







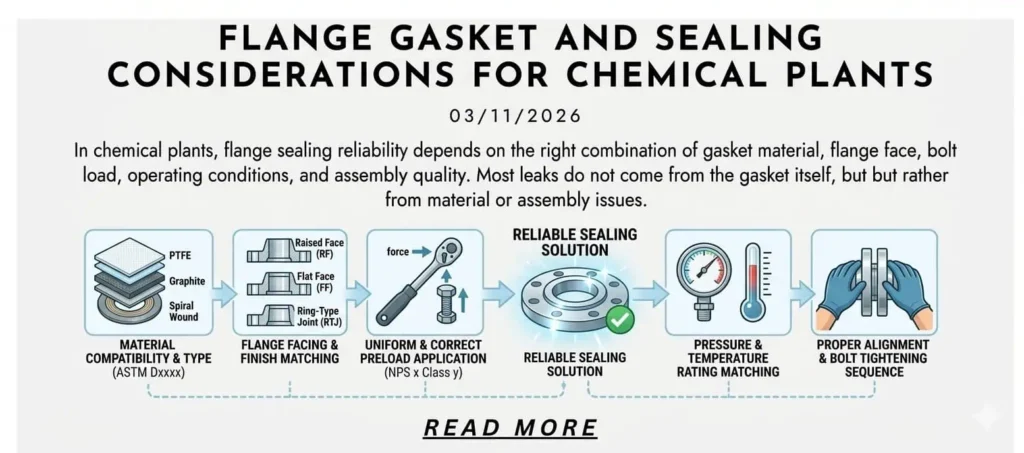
Em plantas químicas, a confiabilidade da vedação de flange depende da combinação correta do material da junta, faceamento do flange, carga do parafuso, condições operacionais e qualidade da montagem. A maioria dos vazamentos não vem apenas do tipo de junta. Em serviço real, o vazamento geralmente começa quando a junta, a face do flange, os parafusos e a condição do processo param de funcionar como um sistema. Uma junta que parece correta na ficha técnica ainda pode falhar se a junta sofrer ciclagem térmica, exposição a desligamentos úmidos, danos na face do flange ou tensão desigual dos parafusos.
É por isso que a seleção de juntas em plantas químicas nunca deve ser tratada como uma simples decisão de compra. A escolha correta deve corresponder ao meio, pressão, temperatura, tipo de faceamento, prática de manutenção e a consequência do vazamento. Em serviço corrosivo, a decisão de vedação também precisa permanecer alinhada com a seleção do material do flange, revisão do mecanismo de corrosão e qualidade da montagem da junta.
Regra de campo: Em serviço químico, uma “boa junta” não cria uma junta confiável por si só. Uma junta confiável vem da junta correta, da face do flange correta, da pré-carga correta e das suposições de serviço corretas trabalhando juntas.
| Fator de Vedação | Por que é Importante |
|---|---|
| Material da junta | Deve resistir ao meio do processo e permanecer estável através de mudanças de pressão e temperatura. |
| Faceamento do flange | Controla como a junta se assenta e como a carga é distribuída pela área de vedação. |
| Parafusagem e pré-carga | Determina se a junta atinge e mantém a tensão de vedação. |
| Condições de serviço | Partida, desligamento, limpeza e ciclagem térmica frequentemente controlam o comportamento real de vazamento. |
| Qualidade da montagem | Preparação inadequada da superfície, desalinhamento ou aperto incorreto podem comprometer até mesmo a junta correta. |

Se você está revisando este tópico como parte de uma estratégia mais ampla de materiais para plantas químicas, também ajuda ler Como Selecionar Materiais de Flange para Processamento Químico, Inconel vs Aço Inoxidável para Ambientes Corrosivose Mecanismos de Corrosão em Sistemas de Tubulação de Processo. Esses três tópicos explicam o material do corpo, o risco de corrosão e a lógica de atualização de ligas que fundamentam as decisões de vedação.
Por que Juntas de Flange Vazam em Plantas Químicas
Por que a Vedação de Flanges em Plantas Químicas é Mais Exigente do que em Serviços Industriais Gerais
As juntas de flange em plantas químicas são expostas a uma combinação de condições muito mais severas do que em serviços utilitários gerais. Meios corrosivos, ciclagem térmica, umidade durante paradas, produtos químicos de limpeza, variação de pressão e consequências de vazamentos aumentam os requisitos de vedação. Um método de seleção de gaxetas para linhas de água é frequentemente muito otimista para serviços químicos, porque as plantas químicas são menos tolerantes quando a junta perde pré-carga ou quando um pequeno vazamento atinge a atmosfera.
