
Lors de la comparaison des options bride à collerette vs bride à emboîtement, la décision réelle est généralement “ flexibilité de maintenance vs rigidité soudée ”, plus la manière dont vous souhaitez dépenser : prix d'achat initial ou coût total de possession.
A bride à emboîtement (SO) devient un joint soudé fixe (typiquement double soudure d'angle).
A bride à collerette (LJ) est un assemblage en deux pièces (bout de tube + bride de support libre) qui peut tourner pour l'alignement des trous de boulons et peut être démonté sans couper une soudure.
Dans la plupart des projets, le choix correct est dicté par (1) la fréquence d'ouverture de la ligne, (2) la stratégie de corrosion/alliage, et (3) les charges externes de tuyauterie (flexion, vibration, mouvement thermique).
Pour les dimensions et les classes de pression-température, les références applicables sont typiquement ASME/ANSI B16.5 (brides standard) et ASME B16.9 (collets), plus le code de tuyauterie du projet (souvent ASME B31.3 pour la tuyauterie de procédé). Si vos dimensions dépassent le champ d'application B16.5, confirmez la norme correcte pour les grands diamètres (généralement ASME B16.47) via Guide des brides de grand diamètre ASME B16.47.
Mix typique de projet (plage d'ingénierie illustrative) : Les brides à emboîtement dominent souvent les collecteurs utilitaires et les services non cycliques, tandis que les brides à joint à recouvrement sont concentrées dans les services corrosifs ou les skids nécessitant un démontage fréquent. Plage d'ingénierie typique, affectée par la classe de service, les vibrations, le plan de maintenance et les spécifications du propriétaire.
| Type de bride | Part typique dans une installation industrielle mixte (plage illustrative) |
|---|---|
| Brides à emboîter | 50–75 % (lignes utilitaires / non cycliques où la rigidité soudée est acceptable) |
| Brides tournantes (Lap Joint) | 10–35 % (stratégie d'alliage corrosif ou points de démontage fréquent) |
Avec les 36 ans d'expérience de Sunhy dans la fabrication de brides en acier inoxydable, vous pouvez vous approvisionner dans les deux configurations avec un contrôle d'usinage et une documentation cohérents (traçabilité des matériaux, contrôle dimensionnel et cohérence d'ajustement). Parcourez les options courantes ici : brides en acier inoxydable.
Bride à collerette vs Bride à emboîtement : Coût et Flexibilité
Comparaison des coûts
Les brides à emboîtement l'emportent souvent sur le prix unitaire ; les brides à collerette peuvent l'emporter sur le coût du cycle de vie lorsque la stratégie d'alliage et les temps d'arrêt de maintenance sont inclus.
Lorsque vous comparez les options de bride à collerette vs bride à emboîtement, répartissez le coût en quatre catégories :
(1) prix d'achat,
(2) heures de soudage et complexité de la procédure de soudage,
(3) attentes d'inspection/END, et
(4) temps d'arrêt lorsque la ligne doit être ouverte. Les brides à emboîtement coûtent généralement moins cher à l'achat, mais elles sont soudées au tuyau et deviennent des “ éléments de fixation permanents ”. Les assemblages à bride à collerette sont généralement plus chers en nombre de pièces (bout de tube + bride de support), mais peuvent réduire la masse d'alliage coûteux et diminuer les temps d'arrêt sur les équipements qui doivent être ouverts à plusieurs reprises.
Voici un aperçu rapide d'exemples de prix indicatifs du marché (à utiliser uniquement comme ordre de grandeur ; les prix de projet varient selon l'épaisseur, la finition, la certification et le volume) :
| Type de bride | Diamètre nominal du tube | Prix |
|---|---|---|
| Lap Joint | 1/2 po. | $78.64 |
| Lap Joint | 1-1/2 po. | $128.89 |
| Lap Joint | 2-1/2 po. | $147.54 |
| Slip-On | 1-1/2 po. | $15.39 |
| Slip-On | 6 po. | $304.99 |
Réalité du coût installé (vue ingénierie) : Une bride à emboîtement nécessite typiquement deux soudures d'angle et, selon de nombreuses spécifications propriétaires, un placement en service plus conservateur (éviter les fortes vibrations/charges cycliques sévères). Un assemblage à joint à recouvrement nécessite une soudure bout à bout du bouton de bride sur le tube, mais la bride de support elle-même n'est pas soudée et peut être réutilisée dans certains scénarios de maintenance (sous réserve de son état et de la spécification).
