 passo dopo passo")
Per misurare correttamente le dimensioni di un bullone esagonale, verificare tre elementi in un ordine fisso: lunghezza del bullone (sotto la testa), diametro maggiore della filettatura e passo della filettatura (passo metrico o TPI imperiale). Questa non è “curiosità da officina”. Un passo errato (ad esempio M10×1,5 vs M10×1,25) può distruggere le prime due spire in pochi secondi. Confondere il diametro della filettatura con la dimensione della chiave per la testa (WAF) porta a parti errate nell'ordine di acquisto, a uno strumento non corrispondente in cantiere e a rilavorazioni.
- Lunghezza controlla la presa (accumulo) e l'ingaggio della filettatura.
- Diametro controlla l'adattamento nel foro/dado e l'area di sollecitazione a trazione.
- Passo/TPI controlla la compatibilità con il dado o il foro filettato—questa è la causa principale di filettatura incrociata e resi “non si adatta”.
Di seguito sono riportati gli errori di misurazione più comuni che si presentano nei resi da campo e nei rifiuti di ispezione in entrata. Utilizzare un componente pulito, misurare due volte e trattare i rivestimenti (zinco, zincatura a caldo, PTFE) come una variabile controllata—i rivestimenti modificano il diametro effettivo e possono alterare l'adattamento della filettatura.
| Errori Comuni di Misurazione nell'Ordine dei Bulloni Esagonali |
|---|
| Misurare su sporco, detriti, sbavature o filettature danneggiate (lettura falsa del diametro/passo). |
| Utilizzare troppa forza con i calibri (deformando le ganasce e “riducendo” la lettura). |
| Tenere i calibri in angolazione (errore del coseno) invece che perpendicolari all'asse. |
| Non verificare il passo con un calibro (indovinando “M10” senza confermare 1,5 vs 1,25). |
Se stai misurando bulloni per approvvigionamento o lavori di riparazione, usa calibri digitali + un calibro per passo filettato. Se stai misurando per un assemblaggio critico (attrezzature a pressione, skid di attrezzature rotanti, connessione strutturale), aggiungi controlli di ispezione in ingresso: marcature, condizione della filettatura e (ove richiesto) documenti di tracciabilità.
Strumenti Essenziali di Metrologia per Fissaggi

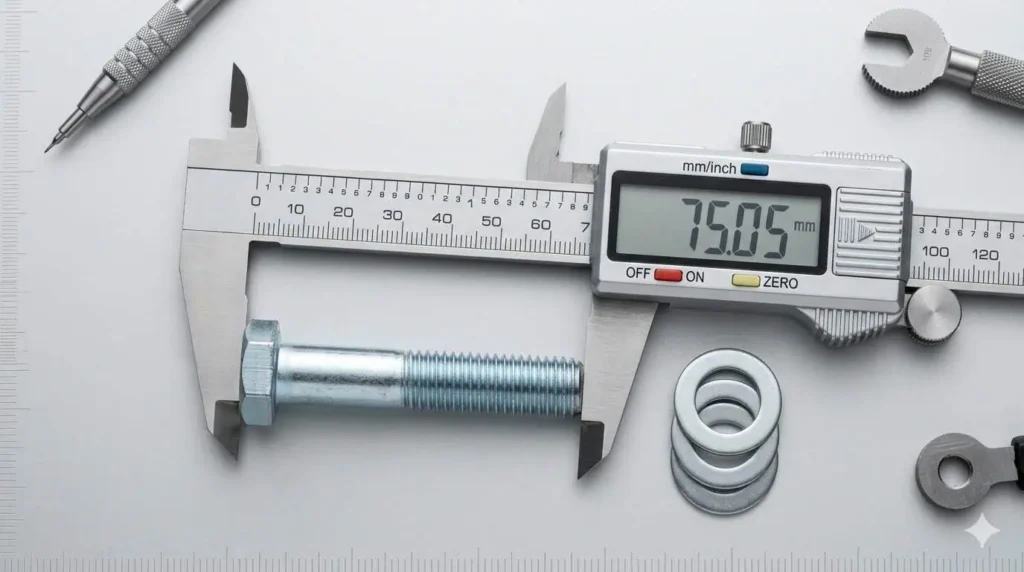
Perché i Calibri Digitali sono Obbligatori per il Diametro (rispetto ai Metri a Nastro)
I calibri digitali sono lo strumento di base per misurare il diametro dei bulloni esagonali perché forniscono letture ripetibili sul diametro maggiore della filettatura e sul gambo.