Os flanges também são mais vulneráveis do que tubos simples porque a junta inclui uma interface de gaxeta, um acabamento de face usinada, parafusamento e geometria de frestas. Esses detalhes criam tensões localizadas e química localizada. Em muitos serviços, o primeiro caminho de vazamento não é através da parede do tubo. É através da face do flange ou sob a gaxeta após a junta perder a tensão de vedação.
As Causas Mais Comuns de Vazamento em Juntas Flangeadas
No trabalho de campo, vazamentos repetidos em flanges geralmente se resumem a uma lista curta de causas raiz:
- Material da gaxeta incompatível com o meio do processo
- Estilo de gaxeta errado para a faixa de pressão-temperatura
- Emparelhamento incorreto entre o tipo de gaxeta e a face do flange
- Pré-carga dos parafusos insuficiente ou desigual
- Danos na face do flange, corrosão, distorção ou alinhamento deficiente
- Relaxação ou fluência da junta após ciclagem térmica
- Reutilização de juntas danificadas ou fixadores desgastados
- Vazamento desencadeado durante partida, parada ou limpeza, em vez de operação contínua
O ponto importante é que a maioria dos eventos de vazamento em plantas químicas são incompatibilidades do sistema. Raramente são explicados por “a junta estava ruim” e nada mais.
Por que o Vazamento Frequentemente Começa na Parada, Partida ou Limpeza — Não Durante a Operação Normal
Muitas juntas mantêm-se durante a produção em estado estacionário e então começam a vazar após mudanças de temperatura, ciclos de limpeza ou paradas de manutenção. Isso acontece porque a parada pode criar frestas úmidas, resíduos retidos, formação de condensado e relaxamento da carga dos parafusos. Durante a partida, a expansão térmica pode deslocar o alinhamento do flange e a distribuição de tensões antes que a junta se estabilize.
Exemplo de engenharia: uma junta à base de PTFE pode parecer estável durante a operação contínua, então apresentar vazamento leve após o resfriamento porque a junta perde tensão de assentamento conforme o sistema contrai. Nessa situação, o vazamento é impulsionado pelo comportamento da junta durante a transição, não apenas pelo ataque químico.

Conclusão prática: Se um flange vazar apenas após parada ou reinício, não assuma que a revisão de compatibilidade do meio estava errada. Verifique a retenção de pré-carga, movimento térmico, fluido retido e a tendência do material da junta de relaxar após ciclagem.
Tipos de Juntas e Onde se Aplicam
Juntas Macias
As juntas macias são comumente utilizadas onde boa conformidade, compatibilidade química e menor tensão de assentamento são importantes. Esta família inclui folha de PTFE, PTFE modificado, PTFE expandido, folha comprimida sem amianto e folha de grafite flexível. Em plantas químicas, as juntas macias são especialmente comuns em serviços de líquidos corrosivos, sistemas revestidos, linhas químicas de baixa pressão e bocais de equipamentos onde a carga do flange é limitada.
A principal vantagem das juntas macias é sua capacidade de se conformar às condições reais da superfície do flange. A principal limitação é que algumas delas são mais sensíveis ao fluência, fluxo a frio, resistência ao sopro e retenção de carga a longo prazo do que as opções semimetálicas ou metálicas. Quando as propriedades da junta não metálica precisam ser especificadas formalmente, ASTM F104 é comumente usado como estrutura de classificação.
Juntas Semi-Metálicas
As juntas semimetálicas são amplamente utilizadas onde pressão, temperatura e ciclagem são mais exigentes. Os exemplos mais comuns são juntas espiraladas e juntas kammprofile. Em plantas químicas, essas juntas são frequentemente preferidas para flanges de face elevada em serviços de maior carga porque combinam resiliência com melhor resistência ao sopro e melhor recuperação do que muitos materiais de juntas macias.
