: inserção, puxada e inspeção")
Para instalar conexões do tipo Swagelok, você precisa seguir uma sequência precisa para garantir uma conexão segura e sem vazamentos. No campo, a maioria dos “vazamentos misteriosos” remonta a uma de três causas raiz: a extremidade do tubo não estava completamente assentada, a tração (voltas da porca) não foi concluída corretamente ou o diâmetro externo do tubo estava danificado onde as anilhas vedam. Comece com componentes verificados (certificados de material, tamanho correto, sem marcas misturadas), use os procedimentos corretos e inspecione antes de pressurizar. A instalação típica envolve estas etapas principais:
- Insira o tubo completamente na conexão até que ele repouse no ombro. Aperte manualmente a porca.
- Marque a porca na posição das seis horas.
- Mantenha o corpo da conexão firme e aperte a porca uma volta e um quarto.
Duas esclarecimentos práticos que reduzem retrabalho: (1) o método “1¼ voltas a partir do aperto manual” aplica-se a muitos tamanhos comuns de tubo, mas tamanhos muito pequenos podem usar uma tração diferente (siga a tabela do fabricante), e (2) remontagem não é o mesmo que instalação pela primeira vez—retorne a porca à posição previamente tracionada em vez de adicionar novas 1¼ voltas.
Seguir estas etapas ajuda você a alcançar uma conexão segura e durável.
| O que você está fazendo | Por que é importante (razão de engenharia) | Verificação rápida em campo |
|---|---|---|
| A extremidade do tubo encosta no ombro | As ferrulas são calibradas no local projetado; evita mordida rasa e risco de arrancamento | Marque a profundidade de inserção ou use uma ferramenta de marcação de profundidade; verifique se a marca está na porca após a montagem |
| Aperto controlado (voltas a partir do aperto manual) | Posiciona as ferrulas e cria uma junta restrita e estanque sem esmagar o tubo | Marque a porca; confirme a posição final do relógio; use o medidor correto quando aplicável |
| Chave de apoio no corpo | Evita a rotação do corpo que pode torcer a tubulação e introduzir tensão/fadiga | Os flats do corpo permanecem alinhados; a linha de tubulação mantém-se quadrada sem “wind-up” |
Preparação para Conexões Swagelok Tipo F
Ferramentas e Materiais
Você precisa das ferramentas e materiais corretos para garantir uma instalação segura e eficaz. Do ponto de vista da engenharia, “ferramentas corretas” significa que você pode controlar três variáveis: quadratura do tubo, condição da superfície do diâmetro externo do tubo e rotação da porca (pull-up). Usar componentes de alta qualidade—como conexões de aço inoxidável Sunhy—pode ser apropriado quando você pode verificar controle dimensional, rastreabilidade do material e compatibilidade com sua especificação de tubulação.
- Corte e preparação: cortador de tubos (ou serra de dentes finos com guia de quadratura), ferramenta de desbarbamento interna/externa, panos limpos.
- Controle de montagem: duas chaves de tamanho correto (uma de apoio no corpo, uma na porca), marcador/caneta de tinta para marcação de posição.
- Verificação: paquímetro para diâmetro externo do tubo, luz para inspeção visual e um calibrador de folga aprovado pelo fabricante, quando aplicável.
- Limpeza: solvente compatível com seu serviço (por exemplo, álcool isopropílico para limpeza geral) e ar seco e livre de óleo ou nitrogênio para sopro (especialmente para instrumentação e serviço de gás).
Ficha técnica de tubulação da Swagelok observa testes bem-sucedidos repetidos de conexões de tubo de aço inoxidável com dureza do tubo de até 200 HV / 90 HRB, e também vincula os cálculos de pressão admissível do tubo à metodologia ASME B31.3. Se seu tubo for mais duro do que a faixa recomendada ou o diâmetro externo estiver danificado, as ferrulas podem não vedar consistentemente.
