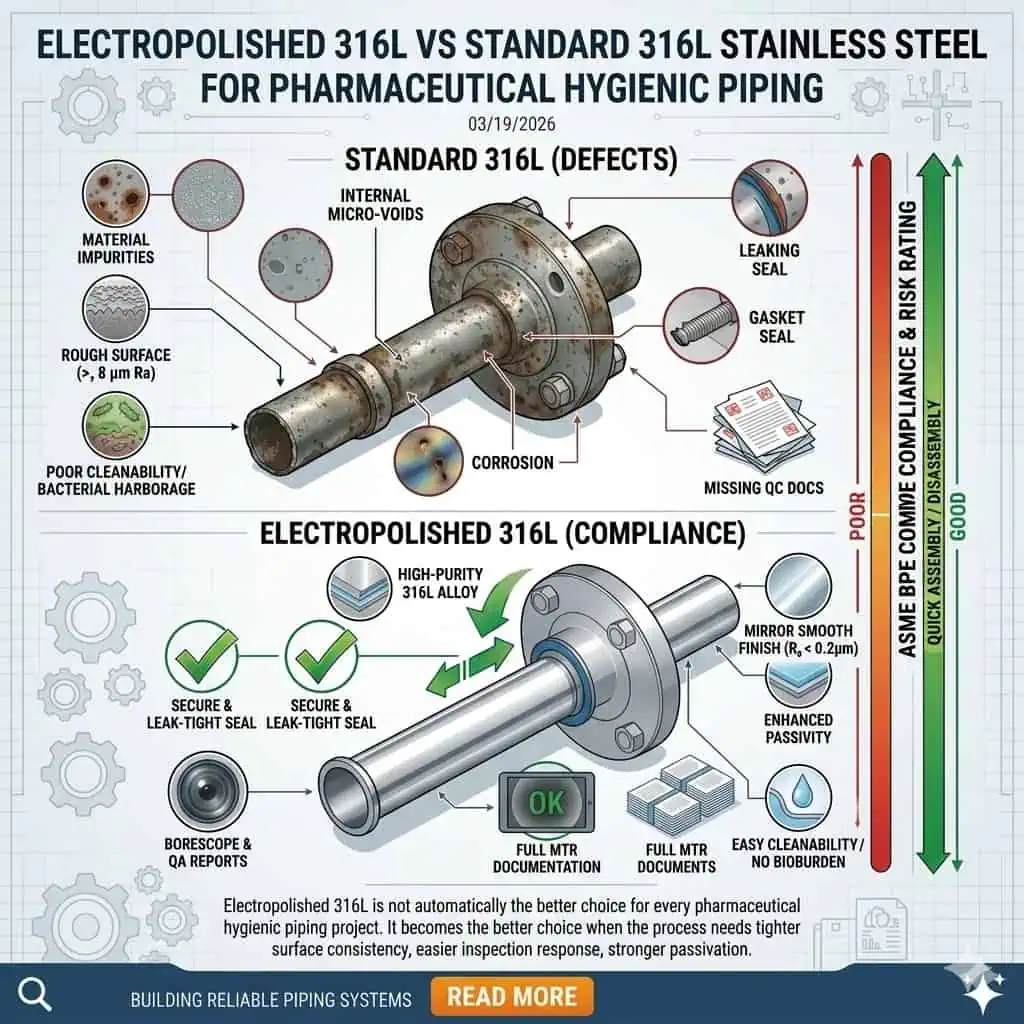
O aço 316L eletropolidizado não é automaticamente a melhor escolha para todo projeto de tubulação higiênica farmacêutica. Torna-se a melhor escolha quando o processo necessita de maior consistência superficial, resposta de inspeção mais fácil, maior confiança na limpeza ou expectativas de pureza mais altas do que o acabamento padrão 316L pode suportar de forma confiável. Se o problema real for má qualidade de solda, geometria inadequada, trechos mortos ou documentação fraca, o eletropolimento sozinho não o resolverá.
