Conectores de Solda Grau Alimentício (ASME BPE) - Prontos para Orbital 316L
Elimine a intrusão de gaxetas e minimize os riscos de contaminação com nossos permanentes Conexões de solda sanitária. Projetados para circuitos críticos de Bio-Farma e Alimentos & Bebidas onde “zero perna morta” é inegociável, esses conectores apresentam tangentes estendidas otimizadas para Cabeças de Solda Orbital GTAW . Controlamos rigorosamente a química do material—especificamente o teor de Enxofre—para garantir penetração e geometria consistentes do cordão de solda sem usar arame de enchimento (soldagem autógena). Seja para circuitos de WFI (Água para Injeção) ou transferência de produto de alta pureza, nossos conectores garantem que o caminho de fluxo interno mantenha um Ra ≤ 0,38µm pós-solda, suportando protocolos validados de CIP/SIP .
Tipos de Conexões de Grampo de Grau Alimentício que Fornecemos
 Conexões sanitárias
Conexões sanitárias
Solda Sanitária (OD)
Conexões TC (Tri-Clamp)
Conexões Sanitárias Roscadas
Componentes



Higiene e Ciência dos Materiais
A Criticidade do “Controle de Enxofre”: Na soldagem orbital automática (Soldagem por Arco com Eletrodo de Tungstênio), a tensão superficial da poça de solda fundida é ditada pelo teor de enxofre do aço.
O Risco: Se o teor de enxofre for muito baixo (<0.005%), a poça de solda cria um cordão largo e raso que pode não penetrar totalmente. Se houver incompatibilidade (por exemplo, soldando tubulação com alto teor de enxofre a conexões com baixo teor de enxofre), o arco pode desviar, causando um cordão de solda “torto” e falta de fusão.
Nosso Controle: Restringimos estritamente o enxofre à faixa de 0.005% a 0.017% (conforme ASME BPE Tabela DT-3). Isso garante que as forças de convecção de “Marangoni” fluam para dentro, criando um cordão de solda profundo, estreito e consistente que requer passivação pós-soldagem mínima.
O que são Conexões de Solda Grau Alimentício?
Conexões de solda grau alimentício (especificamente Soldagem de Topo) são componentes de conexão permanentes e de alta pureza usados em circuitos de tubulação farmacêutica e de processamento de alimentos. Fabricados a partir de Aço Inoxidável 316L, essas conexões apresentam tangentes estendidas e teor de enxofre estritamente controlado (0,005–0,017%) para acomodar automático soldagem orbital. Diferente das soldas de encaixe para solda industriais que deixam frestas, as soldas de topo de grau alimentício alinham-se perfeitamente com o DE/DI do tubo, criando uma superfície interna lisa e contínua (Ra ≤ 20µin) que elimina o aprisionamento de bactérias e facilita a validação Limpeza no Local (CIP) .

A Diferença "Pronto para Orbital"
O que separa uma conexão de solda padrão de uma sanitária é sua compatibilidade com Soldagem Orbital GTAW (Soldagem por Arco com Eletrodo de Tungstênio e Gás):
Tangentes Estendidas: Conexões de solda de grau alimentício (conforme ASME BPE) têm extensões retas nas extremidades. Isso permite que a cabeça de soldagem orbital se fixe na conexão sem obstruir a zona de solda.
Química Controlada: O teor de enxofre do aço é rigorosamente controlado. Isso garante que o cordão de solda penetre profundamente e uniformemente (o “efeito Marangoni”) sem a necessidade de arame de enchimento (soldagem autógena).
Zero Fendas: As conexões industriais “Socket Weld” permitem que o tubo deslize para dentro, criando uma fresta que não pode ser limpa. As conexões de Grau Alimentício Soldas de Topo se unem face a face, criando uma tubulação monolítica sem espaço morto.
Quando usar Solda vs. Tri-Clamp?
Engenheiros especificam conexões soldadas para:
Linhas Permanentes: Laços de distribuição principal (WFI, fornecimento CIP) que não requerem desmontagem.
Alta Pressão/Temperatura: Eliminar juntas remove o elo mais fraco do sistema, reduzindo riscos de vazamento durante ciclos térmicos.
