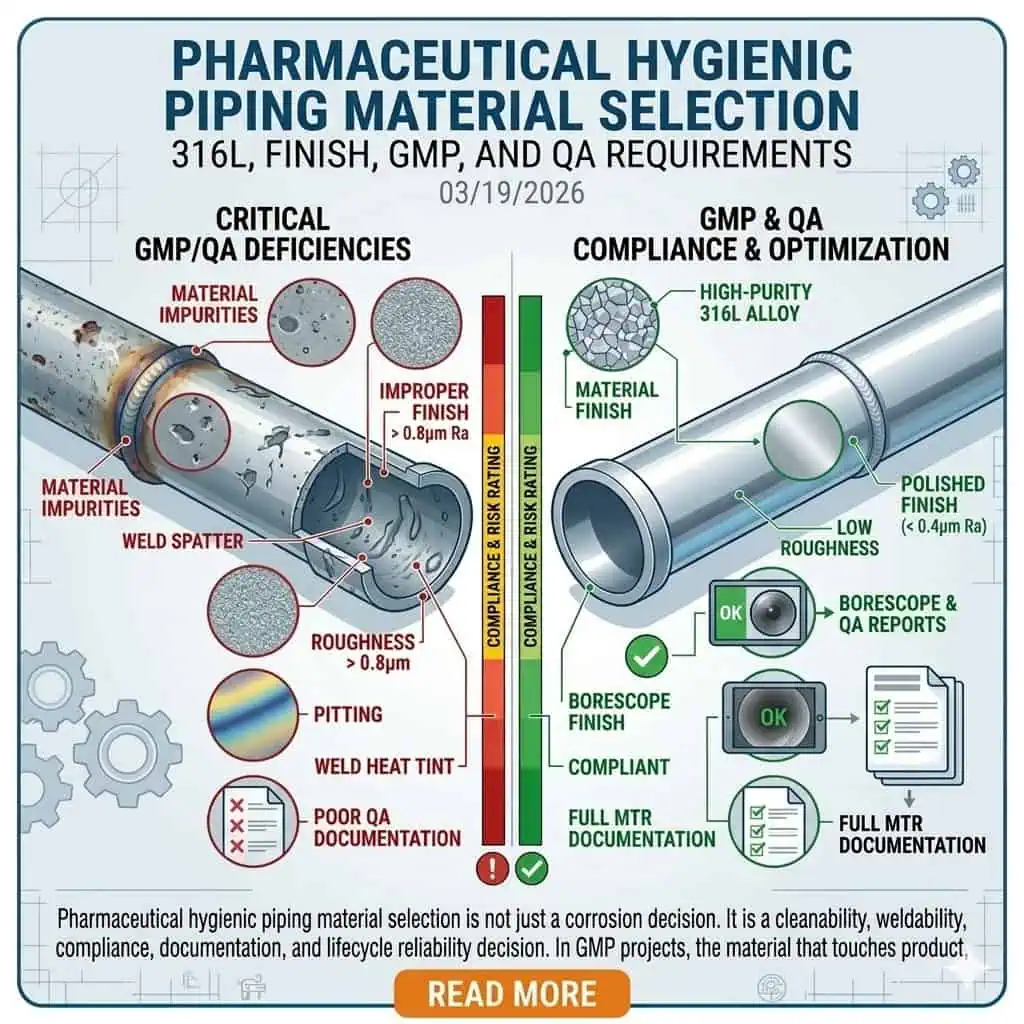
La sélection des matériaux pour les tuyauteries agroalimentaires pharmaceutiques ne se limite pas à une décision de résistance à la corrosion. C'est une décision concernant la nettoyabilité, la soudabilité, la conformité, la documentation et la fiabilité du cycle de vie. Dans les projets GMP, le matériau en contact avec le produit, les fluides de procédé, l'eau de haute pureté ou les agents de nettoyage doit faire plus que “ résister à la rouille ”. Il doit rester non réactif, non additif, non absorbant, nettoyable, inspectable et supporter une fabrication reproductible et une libération QA. C'est pourquoi les ingénieurs expérimentés ne sélectionnent pas les tubes et les raccords uniquement par le nom de l'alliage.