É por isso que a comparação real não é entre “acabamento premium” versus “acabamento básico”. É uma questão de adequação de engenharia. Na tubulação higiênica farmacêutica, o acabamento superficial deve ser avaliado pelo risco de contato com o produto, meta de limpeza, qualidade de fabricação, método de inspeção e requisitos de liberação de QA. Uma atualização de acabamento só faz sentido quando altera um desses resultados de forma significativa.
Este guia explica como os engenheiros comparam o aço inoxidável 316L eletropolidizado e o padrão 316L na tubulação higiênica farmacêutica, onde o eletropolimento realmente agrega valor, onde o 316L padrão é totalmente aceitável e por que a seleção de acabamento deve permanecer vinculada à qualidade da solda, geometria local e controle de documentação, em vez de ser tratada como uma decisão cosmética. Em projetos GMP reais, a decisão de acabamento raramente muda devido a uma teoria abstrata. Geralmente muda devido a um padrão repetido: soldas locais são mais difíceis de liberar do que o esperado, evidências de acabamento são mais fracas do que o QA deseja ou o processo acaba necessitando de mais confiança na inspeção do que o RFQ original supunha.
Por que Essa Comparação Importa na Tubulação Higiênica Farmacêutica
Esta Não é uma Comparação Cosmética
Em sistemas farmacêuticos, a escolha do acabamento afeta como a superfície se comporta na limpeza, inspeção e liberação, não apenas sua aparência. A ASME BPE é útil aqui porque trata materiais, requisitos superficiais, projeto para limpeza e esterilidade, fabricação, exames, inspeções, testes e certificações como parte de uma estrutura de engenharia integrada, em vez de tópicos separados. É exatamente assim que as decisões de acabamento devem ser tratadas em projetos de tubulação GMP.
Os engenheiros não atualizam para o 316L eletropolidizado porque o tubo “parece melhor”. Eles atualizam quando a condição da superfície deve influenciar o desempenho higiênico, a confiança na inspeção visual ou por borescópio, o comportamento de resíduos ou a consistência do pacote de entrega.
Nota de engenharia: na tubulação farmacêutica, o acabamento não é uma escolha de estilo. É uma parte da cadeia de evidências que suporta a limpeza, inspecionabilidade e confiança do QA.
Por que as Equipes de GMP Fazem Essa Pergunta Tão Frequentemente
As equipes de GMP perguntam sobre 316L eletropolidos versus padrão porque o acabamento pode se tornar um problema de liberação antes de se tornar um problema de corrosão. Em projetos reais, a pergunta geralmente aparece quando uma das quatro coisas acontece:
- O processo é mais sensível à condição da superfície do que originalmente assumido.
- O projeto espera uma resposta de inspeção mais rigorosa ou consistência visual.
- O sistema contém muitas montagens locais soldadas onde a condição da superfície tem mais peso.
- QA quer evidências mais claras de que a superfície instalada corresponde ao alvo higiênico definido durante o projeto.
Um padrão comum de projeto é que a decisão sobre a liga base é aceita cedo, mas a decisão sobre o acabamento permanece aberta por mais tempo porque a equipe ainda está alinhando o risco do processo, a capacidade de fabricação e as expectativas de entrega. Esse é um comportamento normal de engenharia, não indecisão. O requisito de acabamento geralmente se torna mais claro apenas depois que a equipe entende qual modo de falha eles estão realmente tentando evitar.
O que o Framework de Normas Implica
O framework de normas não trata o acabamento como decoração. FDA 21 CFR 211.65 exige que as superfícies em contato com o produto sejam não reativas, não aditivas e não absorventes, enquanto 21 CFR 211.67 vincula diretamente a escolha do equipamento às práticas de limpeza e manutenção. ASTM A270 permite que a qualidade farmacêutica seja solicitada como um requisito suplementar, o que é um lembrete importante de que a decisão sobre tubulação em projetos farmacêuticos frequentemente vai além do fornecimento básico de tubulação de grau alimentício. EU GMP Anexo 1 então leva a estratégia de controle de contaminação e a lógica de gerenciamento de risco para ambientes relacionados à esterilidade, o que torna a variação não controlada do acabamento mais difícil de justificar em aplicações de maior risco.
Para a linha de base de materiais mais ampla, conecte este artigo com Seleção de Materiais para Tubulação de Grau Alimentício Farmacêutica.