Elas não são respostas universais. Ainda dependem fortemente do acabamento correto do flange, da tensão de assentamento correta e da seleção correta do enchimento. Uma junta espiralada com enchimento de PTFE se comporta de forma diferente de uma com enchimento de grafite, mesmo que o projeto do enrolamento metálico pareça semelhante. A orientação prática de enchimento e anel pode ser verificada em relação a orientação de seleção de juntas espiraladas.
Juntas de Anel Metálicas de Tipo Ring Joint
As juntas de anel tipo Ring Joint são usadas onde a pressão é alta, a consequência de vazamento é alta e o projeto do flange é construído em torno de um sulco usinado em vez de uma área de assentamento plana ou de face elevada. As juntas RTJ são comuns em serviços exigentes de petróleo e gás, mas também podem aparecer em plantas químicas onde os requisitos de integridade de vedação são incomumente altos.
O ponto principal é que o RTJ não é “melhor” em todas as aplicações. É uma lógica de vedação diferente. Se o flange não foi projetado para RTJ e o serviço não justifica isso, usar uma abordagem do tipo RTJ não melhora a junta.
Visualização Rápida de Seleção por Padrão de Serviço
| Padrão de Serviço | Direção Comum da Junta | Cuidado Típico |
|---|---|---|
| Líquido corrosivo, pressão mais baixa | PTFE, PTFE modificado, PTFE expandido | Fluência e relaxamento de carga |
| Serviço químico quente | Folha de grafite, enrolamento espiral com enchimento de grafite | Condições oxidantes e estado da face |
| Ciclagem de pressão e térmica | Espiral enrolada ou kammprofile | Compatibilidade de revestimento e qualidade de aperto |
| Serviço de alta pressão e alta consequência | RTJ ou solução de vedação metálica projetada | Projeto correto do flange e condição do sulco |
| Equipamento revestido ou juntas de baixa carga | Famílias de gaxetas macias | Aperto excessivo e distorção do flange |

Seleção de Material de Junta por Serviço Químico
PTFE e PTFE Modificado para Serviço Químico Corrosivo
O PTFE é amplamente escolhido por sua compatibilidade química. Isso o torna um dos materiais de junta mais comuns em serviço com líquidos corrosivos. É especialmente atraente onde o meio ataca muitas alternativas elastoméricas ou à base de fibras. Em plantas que lidam com produtos químicos agressivos, o PTFE geralmente se torna o ponto de partida para a revisão de juntas.
Mas o PTFE não é uma resposta universal. O PTFE puro pode ser vulnerável à fluência e fluxo a frio sob carga compressiva sustentada, especialmente quando a junta sofre mudança de temperatura ou relaxamento de tensão de longo prazo. Produtos de PTFE modificado ou PTFE preenchido podem ajudar a melhorar a retenção de carga, mas a decisão real ainda depende do padrão de serviço. Para uma referência prática de material, consulte PTFE modificado e orientação sobre fluência reduzida / fluxo a frio.
Exemplo de engenharia: em uma linha de dosagem corrosiva de baixa pressão, o PTFE puro pode parecer ideal apenas pela resistência química, mas ciclos repetidos de quente-frio ainda podem produzir vazamento leve se a junta não conseguir manter a tensão. Nesses casos, o problema de vedação é tanto mecânico quanto químico.
Juntas de Grafite para Serviço de Alta Temperatura
O grafite se torna mais atraente quando temperatura, flutuação de pressão e recuperação importam tanto quanto a compatibilidade química. Em serviço quente, soluções preenchidas com grafite ou folhas de grafite geralmente oferecem melhor estabilidade de vedação do que materiais à base de PTFE. Eles são comumente usados em serviço de vapor, hidrocarbonetos quentes e processo de temperatura elevada, incluindo plantas químicas.
A limitação é que o grafite também não é uma solução química universal. Ambientes oxidantes e certos detalhes de serviço podem mudar o quão confortável a escolha realmente é. É por isso que o grafite deve ser selecionado para o padrão de serviço completo, não apenas para a temperatura sozinha.
Espiral Enrolado com Filler de PTFE vs Grafite
Esta é uma decisão comum em plantas químicas. Uma junta espiral enrolada com filler de PTFE é frequentemente preferida onde a compatibilidade química é o principal fator e a temperatura de operação é moderada. Uma junta espiral enrolada com filler de grafite é frequentemente preferida quando o calor, ciclagem e recuperação de carga são mais importantes.