A tabela abaixo mostra materiais comuns e referências típicas de conformidade vistas em projetos de instalação de conexões de tubo (serviço ácido, offshore e ambientes corrosivos):
| Tipo de Material | Normas de Conformidade | Descrição |
|---|---|---|
| 316/316L SS (tubo comum) | ASTM A269/A269M | Especificação comum de tubulação para instrumentação para serviço resistente à corrosão; verifique o acabamento do diâmetro externo e a dureza para garantir a vedação repetível do férula. |
| Liga 2507 | NACE MR0175/ISO 15156 | Frequentemente especificada para ambientes úmidos H2S (ácidos); a seleção deve corresponder ao envelope de serviço definido pela norma e às condições de exposição molhada do componente. |
| Liga 625 | NACE MR0175/ISO 15156 | Liga de níquel usada para alta resistência à corrosão; verifique a forma exata do produto e a rota de qualificação exigida pelas especificações do projeto. |
| Qualificado NORSOK (fabricante/processo) | NORSOK M-650 | Estrutura de qualificação usada offshore para verificar a competência do fabricante e a capacidade do processo para materiais especiais (não é uma “classe de material” por si só). |
Nota de engenharia: “conformidade” não é um slogan—solicite relatórios de ensaio de material EN 10204 3.1/3.2 onde seu projeto exigir, confirme que a classe de pressão/ratings está vinculada à espessura da parede do seu tubo e verifique a compatibilidade química com seu meio (cloretos, H2S, amônia, serviço de oxigênio, etc.).
Inspeção de Tubos e Conexões
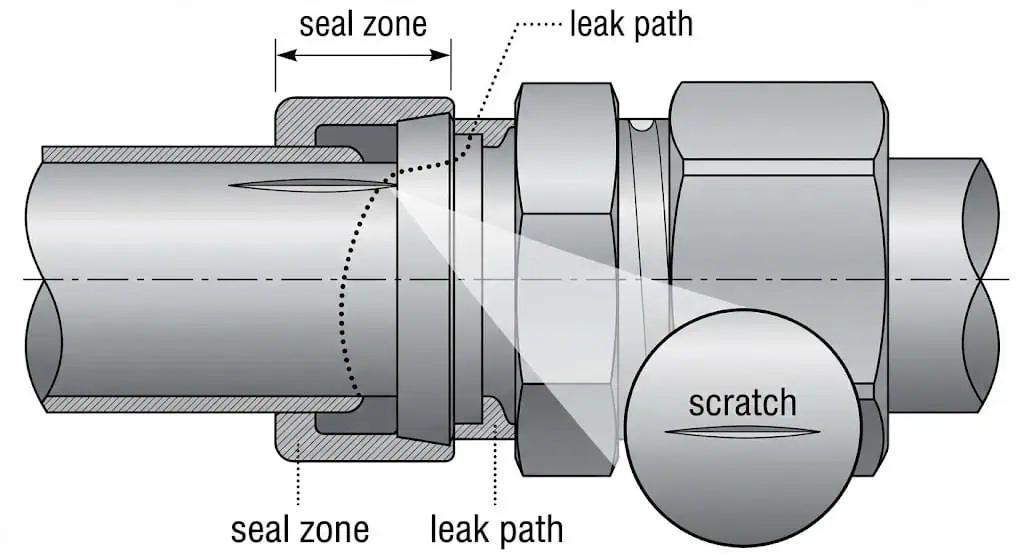
Sempre inspecione os tubos e conexões antes de iniciar o processo de instalação. Esta etapa evita vazamentos evitáveis e danos aos tubos. Na prática, as terminações vedam no diâmetro externo do tubo—portanto, arranhões cosméticos no DE podem se tornar caminhos de vazamento funcionais.
Siga estas etapas para garantir segurança e confiabilidade:
- Siga as instruções do fabricante de perto.
- Inspecione todas as peças quanto a amassados, danos na rosca, contaminação e gripagem (comum em roscas de aço inoxidável se maltratadas).
- Confirme se o tubo tem o diâmetro externo (OD) e a espessura de parede corretos para o conector, e verifique se não está ovalizado (tubo fora de redondo reduz a consistência do contato do anel de vedação).
- Corte, desbaste e limpe os tubos com cuidado; não “force” um tubo além da resistência—encontre a causa (rebarba, ovalidade, desalinhamento).