Qual é a Real Diferença Entre o 316L Padrão e o 316L Eletropolidos
A Família da Liga é a Mesma, mas a Condição da Superfície Não é
Esta comparação não é sobre mudar a família do aço inoxidável. É sobre mudar a condição da superfície em contato com o produto. Ambas as opções podem começar com aço inoxidável 316L, mas o comportamento higiênico final depende em parte de como a superfície é acabada, quão consistentemente esse acabamento é entregue e como essa superfície interage com a limpeza, inspeção e detalhes de fabricação local.
Essa diferença é importante porque a tubulação higiênica farmacêutica raramente falha de forma abstrata. Ela falha em detalhes locais, como zonas adjacentes à solda, transições de férula, montagens de ramais, interfaces de válvulas e locais onde o controle de qualidade ou as operações precisam de mais confiança do que um acabamento sanitário genérico pode sempre fornecer.
O que o Polimento Eletroquímico Muda em Termos Práticos
O polimento eletroquímico geralmente é selecionado para melhorar a consistência da superfície, a confiança na inspeção e a margem prática de limpeza do sistema. Na linguagem de projeto, isso frequentemente significa:
- Uma condição de superfície de contato com o produto mais controlada
- Mais confiança durante a revisão visual, por videoscópio ou relacionada à liberação
- Um ajuste mais forte para expectativas higiênicas de maior pureza ou mais exigentes
- Melhor alinhamento com projetos que tratam o acabamento como parte da lógica de qualificação, e não apenas como um detalhe de fabricação
Caso típico da indústria: uma equipe pode aceitar o 316L padrão para serviço higiênico geral, mas mudar para o 316L polido eletroquimicamente para um circuito de contato com o produto mais sensível à inspeção, porque a decisão de acabamento melhora a confiança na liberação, não porque a família de liga em si estava errada.

O que o Polimento Eletroquímico Não Muda Automaticamente
O polimento eletroquímico não corrige automaticamente o restante do sistema sanitário. Ele não corrige purga de solda deficiente, geometria de ramificação ruim, trechos mortos presos, drenagem fraca ou rastreabilidade incompleta. Pode melhorar a condição da superfície, mas não desculpa um sistema que foi mal projetado ou fabricado a montante.
Este é um dos limites de engenharia mais importantes em todo o tópico. Um erro comum é usar o polimento eletroquímico como uma escolha compensatória quando o problema real é a qualidade da solda ou o design da montagem. Nesses casos, a atualização do acabamento pode melhorar parte do risco enquanto deixa o modo de falha dominante intocado.
Quando o Padrão 316L Geralmente é Suficiente
Serviço Sanitário GMP de Risco Moderado
O padrão 316L geralmente é suficiente quando o alvo sanitário já é alcançável através de boa fabricação, qualidade de solda controlada, limpeza apropriada e expectativas moderadas de acabamento. Nem toda linha farmacêutica requer polimento eletroquímico para funcionar de forma confiável. Em muitos sistemas GMP, os fatores de sucesso dominantes ainda são execução de solda, controle de geometria, documentação adequada de materiais e disciplina realista de manutenção.
Em termos práticos, se o processo não é especialmente sensível à superfície, a carga de inspeção é gerenciável e a equipe já tem bom controle sobre a qualidade da fabricação, o padrão 316L pode ser uma escolha de engenharia sólida.
Onde as Equipes Especificam em Excesso o Polimento Eletroquímico
As equipes frequentemente especificam em excesso o polimento eletroquímico quando não definiram claramente qual benefício higiênico ou de controle de qualidade realmente precisam dele. Isso geralmente acontece quando o acabamento é tratado como um recurso de prestígio em vez de uma ferramenta de controle de risco. O resultado pode ser um custo mais alto sem uma redução correspondente no modo de falha dominante do sistema.
Conselho de especialista: Se a equipe não consegue explicar se a atualização visa melhorar a confiança na limpeza, a resposta à inspeção, a consistência da liberação ou outro resultado definido do projeto, o requisito de acabamento provavelmente ainda não está maduro o suficiente.