Dans la plupart des systèmes de tuyauterie agroalimentaire pharmaceutique, l'acier inoxydable 316L est la référence pratique pour les services métalliques critiques en contact avec le produit, car il équilibre la marge de corrosion, la soudabilité, l'acceptation par l'industrie et la compatibilité avec les pratiques de fabrication de haute pureté. Cela ne signifie pas que chaque ligne, chaque raccord ou chaque assemblage doit être traité de la même manière. La décision correcte dépend de la chimie réelle du procédé, du régime CIP/SIP, de l'exigence de finition de surface, de la densité de soudure, de la sensibilité à la contamination et du dossier de documentation requis pour la mise en service et la validation.
Ce guide explique comment les ingénieurs sélectionnent les matériaux pour les tuyauteries agroalimentaires pharmaceutiques, où l'acier 316L est clairement adapté, où l'acier 316L standard peut ne pas suffire sans la finition et la qualité de soudure appropriées, et où la documentation et la traçabilité deviennent aussi importantes que le métal lui-même. Dans les revues de projet réelles, la décision finale sur le matériau est rarement modifiée par un seul gros échec. Elle est généralement modifiée par une série de problèmes plus petits : une soudure plus difficile à inspecter que prévu, un dossier de finition qui ne se clôture pas proprement avec l'assurance qualité, un échantillon de branche qui subit des cycles SIP plus sévères que le reste de la boucle, ou un assemblage local qui se comporte comme une zone à risque plus élevé que ce que le P&ID suggérait.
Ce que signifie réellement la sélection des matériaux pour les tuyauteries agroalimentaires pharmaceutiques
Le choix du matériau est une décision GMP et de contrôle de la contamination
Dans les systèmes pharmaceutiques, la sélection des matériaux fait partie du contrôle de la contamination. Un tuyau, un corps de vanne, une bague ou un raccord n'est pas accepté parce qu'il semble hygiénique. Il est accepté parce que la surface en contact avec le produit peut supporter le procédé prévu sans altérer la sécurité, l'identité, la résistance, la qualité ou la pureté. Ce principe s'aligne avec FDA 21 CFR 211.65, qui exige que les surfaces en contact avec le produit soient non réactives, non additives et non absorbantes.
En pratique, cela signifie que les ingénieurs examinent le choix des matériaux conjointement avec la finition de surface, l'état des soudures, la capacité de drainage, la passivation, la chimie de nettoyage et l'accessibilité à l'inspection. Un alliage correct avec une purge de soudure médiocre, un état de surface non contrôlé ou une documentation faible peut toujours devenir un problème GMP. Une leçon courante sur le terrain est qu'un lot de tuyauterie peut sembler techniquement acceptable lors de la libération de fabrication et devenir difficile pendant la qualification parce que la décision sur le matériau a été traitée comme un article d'achat plutôt que comme une décision de contrôle de la contamination.
Note d'ingénierie : dans les travaux GMP, la question n'est pas seulement “ Cet alliage survivra-t-il ? ” mais aussi “ Cette surface finie, soudée et documentée se comportera-t-elle de manière prévisible lors de l'inspection, du nettoyage et de la libération par l'assurance qualité ? ”
Pourquoi la sélection des tuyauteries pharmaceutiques est différente du service agroalimentaire général
Les tuyauteries hygiéniques pharmaceutiques sont généralement soumises à des normes plus strictes que le service agroalimentaire général ou utilitaire. La raison n'est pas seulement la valeur du produit. C'est la conséquence de la contamination, de la rétention de résidus, des substitutions non documentées, de la fabrication incohérente et du retard de libération QA dans des environnements validés. La même nuance d'acier inoxydable peut être acceptable dans une application agroalimentaire générale mais toujours insuffisante dans un système GMP si la cohérence de la finition, les dossiers de soudure ou la traçabilité ne sont pas contrôlés au niveau requis par le projet.
C'est pourquoi l'examen des matériaux dans les projets pharmaceutiques doit être associé à la sélection des raccords, au contrôle des impasses, à l'acceptation des soudures et à la planification de la remise QA. Un alliage correct dans un assemblage incorrect reste un résultat d'ingénierie erroné.