| Type de bride | Considérations sur le coût des matériaux | Considérations sur les coûts de fabrication |
|---|---|---|
| Bride à recouvrement | Supporte “ l'alliage là où c'est nécessaire ” : alliage coûteux uniquement sur le bout de tubulure ; la bride de support peut être d'un matériau différent lorsque la spécification le permet. | Soudage bout à bout du bout de tubulure + ajustage ; l'alignement de la bride de support est plus rapide. Les économies apparaissent souvent en temps d'arrêt et en réduction de la masse d'alliage. |
| Bride à emboîtement | Prix unitaire inférieur, mais le corps de la bride est entièrement lié à la classe de matériau de la ligne ; les mises à niveau d'alliage peuvent devenir coûteuses sur les grandes tailles. | Deux soudures d'angle + sensibilité accrue au profil/d'ajustage de soudure. Si l'assemblage doit être ouvert ultérieurement, le retrait signifie généralement coupe/meulage et reprise. |
Exemple technique (stratégie coût + alliage) : Une ligne utilitaire contenant des chlorures, occasionnellement exposée à des produits chimiques de lavage, peut être mise à niveau de 304 à 316L. Si la même ligne est ensuite reclassée pour un service plus agressif (par ex., chlorures plus élevés + température), les usines optent parfois pour du duplex ou du 6Mo uniquement aux points de démontage. Utiliser un bout de tubulure à joint à recouvrement en nuance d'alliage supérieure tout en conservant une stratégie de bride de support compatible (selon la classe de tuyauterie et la politique de corrosion) peut réduire le “ poids d'alliage ” acheté—surtout aux grands diamètres. Si vous comparez les nuances d'acier inoxydable courantes, voir : 304 vs 316 acier inoxydable. Pratique typique ; l'appariement final des matériaux doit suivre les spécifications du propriétaire et l'examen galvanique/corrosion.
Liste de contrôle pratique des coûts avant de décider :
- Combien d'ouvertures prévues par an ? Les crépines, échangeurs de chaleur, stations d'échantillonnage, filtres et raccordements de skid justifient souvent les brides à collerette.
- La ligne est-elle pilotée par l'alliage ? Si la surépaisseur de corrosion ou la nuance d'alliage domine le coût, les brides à collerette peuvent être un levier de réduction des coûts.
- Le temps d'arrêt est-il coûteux ? Si l'ouverture du joint implique l'arrêt d'une unité, la “facilité de démontage” est souvent rapidement rentabilisée.
- Quel est l'état de charge externe ? Si la bride subit des efforts de flexion (tronçon non supporté, vanne lourde, dilatation thermique), les brides à collerette peuvent être inadaptées.
Sunhy peut fournir les deux à glissement et à embout libre configurations de brides avec tolérances contrôlées et documentation, afin que la sélection puisse se concentrer sur la fonction du joint plutôt que sur la disponibilité.
Comparaison de la flexibilité
Les brides à embout libre offrent une flexibilité d'alignement et de démontage ; les brides à glissement offrent une rigidité soudée et un transfert de charge prévisible.
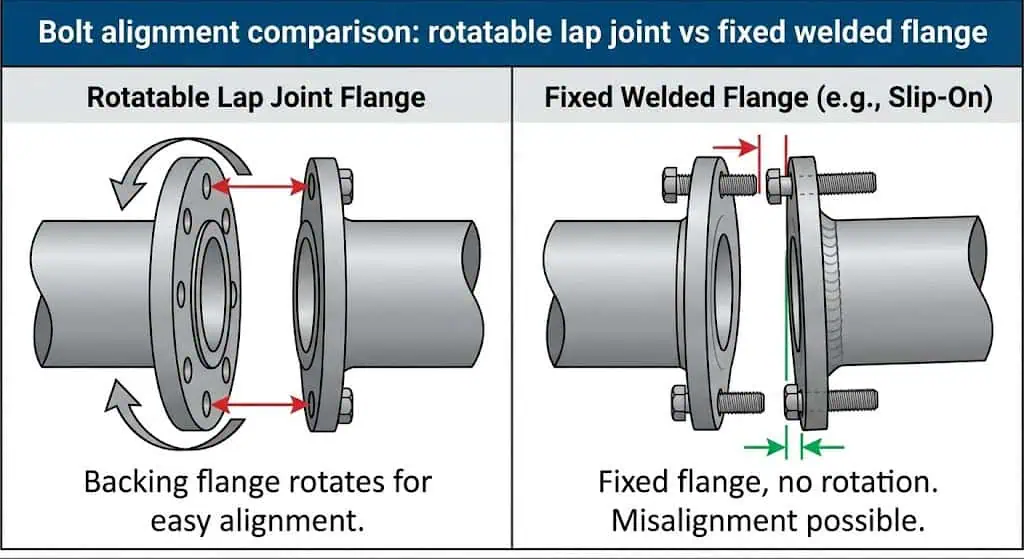
Lorsque vous évaluez la flexibilité des brides à embout libre par rapport aux brides à glissement, les brides à embout libre se distinguent car la bride de support peut tourner librement autour de l'embout. Cette rotation réduit le temps d'alignement des trous de boulons sur les raccords de terrain et aide lorsque les tolérances de tuyauterie s'accumulent (en particulier sur les skids, les rénovations ou les racks serrés). Les joints à embout libre simplifient également les démontages répétés car la bride de support n'est pas soudée au tuyau.
- Alignement rapide des boulons : La bride de support rotative permet au monteur de “ suivre ” le motif de boulonnage sans forcer le tuyau.
- Accès pour maintenance : Vous pouvez démonter sans couper une bride soudée sur le tuyau.
- Mieux adapté aux assemblages difficiles : Utile sur les tronçons de tuyauterie qui doivent être retirés pour l'extraction ou le nettoyage des équipements.
- Support de stratégie d'alliage : Le matériau de l'embout peut être adapté aux besoins de corrosion tout en maîtrisant la masse totale d'alliage.