Caso Típico da Indústria: A Linha Funcionou Bem com 316L Padrão
Muitos circuitos de grau alimentício farmacêuticos funcionam bem com 316L padrão porque os fundamentos de engenharia reais foram feitos corretamente. Nesses sistemas, a qualidade da solda foi controlada, a geometria local foi mantida limpa, a documentação foi fechada adequadamente e o processo não impôs uma carga sensível ao acabamento que justificasse ir além. A lição não é que o polimento eletroquímico não tenha valor. A lição é que um sistema 316L padrão bem fabricado pode superar um sistema polido eletroquimicamente mal executado.
Quando o 316L Polido Eletroquimicamente Vale a Atualização
Ambientes de Alta Pureza e Alta Inspeção
O 316L polido eletroquimicamente tem maior probabilidade de se justificar em aplicações de alta pureza e sensíveis à inspeção. Quando o projeto exige uniformidade superficial mais rigorosa, maior confiança na inspeção ou escrutínio higiênico mais exigente, a atualização do acabamento pode se tornar mais fácil de justificar. Isso é especialmente verdadeiro em sistemas onde as decisões de liberação dependem fortemente da condição superficial local e onde inconsistências visuais provavelmente desencadearão discussões técnicas repetidas.
Quando o Processo É Mais Sensível à Condição Superficial
Alguns processos são mais sensíveis ao comportamento superficial local do que outros. Nesses casos, a decisão sobre o acabamento tem maior peso de engenharia porque o sistema é menos tolerante à variabilidade na resposta da inspeção, comportamento de resíduos ou confiança higiênica local. A questão não é se o eletropolimento é objetivamente melhor em todos os ambientes. A questão é se o processo é sensível o suficiente para que a diferença no acabamento altere o risco prático.
Caso de Engenharia Típico: Eletropolimento Foi Escolhido para Confiança na Inspeção e Limpeza
Um caso comum de engenharia é um projeto que originalmente considerou o aço 316L padrão aceitável, mas mudou para o aço 316L eletropolidado porque a confiança necessária na inspeção e limpeza tornou-se mais rigorosa durante a revisão do projeto. O ponto-chave é que a mudança foi impulsionada pelo alvo higiênico, não por uma crença de que o aço 316L padrão era defeituoso por padrão. Esta é a lógica correta: defina o desempenho esperado primeiro, depois decida se o eletropolimento melhora materialmente a chance de alcançá-lo.
Conselho de Especialista: Atualize para EP Apenas Quando Puder Nomear o Benefício
As decisões mais fortes sobre eletropolimento são específicas. Engenheiros que o especificam bem geralmente podem dizer exatamente o que esperam que ele melhore: consistência na inspeção, confiança na limpeza, expectativas de superfície de maior pureza ou conforto de QA durante a liberação. Se o projeto não puder nomear esse benefício claramente, a atualização do acabamento pode ser mais emocional do que técnica.

O que o Eletropolimento Não Pode Corrigir
Má Qualidade da Solda
O eletropolimento não substitui a qualidade da solda. Se a zona de solda for mal purgada, irregular, difícil de inspecionar ou inconsistente com a intenção higiênica do sistema, a melhoria do acabamento não elimina esse risco. No trabalho prático de GMP, a qualidade da solda frequentemente domina o desempenho da superfície local mais do que a categoria geral de acabamento.
Caso típico da indústria: a especificação corretamente melhorou o acabamento, mas um pequeno número de locais adjacentes à solda ainda despertou preocupação porque a condição local da solda, não o acabamento geral do tubo, permaneceu o ponto mais fraco no circuito.

Geometria Ruim e Pernas Mortas
O eletropolimento não torna um conjunto mal projetado limpo. Se um ramal for muito longo, um ponto de amostragem prender fluido ou um aglomerado de válvulas criar uma sombra higiênica local, o sistema ainda pode ter baixo desempenho mesmo com um requisito de acabamento mais rigoroso. É por isso que a seleção do acabamento nunca deve ser separada do projeto de conexão e da lógica de limpeza local.
Para esse lado do problema, conecte este artigo com Seleção de Conexões de Grau Alimentício para Instalações GMP.