Quelles normes orientent réellement la décision
Les normes les plus utiles sont celles qui modifient ce que vous spécifiez, inspectez et acceptez. Dans les tuyauteries hygiéniques pharmaceutiques, les références les plus pertinentes incluent généralement :
- tolérances dimensionnelles ASME BPE pour les matériaux, la conception, la fabrication, l'inspection, les essais et la logique de certification dans les équipements de bioprocédés et pharmaceutiques.
- FDA 21 CFR 211.65 pour la construction des équipements et l'adéquation des surfaces en contact avec le produit.
- FDA 21 CFR 211.67 pour les attentes en matière de nettoyage et de maintenance.
- ASTM A270/A270M pour les tubes agroalimentaires, y compris l'option de spécifier la qualité pharmaceutique comme exigence supplémentaire.
- EU GMP Annexe 1 pour le contrôle de la contamination, la gestion des risques qualité et les attentes de fabrication stérile.
Le travail de l'ingénieur est de transformer ces exigences en décisions réelles sur les matériaux, la finition, les soudures et la documentation qui peuvent survivre à l'approvisionnement, la fabrication, l'inspection, la mise en service et la revue par l'assurance qualité. Dans les projets solides, les normes ne sont pas citées à la fin pour justifier un choix finalisé. Elles sont traduites au début en langage d'appel d'offres, critères d'inspection, exigences de remise et limites de contrôle des modifications.

Les principales familles de matériaux utilisées dans la tuyauterie agroalimentaire pharmaceutique
Pourquoi l'acier 316L est la base pratique pour de nombreux systèmes agroalimentaires GMP
L'acier 316L est couramment considéré comme le matériau métallique de base pour la tuyauterie agroalimentaire pharmaceutique critique, car il offre une combinaison pratique de résistance à la corrosion, de soudabilité et d'une large acceptation dans l'industrie. La nuance à faible teneur en carbone supporte plus fièrement la fabrication agroalimentaire soudée que l'acier 316 standard dans de nombreuses conditions de procédé, et la composition au molybdène améliore la résistance à la corrosion localisée par rapport à l'acier 304/304L dans des environnements de nettoyage et de service plus exigeants.
Cela ne fait pas du 316L une solution magique. Cela signifie que le 316L est souvent le point de départ le plus défendable pour la tuyauterie métallique en contact avec le produit lorsque le système doit également supporter des attentes élevées en matière de fabrication de haute pureté et de documentation. Dans les projets réels, les ingénieurs choisissent souvent le 316L non pas parce que chaque section du système est chimiquement sévère, mais parce que le risque total du projet est porté par les assemblages soudés, la nettoyabilité locale, l'exposition au SIP/CIP et les attentes de validation ensemble.
Quand l'acier 304/304L peut encore apparaître—et pourquoi il est souvent limité
L'acier 304 ou 304L peut encore apparaître dans certains projets pharmaceutiques, mais généralement dans des rôles plus limités. Les services auxiliaires à faible risque, les systèmes hérités, les zones de support non critiques ou les conceptions historiques axées sur les coûts peuvent encore utiliser des matériaux de la famille 304. Mais dans la tuyauterie agroalimentaire critique en contact avec le produit, l'industrie se tourne généralement vers l'acier 316L, car le risque total dépasse la seule corrosion en masse.
C'est l'une des erreurs de spécification les plus courantes dans les projets en phase initiale : traiter le choix entre 304 et 316L comme un simple choix de prix au lieu d'un choix de nettoyabilité, de fabrication et de risque QA. En pratique, lorsqu'une équipe demande si le 304L peut encore être utilisé, la meilleure question de suivi est généralement : utilisé où, sous quel régime de nettoyage, avec quelle exigence de finition et sous quelle norme de documentation ?
Où les matériaux non métalliques restent importants
La sélection des matériaux pour les canalisations pharmaceutiques ne s'arrête pas à la paroi du tube. Les diaphragmes, sièges de vanne, joints, flexibles et autres pièces mouillées non métalliques déterminent souvent si l'assemblage final fonctionne comme prévu. Le PTFE, PTFE modifié, EPDM, FKM, silicone ou des composés spécifiques à l'application peuvent tous être impliqués selon la chimie, la température, l'exposition au SIP et les exigences de validation.