I metri a nastro e i righelli vanno bene per la “lunghezza approssimativa”, ma non sono affidabili per diametro e dettagli della filettatura. Se stai cercando di abbinare un bullone a un dado o a un foro filettato, hai bisogno di uno strumento che possa risolvere piccole differenze ed evitare errori di parallasse.
- Usa i calibri sul diametro maggiore della filettatura (OD) per identificare la dimensione nominale (M10, M12, 1/2″, ecc.).
- Utilizzare un calibro per verificare WAF (testa tra i piani) quando lo spazio per l'utensile è un vincolo.
- Per i fissatori rivestiti, misurare in più punti per rilevare accumulo di placcatura o danni (una causa comune di serraggio eccessivo della filettatura).
Avviso tecnico: Una dimensione “corretta” del bullone può comunque fallire l'assemblaggio se il bullone è rivestito e il dado accoppiato non è adattato a quel rivestimento. Le filettature zincate a caldo sono intenzionalmente sovradimensionate in alcuni standard (le variazioni di accoppiamento non sono un difetto—sono un requisito).
La tabella seguente riassume perché i calibri digitali riducono gli errori di lettura rispetto agli strumenti analogici:
| Caratteristica | Calibri Digitali | Strumenti Analogici |
|---|---|---|
| Tipo di Lettura | Lettura numerica diretta | Interpretazione manuale |
| Errore di Parallasse | Eliminato | Comune |
| Ripetibilità della misurazione | Superiore | Dipendente dall'operatore |
| Registrazione dei dati | Possibile (dipendente dal modello) | Non pratico |
| Uso in campo | Verifica rapida | Più lenta e meno consistente |
Utilizzo di Galge per il Passo della Filettatura (Fogli Metrico e Imperiale)
Le galge per il passo della filettatura sono essenziali per identificare il sistema di filettatura e il passo su un bullone esagonale.
Una lamina del calibro di passo deve inserirsi perfettamente nella forma della filettatura—senza oscillazioni, senza luce. Questo è il modo più rapido per confermare se si sta tenendo metrica grossa vs metrica fine, o UNC vs UNF, prima di tentare il montaggio.
- Utilizzare il calibro per confermare passo metrico (mm) o TPI—non indovinare.
- Controllare la qualità della forma della filettatura: laminata vs tagliata, creste danneggiate, radici appiattite (queste distorcono le letture del calibro).
- Se il bullone è sporco, pulire le prime 3-5 spire. I detriti alterano la “sensazione” e producono corrispondenze errate.
Suggerimento: Se il calibro “si adatta quasi”, di solito significa che si è fuori di un passo. Fermarsi e verificare—forzare una corrispondenza approssimativa è come inizia il filettamento incrociato.
Nota sugli standard (l'adattamento è importante): Le tolleranze e gli adattamenti delle filettature metriche sono comunemente controllati utilizzando il sistema ISO 965 (ad esempio 6g / 6H). Se si misura per confermare l'intercambiabilità tra fornitori, è necessario considerare la classe di adattamento, non solo la dimensione nominale.
Lunghezza di misurazione: Lo standard “Sotto la testa”
La Regola della Superficie di Appoggio: Perché Includere la Testa è un Errore Critico
Misurare sempre la lunghezza del bullone esagonale dalla superficie di appoggio sotto la testa fino all'estremità del bullone.
La testa non fa parte della pila serrata. La superficie di appoggio è dove il carico di serraggio entra nel giunto. Includere la testa è il modo più rapido per ordinare la lunghezza sbagliata e perdere l'ingaggio della filettatura (o creare un fondo in un foro filettato).
Controllo in campo: Se il bullone “sembra stretto” ma il giunto si muove ancora, verificare che il bullone non tocchi il fondo nel foro e che si abbia effettivamente un ingaggio utile della filettatura dopo le rondelle e lo sfogo.
 fino all'estremità")
Guida alla Misurazione Passo-Passo (Da Sotto la Testa all'Estremità Smussata)
Utilizzare questa procedura sotto la testa (questa è la “lunghezza ordinabile” per i bulloni esagonali):
- Pulire la superficie di appoggio e i primi giri di filettatura (rimuovere sbavature e detriti incrostati).
- Impostare il riferimento del calibro sulla superficie di appoggio piana sotto la testa.
- Misurare in linea retta fino all'estremità del bullone (non seguire le smussature o le punte arrotondate).
- Registrare il valore e confrontarlo con la lunghezza standard più vicina utilizzata nel disegno/PO.
