Fabricante de Uniões MSS SP-83 | Classe 3000 | NPT/BSPT e Socket Weld | Junta Pronta para Manutenção
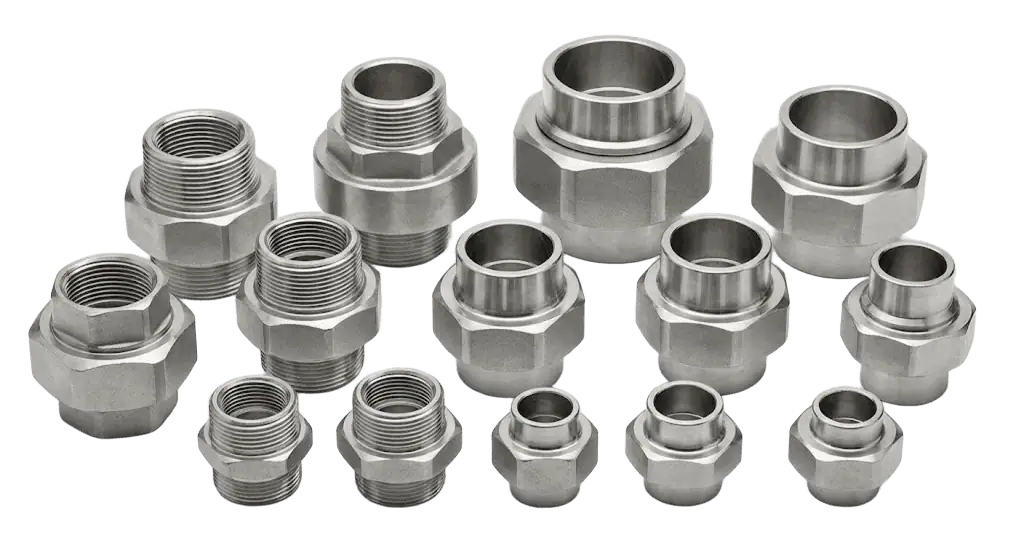
A SUNHY fornece uniões de tubulação forjadas MSS SP-83 para serviço de alta pressão onde a desmontagem rápida é necessária para manutenção, inspeção ou substituição de equipamentos. As uniões fornecem um ponto de ruptura confiável sem cortar e re-soldar longos trechos de tubulação.
Disponível em configurações roscadas (NPT/BSPT) ou socket weld (SW) conforme especificado. Opções comuns em aço inoxidável 304/316L e aço carbono, com certificado de material EN 10204 3.1 e nível de inspeção disponíveis para atender aos requisitos do seu projeto.
- Junta reparável, manutenção fácil
- Ajuste preciso, conexão confiável
- Projetos padrão, seleção rápida
- Marcações rastreáveis, ID do lote
- Opções de inspeção, conforme especificação
- Documentos disponíveis, pronto para projeto
Especificação e Norma
Tamanho Nominal
Comumente 1/4″ – 2″ (outros tamanhos sob consulta)
Conexão
Rosca (NPT/BSPT) ou Socket Weld (SW), conforme especificado
Preparação da Extremidade
Extremidades chanfradas para soldagem de topo; prática típica conforme ASME B16.25 (conforme WPS do projeto)
Normas
MSS SP-83 (conforme especificação do projeto); conexões de extremidade conforme norma aplicável
Classe de pressão
Classe 3000 (classe / classificação superior disponível conforme especificado)
Tipo União
União de Junta Retificada / União de Assento Cônico (conforme especificado)
Materiais
Aço inoxidável 304/316L comum; opções de aço carbono / liga sob consulta
Documentação e Inspeção
EN 10204 3.1 MTC; inspeção dimensional; PMI para aço inoxidável sob consulta; END conforme especificado
Uniões MSS SP-83 | Uniões de Tubulação Forjadas para Serviço de Alta Pressão
A SUNHY fornece uniões MSS SP-83 projetadas para tubulação de fácil manutenção. Comparadas com juntas soldadas permanentes, as uniões permitem desmontagem rápida para inspeção, substituição de instrumentos, troca de trechos e reparos em espaços apertados— sem retrabalhar longos trechos de tubulação.