Dans de nombreuses déviations GMP, le point faible n'est pas le tube en acier inoxydable. C'est le matériau d'interface qui a été traité comme un consommable mineur au lieu d'un composant mouillé contrôlé. Un exemple courant est un système métallique chimiquement compatible associé à un matériau d'étanchéité qui vieillit plus rapidement sous des SIP répétés que ce que l'évaluation des risques initiale supposait. La leçon n'est pas que la sélection du métal était erronée isolément ; c'est que le système mouillé n'a pas été examiné dans son ensemble.
Comment les ingénieurs choisissent entre l'acier 316L standard, l'acier 316L électropoli et les options de spécification supérieure
Acier 316L standard vs acier 316L électropoli
L'acier inoxydable 316L standard et le 316L électropoli ne sont pas des familles d'alliages concurrentes. Ce sont des décisions différentes concernant l'état de surface, basées sur la même famille de matériau de base. Le 316L standard peut être tout à fait acceptable lorsque les exigences de finition, de nettoyabilité et d'inspection sont modérées. Le 316L électropoli devient plus intéressant lorsque les exigences de cohérence de surface, de comportement de libération des résidus, d'inspectabilité et de nettoyabilité de haute pureté sont plus strictes.
La meilleure question n'est pas “La finition électropolie est-elle meilleure ?” mais “Ce processus a-t-il besoin des avantages liés à la finition suffisamment fortement pour justifier l'exigence plus stricte ?” Dans une revue d'ingénierie réelle, l'électropolissage est souvent choisi non pas parce que le 316L standard a échoué partout, mais parce que le processus exigeait une surface plus contrôlée pour la confiance dans l'inspection, la réponse aux résidus ou la discipline opérationnelle de haute pureté. Pour la discussion détaillée sur la finition, connectez cet article avec Acier inoxydable 316L électropoli vs 316L standard.

Quand la finition de surface modifie la performance hygiénique réelle
La finition de surface n'est pas une amélioration cosmétique dans les applications pharmaceutiques. Elle modifie la nettoyabilité, la réponse à l'inspection et le comportement de rétention des résidus. Une exigence de finition est particulièrement importante lorsque le processus est sensible aux résidus, lorsque la répétabilité du SIP/CIP est critique, lorsque l'inspection en contact avec le produit est stricte, ou lorsque la géométrie locale rend tout défaut de surface plus conséquent.
Dans les environnements de haute pureté et biopharmaceutiques, les ingénieurs ne séparent pas la sélection d'alliage de la sélection de finition car le résultat hygiénique est créé par les deux ensemble. Une leçon répétée des enquêtes sur le terrain est qu'un système peut utiliser l'alliage correct et toujours sous-performer si l'état de finition locale varie plus que ce que le modèle de risque autorisait.
Quand une revue d'alliage supérieur ou de matériau spécial est justifiée
Parfois, le 316L n'est toujours pas suffisant, mais cette décision doit provenir de la chimie et du mécanisme de défaillance, et non de l'habitude. Une exposition plus agressive aux halogénures, des systèmes de solvants inhabituels, une chimie de processus forte ou des antécédents de défaillance répétés peuvent justifier une revue d'alliage supérieur. Cette étape doit être basée sur des données de service réelles, une revue du mécanisme de corrosion et la chimie du processus, et non sur une hypothèse générique selon laquelle “la pharma utilise toujours la qualité la plus élevée disponible.”
Les conseils d'expert ici sont simples : ne surdimensionnez pas l'alliage parce que le système est “important”. Surdimensionnez-le uniquement lorsque vous pouvez définir le mode de défaillance que vous essayez de prévenir et la raison pour laquelle l'option de base ne fournit pas assez de marge.
Sélection des matériaux par zone de processus dans les installations pharmaceutiques

Systèmes liés à l'eau de haute pureté et aux utilités propres
Les boucles d'eau de haute pureté et d'utilités propres associées exercent une pression sur la cohérence des matériaux, la qualité des soudures et la stabilité de surface à long terme. Dans ces systèmes, la décision sur le matériau est étroitement liée à la tendance à la rouille, à la cohérence de la finition, à l'acceptation des soudures et à la compatibilité avec la désinfection. Les spécifications les plus rigoureuses se concentrent généralement moins sur le nom de l'alliage seul et plus sur la capacité de l'ensemble tube-et-soudure à assurer des performances hygiéniques stables et reproductibles dans le temps.