Errori reali che causano tempi di fermo:
- Misurare “sopra la testa” e ordinare bulloni che si incastrano nei fori filettati.
- Ignorare lo spessore della rondella e la fine della filettatura (perdendo l'ingaggio utilizzabile).
- Ordinare la lunghezza corretta ma il passo sbagliato, danneggiando poi il foro filettato durante il montaggio forzato.
Mini caso (Problema → Analisi → Soluzione):
Problema: Un team di manutenzione ha sostituito i bulloni su una base di pompa, poi il giunto si è allentato durante la vibrazione.
Analisi: I bulloni erano troppo lunghi e hanno toccato il fondo nei fori filettati; la sensazione di “serraggio” era un precarico falso.
Soluzione: Riscelta della lunghezza in base alla misurazione sotto la testa + verifica della profondità di ingaggio della filettatura; aggiunta di un passaggio di verifica della coppia/precarico nel pacchetto di lavoro.
Gestione delle Eccezioni: Viti a Testa Svasata (Lunghezza Totale) vs. Bulloni Esagonali
Misurare la lunghezza totale per le viti a testa svasata, ma utilizzare la lunghezza sotto la testa per i bulloni esagonali.
Le teste svasate si posizionano nel materiale e diventano parte della lunghezza effettiva. Le teste esagonali si trovano sopra la superficie, quindi solo la lunghezza del gambo sotto la testa controlla l'adattamento e l'ingaggio.
| Tipo di elemento di fissaggio | Dove Misurare la Lunghezza |
|---|---|
| Bullone Esagonale | Sotto la testa (superficie di appoggio) fino all'estremità |
| Vite a Testa Svasata | Lunghezza totale, compresa la testa |
Per coerenza negli approvvigionamenti, definire lo standard di riferimento e il sistema di tolleranza nel vostro ordine di acquisto (DIN/ISO/ANSI). Se si mescolano fornitori o si gestiscono componenti rivestiti, allineare le tolleranze della filettatura (tolleranza) e la documentazione per evitare guasti del tipo “misura correttamente ma non si assembla”.
Misurazione del diametro vs. larghezza tra le facce (WAF)
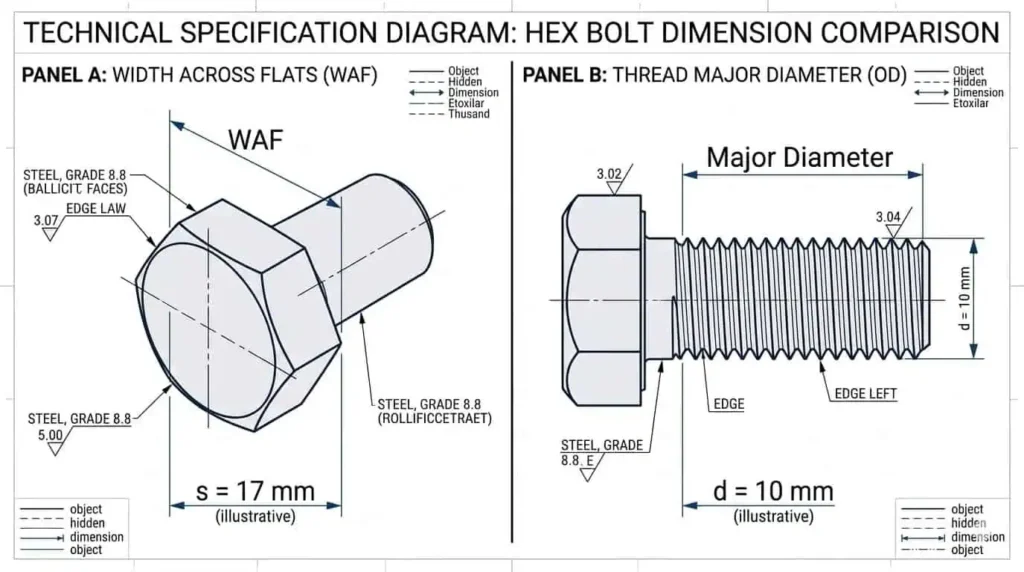
L'errore comune: confondere la dimensione della chiave (WAF) con il diametro della filettatura
L'errore di ordinazione più comune è confondere la dimensione della chiave per la testa (WAF) con il diametro della filettatura.
Il WAF indica la dimensione della chiave/attrezzo. Il diametro della filettatura indica la dimensione del bullone (M10, M12, 1/2″). Mescolare i due crea il classico guasto: “La chiave si adatta alla testa, ma il bullone non si adatta al dado.”