Là où les joints à embout sont un mauvais compromis : Si le joint se trouve sur une portée non supportée, près d'une décharge de pompe vibrante, ou là où la flexion externe est élevée, la rigidité réduite d'un assemblage à joint à embout peut accélérer les problèmes de joint ou la déformation de l'embout. Dans ces emplacements, de nombreuses classes de tuyauterie préfèrent les brides à col soudé (ou d'autres conceptions à rigidité plus élevée) plutôt que les brides à embout ou à emboîtement.
Les brides à emboîtement deviennent fixes après soudage. Vous obtenez un joint rigide et compact, mais vous perdez l'ajustabilité après l'installation. Si la bride doit être ouverte ultérieurement, le retrait est généralement destructif (coupe/meulage), ce qui peut entraîner des travaux supplémentaires et un risque pour le planning.
Voici une comparaison côte à côte :
| Caractéristique | Brides à emboîter | Brides tournantes (Lap Joint) |
|---|---|---|
| Flexibilité d'alignement | Flexibilité limitée, fixe une fois soudée | Flexibilité élevée, contre-bride rotative |
| Idéal pour un démontage fréquent | Non idéal ; le démontage nécessite généralement une coupe/meulage | Adapté lorsqu'un démontage fréquent est prévu |
Recommandation rapide
Choisissez les brides à emboîtement pour les installations soudées sensibles aux coûts avec des charges stables. Optez pour les brides à collerette pour la flexibilité d'alignement, les points de démontage répétés ou le contrôle des coûts des alliages—à condition que les charges externes soient faibles.
Si votre projet nécessite une solution simple et économique sur des services utilitaires stables, les brides à emboîtement sont souvent acceptables et largement utilisées. Si vous travaillez avec des tracés de tuyauterie complexes, des raccordements de rénovation ou des équipements qui doivent être ouverts régulièrement, les brides à collerette peuvent réduire les heures-homme et les temps d'arrêt. Si le service est soumis à des cycles sévères/vibrations/flexions élevées, traitez les deux options avec prudence et examinez la classe de tuyauterie—de nombreux systèmes passent à des conceptions de brides à rigidité plus élevée pour ces conditions.
Astuce : Si un joint doit être ouvert plus de quelques fois au cours de sa durée de vie (filtres, échangeurs de chaleur, tronçons amovibles), évaluez les brides à collerette dès le début. Si un joint ne sera jamais ouvert et subit des charges stables, l'emboîtement peut être un choix pratique.
Vous pouvez compter sur Sunhy pour fournir des brides de haute qualité pour l'une ou l'autre approche—puis laissez les conditions techniques, et non l'habitude, décider de la sélection finale. (Si vous voulez un rappel rapide sur les bases des brides, consultez : Quelle est la fonction d'une bride ?.)
Qu'est-ce qu'une bride à emboîtement ?
Définition de la bride à emboîtement
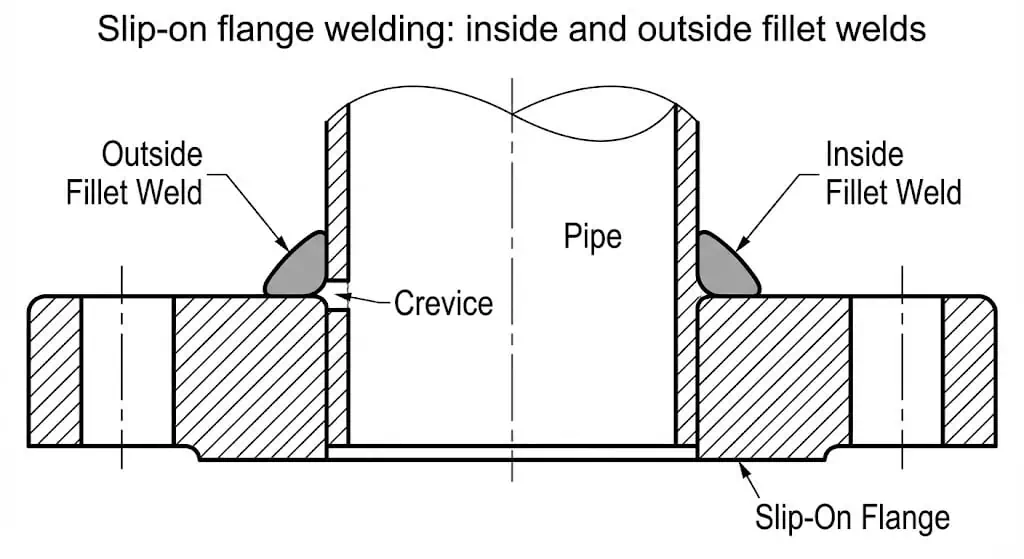
Un raccord à embout glissant est un anneau qui glisse sur l'extrémité du tuyau et est soudé en place pour une connexion sécurisée.
Vous l'installez en faisant glisser le raccord sur le diamètre extérieur du tuyau, en réglant la projection du tuyau comme requis pour la soudure d'angle intérieure, puis en soudant à la fois à l'intérieur et à l'extérieur. Cette conception est tolérante pour l'ajustement et est courante dans les systèmes utilitaires. Les raccords à embout glissant sont normalisés pour les dimensions et les motifs de perçage selon les normes de raccords courantes (souvent ASME/ANSI B16.5 pour les tailles et classes standard ; les diamètres plus grands peuvent être couverts par d'autres documents listés sous normes de brides selon le champ d'application).