Os usuários frequentemente perguntam qual filler é “melhor”. Essa é a pergunta errada. A pergunta correta é o que o serviço exige do filler. Uma espiral enrolada com PTFE pode vencer na química. Uma espiral enrolada com grafite pode vencer na estabilidade térmica e recuperação. A escolha correta depende de qual modo de falha é mais provável de causar vazamento.
Serviços de Ácido, Cloreto, Solvente e Misturas Químicas
Diferentes famílias de meios criam prioridades diferentes para juntas:
- Serviço de ácido: a compatibilidade química é o primeiro critério, mas a temperatura e concentração podem alterar significativamente a decisão da junta.
- Serviço com cloreto: a junta deve funcionar com o material do flange e o risco de corrosão localizada, especialmente na interface da junta.
- Serviço de solvente: inchaço, extração e estabilidade do material a longo prazo tornam-se mais importantes.
- Serviço químico misto: a seleção de juntas deve ser conservadora porque a química real da planta geralmente é menos limpa do que o nome do projeto sugere.
Quando o próprio serviço ainda está sendo definido, ajuda dar um passo atrás e revisar como selecionar materiais de flange para processamento químico e mecanismos de corrosão em sistemas de tubulação de processo. A escolha da junta deve seguir o ambiente químico real, não apenas o nome na lista de linhas.
Face do Flange, Condição da Superfície e Por Que Elas Importam
Faces RF, FF e RTJ Não Usam a Mesma Lógica de Vedação
Flanges de Face Saliente, Face Plana e Junta Tipo Anel não vedam da mesma forma, portanto a seleção de juntas não pode ser separada do tipo de face. Uma junta que funciona bem em um flange de face saliente não é automaticamente a escolha certa para um flange de face plana, e juntas RTJ dependem de uma geometria de assentamento completamente diferente.
Se você quer entender por que o tipo de face altera o comportamento da junta, vale a pena revisar Flanges RF vs FF vs RTJ. Na prática, o tipo de face controla como a carga é transmitida, como a junta é confinada e quão sensível a junta se torna à distorção ou ao aperto excessivo.

Acabamento Superficial, Danos e Problemas de Reutilização
Mesmo a junta correta pode falhar se a face do flange estiver arranhada, picada, distorcida ou desalinhada. Em serviço químico corrosivo, a condição da face importa ainda mais porque a corrosão localizada geralmente aparece primeiro na zona de vedação. Se a face estiver danificada, a junta pode nunca desenvolver tensão uniforme, não importa o quão cuidadosamente a junta seja montada.
Juntas reutilizadas criam outro problema comum. Uma junta que já sofreu compressão permanente ou já foi exposta quimicamente não deve ser considerada como se comportando como uma nova. A reutilização frequentemente transforma um problema de vedação controlado em um palpite.
Por que uma Boa Junta Ainda Falha em uma Face de Flange Ruim
Exemplo de engenharia: uma junta espiral é substituída duas vezes no mesmo bocal do processo, mas o vazamento retorna após cada reinício. A junta é culpada primeiro. A inspeção posterior mostra que o problema real é o arranhão na face do flange e a rotação menor durante o aperto. A junta nunca foi a fonte primária da falha. A geometria da junta foi.
Esta é uma das lições de campo mais importantes no trabalho de vedação em plantas químicas: uma boa junta não pode corrigir uma face de flange ruim.
Parafusamento, Carga e Qualidade de Montagem
A Seleção de Juntas é Inútil se a Carga dos Parafusos Estiver Errada
A junta precisa de tensão de assentamento suficiente para vedar e tensão retida suficiente para permanecer vedada após pressão, temperatura e tempo começarem a atuar contra a junta. O aperto insuficiente pode deixar caminhos de vazamento desde o início. O aperto excessivo pode esmagar a junta, distorcer o flange ou danificar materiais macios. O aperto desigual é igualmente sério porque cria tensão não uniforme ao redor da circunferência da junta.
Por esse motivo, a seleção de juntas e a carga dos parafusos devem sempre ser revisadas juntas. Uma atualização de material não resolve um problema de pré-carga.
Por que a Prática de Montagem Importa Mais do que Muitos Compradores Esperam
A qualidade da montagem é onde muitas decisões de vedação, de outra forma razoáveis, falham. Em plantas químicas, a sequência controlada de aperto dos parafusos, a prática de lubrificação, a inspeção da face, as verificações de alinhamento e a disciplina de substituição são todas importantes. A junta deve ser montada como um limite de pressão, não como hardware mecânico geral.