- Diametro della filettatura = compatibilità con dado/foro filettato + base di resistenza (area di sollecitazione a trazione).
- WAF = adattamento utensile + vincoli di gioco in assemblaggi stretti.
- Larghezza tra gli angoli = involucro di gioco minimo (importante nelle cavità).
Trappola di conversione: In flotte miste, i tecnici spesso confondono M10 con 3/8″ perché “sembrano simili”. Non sono intercambiabili per passo o diametro—verificare sempre con calibri e un calibro passo.
Misurazione del diametro maggiore (OD) sulle filettature
Misurare il diametro maggiore della filettatura (diametro esterno) attraverso le creste più esterne dei filetti utilizzando calibri.
Effettuare almeno due letture: vicino al primo filetto utilizzabile e a metà lunghezza. Se il bullone è usurato, i primi filetti ingannano—misurare dove i filetti sono integri.
Avviso tecnico: I rivestimenti modificano il diametro esterno. La zincatura elettrolitica è relativamente sottile; la zincatura a caldo è molto più spessa e spesso richiede un dado adatto diverso. Se il diametro esterno sembra “sovradimensionato”, confermare se il bullone è zincato e se il dado accoppiato è specificato per quella condizione.
La tabella seguente chiarisce cosa significa ciascuna dimensione nell'acquisto e nel controllo dell'assemblaggio:
| Tipo di misurazione | Cosa Controlla |
|---|---|
| Diametro Maggiore (Diametro Esterno) | Identificazione della dimensione nominale e controllo di compatibilità di base |
| Larghezza Tra le Facce (WAF) | Selezione degli utensili e pianificazione dei giochi |
| Larghezza tra gli angoli | Inviolabilità minima del gioco in tasche/incavi |
| Altezza della testa | Gioco della testa; accesso e posizionamento degli utensili |
| Lunghezza della Filettatura / Runout | Impegno utilizzabile dopo rondelle e sovrapposizione |
| Limiti Massimi / Minimi | Limiti di tolleranza per l'intercambiabilità (il sistema di accoppiamento è importante) |
| Dimensioni di riferimento | Solo informativo; non sempre controllato per l'accettazione |
Tabella di riferimento standard: Dimensioni della testa rispetto ai diametri nominali (verificare secondo la norma di riferimento)
Le dimensioni della testa (incluso il WAF) sono definite dal set di norme sui fissatori di riferimento (DIN/ISO/ANSI/ASME).
Se l'attrezzatura del sito è fissa (ad esempio, controllo degli utensili offshore), considerare il WAF come un requisito di accettazione. Non assumere che “ISO” e “DIN” condividano sempre le stesse dimensioni di chiave per ogni diametro.
| Dimensione Nominale (Pollici) | Diametro del Corpo a Pieno (E) | Larghezza tra le facce (F) | Larghezza tra gli Angoli (G) | Altezza della testa (H) | Raggio del Raccordo (R) | Lunghezza della Filettatura (LT) |
|---|---|---|---|---|---|---|
| 1/4″ | 0.260 | 0.237 | 7/16″ | 0.438 | 0.425 | 0.505 |
| 5/16″ | 0.324 | 0.298 | 1/2″ | 0.500 | 0.484 | 0.577 |
| 3/8″ | 0.388 | 0.360 | 9/16″ | 0.562 | 0.544 | 0.650 |
| 1/2″ | 0.515 | 0.482 | 3/4″ | 0.750 | 0.725 | 0.866 |
| 1″ | 1.022 | 0.976 | 1-1/2″ | 1.500 | 1.450 | 1.732 |
| 2″ | 2.039 | 1.964 | 3″ | 3.000 | 2.9000 | 3.464 |
")
Consiglio pratico: Quando un bullone “entra” ma la chiave non si adatta, probabilmente si tratta di un problema di standard misti (DIN vs ISO vs ANSI) o di un fornitore che utilizza una misura di chiave obsoleta. Verificare il WAF durante l'ispezione in ingresso se gli utensili di installazione sono limitati.
Determinazione del Passo e del Numero di Filetti (TPI)
Passo Metrico (Distanza in mm) vs TPI Imperiale (Filetti per Pollice)
La filettatura metrica è misurata come la distanza tra le creste dei filetti in millimetri; le filettature imperiali sono identificate dal TPI (filetti per pollice).
Prima di ordinare, confermare se il sistema è metrico o in pollici. Quindi confermare se è grosso o fine. Due bulloni possono condividere lo stesso diametro ed essere ancora incompatibili per passo.