Note d'ajustement de l'ingénieur (prévention des fuites) : les raccords à embout glissant échouent plus souvent à cause du contrôle de l'ajustement et du soudage que de la garniture elle-même. La pratique courante en atelier est de laisser un petit décalage (extrémité du tuyau légèrement en retrait de la face du raccord) afin que la soudure d'angle intérieure puisse être placée sans créer une grande cavité ou un sous-crayon à la transition du perçage. L'ajustement final doit suivre le WPS qualifié et la spécification de fabrication du projet.
Caractéristiques clés des raccords à embout glissant
Les raccords à embout glissant privilégient un ajustement rapide et l'économie, avec des compromis en rigidité et tolérance à la fatigue par rapport aux types de raccords à plus haute intégrité.
Vous bénéficiez de plusieurs caractéristiques pratiques lorsque vous choisissez ce type de raccord :
- Alignement simple avant soudage : Le collet peut être positionné et mis d'équerre sur le tuyau facilement.
- Vitesse de fabrication : aucun chanfrein de tuyau n'est nécessaire pour une soudure bout à bout ; l'assemblage est plus rapide dans de nombreux ateliers.
- Coût d'achat inférieur : généralement moins cher que les assemblages à col soudé ou spéciaux.
- Large disponibilité : stocké dans les tailles/classes courantes pour les services utilitaires.
- Géométrie compacte : peut être plus facile à placer dans des supports étroits que certaines conceptions à moyeu plus long.
Précautions d'ingénierie (où le collet glissant pose problème) : Les vibrations et les flexions cycliques peuvent concentrer les contraintes au niveau des pieds de soudure d'angle ; et la corrosion caverneuse peut s'amorcer dans la région interne du cordon de soudure en présence de chlorures agressifs si l'état de surface/la passivation est médiocre. Ce sont les raisons pour lesquelles de nombreuses spécifications propriétaires limitent l'utilisation des brides à emboîtement dans les décharges d'équipements rotatifs ou les services à cycles sévères.
Voici un tableau de comparaison rapide (niveau conceptuel) :
| Caractéristique | Assemblages de brides à rigidité plus élevée (exemple conceptuel) | Brides à emboîter |
|---|---|---|
| Méthode de fixation | Typiquement soudure bout à bout à pleine pénétration | Emboîtement sur le tuyau, puis soudure d'angle (intérieur et extérieur) |
| Rigidité sous flexion | Supérieur | Modéré |
| Sensibilité à l'alignement | Plus critique | Plus tolérant |
| Placement typique | Charges critiques / cycliques / élevées | Services utilitaires / à charge stable |
Sunhy's brides à emboîtement les produits subissent des contrôles dimensionnels et une gestion documentaire. Sur site, la réussite de l'assemblage dépend toujours de la qualité de la soudure, du choix du joint, de la méthode de serrage des boulons et des supports externes de tuyauterie.
Utilisations typiques
Les brides à emboîtement sont couramment utilisées dans les systèmes utilitaires à pression faible à modérée où les charges externes et les conditions cycliques sont maîtrisées.
Ces brides conviennent bien à de nombreux services non critiques :
| Secteur industriel | Exemple d'application | Pourquoi les brides à emboîtement sont efficaces |
|---|---|---|
| Pétrole & Gaz | Eau de refroidissement, lignes utilitaires non cycliques | Économique lorsque les vibrations / charges cycliques sont faibles |
| Traitement chimique | En-têtes utilitaires non dangereux, services à faible cyclage | Fabrication rapide avec ajustement prévisible |
| Production d'électricité | Boucles d'eau de refroidissement, systèmes auxiliaires | Vitesse d'installation dans les grands chantiers de tuyauterie |
| Traitement de l'eau | Conduites d'eau de grand diamètre | Commun, économique pour un service stable |
| CVC | Tuyauterie d'eau glacée | Pression modérée, assemblage simple |
| Marine et offshore | Eau de ballast, tuyauterie auxiliaire non critique | La vitesse et le coût importent, mais les charges doivent être vérifiées |
| Alimentation & Boissons | Eau/vapeur utilitaire (sans contact produit), CIP utilitaire là où autorisé | Pour les lignes sanitaires en contact produit, les normes de raccordement/sanitaires sont généralement préférées |
| Agriculture | Conduites d'irrigation | Économique pour les assemblages de grand diamètre |
Vous utilisez également des brides à emboîtement pour connecter des tuyaux, des vannes et des pompes dans des emplacements utilitaires accessibles où l'inspection est possible et où un démontage ultérieur est improbable. Si un démontage fréquent est prévu, évaluez si un joint à recouvrement (ou autre connexion facilitant la maintenance) réduit les retouches futures.
Qu'est-ce qu'une bride à joint à recouvrement ?