ASME PCC-1 é importante aqui porque fornece orientação para a montagem de juntas de flange parafusadas como limite de pressão e ajuda a transformar o aperto baseado em experiência em um método de montagem repetível com melhor controle de estanqueidade.

Para uma discussão mais ampla sobre montagem, este artigo é uma forte referência complementar: Montagem de Flange: 4 Passos para Integridade de Junta com Vazamento Zero.
Erros Comuns de Montagem
- Sem inspeção da face do flange antes da montagem
- Sequência de aperto incorreta
- Condições mistas de parafusos ou controle de lubrificação deficiente
- Espessura ou tamanho incorreto da junta
- Reutilização de juntas danificadas
- Supor que o mesmo método de aperto funciona para todas as famílias de juntas
- Ignorar a lógica de reaperto quando o procedimento exige
Conclusão prática: Em casos repetidos de vazamento, revise a prática de parafusamento antes de supor que a química da junta estava errada. A qualidade da montagem frequentemente decide se a junta selecionada teve uma chance justa de funcionar.
Padrões de Falha e Cenários Reais de Planta Química
Caso 1 — Vazamento de Junta de PTFE Após Ciclagem Térmica
Problema: a junta permaneceu seca durante a produção estável, mas começou a vazar após o resfriamento e reinício.
Causa provável: perda de tensão de assentamento após ciclagem térmica e relaxamento da junta.
Correção: avaliar se PTFE modificado, uma junta semimetálica ou uma estratégia de pré-carga diferente é mais adequada para o serviço.
Caso 2 — Falha de Junta Espiral Enrolada Causada por Condição Ruim da Face do Flange
Problema: a junta foi substituída, mas o vazamento se repetiu no mesmo flange.
Causa provável: riscos na face do flange, distorção menor ou erro de alinhamento impediram o assentamento uniforme.
Correção: inspecionar e reparar a condição da face, depois remontar com o método de assentamento correto.
Caso 3 — Vazamento em Serviço de Cloreto no Flange de Ramal de Instrumentação
Problema: a linha principal permaneceu estável, mas um flange de ramificação pequeno vazou repetidamente.
Causa provável: baixo fluxo, fluido retido, condições de fresta e corrosão localizada na área da junta.
Correção: revisar a configuração da ramificação, escolha da junta, material do flange e a probabilidade de molhamento durante a parada. É aqui que mecanismos de corrosão em sistemas de tubulação de processo se torna diretamente relevante.
Caso 4 — Serviço de Produto Químico Perigoso de Alta Consequência Atualizado para um Projeto de Vedação Mais Conservador
Problema: a vedação convencional funcionou no papel, mas a consequência do vazamento era muito alta para uma solução de baixa margem.
Causa provável: o projeto de vedação original não forneceu tolerância suficiente para a variação operacional do mundo real.
Correção: mudar para uma junta e projeto de junta mais conservadores e, em alguns casos, revisar se o material do flange em si também deve ser atualizado. É aqui que Inconel vs Aço Inoxidável para Ambientes Corrosivos pode se tornar parte da decisão.
Como Escolher a Junta e Estratégia de Vedação Corretas
Passo 1 — Definir as Condições Reais de Serviço
- Meio de processo e concentração
- Impurezas e sólidos
- Faixa de pressão-temperatura de operação e perturbação
- Condição de desligamento úmido ou seco
- Exposição à limpeza e lavagem
- Consequência de vazamento
Passo 2 — Compatibilizar a Família de Juntas com o Padrão de Serviço
- Necessidade de resistência química
- Necessidade de temperatura
- Tipo de face
- Tensão de assento necessária
- Requisito de recuperação após ciclagem
- Acessibilidade para manutenção
Etapa 3 — Verifique a Junta Completa, Não Apenas a Gaxeta
- Material do flange
- Condição da face do flange
- Condição do parafusamento e método de pré-carga
- Alinhamento e geometria da junta
- Disciplina de montagem
- Histórico de vazamento em campo
Etapa 4 — Avaliar a Decisão em Relação ao Risco do Ciclo de Vida
- Custo de tempo de inatividade
- Consequência de segurança
- Consequência ambiental
- Frequência de manutenção
- Disponibilidade de peças de reposição
- Probabilidade de repetição de vazamento
Lista de Verificação Prática para Vedação de Flanges em Planta Química
Perguntas a Responder Antes de Escolher uma Junta
- Qual é a mídia real, não apenas o nome da linha?