Dica: Use tanto seus olhos quanto suas mãos para verificar por amassados, seções achatadas, defeitos no cordão de solda (se for tubo soldado) e quaisquer arranhões no OD perto da área de vedação. Se o OD estiver danificado, corte até o tubo limpo em vez de esperar que os anéis de vedação “vedem de qualquer maneira”.” Uma lista de verificação da qualidade do tubo é um controle pré-trabalho útil para reduzir vazamentos repetidos.
Caso de campo (vazamento na primeira pressurização): Uma linha de amostragem de nitrogênio apresentou um vazamento lento de bolhas após a montagem. A causa raiz foi um arranhão longitudinal superficial no OD exatamente onde o anel de vedação frontal veda. A correção foi cortar 25–40 mm até o tubo não danificado, re-preparar a extremidade e refazer o conector; a prevenção é proteger as extremidades do tubo durante o transporte e armazenar os comprimentos cortados com tampas.
Limpeza e Corte
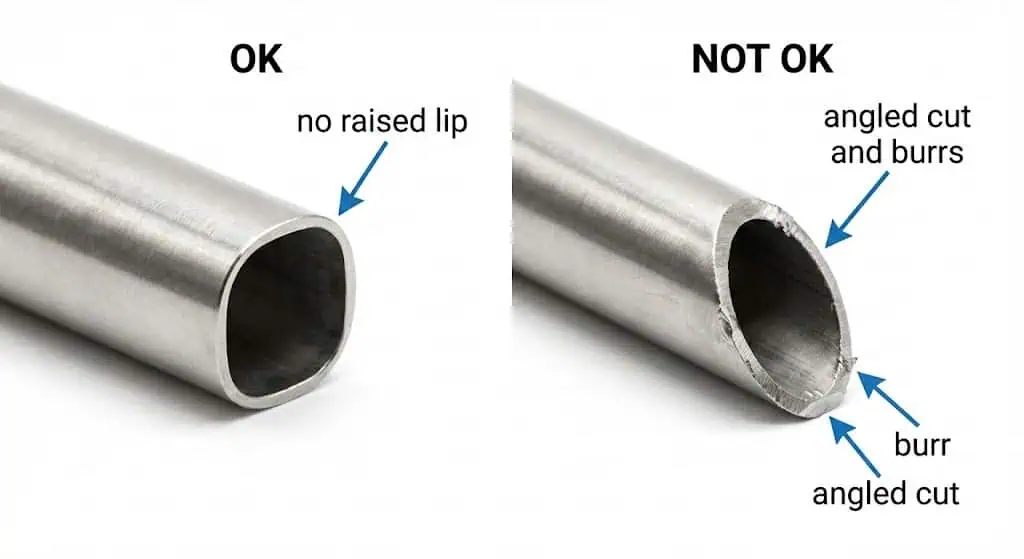
A limpeza e o corte adequados preparam o tubo para uma instalação segura. Use um cortador de tubos (preferível para repetibilidade de quadratura) ou uma serra de dentes finos com um guia de quadratura. A extremidade cortada deve ser redonda e quadrada—um corte inclinado pode impedir o encosto completo no ombro e deslocar a conformação do anel de vedação.
- Desbaste interno e externo: remova todas as rebarbas elevadas. As rebarbas internas podem raspar e transportar partículas para válvulas, reguladores e instrumentos.
- Limpe a zona de vedação do diâmetro externo: limpe com um pano sem fiapos; use álcool isopropílico (IPA) ou um solvente aprovado; seque com ar limpo/nitrogênio.
- Mantenha limpo após o preparo: tampe as extremidades do tubo se a linha não for montada imediatamente (especialmente para gás, oxigênio e amostragem analítica).
Ao seguir essas etapas de preparação, você estabelece a base para uma instalação suave e segura.
Passos de Instalação de Conexões para Tubos
Inserção do Tubo
Sempre insira o tubo completamente na conexão até atingir o encosto para uma conexão segura. Esta é a base de uma instalação confiável de conexões para tubos.
É necessário garantir que o tubo fique firmemente apoiado contra o encosto interno da conexão. Isso posiciona o tubo corretamente para que as anilhas de compressão engatem conforme projetado, evitando mordida superficial, arrancamento do tubo ou vias de vazamento.