Définition de la bride à joint à recouvrement
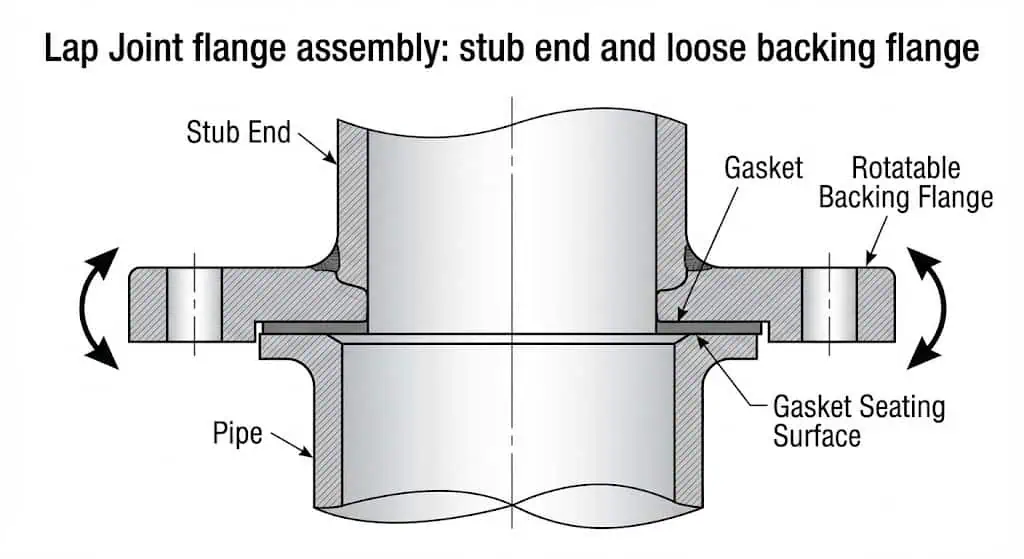
Un raccord à embase à joint à recouvrement est un ensemble en deux pièces (bout de tubulure + embase arrière libre) conçu pour un alignement et un démontage faciles dans les systèmes de tuyauterie.
La bout de tube est soudé bout à bout au tuyau. L'embase arrière glisse sur le bout de tubulure et n'est pas soudée, ce qui lui permet de tourner librement pour l'alignement des trous de boulons. Le joint s'appuie contre la face du bout de tubulure et la face de l'embase d'accouplement ; l'embase arrière fournit principalement la charge de boulonnage et l'alignement plutôt que d'être la surface d'étanchéité elle-même. Les raccords à embase à joint à recouvrement et les bouts de tubulure sont généralement fournis conformément aux dimensions standard des embases/raccords (se référant souvent à ASME/ANSI B16.5 pour les configurations d'embases et ASME B16.9 pour les bouts de tubulure, selon les spécifications du projet).
| Caractéristique | Description |
|---|---|
| Construction | Deux pièces : bout de tubulure (soudé) + embase arrière (libre/rotative) |
| Avantage fonctionnel clé | Alignement rotatif des trous de boulons et démontage facile sans couper une embase soudée |
| Stratégie matérielle | Le bout de tubulure peut être sélectionné pour la résistance à la corrosion ; l'embase arrière peut être optimisée selon les spécifications et l'environnement |
| Applications les mieux adaptées | Faibles charges externes + points d'accès fréquents + lignes corrosives/déterminées par les alliages |
Caractéristiques clés des brides à collerette
Les brides à collerette sont choisies pour l'accès à la maintenance et la rapidité d'alignement, pas pour une rigidité maximale.
Vous bénéficiez de plusieurs caractéristiques uniques :
- Alignement rotatif : la bride de support tourne pour un alignement rapide des boulons lors de l'assemblage.
- Démontage facilité pour la maintenance : l'assemblage peut être ouvert sans découper une bride soudée sur la tuyauterie.
- Maîtrise des coûts des alliages : le matériau résistant à la corrosion peut être concentré sur l'extrémité tubulaire mouillée (lorsque cela est autorisé).
- Raccordements rapides pour rénovation : réduit les “luttes sur site” pour l'alignement du boulonnage dans les racks ou skids contraints.
Limitations courantes en ingénierie : Les joints à recouvrement sont moins rigides que les joints soudés à emboîtement en flexion, et l'embout peut se déformer si les charges externes sont élevées. Sur les lignes avec des vannes lourdes, des supports inadéquats ou des mouvements thermiques, les joints à recouvrement peuvent fuir simplement parce que la charge sur le joint devient non uniforme sous flexion. C'est autant un problème de support/conception qu'un problème de type de bride.
| Caractéristique | Description |
|---|---|
| Alignement rotationnel | La bride de support tourne pour un alignement facile des boulons |
| Démontage rapide | Ouverture du joint sans démontage destructif d'une bride soudée |
| Flexibilité des matériaux | L'embout peut être optimisé contre la corrosion ; la stratégie de bride de support suit les spécifications du projet |
| Rigidité sous flexion | Inférieure aux conceptions de bride plus rigides ; les charges externes doivent être contrôlées |
Conseil : Un joint à embout est un bon “joint de maintenance” uniquement si la tuyauterie est correctement supportée et guidée. Si le joint supporte des charges de flexion, vous aurez des fuites de joint, quelle que soit la qualité du joint.
Utilisations typiques
Vous trouvez des brides à embout là où un démontage fréquent, une stratégie d'alliage motivée par la corrosion ou un alignement difficile des boulons justifie le compromis.