Redução de Custos: Embora a instalação seja mais cara (requer soldagem especializada), as conexões em si são mais baratas do que as equivalentes Tri-Clamp e não exigem manutenção (sem troca de juntas).
Tabela de Dimensões
Tangentes Estendidas Padrão para Cabeças Orbitais (ASME BPE DT-4.1)
| Diâmetro Nominal (DE) | Cotovelo (90°) Centro-a-Fim | Tê Face-a-Centro | Redutor (Côncavo) Comprimento | Comprimento da Tangente (Reta) |
| 0.50″ | 3,00″ (76,2 mm) | 1,88″ (47,6 mm) | 3,25″ (82,6 mm) | ≥ 1,50″ |
| 0.75″ | 3,00″ (76,2 mm) | 2,00″ (50,8 mm) | 3,25″ (82,6 mm) | ≥ 1,50″ |
| 1,00″ | 3,00″ (76,2 mm) | 2,13″ (54,0 mm) | 3,75″ (95,3 mm) | ≥ 1,50″ |
| 1,50″ | 3,75″ (95,3 mm) | 2,38″ (60,3 mm) | 4,25″ (108,0 mm) | ≥ 1,50″ |
| 2,00″ | 4,75″ (120,7 mm) | 2,88″ (73,0 mm) | 5,25″ (133,4 mm) | ≥ 1,75″ |
Guia de Montagem e Manutenção
Preparação Pré-Solda:
Faceamento: As extremidades do tubo devem ser esquadrejadas usando uma ferramenta de faceamento distinta para garantir uma folga máxima de 0,005″. Extremidades cortadas com serra são inaceitáveis para soldagem autógena.
Purga: O oxigênio dentro do tubo deve ser purgado (tipicamente com Argônio) para < 10 ppm antes de iniciar o arco para prevenir “açucaramento” (oxidação) no ID.
