах повторяющихся утечек
- Запись результатов по идентификатору соединения и сравнение с предыдущей историей остановки/запуска
Контрольный список документации по закупкам и контролю качества
Надежная документация обеспечивает контроль качества и ускоряет анализ первопричин.
Отделы закупок и контроля качества должны проверять документацию поставщиков, прослеживаемость продукции и соответствие материалов перед установкой. Хорошие записи снижают неопределенность во время проверок, технического обслуживания и расследований инцидентов.
| Пункт контрольного списка | Почему это важно |
|---|---|
| Проверка системы качества поставщика | Подтверждает контролируемые производственные и документационные процессы |
| Проверка сертификатов материалов и спецификаций материалов | Проверяет химические/механические свойства на соответствие требованиям |
| Проверка прослеживаемости партии плавки / маркировки продукции | Связывает установленный элемент с записями для аудитов и анализа отказов |
| Записи PMI или дополнительных проверок (при необходимости) | Снижает риск смешения материалов в критических системах |
| Отслеживание истории сборки соединений и утечек | Улучшает диагностику повторных отказов и планирование остановок |
| Готовность к реагированию на утечки и критерии эскалации | Повышает безопасность и согласованность реагирования при возникновении утечки |
Команды, использующие структурированные контрольные списки и отслеживаемые записи, снижают риск утечек и повышают надежность запуска НПЗ.
Заключение
Большинство утечек на фланцах НПЗ происходят из-за совокупности отказов, а не по одной причине. Общие коренные причины включают ошибки выбора прокладок, неравномерную предварительную нагрузку, перекос фланцев, повреждение поверхности, внешние нагрузки на трубопровод, вибрацию, коррозию и пробелы в отслеживаемости во время технического обслуживания или закупок.
Профилактика требует контроля на системном уровне. Команды НПЗ снижают риск утечек, используя диагностику на основе коренных причин, стандартизированные процедуры сборки, дисциплинированные методы инспекции и отслеживаемые записи закупок, соответствующие требованиям проекта/объекта.
Когда важна качество поставки, сертифицированные и отслеживаемые продукты (включая фланцы/фитинги SUNHY, где применимо) могут обеспечить более надежные соединения на НПЗ при правильном выполнении контроля выбора, монтажа и технического обслуживания.
Специалисты НПЗ могут предпринять эти действия немедленно:
- Стандартизировать контрольные списки сборки фланцев и процедуры затяжки
- Отслеживать повторяющиеся места утечек и исследовать повторные отказы по первопричине
- Проверять совместимость прокладок/материалов перед остановкой и запуском
- Усилить контроль качества поставщиков, проверку MTR/PMI и отслеживаемости
- Внедрить программу отслеживания утечек на основе идентификации соединений для повторяющихся точек утечек
- Проверять опоры, условия вибрации и нагрузки на трубопровод в местах, склонных к утечкам
Нужна помощь с выбором или проверкой отслеживаемости? Отправьте условия эксплуатации (среда, температура, давление, тип/класс фланца, уплотнительная поверхность и требуемые стандарты) плюс историю утечек / идентификатор соединения. Целевой анализ быстрее и полезнее, чем замена деталей методом проб и ошибок.
Часто задаваемые вопросы
Какая наиболее распространенная причина утечки фланцев на нефтеперерабатывающих заводах?
Большинство утечек на фланцах НПЗ начинаются с ошибок сборки и монтажа, особенно несоответствия прокладок, неравномерной предварительной нагрузки болтов и плохой центровки. Однако повторные утечки обычно связаны с комбинированными факторами, такими как вибрация, внешние нагрузки, коррозия и слабый контроль документации.
Почему утечки на фланцах повторяются после запуска или ремонта?
Повторные утечки после запуска часто указывают на неполное устранение коренной причины.
Распространенные причины включают пропущенную проверку окончательной затяжки, ошибки центровки прокладок, потерю тепловой предварительной нагрузки и нерешенные проблемы с опорами/вибрацией. Давление графика ремонтов также может ослабить проверки качества и качество документации.
Как определить, вызвана ли утечка прокладкой, болтами или смещением?
Используйте картину утечки + записи сборки + физические доказательства после изоляции.
Перед разборкой задокументируйте картину утечки, состояние опор и историю недавнего обслуживания. После изоляции проверьте следы сжатия прокладки, состояние уплотнительной поверхности фланца и состояние болтов. Неравномерное сжатие, смещенные следы и изменение зазора поверхности часто указывают на проблемы с предварительной нагрузкой/центровкой, а не только на материал прокладки.
Почему болты “ослабляются” после запуска?
Термические циклы, вибрация, усадка/осадка и механизмы потери предварительной нагрузки могут снизить эффективное натяжение болтов после запуска.
Контролируемые процедуры затяжки, поэтапная нагрузка, контроль смазки и проверки опор/вибрации помогают снизить повторное ослабление и разгрузку прокладки.
Можно ли устранить течь фланца подтяжкой болтов в процессе эксплуатации?
Не предполагайте, что подтяжка в процессе эксплуатации безопасна или разрешена.
Для опасных или находящихся под давлением систем следуйте процедурам объекта, инженерной проверке и требованиям к аварийному реагированию. Многие утечки требуют изоляции и устранения первопричины, а не только дополнительной подтяжки.
Какие материалы подходят для коррозионных жидкостей на нефтеперерабатывающих заводах?
Выбор материала зависит от фактических условий эксплуатации, а не от одного “лучшего” материала.
Команды могут использовать углеродистую сталь, нержавеющую сталь, легированную сталь или материалы с более высоким содержанием легирующих элементов в зависимости от химического состава, температуры, давления, механизма коррозии и спецификаций проекта. Перед установкой проверьте совместимость с условиями эксплуатации и документацию.
| Семейство материалов | Типичные соображения |
|---|---|
| Углеродистая сталь | Экономически эффективный, но может требовать коррозионного запаса / ограничений по эксплуатации |
| Нержавеющая сталь (например, серия 316) | Улучшенная коррозионная стойкость во многих условиях эксплуатации, но не универсальная |
| Материалы с более высоким содержанием легирующих элементов | Используются для более агрессивных условий, когда это оправдано условиями эксплуатации и стоимостью |
Как часто командам на нефтеперерабатывающих заводах следует проверять фланцевые соединения?
Частота проверок должна соответствовать рейтингу риска объекта, критичности эксплуатации и истории утечек.
Команды часто приоритизируют проверки после запуска, на соединениях с повторными утечками и во время планового технического обслуживания. Высокорисковые системы и места с повторяющимися проблемами обычно требуют более тщательного мониторинга, чем стабильные низкорисковые соединения.
Какие документы и записи требуются для подтверждения качества и прослеживаемости фланцев?
Как минимум, команды должны проверять документы на материалы, прослеживаемые маркировки и записи о сборке для критических соединений.
Типичные записи включают:
- Отчеты о заводских испытаниях (MTRs)
- Доказательства системы качества поставщика (например, сертификат ISO 9001)
- Маркировки продукции / записи прослеживаемости партий плавки
- Записи PMI или проверок, где требуется по спецификации или критичности эксплуатации
- Записи сборки соединений (тип прокладки, метод, дата, ответственный персонал, идентификатор соединения)
Совет: Используйте последовательный идентификатор соединения и журнал истории утечек, чтобы команды технического обслуживания, контроля качества и эксплуатации могли быстрее диагностировать повторные утечки.