Le placement typique est sur les tubulures d'équipement, les tronçons amovibles, les crépines/filtres et les raccordements sur skid — particulièrement dans les services corrosifs où le coût de l'alliage est élevé.
- Pétrochimie (points de maintenance, lignes d'alliage motivées par la corrosion)
- Pétrole et Gaz (raccordements sur skid, tronçons d'accès aux filtres/crépines)
- Traitement de l'Eau (skids de dosage chimique et tronçons amovibles)
- Agroalimentaire (points d'accès utilitaires/CIP où les types de joints sanitaires ne sont pas requis)
- Chimie (services corrosifs où la stratégie d'alliage est un facteur de coût)
- Ingénierie Offshore et Onshore (raccordements de rénovation où l'alignement des boulons est difficile)
- Usines de Papier (tronçons de nettoyage/maintenance fréquents)
- Production d'engrais (services corrosifs avec accès planifié)
- Ingénierie environnementale (skids de manutention chimique avec démontage périodique)
- Projets énergétiques (systèmes auxiliaires avec accès de maintenance programmé)
- Exploitation minière (boues abrasives où le remplacement des tronçons est planifié)
- Chantiers navals (avantages d'alignement lors de l'installation)
- Fabrication mécanique (skids et assemblages modulaires)
- Industrie alimentaire et pharmaceutique (systèmes utilitaires ; les normes sanitaires en contact avec le produit sont généralement distinctes)
Sunhy fabrique brides à embotement et correspondant bouts courts aux dimensions standard avec usinage contrôlé. Sur site, les performances dépendent toujours du choix du joint, de la méthode de serrage des boulons et du contrôle des charges externes via supports et guides.
Écrou à embase vs bride glissante : comparaison côte à côte
Résistance à la pression
La capacité de pression n'est pas seulement un “ chiffre de classe ” — c'est une combinaison de la classe de bride, de la géométrie des bouts courts, de la mise en place du joint et du contrôle des charges externes.
Les composants à emboîtement et à joint à recouvrement sont fabriqués selon des modèles de bride standardisés et des tableaux pression-température conformes aux normes courantes. En pratique, de nombreuses spécifications propriétaires placent les joints à recouvrement principalement dans des emplacements à faible charge car l'assemblage est moins rigide en flexion et peut perdre la compression du joint lorsque la ligne bouge ou est mal supportée. Les brides à emboîtement sont également souvent utilisées dans des services à charge stable car la géométrie de soudure d'angle peut être plus sensible à la fatigue que les joints soudés bout à bout dans des conditions cycliques sévères. (Pour une référence interne rapide sur les classes/termes, voir : Guide des brides ANSI.)
Le tableau ci-dessous est un tendance typique des spécifications de projet (pas une limite universelle). Toujours vérifier par rapport à la classe de tuyauterie, au code et aux normes du projet :
| Paramètre | Brides à emboîter | Brides tournantes (Lap Joint) |
|---|---|---|
| Enveloppe de placement typique (tendance des spécifications propriétaires) | Services utilitaires / à charge stable ; souvent limités par les règles de vibration/cyclique dans la classe de tuyauterie | Points de maintenance / stratégie d'alliage corrosif / faibles charges externes ; souvent limités dans les zones à forte flexion ou cyclique sévère |
| “ Zone de confort ” courante (illustrative) | Classe 150–300 (varie selon le service et la spécification) | Classe 150–300 (variable ; les charges externes gouvernent souvent plus que la pression) |
Leçon de terrain : De nombreuses “ fuites sous pression ” aux brides à collerette sont en réalité des fuites dues à la flexion/aux charges. Si le tronçon est mal supporté, la bride de support bascule, la charge sur le joint devient inégale et on observe un suintement — particulièrement lors des transitoires thermiques.
Installation & Maintenance
Les brides à collerette simplifient l'alignement des boulons et le démontage planifié. Les brides à emboîtement simplifient le montage initial, mais le démontage ultérieur est généralement destructif.
Vous installez les brides à collerette en soudant le bout de tube sur le tuyau, puis en glissant et en faisant tourner la bride de support pour l'alignement des boulons. Cela peut faire gagner du temps sur les raccordements. Les brides à emboîtement nécessitent une soudure intérieure et extérieure ; l'assemblage devient rigide et compact, et l'installation initiale peut être rapide — particulièrement sur des travaux utilitaires répétitifs.
Note de maintenance de l'ingénieur : Si votre plan de maintenance inclut le retrait d'un tronçon (filtres, échangeurs, débitmètres), les brides à collerette réduisent les travaux à chaud futurs. Si l'assemblage ne sera jamais ouvert, les brides à emboîtement peuvent réduire le nombre de pièces.