Documentação de QA Fraca
O polimento eletroquímico também não substitui a documentação. Em projetos GMP, a decisão de acabamento entra no pacote de entrega. Se o projeto requer evidências relacionadas ao acabamento e o conjunto de registros está incompleto, o sistema ainda pode se tornar difícil de liberar, mesmo quando a superfície instalada parece aceitável a olho nu.
É por isso que a escolha do acabamento e a documentação de QA pertencem à mesma discussão, não em silos separados do projeto.
Caso Típico da Indústria: O Projeto Atualizou o Acabamento, mas Ainda Falhou na Intenção Higiênica
Um dos erros mais comuns é um projeto que atualizou para 316L polido eletroquimicamente e ainda não resolveu o problema higiênico real. Uma revisão posterior mostrou que o problema dominante era a condição da solda, geometria ou fechamento da documentação, em vez da categoria de acabamento. É exatamente por isso que o polimento eletroquímico deve ser tratado como uma medida de controle dentro de uma decisão maior do sistema higiênico, não como uma correção universal para todos os riscos.
Como a Escolha do Acabamento se Conecta a Soldas, Inspeção e Capacidade de Limpeza
Por que as Zonas de Solda Ainda Dominam o Risco
Em muitas investigações de tubulação farmacêutica, a primeira preocupação sanitária aparece na zona de solda, não na parede geral do tubo. É por isso que discussões sobre acabamento que ignoram soldas geralmente permanecem muito abstratas para serem úteis. Quanto mais soldado o sistema se torna, mais o projeto precisa se preocupar com a qualidade da execução local, porque é aí que o desempenho sanitário pretendido provavelmente enfraquece primeiro.
Por que a Estratégia de Inspeção Muda a Decisão de Acabamento
Quanto mais rigorosa a estratégia de inspeção e liberação, mais provável que o acabamento importe como uma variável do projeto. Se a revisão visual, as expectativas de borescópio ou o escrutínio de QA forem rigorosos, a escolha do acabamento se torna mais fácil de justificar porque afeta diretamente como a superfície será julgada na prática. Em outras palavras, algumas melhorias de acabamento são impulsionadas tanto pela realidade da inspeção quanto pela química do processo.
Insight de Pesquisa: Requisitos de Superfície Só Importam Quando Toda a Cadeia de Fabricação os Suporta
A ASME BPE trata os requisitos de superfície como parte da cadeia mais ampla de fabricação, inspeção e teste, em vez de como uma etapa de decoração isolada. Essa é a maneira correta de interpretar os requisitos de acabamento em tubulação sanitária farmacêutica. Um alvo de superfície só se torna significativo quando a prática de fabricação, a qualidade da solda local, os métodos de inspeção e os controles de entrega são capazes de apoiá-lo consistentemente.
Como os Engenheiros Decidem em Projetos Reais
Comece com o Modo de Falha, Não com o Nome do Acabamento
A maneira mais confiável de escolher entre o aço 316L padrão e o aço 316L eletropolidado é começar com o modo de falha que você está tentando controlar. Uma sequência prática se parece com isso:
- Defina a pureza do processo e o alvo de grau alimentício.
- Revise a exposição à limpeza e esterilização.
- Revise a densidade de solda e o risco local de montagem.
- Defina como o sistema será inspecionado e liberado.
- Então decida se o aço 316L padrão é suficiente ou se o eletropolimento altera a margem de risco prática.
Perguntas a Fazer Antes de Escrever o RFQ
- O processo é sensível o suficiente ao acabamento para justificar o eletropolimento?
- A preocupação real é a limpeza, inspeção ou liberação de QA?
- As expectativas de qualidade de solda já estão definidas?
- O projeto exigirá evidências relacionadas ao acabamento além da certificação básica do material?
- O polimento eletrolítico resolve um problema real de engenharia ou apenas aumenta o custo?
Uma Regra Simples de Engenharia
Use aço 316L padrão quando o alvo higiênico for alcançável através de boa fabricação, qualidade de solda controlada e expectativas moderadas de acabamento.
Mude para 316L polido eletroliticamente quando a consistência do acabamento, a inspecionabilidade e a confiança na limpeza precisarem ser mais rigorosas do que o acabamento padrão pode suportar de forma confiável.