Siga esta sequência para conexões do tipo Swagelok:
- Insira o tubo no corpo da conexão pré-montado.
- Empurre o tubo até que ele pare no encosto.
- Segure o tubo no lugar enquanto aperta a porca com os dedos (não deixe o tubo recuar durante esta etapa).
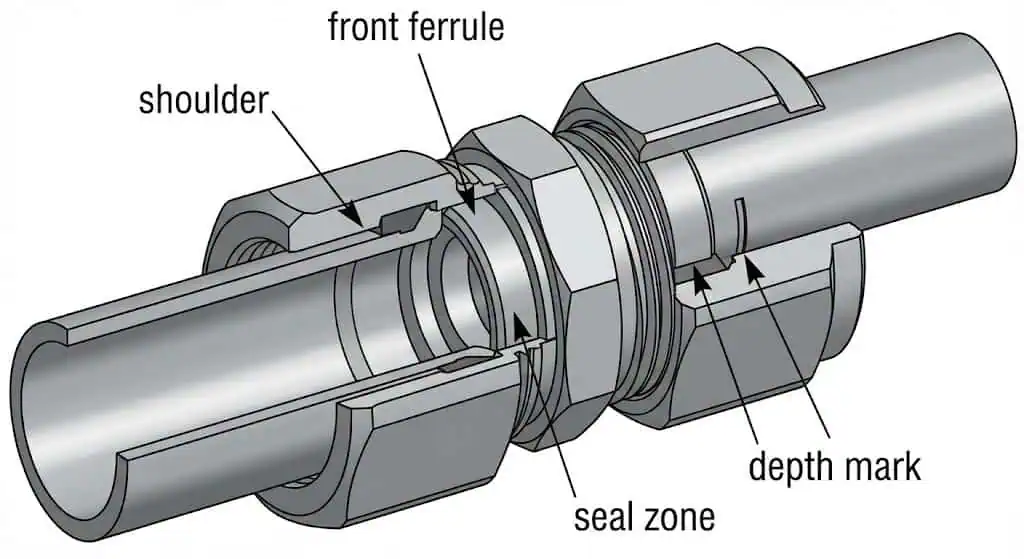
Dica: Se você frequentemente encontrar tubos “quase assentados”, adicione um controle de profundidade de inserção: marque o diâmetro externo do tubo na parte traseira da porca antes de apertar, ou use um método de ferramenta de marcação de profundidade do guia do fabricante. Esta é uma forma rápida de detectar inserção incompleta em painéis lotados.
Caso de campo (vazamento intermitente sob vibração): Uma linha de instrumentação de compressor passou em um teste de vazamento estático, mas vazou após vibração. A causa raiz foi um rebarba interna que impediu o assentamento completo do tubo; a conexão foi calibrada ligeiramente fora de posição e relaxou sob carga cíclica. A correção foi recortar/desbarbar/limpar e refazer; a prevenção é desbarbagem obrigatória + confirmação visual de uma extremidade quadrada antes da montagem.
Qualidade de fabricação da Sunhy pode ajudar com a repetibilidade, mas o assentamento correto ainda é responsabilidade do instalador—nenhum conector “se autocorrige” para um tubo mal assentado.
Apertando a Porca
Aperte a porca primeiro à mão, depois use uma chave para completar o giro conforme especificado pelo fabricante. Esta etapa posiciona as buchas e cria uma vedação restrita e estanque.