Validação Pós-Solda:
Passivação: Embora o 316L seja resistente à corrosão, a zona afetada pelo calor (HAZ) é vulnerável. Os sistemas devem ser circulados com misturas de ácido cítrico ou nítrico para restaurar a camada de óxido passiva.
Verificação de Cor: Qualquer tonalidade de calor (descoloração) na HAZ indica espessamento do óxido, o que reduz a resistência à corrosão e deve ser removido (eletroliticamente ou mecanicamente).
INDUSTRIAS E APLICAÇÕES RELACIONADAS
Blog relacionado
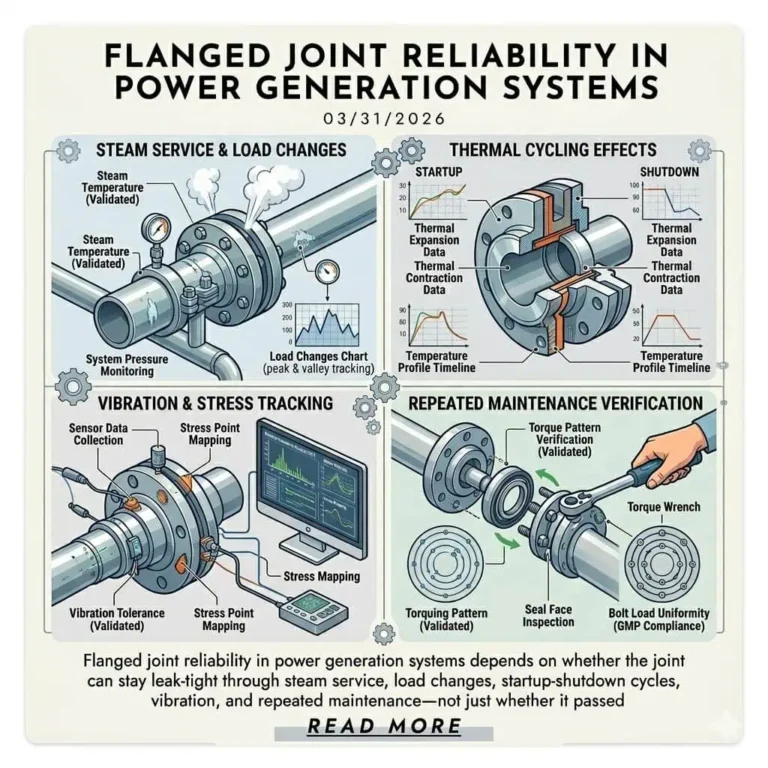
Confiabilidade de Junta com Flange em Sistemas de Geração de Energia
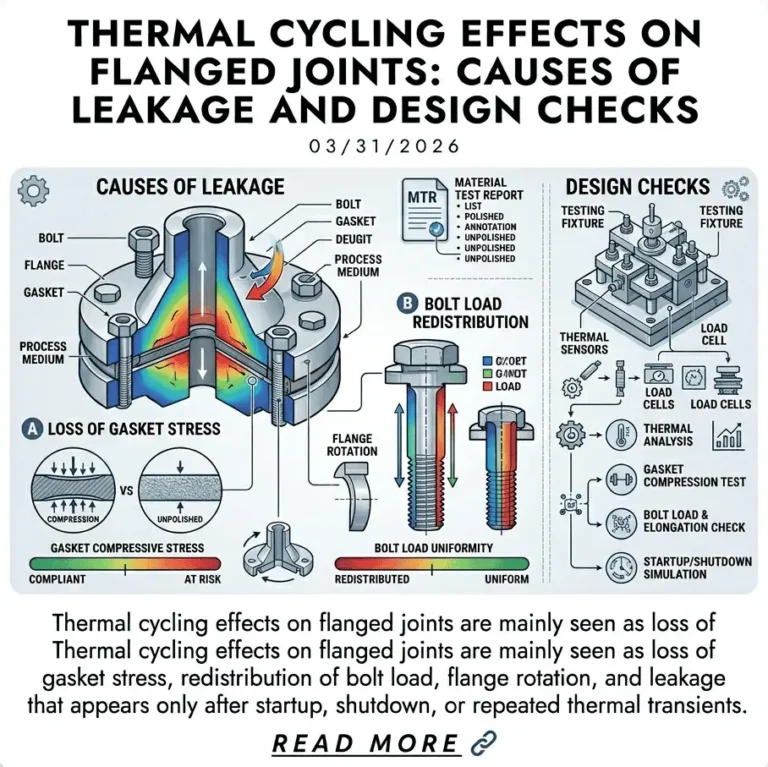
Efeitos do Ciclo Térmico em Juntas Flangeadas: Causas de Vazamento e Verificações de Projeto
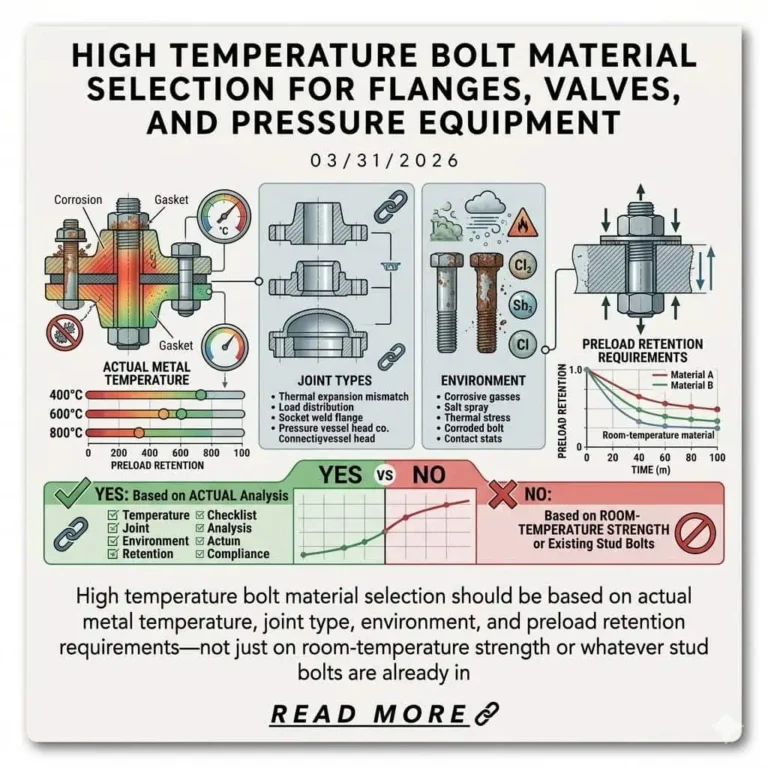
Seleção de Material de Parafuso para Alta Temperatura em Flanges, Válvulas e Equipamentos de Pressão
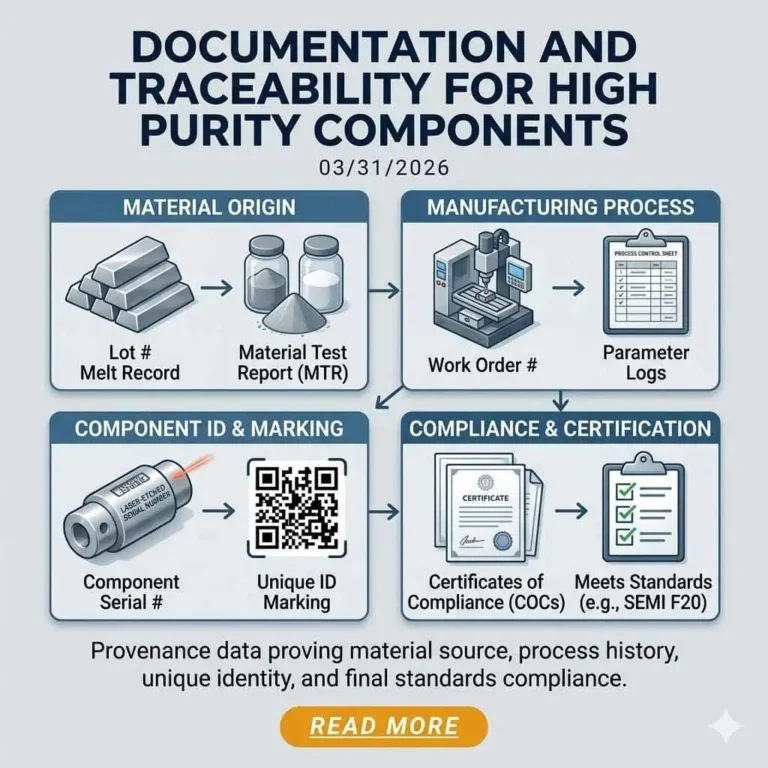
Documentação e Rastreabilidade para Componentes de Alta Pureza: O que Engenharia e QA Devem Verificar
PERGUNTAS FREQUENTES
Posso usar conexões de encaixe para solda em um sistema de grau alimentício?