Disponíveis como configurações roscadas (NPT/BSPT) ou de solda de soquete (SW) conforme especificado, com opções comuns de aço inoxidável 304/316L e documentação de nível de projeto para aceitação no local.
Vantagens Principais
- Conexão Pronta para Manutenção — design de desmontagem rápida para pontos de acesso frequentes.
- Uso em Tubulações de Alta Pressão — construção forjada compacta para condições de serviço exigentes.
- Opções Rosqueadas ou de Solda de Encaixe — roscas NPT/BSPT ou extremidades de solda de encaixe conforme especificado na lista de materiais.
- Opções de Material — 304/316L comuns; outras classes disponíveis sob consulta.
- Suporte à Rastreabilidade — certificado EN 10204 3.1 disponível; PMI/END conforme requisito do projeto.
Aplicações Típicas
- Skids de óleo e gás, linhas de processamento químico, utilidades e tubulação industrial geral
- Derivações de instrumentos, conjuntos de bombas, alojamentos de filtros e seções de manutenção
Dimensões de União MSS SP-83 | O que Especificar em Sua RFQ
Para aquisição e fabricação, a seleção de união é orientada por tamanho, classe de pressão, tipo de conexão finale tipo de assento/junção. Para evitar incompatibilidades, confirme esses itens diretamente na BOM e no desenho do projeto antes de fazer o pedido.
Lista de Verificação Rápida (Recomendada)
- Tamanho Nominal: 1/4"–2" comumente (outros tamanhos sob consulta)
- Classe de Pressão: Classe 3000 (classificação superior conforme especificado)
- Conexão de Extremidade: NPT / BSPT ou Solda de Encaixe (SW)
- Tipo de União: Junta Retificada / Assento Cônico (conforme especificado)
- Material: 304 / 316L comuns; outras classes sob consulta
Notas de Dimensão (Uso de Engenharia)
- Extremidade a Extremidade e folga da porca/sextavada deve corresponder ao espaço de instalação.
- Tipo de assento afeta o método de vedação e o procedimento de manutenção.
- As dimensões finais seguem MSS SP-83 e/ou o desenho de projeto aprovado.
Montagem do Produto | Como Instalar Uniões MSS SP-83
Correct fit-up and tightening practice are critical for leak performance. Final procedures should follow your project spec and be executed by qualified personnel.
União Rosqueada (NPT / BSPT) — Etapas Recomendadas
- Verificar especificação — confirmar tamanho, tipo de rosca (NPT/BSPT), classe de pressão, material e tipo de união.
- Inspecionar roscas e assento — garantir que não haja amassados, rebarbas ou detritos nas superfícies de vedação.
- Aplicar selante — usar selante de rosca/fita aprovado conforme prática do local (não contaminar o assento).
- Alinhar tubulação — evitar alinhamento forçado; desalinhamento pode causar vazamento e gripagem.
- Apertar corretamente — apertar a porca de união uniformemente; não ultrapassar o torque além do seu procedimento.
- Teste de pressão — realizar teste de vazamento conforme plano de teste do projeto.
União de Solda de Soquete (SW) — Etapas Recomendadas
- Confirmar WPS — procedimento de soldagem e qualificação do soldador conforme requisito do projeto.
- Ajuste — garantir profundidade de inserção estável e folga de raiz consistente conforme exigido pelo seu WPS.
- Posicionar e soldar — controlar aporte de calor; proteger condição da superfície de aço inoxidável, se aplicável.
- Verificações pós-soldagem — verificação dimensional; END/PMI se especificado.
Opções de Controle de Qualidade: Certificado de Material 3.1 EN 10204 disponível; Análise por Espectrometria de Emissão Óptica para aço inoxidável sob consulta; Ensaios Não Destrutivos conforme especificado.
Produtos Relacionados
Tê de Solda de Topo (Igual / Redutor)
Para conexões de ramal em trechos de tubulação soldados.
Redutor Concêntrico
Transição suave da linha central para linhas verticais e bombas.
Redutor Excêntrico
Design com lado plano para reduzir bolsas de ar em tubulações horizontais.