- O serviço é constante, cíclico ou sensível a desligamentos?
- O flange é RF, FF ou RTJ?
- É esperada corrosão localizada na interface da junta?
- A junta precisa de resistência química, resistência à temperatura ou ambas?
- A consequência do vazamento é alta o suficiente para justificar um projeto de vedação mais conservador?
O que verificar antes da montagem
- Condição da face do flange
- Alinhamento
- Tipo e tamanho correto da junta
- Prática correta de parafusamento e lubrificação
- Sequência de aperto e controle de carga
- Substituição de componentes de vedação desgastados ou danificados
O que revisar após eventos repetidos de vazamento
- Família de gaxeta incorreta para o serviço real
- Suposição de serviço incorreta
- Perda de pré-carga
- Danos na face do flange
- Efeitos do ciclo térmico
- Condições de umedecimento e frestas durante desligamento
| Área de revisão | Pergunta típica de campo |
|---|---|
| Mídia e química | A junta realmente correspondia à exposição química real, incluindo limpeza e desligamento? |
| Família de juntas | A junta escolhida foi projetada para o padrão real de pressão-temperatura? |
| Face e superfície | A condição da face do flange era boa o suficiente para a junta vedar adequadamente? |
| Elementos de fixação | A junta atingiu e manteve a pré-carga pretendida? |
| Condições de transição | O vazamento começou durante o desligamento, resfriamento ou reinício, em vez da operação normal? |
Em plantas químicas, a seleção de juntas deve ser tratada como uma decisão de sistema de vedação, não como uma decisão de catálogo de juntas. As juntas mais confiáveis são construídas combinando o serviço real com a família de gaxeta correta, a face do flange correta, a carga de parafuso correta e a prática de montagem correta. É por isso que as escolhas de vedação devem permanecer conectadas à seleção do material do corpo, à revisão do mecanismo de corrosão e ao planejamento de manutenção.
Se o serviço envolve meios corrosivos, atualizações de material do flange ou histórico de vazamento repetido, esses guias relacionados devem permanecer no mesmo tópico: Como Selecionar Materiais de Flange para Processamento Químico, Inconel vs Aço Inoxidável para Ambientes Corrosivos, Mecanismos de Corrosão em Sistemas de Tubulação de Processoe perguntas a fazer a um fornecedor de flange antes do RFQ.
PERGUNTAS FREQUENTES
Qual é o fator mais importante na vedação de flanges em plantas químicas?
O fator mais importante é a compatibilidade da junta como um todo.
A gaxeta, a face do flange, a carga do parafuso, o ciclo de temperatura e o meio do processo devem funcionar juntos. Uma gaxeta quimicamente resistente sozinha não garante serviço sem vazamento.
O PTFE é sempre o melhor material para juntas em serviços químicos corrosivos?
Não.
O PTFE oferece forte compatibilidade química, mas nem sempre é a melhor escolha para ciclagem térmica, retenção de carga de longo prazo ou aplicações de alta tensão de assentamento. PTFE modificado, grafite ou projetos semi-metálicos podem ser mais estáveis dependendo do padrão de serviço.
Por que as juntas de flange frequentemente vazam após o desligamento em vez de durante a operação normal?
Porque o desligamento altera a condição da junta.
Resfriamento, umidade, produtos químicos presos, condensado e relaxamento da tensão do parafuso podem criar caminhos de vazamento que não estavam ativos durante a operação estável.
Uma junta melhor pode resolver uma face de flange danificada?
Geralmente não.
Uma face de flange muito arranhada, corroída ou distorcida frequentemente impede o assentamento uniforme da gaxeta. Nessa situação, substituir apenas a gaxeta geralmente não resolve o problema real.
Quando o material do flange em si deve ser revisado durante um problema de vedação?
Reveja o material do flange quando o padrão de vazamento sugerir corrosão localizada, ataque por cloreto ou dano repetido na interface de vedação.
Nesses casos, a substituição da junta pode não ser suficiente, e o material do corpo do flange pode precisar ser revisado junto com o mecanismo de corrosão e a severidade do serviço.