Não use polimento eletrolítico como substituto para corrigir problemas de solda, geometria ou documentação.

Erros Comuns ao Comparar 316L Polido Eletroliticamente e 316L Padrão
Tratar EP como um Upgrade de Luxo
O polimento eletrolítico deve ser justificado por valor higiênico ou de garantia de qualidade, não por aparência ou prestígio.
Tratar o Padrão 316L como Automaticamente Insuficiente
Muitos sistemas GMP funcionam bem com o padrão 316L quando a fabricação, geometria, limpeza e documentação são todos controlados adequadamente.
Ignorar Soldas ao Debater Acabamento
Um argumento de acabamento que ignora a execução da solda geralmente perde o risco local real.
Escolher Acabamento Antes de Definir Expectativas de Garantia de Qualidade
Em projetos regulamentados, a escolha do acabamento e as expectativas de liberação precisam ser alinhadas desde o início.
Usar Polimento Eletrolítico para Ocultar uma Fraqueza de Projeto ou Fabricação
Um acabamento mais apertado não pode resgatar uma montagem higiênica fundamentalmente fraca.
Lista de Verificação Prática de Seleção
Escolha o Padrão 316L Se
- O alvo higiênico é moderado e bem definido
- Os controles de solda e fabricação já são fortes
- A sensibilidade de inspeção relacionada ao acabamento não é excepcionalmente alta
- O risco real do sistema é gerenciável sem uma especificação de acabamento mais rigorosa
Escolha Aço Inoxidável 316L Eletropolidado Se
- O processo é de alta pureza ou sensível à inspeção
- A consistência do acabamento importa materialmente para qualificação ou liberação
- A confiança na limpeza impulsionada pela superfície é importante
- O projeto tem uma razão real e definida para apertar as expectativas de acabamento
Reavalie Todo o Sistema Se
- A equipe está discutindo sobre acabamento enquanto os critérios de solda permanecem vagos
- A geometria do ramal ainda é deficiente
- As montagens locais são difíceis de limpar
- O pacote de documentação ainda não está claro
Conclusão: A Melhor Escolha de Acabamento É Aquela Que Resolve o Problema Certo
O aço 316L eletropolidado não é automaticamente a melhor resposta, e o 316L padrão não é automaticamente o compromisso mais barato. A escolha certa de acabamento depende de qual falha higiênica, carga de inspeção ou risco de QA o projeto está realmente tentando controlar.
Para o cluster completo de tópicos farmacêuticos, conecte este artigo com Seleção de Materiais para Tubulação de Grau Alimentício Farmacêutica, Seleção de Conexões de Grau Alimentício para Instalações GMPe Documentação e Rastreabilidade em Projetos de Tubulação Farmacêutica.
PERGUNTAS FREQUENTES
É necessário aço 316L eletropolidos para tubulações farmacêuticas?
Não. É justificado quando o projeto precisa de maior consistência superficial, confiança na limpeza ou certeza de inspeção e liberação do que o 316L padrão pode suportar de forma confiável.
Qual é a diferença entre o aço inoxidável 316L padrão e o 316L eletropolidos?
A família da liga pode ser a mesma, mas a superfície de contato com o produto acabado não é. A comparação é principalmente sobre condição superficial, consistência e como isso afeta a limpeza e a resposta à inspeção.
A eletropolimento melhora a limpeza?
Pode melhorar a confiança na limpeza e a consistência da superfície, mas não corrige automaticamente um sistema com soldas ruins, pernas mortas ou geometria inadequada.
A eletropolimento pode substituir uma boa qualidade de solda?
Não. A qualidade da solda ainda domina muitas das zonas higiênicas locais de maior risco em tubulações farmacêuticas.
Quando o padrão 316L é suficiente em tubulações de GMP?
É frequentemente suficiente quando o objetivo de grau alimentício é alcançável através de boa fabricação, expectativas moderadas de acabamento, qualidade controlada de solda e demandas realistas de inspeção.
A eletropolimento é uma questão de documentação, bem como de acabamento?
Sim. Em projetos GMP, a escolha do acabamento pode afetar como o sistema é especificado, inspecionado e suportado no pacote de entrega.