Use este método para conectores do tipo Swagelok:
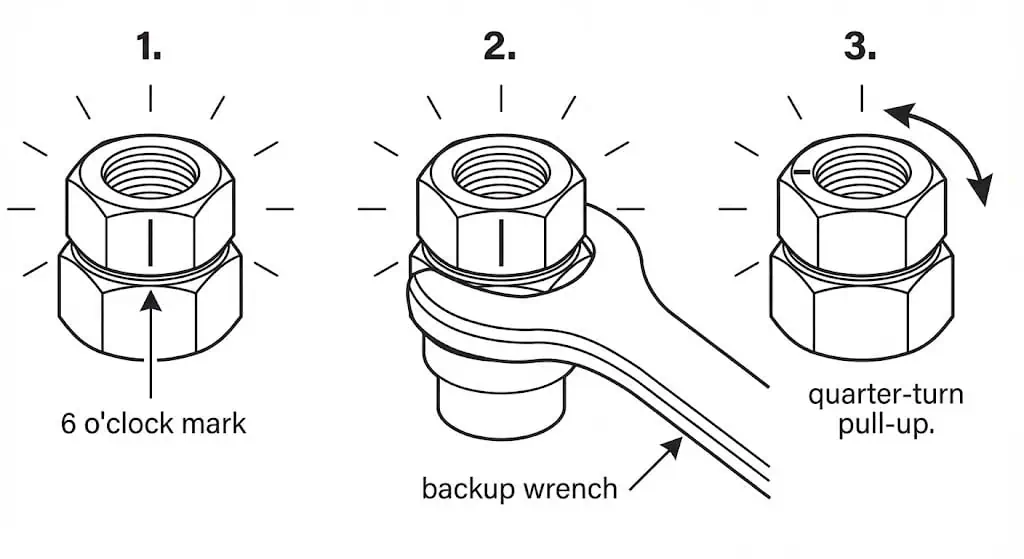
- Aperte a porca com os dedos até sentir resistência firme.
- Marque a porca na posição das seis horas (caneta de tinta/marcador).
- Segure o corpo do conector firme com uma chave de apoio (evita torção do tubo).
- Use outra chave para apertar a porca o número especificado de voltas além do aperto manual (geralmente 1¼ voltas para muitos tamanhos; tamanhos pequenos podem variar—siga a tabela do fabricante).
Nota técnica: Em sistemas de alta pressão ou com alto fator de segurança, algumas orientações do fabricante exigem uma verificação adicional de “o tubo não gira manualmente nem se move axialmente” antes do aperto final. Não se trata de força bruta—é sobre confirmar que o tubo está completamente assentado e engatado antes de realizar o aperto.
Evite dois modos de falha comuns: subaperto (conjunto de férula insuficiente, risco de vazamento/arrancamento) e superaperto (colapso do DE do tubo, dano à férula, gripagem da rosca). Ambos são problemas criados em campo e ambos são evitáveis com marcas de referência e o método correto.
Caso de campo (gripagem e “porca travada”): Uma porca de aço inoxidável foi apertada com força sem uma chave de apoio e com movimento repetido de parar/iniciar em uma chave ajustável desgastada. As roscas griparam e travaram antes que o aperto adequado fosse alcançado. A correção exigiu cortar o conjunto. Prevenção: tamanho correto da chave, aperto suave, chave de apoio e seguir qualquer orientação do fabricante sobre lubrificante para tamanhos maiores, quando aplicável.
A tecnologia de compressão de dupla férula da Sunhy pode fornecer forte desempenho de vedação quando sua especificação de tubulação e procedimento de instalação são controlados. A variável-chave permanece o preparo correto do tubo e o aperto correto.
Verificação de Montagem
Sempre verifique sua montagem para confirmar que o acessório está instalado corretamente e sem vazamentos. Faça isso antes você isola linhas, agrupa tubulações ou coloca painéis de volta em serviço—o acesso é o que torna a solução de problemas barata.
Use estas verificações:
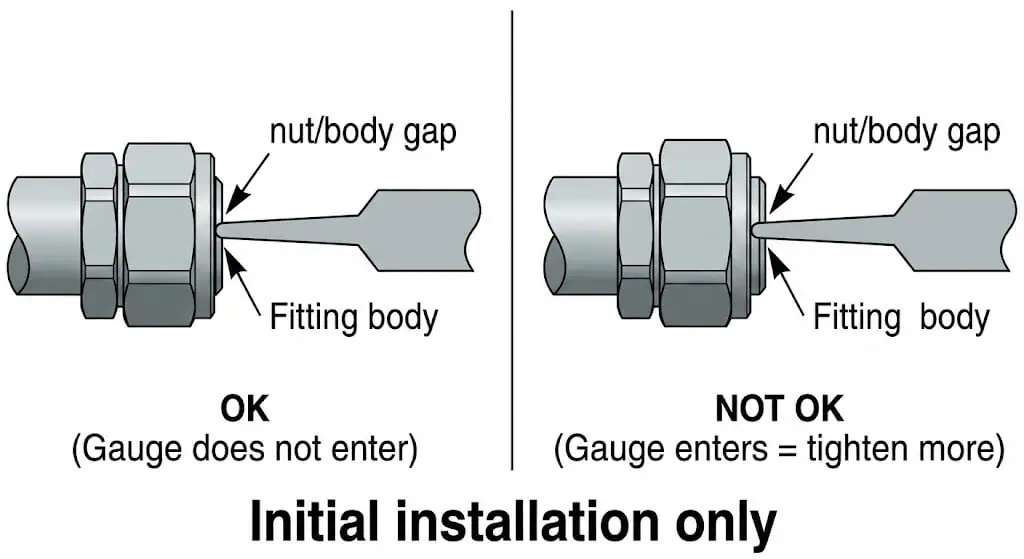
- Use um calibrador de inspeção de folga para verificar o aperto correto onde o fabricante especifica (normalmente para instalação inicial em tamanhos/materiais aplicáveis).