Voici un tableau comparatif pour l'installation et la maintenance (comportement typique) :
| Type de bride | Temps d'installation | Coût initial | Effort de maintenance/démontage | Performance d'étanchéité | Durabilité sous charges externes |
|---|---|---|---|---|---|
| Bride à emboîtement | Montage rapide ; soudure requise (intérieur et extérieur) | Coût unitaire inférieur | Plus élevé si un démontage est nécessaire ultérieurement (coupe/meulage/retouche) | Bon lorsque le joint et le boulonnage sont contrôlés ; sensible à la qualité de l'ajustement de la soudure | Modéré ; la concentration de contraintes de la soudure d'angle peut être un facteur limitant en cas de cycles sévères/vibrations |
| Bride à recouvrement | Bout de talon soudé bout à bout + alignement rapide des boulons | Coût des pièces plus élevé | Inférieur pour un démontage planifié (pas de retrait de bride soudée) | Bon lorsque l'étanchéité du joint et les charges externes sont contrôlées ; l'état de la face du bout de talon est important | Rigidité inférieure ; non privilégié là où les charges de flexion sont significatives |
Vous bénéficiez de la cohérence de fabrication et du contrôle de certification de Sunhy, mais la fiabilité sur site dépend toujours de la méthode de serrage des boulons (séquence contrôlée), de la compatibilité du joint et de l'état du support de tuyauterie. Si votre périmètre inclut d'autres types de brides pour services critiques, comparez les options dans : normes de brides.
Adaptabilité
Les brides à collerette offrent une adaptabilité supérieure pour les projets sur mesure et les raccordements de rénovation, à condition que l'assemblage ne soit pas utilisé comme une “ charnière structurelle ”.”
Vous bénéficiez de flexibilité avec les brides à collerette car elles tournent et s'ajustent facilement. Cela aide à aligner les trous de boulons et à s'adapter aux tracés de tuyauterie complexes sans forcer la ligne en position (ce qui peut précharger l'assemblage). Les assemblages à bride à collerette permettent également une stratégie de coût des alliages au niveau de l'extrémité tubulaire mouillée dans certains services corrosifs. Les brides à emboîtement sont moins adaptables après installation car la bride est soudée en place.
Prenez en compte ces facteurs lors du choix des brides pour des projets sur mesure :
- Charges externes : évaluez les moments de flexion dus aux portées non supportées, au poids des vannes et à la dilatation thermique.
- Philosophie de maintenance : définissez quels assemblages seront ouverts selon un calendrier et concevez en conséquence.
- Stratégie de corrosion : confirmez si l'appariement des matériaux de l'extrémité tubulaire/bride de support est autorisé et comment la corrosion galvanique/caverneuse est gérée.
- Plan d'inspection : préciser les essais non destructifs requis au niveau des soudures et vérifier l'accessibilité.
- Cohérence des achats : s'assurer que le modèle de bout de tube (court/long), la face et l'épaisseur correspondent au modèle de bride et au joint.
- Joint et face : confirmer la largeur d'appui et les exigences de finition de surface pour le type de joint sélectionné.
- Contrôle de l'installation : spécifier la méthode de serrage des boulons (couple / rotation de l'écrou / tension) et la séquence de serrage.
Vous pouvez compter sur la fabrication certifiée et les solutions sur mesure de Sunhy pour répondre aux exigences de votre projet, puis verrouiller les performances avec une conception de support correcte et une discipline d'assemblage du joint. Besoin d'un aperçu rapide de la B16.5 d'abord ? Lisez : Que signifie ASME B16.5 ?
Applications pratiques des brides à collerette et des brides à emboîtement
Quand choisir des brides à collerette
Choisissez des brides à collerette pour les points de démontage planifiés, les contraintes d'alignement des boulons ou le contrôle des coûts des alliages—uniquement lorsque les charges externes sont maîtrisées par des supports et guides appropriés.
Vous bénéficiez le plus des brides à collerette là où vous devez régulièrement inspecter, nettoyer ou retirer des équipements (filtres/tamis, échangeurs, compteurs) ou là où l'assemblage est contraint. La bride de support rotative réduit la main-d'œuvre sur site, et le bout de tube peut être sélectionné pour correspondre aux besoins de corrosion.
| Application industrielle | Avantages |
|---|---|
| Pétrole et gaz | Raccordements de skids et tronçons de maintenance ; la rotation simplifie l'assemblage et le démontage futur. |
| Raffineries pétrochimiques | Services corrosifs + points de maintenance planifiés ; réduit les temps d'arrêt lors de l'ouverture des joints. |
| Stations de traitement des eaux | Skids de dosage chimique et tronçons amovibles ; l'accès pour maintenance est fréquent. |
| Agroalimentaire | Tronçons d'accès utilitaires/CIP (types de joints non sanitaires) ; ouverture/fermeture rapide aux points planifiés. |
| Centrales de production d'énergie | Systèmes auxiliaires avec accès à la maintenance programmée ; éviter les emplacements à forte flexion. |
Conseil : Si un joint à recouvrement continue de fuir, vérifiez d'abord les supports de tuyauterie. De nombreuses plaintes concernant des “ joints défectueux ” sont en réalité dues à un basculement de bride causé par des charges de flexion ou une dilatation thermique.
Quand choisir des brides à emboîtement
Choisissez des brides à emboîtement pour les installations soudées sensibles aux coûts, dans des services à charges stables où un démontage répété n'est pas prévu.