- Esempio metrico: M10×1,5 (grosso) vs M10×1,25 (fine).
- Esempio imperiale: 1/2–13 (UNC) vs 1/2–20 (UNF).
- Realtà dell'assemblaggio: Un “quasi corrispondente” inizierà a mano per 1–2 giri, poi si bloccherà. È così che i filetti si rovinano.

La tabella seguente elenca i valori comuni di TPI e i relativi termini geometrici utilizzati nei calcoli ingegneristici (area di sollecitazione, diametro primitivo). È un riferimento utile quando si verifica un bullone non originariamente specificato:
La tabella seguente mostra valori comuni del passo dei filetti per viti esagonali utilizzate in edilizia e produzione:
| Dimensione Nominale e Filetti per Pollice. | Diametro Primario del Passo. | Sezione al Diametro Minore. | Area di Sollecitazione a Trazione |
|---|---|---|---|
| 3⁄8 – 16 | 0.3344 | 0.0678 | 0.0775 |
| 7⁄16 – 14 | 0.3911 | 0.0933 | 0.1063 |
| 1⁄2 – 13 | 0.4500 | 0.1257 | 0.1419 |
| 9⁄16 – 12 | 0.5084 | 0.162 | 0.182 |
| 5⁄8 – 11 | 0.5660 | 0.202 | 0.226 |
| 3⁄4 – 10 | 0.6850 | 0.302 | 0.334 |
| 7⁄8 – 9 | 0.8028 | 0.419 | 0.462 |
| 1 – 8 | 0.9188 | 0.551 | 0.606 |
| 11⁄4 – 7 | 1.1572 | 0.890 | 0.969 |
")
Suggerimento: Se il vostro stabilimento utilizza hardware sia metrico che imperiale, tenete i calibri per filettature per entrambi i sistemi nel magazzino utensili. Gli errori di filettatura mista sono uno dei guasti più frequenti e di minor valore nel lavoro di manutenzione.
Come utilizzare un calibro per filettature per identificare filettature grosse o fini
Un calibro per filettature è il modo più rapido per confermare il passo/TPI e prevenire l'incrocio delle filettature.
Abbinate la lamina del calibro alla filettatura finché non si posiziona perfettamente. Se oscilla o mostra luce, è il passo sbagliato. Quando non è disponibile un calibro, potete contare le filettature su una lunghezza fissa (1 pollice per TPI), ma quel metodo è più lento e soggetto a errori.
Passaggi per misurare il passo della filettatura o il TPI su un bullone esagonale:
- Selezionate una lamina del calibro per filettature e posizionatela contro le filettature del bullone.
- Confermate il pieno ingranamento dei denti senza spazi vuoti.
- Se non è disponibile un calibro: segnate una sezione di 1 pollice e contate i picchi (TPI), o misurate la distanza su 10 filettature e dividete (stima del passo metrico).
Le filettature grosse tollerano meglio sporco e danni e sono comuni nelle costruzioni. Le filettature fini offrono una maggiore resistenza all'allentamento da vibrazioni in alcuni assemblaggi e consentono una regolazione più fine del precarico, ma sono meno tolleranti ai danni. Utilizzate il sistema di filettatura per cui l'attrezzatura è stata progettata—non “aggiornate a fine” senza confermare il dado/la maschiatura e il disegno.
Mini caso (Problema → Analisi → Soluzione):
Problema: Un assemblaggio su skid si è bloccato durante l'installazione; l'equipaggio ha forzato il bullone e ha rovinato il dado.
Analisi: Il diametro era corretto, ma il passo era sbagliato (bullone a filettatura fine in dado a filettatura grossa).
Soluzione: Implementato un passo di verifica “diametro + passo” utilizzando un calibro per passo nell'ispezione di ricevimento; aggiunto il passo alla voce dell'ordine d'acquisto.
Le filettature rientrano anche in famiglie come grossa (UNC) e fine (UNF). Conoscere la famiglia previene parti di ricambio non compatibili. Verificare sempre il diametro, passo/TPI e sistema di filettatura prima dell'ordine.
Riepilogo: Il Protocollo di Verifica in 3 Fasi
Utilizzare questo protocollo di verifica in 3 fasi prima di ordinare—è così che i team di manutenzione e approvvigionamento esperti evitano errori ripetuti.
È abbastanza veloce per il campo e strutturato per approvvigionamenti guidati da audit.