Note d'ingénierie typique : Dans les boucles d'eau de haute pureté, la première préoccupation n'est souvent pas la corrosion générale des parois. Il s'agit plutôt de l'incohérence locale de la finition, de l'état des soudures ou de la restauration incomplète de la surface en contact avec le produit après la fabrication et la retouche. C'est pourquoi les ingénieurs qui ont vu des investigations répétées de boucles ont tendance à se concentrer tôt sur l'exécution des soudures et les preuves de finition, pas seulement sur la désignation de l'alliage.
Lignes de processus en contact avec le produit et assemblages de transfert
Les lignes de processus en contact avec le produit justifient généralement la réflexion la plus conservatrice sur les matériaux. C'est là où la corrosion, le changement de surface, les préoccupations liées aux extractibles ou l'incohérence de fabrication peuvent avoir l'effet le plus direct sur la qualité du produit et la confiance dans le lot. La qualité du matériau, la finition, les interfaces des raccords et le dossier de documentation doivent tous être définis avant l'appel d'offres, et non clarifiés après la fabrication.
En termes de projet, c'est là que “ acceptable pour un usage agroalimentaire général ” et “ acceptable pour un usage validé en contact avec le produit ” se séparent le plus clairement. La pénalité pour une clarification tardive est souvent non seulement une retouche technique, mais aussi un retard dans la FAT, la SAT ou la clôture QA.
Sections exposées au CIP/SIP
Les sections exposées au CIP/SIP révèlent souvent une faiblesse du matériau plus rapidement que le processus lui-même. Les cycles répétés d'eau chaude, de vapeur propre, de caustique, d'acide, de désinfectant et de refroidissement modifient considérablement l'environnement de service. En pratique, de nombreux problèmes liés aux matériaux dans les tuyauteries pharmaceutiques ne sont pas d'abord révélés par le produit ; ils sont révélés par les cycles répétés de nettoyage et de stérilisation.
C'est une des raisons pour lesquelles un ingénieur devrait examiner ensemble les matériaux métalliques et non métalliques en contact avec le fluide chaque fois que le système subit des cycles répétés de SIP/CIP. Un schéma courant sur le terrain est que le tubage reste acceptable tandis qu'un joint local, un siège ou un assemblage de branchement vieillit plus vite que prévu sous le cycle thermique et chimique réel.
Échantillonnage, collecteurs de vannes et autres assemblages locaux à haut risque
Les décisions les plus difficiles concernant les matériaux se situent souvent au niveau des assemblages locaux, et non dans les tronçons droits de tuyauterie. Les vannes d'échantillonnage, les collecteurs de distribution, les raccords de branchement, les vannes à membrane et les tés d'instrumentation combinent une densité de soudure plus élevée, plus d'interfaces, plus de risque de zones mortes et une sensibilité d'inspection accrue. C'est là que l'ensemble hygiénique total est le plus important.
C'est pourquoi cet article devrait être directement lié à Sélection de raccords agroalimentaires pour installations GMP. Dans le pharmaceutique, le bon alliage dans le mauvais assemblage reste un mauvais résultat. Les ingénieurs qui dépannent régulièrement ces systèmes savent que la ligne tombe rarement en panne “ partout ”. Elle tombe d'abord en panne au niveau du détail local qui a été traité comme normal alors qu'il s'agissait en fait du point à plus haut risque dans la boucle.
Soudabilité, état de surface et traitement post-fabrication
Pourquoi la densité de soudure modifie le risque matériel
Plus un système hygiénique contient de soudures, moins il est utile de parler du choix des matériaux comme si seul le tube de base importait. Les zones affectées thermiquement par la soudure, la qualité de la purge, l'état du cordon interne, la cohérence des soudures orbitales et l'historique des retouches influencent tous si le système final se comporte comme un actif GMP nettoyable ou une source de déviation récurrente.
Un système avec un excellent choix d'alliage mais une mauvaise exécution des soudures reste un système pharmaceutique faible. En termes pratiques, chaque soudure ajoutée augmente l'importance de la discipline de fabrication, pas seulement l'importance du certificat d'alliage.