Tampa de Extremidade para Solda de Topo
Fechamento limpo para extremidades de tubos—ideal para trechos de teste e cabeçalhos.
Extremidade Curta (Junta de Sobreposição)
Comum com flanges de junta de sobreposição para serviços com desmontagem frequente.
PERGUNTAS FREQUENTES
O que é uma União MSS SP-83?
MSS SP-83 é a prática padrão desenvolvida pela Manufacturers Standardization Society para Classe 3000 e Classe 6000 uniões de tubulação. Ela abrange uniões de aço carbono e aço inoxidável em conexões Socket Weld (SW) e conexões Rosqueadas (NPT) . Diferente de conexões padrão, as uniões MSS SP-83 apresentam um design de três peças com um assento metal-metal “bola-cone”, permitindo a desmontagem da tubulação sem corte, especificamente projetado para aplicações industriais de alta pressão e alta temperatura.
Em quais tamanhos as Uniões MSS SP-83 estão disponíveis?
As uniões MSS SP-83 são padronizadas para tamanhos nominais de tubulação (NPS) que variam de 1/8 polegada a 3 polegadas (DN6 a DN80).
Faixa Padrão: 1/8″, 1/4″, 3/8″, 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″, 2″, 2-1/2″ e 3″.
Tamanhos Redutores: A norma também abrange uniões redutoras, onde as extremidades de conexão têm tamanhos diferentes (por exemplo, 1″ x 3/4″), embora sejam menos comuns em estoque.
Observação: As dimensões físicas (comprimento e largura da porca) aumentam significativamente entre as classes 3000 e 6000 para acomodar pressões mais altas.
De quais materiais são fabricadas as uniões MSS SP-83?
Estas uniões são forjadas a partir de materiais compatíveis com as normas ASTM para tubulações. Os materiais mais comuns incluem:
Aço Carbono: ASTM A105 (Padrão) ou A105N (Normalizado para melhor tenacidade em baixas temperaturas).
Aço Inoxidável: ASTM A182 graus como F304/F304L e F316/F316L para resistência à corrosão.
Aço Liga: ASTM A182 F11 ou F22 para aplicações de vapor em alta temperatura.
Ligas de Níquel: Ligas como Monel ou Inconel para ambientes químicos extremos.
Dica de Seleção: Sempre combine o material da união com o material do tubo (por exemplo, união A105 para tubo A106) para evitar corrosão galvânica e garantir expansão térmica uniforme.
Como são instaladas as uniões MSS SP-83?
A instalação depende do tipo de conexão—conexões Rosqueadas (NPT) ou conexões Socket Weld (SW).
Para Conexões Rosqueadas:
Limpeza: Certifique-se de que as roscas estejam livres de detritos.
Vedação: Aplique uma pasta de vedação de alta qualidade ou fita PTFE apenas nas roscas do tubo. Aviso: Não aplique selante na superfície de assentamento metal-metal interna da união.
Aperte: Aperte a porca firmemente. Um design de porca com “lugar para martelo” permite o aperto final com um martelo em espaços apertados.
Para Conexões de Solda de Soquete (Conforme ASME B31.3):
Inserir: Insira o tubo completamente no soquete.
Retirar: Marque o tubo e retire-o 1/16 de polegada (1,5 mm) para criar uma folga de expansão.
Soldar: Execute uma solda de filete ao redor do cubo. Esta folga evita que a solda trinque devido à expansão térmica durante o processo de soldagem.
As uniões MSS SP-83 são adequadas para sistemas de alta pressão?
Sim, eles são projetados especificamente para alta pressão.
Classe 3000: Classificado para aproximadamente 3000 PSI (Pressão de Trabalho) e é usado com tubulação Schedule 80 (Extra Strong).
Classe 6000: Classificado para aproximadamente 6000 PSI e é usado com tubulação Schedule 160.
Nota Crítica: A classificação de pressão real diminui à medida que a temperatura de operação aumenta. Por exemplo, uma união de aço carbono classificada para 3000 PSI em temperatura ambiente pode ser classificada para apenas ~2155 PSI a 700°F (370°C). Sempre consulte as tabelas de redução de pressão-temperatura na norma antes da instalação.