- Verifique a folga entre a porca e a sextava do corpo. O calibrador deve caber conforme definido pelo fabricante (não “force” o calibrador).
- Confirme visualmente o movimento de rotação da porca (sua marca das 6 horas avançou a quantidade especificada).
- Confirme que o tubo não recuou verificando se sua marca de inserção (se usada) ainda está na localização da porca.
Observação: Sempre despressurize o sistema antes de ajustar o aperto de uma conexão de tubulação. Nunca “aperte sob pressão”. Se estiver remontando uma conexão previamente montada, retorne a porca à posição de aperto anterior usando marcas de alinhamento; não aplique uma sequência adicional de giro completa de instalação inicial.
Após as verificações mecânicas, realize um teste de vazamento adequado ao seu serviço: solução de sabão para ar/nitrogênio de baixa pressão, teste de decaimento de pressão para volumes selados ou métodos de espectrômetro de massa de hélio para aplicações de alta pureza/críticas. Escolha o método que corresponda ao requisito de estanqueidade e ao perfil de risco.
Seguindo essas etapas, você garante uma instalação de tubulação segura, confiável e sem vazamentos sempre.
Segurança e Melhores Práticas
Equipamento de Proteção Individual
Você deve sempre usar o equipamento de proteção individual (EPI) correto durante a instalação para se proteger contra lesões.
Luvas, óculos de segurança e roupas de proteção protegem contra bordas afiadas de tubos e liberações inesperadas. Use proteção facial e barreiras ao trabalhar em sistemas de gás pressurizado ou onde a energia armazenada seja significativa. Trate cada linha como pressurizada até verificar o isolamento e a despressurização.
Teste de Pressão
Você precisa realize teste de pressão após a instalação para confirmar que o sistema está livre de vazamentos e seguro.
O teste de pressão valida sua montagem em condições controladas antes de colocar o sistema em serviço. O teste hidrostático é frequentemente preferido quando viável; o teste pneumático apresenta maior risco de energia armazenada e normalmente requer controles mais rigorosos (zonas de exclusão, pressurização incremental e EPI adicional).
Não sangre um sistema soltando uma porca de conexão. Essa prática pode causar lesões e danificar superfícies de vedação. Em vez disso, use os pontos de ventilação/sangria designados e siga o procedimento do seu local.
| Certificação | Descrição |
|---|---|
| ISO 9001:2015 | Registro do Sistema de Gestão da Qualidade (verificar escopo e organismo emissor) |
| PED 2014/68/UE | Estrutura de conformidade com a Diretiva de Equipamentos sob Pressão na UE (projeto/fabricação/avaliação da conformidade) |
| Aprovações CE | Declarações de Conformidade Europeia (confirmar quais produtos/categorias a declaração abrange) |
Essas referências importam apenas quando se alinham à sua real função: pressão, temperatura, cargas cíclicas, vibração, ambiente corrosivo e escopo regulatório. Trate certificados como insumos para sua análise de engenharia, não como substitutos dela.
Seguindo as Diretrizes do Fabricante
Você deve sempre seguir as diretrizes do fabricante para instalação adequada de conexões para tubos. Quando os procedimentos diferirem entre marcas, assuma que a diferença é real até que se prove o contrário.