- Misurare la Lunghezza (Sotto la Testa):
Riferirsi alla superficie di appoggio sotto la testa. Misurare fino all'estremità. Considerare rondelle e profondità di ingaggio. - Controllare il Diametro (OD Maggiore):
Misurare attraverso le creste intatte del filetto. Confermare la dimensione nominale. Non confondere WAF con il diametro. - Identificare il Passo / TPI:
Utilizzare un calibro per il passo della filettatura. Confermare se è grossolana o fine. Solo allora abbinare al dado o al foro filettato.
Tabella di riferimento rapido: Dove misurare (Lunghezza, Diametro, Passo)
| Parametro | Intervallo Comune (Tipico) | Dove misurare | Perché è importante |
|---|---|---|---|
| Lunghezza | Varia in base allo standard e all'applicazione | Sotto la testa (superficie di appoggio) fino all'estremità | Controlla l'adattamento, l'ingaggio e il rischio di fondo |
| Diametro | Varia in base allo standard e all'applicazione | Attraverso il diametro maggiore della filettatura | Controlla la compatibilità e la base di resistenza |
| Passo della filettatura | Sistemi grossolani vs fini | Corrispondenza del calibro (o conteggio TPI) | Previene l'incrocio delle filettature e parti errate |
| Larghezza della testa (WAF) | Definito dallo standard | Tra le facce piane sulla testa esagonale | Controlla l'adattamento e il gioco dello strumento |
CTA per progetti controllati: Se non si conosce il metodo di precarico richiesto o le condizioni di attrito (fattore dado / valore K), non indovinare la coppia. Richiedere una tabella di coppia/precarico specifica per il giunto o consultare un ingegnere—un precarico errato è come i giunti si allentano, perdono o si rompono per fatica.
Misurare correttamente un bullone esagonale protegge l'affidabilità dell'assemblaggio.
Nelle fabbriche e negli officine di manutenzione, tre passaggi svolgono il lavoro ogni volta: misurare il diametro con i calibri, misurare la lunghezza sotto la testa e verificare il passo con un calibro. Se sono necessari elementi di fissaggio standard o personalizzati con documentazione controllata, Elementi di fissaggio Sunhy Supporta la tracciabilità dei lotti e la verifica dimensionale quando richiesto dal controllo qualità del progetto.
Prima dell'acquisto: confermare lo standard (DIN/ISO/ANSI), dimensione, passo/TPI, classe di resistenza (per bulloni in acciaio) o classe inossidabile, rivestimento e qualsiasi documento di tracciabilità richiesto.
FAQ
Come si misura correttamente la lunghezza di un bullone esagonale?
Misurare dalla parte inferiore della testa (superficie di appoggio) fino all'estremità del bullone.
Non includere la testa. Questa è la lunghezza ordinabile per i bulloni esagonali e controlla l'ingaggio e il rischio di fondo nei fori filettati.
Quale strumento fornisce la misurazione più accurata del diametro del bullone?
Un calibro digitale è lo strumento corretto per i controlli del diametro.
Misurare attraverso le creste intatte del filetto (diametro maggiore). Se il bullone è rivestito o danneggiato, misurare più di una posizione e verificare rispetto al sistema di accoppiamento previsto.
Perché i bulloni in acciaio inossidabile a volte si bloccano (incollaggio) durante l'installazione?
I filetti in acciaio inossidabile possono incollarsi sotto attrito e velocità elevati, specialmente senza lubrificazione.
Utilizzare un antigrippante approvato dove il procedimento lo consente, evitare l'installazione a secco ad alta velocità e applicare un serraggio controllato. Se l'incollamento si ripete, rivedere la classe/grado dell'acciaio inossidabile e il metodo di assemblaggio insieme.
Perché è importante non confondere la dimensione della chiave con il diametro del bullone?
WAF (dimensione della chiave) e diametro del filetto sono misurazioni diverse.
WAF controlla l'adattamento dello strumento. Il diametro controlla la compatibilità e la resistenza. Confonderli è il modo in cui viene ordinata la “dimensione sbagliata del bullone” anche quando la testa sembra corretta.
Cosa dovrebbe fare qualcuno prima di ordinare bulloni esagonali?
Verificare lunghezza, diametro e passo—quindi confermare standard, classe di resistenza e rivestimento.
Se non si è certi della classe di accoppiamento o delle tolleranze di filettatura, iniziare con le guide tecniche e i riferimenti di misurazione qui: guide tecniche. Per assemblaggi critici, richiedere registri di ispezione e documentazione di tracciabilità sull'ordine di acquisto.