Pourquoi les défauts de surface peuvent compromettre un bon choix de matériau
Un alliage correct ne sauve pas une mauvaise surface en contact avec le produit. Les irrégularités de surface, la décoloration des soudures, un mauvais contour, les rayures, la contamination due à la manipulation lors de la fabrication ou les retouches non contrôlées peuvent toutes réduire la valeur hygiénique d'une bonne sélection de matériaux. C'est là que les ingénieurs voient souvent le premier écart entre l'intention de la spécification et la réalité installée.
Cas typique de l'industrie : le projet a correctement spécifié l'acier 316L pour une boucle critique en contact avec le produit, mais le dossier de mise en service a tout de même suscité des inquiétudes car l'apparence locale des soudures, la cohérence de la finition et l'examen par boroscope ne soutenaient pas la norme hygiénique revendiquée. L'alliage n'était pas le problème. L'état de surface fabriqué l'était.
Ce cas est assez courant pour être important. C'est une des raisons pour lesquelles les examinateurs expérimentés ne valident pas mentalement une boucle simplement parce que le certificat d'essai de matériau semble correct.

Passivation, compatibilité du nettoyage et stabilité à long terme
La passivation et le traitement post-fabrication font partie de la stratégie matérielle, et non une finition optionnelle. Un matériau qui est correct sur papier mais mal fini, mal nettoyé après fabrication ou insuffisamment restauré après travaux de soudage ne fonctionnera pas comme le matériau spécifié était censé fonctionner. Cela importe encore plus dans les systèmes soumis à des nettoyages répétés, à la désinfection et à un examen de validation rigoureux.
Le conseil d'expert ici est simple : ne jamais traiter l'état de surface post-fabrication comme un élément de clôture cosmétique. Dans un service pharmaceutique hygiénique, cela fait partie de la performance technique de la décision de matériau elle-même.
Documentation et traçabilité : pourquoi le choix des matériaux est aussi une décision d'assurance qualité
Ce que l'assurance qualité veut généralement voir
Dans les projets de tuyauterie GMP, le matériau correct n'est que la moitié de la réponse. L'assurance qualité a généralement besoin de preuves. Selon l'étendue du projet, cela peut inclure les numéros de coulée, les certificats d'essai des matériaux, les certificats EN 10204 3.1, les enregistrements PMI si requis, les enregistrements de finition de surface, les cartes de soudage, les journaux de soudage, les enregistrements d'inspection et la documentation de mise en service qui relie l'assemblage installé à la spécification approuvée.
Le package exact varie selon le projet, mais le schéma est cohérent : si le choix du matériau ne peut pas être tracé et vérifié, il reste un risque pour le projet. C'est là que de nombreux packages techniquement capables perdent du temps lors de la mise en service : non pas parce que la métallurgie était erronée, mais parce que la chaîne de preuves était plus mince que ce que l'environnement GMP exigeait.
Pourquoi “ Matériau Correct ” Sans Enregistrements Reste un Risque de Projet
L'un des échecs de projet pharmaceutique les plus courants n'est pas une mauvaise sélection d'alliage. C'est une fermeture incomplète de la chaîne de preuves. Le tubage peut être correct. Les raccords peuvent être corrects. Les soudures peuvent même être acceptables. Mais si la traçabilité, les dossiers de finition ou la documentation d'inspection sont incomplets, la libération QA peut toujours être bloquée.
Cas typique de l'industrie : Un ensemble de tuyauterie GMP a passé l'examen de fabrication mais a échoué à la préparation de la mise en service parce que la traçabilité thermique et les dossiers de finition pour un groupe de pièces de tuyauterie hygiénique étaient incomplets. Le problème n'était pas la métallurgie technique. C'était le contrôle de la documentation.
C'est pourquoi les ingénieurs expérimentés traitent la documentation comme faisant partie de la sélection des matériaux dès le début, et non comme un exercice de paperasse pour la fin du projet.
Comment définir les exigences matérielles avant l'appel d'offres
Le meilleur moment pour définir les attentes matérielles est avant l'appel d'offres, pas pendant l'examen de la liste de contrôle. Un appel d'offres solide définit généralement la nuance d'alliage, la norme de tubage, l'objectif de finition, les exigences de soudure, les attentes de passivation, les livrables de documentation et toute exigence d'inspection spécifique pour l'acceptation.
Pour le côté complet QA de ce sujet, connectez cet article avec Documentation et traçabilité dans les projets de tuyauterie pharmaceutique.