- Use apenas conexões para tubos sem flanges, com dupla anilha, conforme especificado para a função do sistema.
- Se seu projeto exigir ensaios de qualificação para conexões mecanicamente fixadas, consulte normas aplicáveis como ASTM F1387 (conforme exigido pelo proprietário/especificação).
- Certifique-se de que apenas pessoal treinado realize a instalação; as maiores taxas de vazamento que vejo são quase sempre problemas de treinamento/processo, não “conexões defeituosas”.”
- Prepare e marque a tubulação conforme recomendado pelo fabricante (marcação de profundidade, marcas de posicionamento, tração correta para tamanho/material).
- Use ferramentas aprovadas pelo fabricante das conexões de tubulação e evite ferramentas arredondadas ou ajustáveis que danifiquem as faces planas e incentivem o excesso de torque.
Após a instalação, estabeleça um cronograma de manutenção/inspeção baseado no risco do seu sistema: vibração, ciclagem térmica, ambiente corrosivo e consequência de vazamento. Para serviço crítico, adicione verificações visuais periódicas para suporte/fixação da tubulação e para “tensão na linha” introduzida por desalinhamento.
Dica: Uma boa prática recomendada é “zero variáveis evitáveis”: especificação de tubulação consistente, método de tração consistente, etapa de inspeção consistente e regras claras que evitem a mistura de componentes.
Evitando Erros Comuns com Conexões do Tipo Swagelok
Mistura de Componentes
Você nunca deve misturar componentes de diferentes fabricantes ao instalar conexões do tipo swagelok.
Do ponto de vista da engenharia, “parece compatível” não é um padrão de projeto. A geometria, dureza, acabamento superficial e tolerâncias das terminações variam conforme o fabricante. Misturar peças pode produzir uma montagem que parece firme, mas veda de forma imprevisível sob ciclagem térmica ou vibração.
Misturar componentes de diferentes fabricantes pode aumentar o risco de vazamento e pode anular garantias e aprovações. Resultados de estudos independentes também mostram que os mecanismos de prensagem e vedação diferem entre os projetos de terminações duplas, mesmo quando as peças parecem semelhantes.
Para evitar esse erro:
- Sempre use conexões, terminações e porcas do mesmo fabricante e da mesma família de produtos.
- Verifique a embalagem e os números das peças antes da instalação—especialmente quando várias marcas são armazenadas no mesmo almoxarifado.
- Treine sua equipe para reconhecer e evitar a mistura (uma regra simples de dois compartimentos por marca reduz erros rapidamente).
Aperto excessivo ou aperto insuficiente
Você deve apertar as conexões do tipo Swagelok de acordo com as instruções do fabricante para garantir uma vedação adequada.
O aperto excessivo pode colapsar o diâmetro externo do tubo ou danificar as terminações. O aperto insuficiente pode causar vazamento ou permitir o movimento do tubo sob carga.
Para evitar esses erros:
- Siga as etapas de instalação exatamente e use marcas de posicionamento.
- Certifique-se de que a tubulação esteja firmemente apoiada no ombro antes do aperto (use marcação de profundidade, se necessário).
- Use um calibrador de folga onde especificado para a instalação inicial; não o trate como universal para remontagem.
- Suporte a tubulação para que a conexão não seja forçada a absorver tensões de desalinhamento.
Dica: Se precisar de “giro extra” para parar um vazamento, pare e diagnostique. As causas típicas são danos na tubulação, diâmetro externo/espessura de parede incorretos, assentamento incompleto, componentes misturados ou remontagem feita como um primeiro aperto.
Reutilização de Ferrules ou Conexões
Você não deve reutilizar ferrules como se fossem componentes novos.
As conchas deformam-se durante o primeiro aperto. Reutilizar conchas em uma nova peça de tubulação é uma causa comum de vazamentos, pois as conchas já foram calandradas para um diâmetro externo e posição anteriores.
As melhores práticas incluem:
- Não mova “conchas usadas” para nova tubulação. Use novas conchas/porcas conforme exigido pelo fabricante e suas regras de QA.