Não. As soldas de encaixe utilizam um cordão de solda no exterior, deixando uma fresta entre o diâmetro externo do tubo e o diâmetro interno do encaixe do acessório. Essa fresta retém fluido e bactérias, tornando impossível a limpeza via CIP (Limpeza no Local). Sistemas de grau alimentício normalmente exigem Soldas de Topo com penetração total para garantir uma superfície lisa e contínua.
Por que o "Comprimento da Tangente" é importante para conexões de solda de grau alimentício?
O comprimento da tangente refere-se à seção reta do tubo que se estende a partir da parte curva de um cotovelo ou tee. Em aplicações de grau alimentício, essa seção reta deve ser longa o suficiente (normalmente 1,5″ ou mais) para acomodar a Cabeça de Solda Orbital braçadeira (colar). Tangentes curtas impedem que a máquina agarre o acessório, forçando a soldagem manual, que é menos consistente.
Qual é a diferença entre os acabamentos BPE SF1 e SF4?
SF1 é um acabamento polido mecanicamente com rugosidade máxima (Ra) de 20µin (0,51µm). SF4 é um acabamento eletropolido (EP) com Ra máximo de 15µin (0,38µm). SF4 é preferido para WFI (Água para Injeção) e meios biotecnológicos agressivos, pois o processo EP remove picos microscópicos e inclusões de ferro, melhorando a resistência à corrosão.