Exemples de recherche, cas industriels et conseils d'experts
Cas d'ingénierie typique 1 : Le 316L était correct, mais la zone de soudure a échoué à l'intention hygiénique
C'est l'un des échecs de tuyauterie pharmaceutique les plus réalistes. L'équipe de conception a choisi la bonne famille d'alliages, mais la zone de soudure installée n'a pas préservé l'intention hygiénique du choix de matériau. La préoccupation qui en résulte peut se manifester par une incohérence de finition, un échec d'inspection, une réponse de nettoyage difficile ou une hésitation de l'Assurance Qualité concernant la qualité locale de contact avec le produit.
La leçon est directe : dans l'industrie pharmaceutique, la sélection des matériaux et l'exécution des soudures ne peuvent être séparées. Les systèmes les plus robustes ne sont pas ceux avec la description de matériau la plus coûteuse. Ce sont ceux où la logique du matériau, de la finition, de la fabrication et de l'inspection soutiennent tous le même objectif hygiénique.
Cas d'ingénierie typique 2 : Le problème d'Assurance Qualité était la documentation, pas l'alliage
Un autre mode de défaillance courant apparaît lors de la remise. Le projet a utilisé la nuance de matériau correcte, mais le dossier manquait des enregistrements nécessaires pour prouver la conformité. Des certificats manquants, une traçabilité peu claire, des enregistrements de finition incomplets ou une documentation de soudure faible peuvent retarder l'approbation même lorsque le métal installé est techniquement correct.
C'est pourquoi les ingénieurs expérimentés traitent la documentation comme faisant partie de la sélection des matériaux dès le début. Dans les travaux pratiques de BPF, un choix correct non documenté reste un choix incomplet.
Cas d'ingénierie typique 3 : L'électropolissage était nécessaire en raison de la nettoyabilité, et non parce que le 316L était “ incorrect ”
Parfois, le 316L standard n'est pas rejeté parce que l'alliage est inadéquat, mais parce que l'exigence de finition a modifié l'objectif hygiénique. Dans ces cas, la meilleure réponse n'est pas de dire que le projet a choisi la mauvaise famille de métaux. La meilleure réponse est que le projet a finalement reconnu une exigence de nettoyabilité et d'inspectabilité plus stricte que celle prise en charge par la spécification de finition d'origine.
C'est un raffinement d'ingénierie normal, et non une source d'embarras. C'est exactement ainsi qu'une équipe de processus solide améliore la précision des spécifications au fil du temps.
Conseil d'expert : Demandez quel échec vous essayez réellement de prévenir
La meilleure question pour la sélection des matériaux n'est pas “ Quelle nuance la plupart des gens utilisent-ils ? ” C'est “ Quelle défaillance essayons-nous de prévenir dans ce système spécifique ? ” La réponse peut être la corrosion. Cela peut être le risque de rouille rouge. Cela peut être une préoccupation liée aux extractibles. Cela peut être la nettoyabilité dictée par la finition. Cela peut être l'incohérence des soudures. Cela peut être une défaillance de fermeture QA. Une fois que ce mode de défaillance est clair, la décision sur le matériau devient beaucoup plus rationnelle.
C'est le conseil le plus cohérent des ingénieurs qui ont travaillé sur des écarts réels de tuyauterie pharmaceutique : définissez d'abord le mode de défaillance, et la logique des matériaux devient plus claire, plus étroite et plus facile à défendre.
Erreurs courantes dans la sélection des matériaux pour les tuyauteries agroalimentaires pharmaceutiques
Choisir uniquement par nom d'alliage
La famille d'alliages est importante, mais le résultat agroalimentaire installé dépend aussi de la finition, des soudures, de la géométrie, des interfaces et de la documentation.
Séparer la nuance de la finition de surface
L'acier 316L standard et l'acier 316L électropoli ne sont pas interchangeables si l'objectif agroalimentaire est défini par des attentes de nettoyabilité et d'inspection liées à la finition.
Ignorer la soudabilité et la réalité de la fabrication
Un matériau de base correct avec une mauvaise exécution des soudures reste un ensemble de tuyauteries GMP faible.
Traiter la documentation comme un problème post-approvisionnement
Dans les projets pharmaceutiques, la documentation fait partie de l'acceptation, et non une réflexion après coup pour la mise en service.