- A remontagem é aceitável quando você está reconectando a mesma conexão na mesma tubulação: marque o tubo na parte traseira da porca e trace uma linha através das faces da porca/corpo antes da desmontagem, depois retorne a porca à posição de aperto anterior.
- Descarte componentes danificados ou com gripagem; não tente estancar vazamentos por meio de aperto excessivo repetido.
Treinamento regular e autoauditorias ajudam a evitar esses erros comuns. Manuseio cuidadoso do tubo, tração controlada e uma etapa de inspeção contribuem para uma instalação segura e confiável.
Ao controlar o preparo do tubo, o assentamento, a tração e a inspeção, você pode instalar conexões do tipo Swagelok com segurança e consistência. O objetivo prático não é “apertado”, mas sim “montado corretamente e verificável”.”
| Perguntas frequentes | Resposta rápida |
|---|---|
| As conexões de diferentes marcas são intercambiáveis? | Não. Não misture porcas, anéis de vedação e corpos entre marcas. |
| Por que a mistura é arriscada mesmo que “encaixe”? | A geometria/tolerâncias e os mecanismos de calibração diferem; a vedação torna-se imprevisível. |
| Preciso de uma tampa ou de um plugue? | As tampas vedam as extremidades dos tubos; os tampões vedam as portas. Escolha de acordo com o que você está vedando. |
Usar os acessórios corretos reduz os custos de manutenção, evita vazamentos evitáveis e melhora o tempo de atividade—principalmente ao reduzir retrabalho e busca por vazamentos.
PERGUNTAS FREQUENTES
É possível reutilizar terminais ou conexões do tipo Swagelok?
Não reutilize ferrules como peças “novas” em novos tubos.
Os ferrules são calandrados durante a primeira montagem. Reutilizá-los em um tubo diferente geralmente causa vazamentos. A remontagem é aceitável quando é o mesmo acessório no mesmo tubo—use marcas de alinhamento e retorne a porca à posição de aperto anterior.
Como saber se o encaixe está apertado o suficiente?
Use o método de verificação do fabricante para o tamanho/material do acessório.
Para muitos acessórios, um calibrador de inspeção de folga é usado na instalação inicial para confirmar o aperto suficiente. Também verifique sua marca de posição da porca e que o tubo permaneceu totalmente assentado (marca de profundidade, se usada).
Quais ferramentas são necessárias para a instalação?
Você precisa de um cortador de tubos, ferramenta de desbarbar, chaves do tamanho correto e (onde especificado) um calibrador de inspeção de folga.
Essas ferramentas controlam a perpendicularidade, limpeza e aperto—três variáveis que determinam se você obtém uma vedação estável. Para uma lista de verificação pronta para o processo, veja isto conexão sem vazamento guia.
É possível misturar componentes de marcas diferentes?
Não, você nunca deve misturar componentes de fabricantes diferentes.
Mesmo que as roscas engatem, a geometria de prensagem e vedação do anel de compressão não é padronizada entre marcas. Misturar peças pode criar vazamentos latentes que aparecem após ciclagem térmica ou vibração.
Que equipamento de segurança você deve usar durante a instalação?
Você deve usar luvas, óculos de segurança e roupas de proteção.
Desbarbar e cortar criam bordas afiadas; sistemas pressurizados armazenam energia. Verifique o isolamento e despressurização antes de ajustar ou desmontar.
É possível desmontar e remontar uma conexão várias vezes?
Sim, se for remontado corretamente.
Antes da desmontagem, marque o tubo na parte traseira da porca e trace uma linha através das faces da porca/corpo. Durante a remontagem, assente totalmente o tubo/anéis de compressão e aperte a porca de volta à posição de pré-aperto anterior usando as marcas—não trate como um pré-aperto totalmente novo.
Qual especificação de tubulação devo solicitar para linhas de instrumentação?
Comece com a especificação do proprietário/projeto, depois confirme a classe ASTM, espessura de parede e condição da superfície.
As referências comuns para tubulação de instrumentação em aço inoxidável incluem ASTM A269/A269M. Para o desempenho de dupla anilha, certifique-se de que o acabamento do diâmetro externo da tubulação esteja limpo e sem danos e que a dureza esteja dentro da faixa recomendada pelo fabricante.