Utilisation d'une règle de matériau unique pour chaque zone de processus
Les boucles d'eau de haute pureté, les transferts en contact avec le produit, les sections exposées au CIP/SIP et les zones auxiliaires n'ont pas toutes les mêmes conséquences hygiéniques ou de conformité.
Liste de contrôle pratique pour la sélection des matériaux de tuyauterie hygiénique pharmaceutique
Questions à répondre avant l'approbation finale des matériaux
- Quel fluide de processus ou produit entre réellement en contact avec la surface ?
- Quelle exposition au CIP/SIP le système subira-t-il réellement ?
- Quel niveau de finition est requis pour la nettoyabilité et l'inspection ?
- Quels assemblages locaux présentent le plus haut risque de contamination ou de rétention ?
- Quel ensemble de documentation est requis pour la libération QA ?
- L'acier standard 316L suffit-il, ou les exigences de finition et de fabrication modifient-elles la réponse ?
Éléments à définir dans l'appel d'offres
- Grade d'alliage
- Norme de tubage
- Exigence de finition de surface
- Critères d'acceptation des soudures
- Attentes de passivation / post-fabrication
- Certificats et livrables de traçabilité
- Exigences d'inspection pour libération
Conclusion : Une bonne sélection de matériaux pharmaceutiques est une décision systémique, pas un achat de métal
Une bonne sélection de matériaux pour tuyauterie agroalimentaire pharmaceutique est une décision systémique, pas un achat de métal. Les projets les plus robustes choisissent les matériaux en considérant ensemble la résistance à la corrosion, la finition, la soudabilité, le régime de nettoyage, la documentation d'assurance qualité et le risque de processus. C'est pourquoi l'acier 316L est si courant dans les tuyauteries agroalimentaires critiques GMP, mais aussi pourquoi l'acier 316L seul n'est jamais la solution complète.
Si vous souhaitez un cluster de sujets pharmaceutiques plus propre, connectez cet article avec Acier inoxydable 316L électropoli vs 316L standard, Sélection de raccords agroalimentaires pour installations GMPet Documentation et traçabilité dans les projets de tuyauterie pharmaceutique.
FAQ
L'acier 316L est-il toujours requis dans les tuyauteries agroalimentaires pharmaceutiques ?
Non. L'acier 316L est la base pratique pour de nombreux systèmes agroalimentaires pharmaceutiques critiques, mais le choix final dépend toujours de la chimie du processus, des exigences de finition, de la densité de soudure, des attentes de validation et du risque du projet.
Quelle est la différence entre l'acier 316L électropoli et l'acier 316L standard dans les applications pharmaceutiques ?
La famille d'alliage de base peut être la même, mais l'état de surface ne l'est pas. L'acier 316L électropoli est choisi là où une plus grande cohérence de finition, une meilleure nettoyabilité et une meilleure inspectabilité sont nécessaires.
L'acier 304L peut-il encore être utilisé dans les projets de tuyauterie pharmaceutique ?
Parfois. Il peut encore apparaître dans des applications à faible risque ou héritées, mais les systèmes agroalimentaires critiques GMP en contact avec les produits se tournent plus souvent vers l'acier 316L car la décision est plus large que le seul coût de la corrosion.
Pourquoi la documentation fait-elle partie de la sélection des matériaux dans les projets GMP ?
Parce que la libération QA dépend de la preuve, pas seulement de l'intention. Un matériau correct sans traçabilité, certificats et dossiers d'inspection associés reste un risque pour le projet.
Quelles normes sont les plus importantes lors de la sélection des matériaux de tuyauterie hygiénique pharmaceutique ?
ASME BPE, FDA 21 CFR 211.65 et 211.67, ASTM A270, et le cadre GMP incluant l'Annexe 1 sont parmi les points de départ les plus utiles. Ils façonnent la manière dont les ingénieurs définissent les matériaux, la qualité de fabrication, la nettoyabilité et les attentes en matière de documentation.
Une bonne sélection d'alliage élimine-t-elle le besoin de contrôle de soudure et de finition ?
Non. Un alliage correct avec une cohérence de finition médiocre, une qualité de soudure faible ou un traitement post-fabrication incomplet peut toujours échouer à l'intention hygiénique du projet.