Vous obtenez un montage rapide et un joint soudé compact avec des brides à emboîtement. Ces brides conviennent le mieux pour les lignes utilitaires, les systèmes CVC, les installations de protection incendie et les services d'eau généraux—en particulier là où les supports sont adéquats et les vibrations faibles.
| Secteur/Application | Avantages des brides à emboîtement |
|---|---|
| Systèmes CVC | Installation rapide sur tuyauterie stable ; courant pour les boucles d'eau glacée. |
| Systèmes de protection incendie | Rentable et normalisé pour un service stable (vérifier le code/spécification local). |
| Fabrication industrielle légère | Lignes d'air comprimé et d'eau industrielle où la charge cyclique est limitée. |
| Stations de traitement des eaux | Fréquent pour les conduites d'eau de grand diamètre avec des charges prévisibles. |
Note : Les brides à emboîtement sont un choix pratique lorsque vous avez besoin d'un joint fixe soudé et que vous ne prévoyez pas de démonter la connexion ultérieurement.
Exemples concrets
Les installations réelles montrent que le choix des brides réussit (ou échoue) en fonction du contrôle de la charge, de la planification de la maintenance et de la discipline d'assemblage.
Voici quatre scénarios courants sur le terrain, présentés comme “ problème → cause → correction/prévention ”.”
| Scénario | Ce qui s'est passé | Cause racine | Correction / Prévention |
|---|---|---|---|
| Châssis de filtre ouvert mensuellement (recommandé LJ) | Les techniciens ont passé des heures à lutter contre l'alignement des boulons et à remplacer les joints endommagés. | Les assemblages de brides soudées ont forcé la conduite ; les démontages répétés ont endommagé les faces de joint et le matériel. | Utiliser un joint à embout libre aux points de démontage prévus ; spécifier un serrage contrôlé des boulons et protéger les faces d'étanchéité pendant la maintenance. |
| Service corrosif aux chlorures avec grand diamètre (stratégie alliage LJ) | Le coût de mise à niveau de l'alliage a augmenté rapidement lorsque chaque bride a dû être en alliage haute performance. | La stratégie de matériau a placé l'alliage coûteux dans la masse non mouillée inutilement. | Évaluer la concentration en alliage aux bouts de raccord (selon la classe de tuyauterie) ; confirmer la politique galvanique/corrosion et les contrôles d'environnement. |
| Bride à emboîtement près d'un équipement vibrant (précaution SO) | Suintement intermittent au joint et indications de fissuration à l'orteil de la soudure d'angle après fonctionnement. | Vibration cyclique + concentration de contraintes à l'orteil de la soudure d'angle ; supports non réglés pour la vibration. | Déplacer vers une section stable ou améliorer la conception de l'assemblage selon la classe de tuyauterie ; renforcer les supports, ajouter un contrôle des vibrations et respecter les exigences du WPS/profil. |
| Assemblage à embotement installé sur une portée non supportée (précaution LJ) | Fuites répétées du joint pendant les cycles de chauffage/refroidissement. | Une flexion externe a incliné la contre-bride ; la charge sur le joint est devenue inégale. | Ajouter des supports/guides et corriger l'alignement du tronçon ; l'assemblage à embotement fonctionne lorsqu'il ne supporte pas de moments de flexion. |
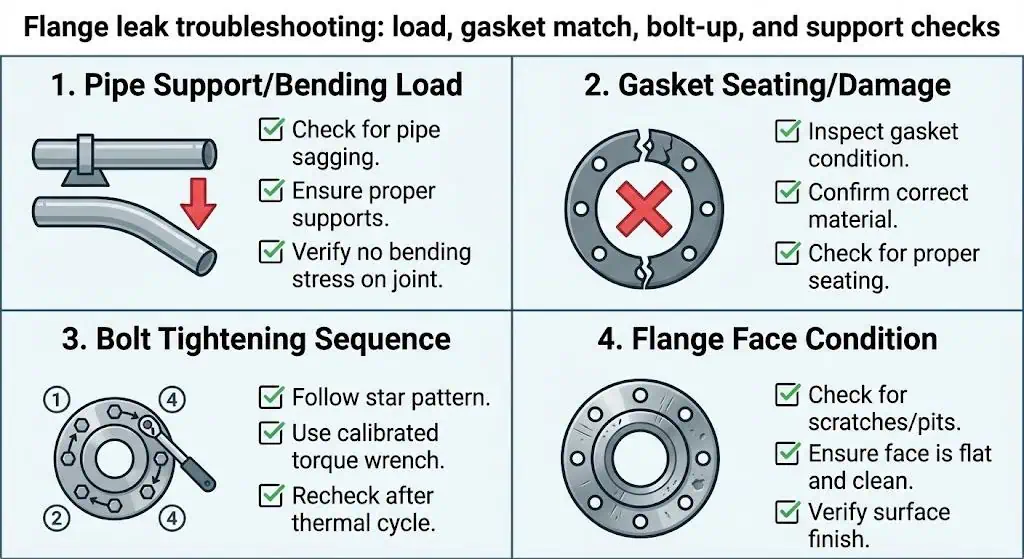
- En bref : Si l'assemblage fuit, ne concluez pas immédiatement à un “ mauvais joint ”. Vérifiez le parallélisme des brides, les supports de tuyauterie, le mouvement thermique, l'uniformité de la charge des boulons et l'état de surface de la face de l'embout (assemblage à embotement) ou de la face de la bride (bride à emboîtement).
Règle de terrain : Le type de bride aide, mais l'intégrité de l'assemblage est construite par les supports + l'alignement + l'adéquation du joint + le serrage contrôlé des boulons.
Bride à embotement vs Bride à emboîtement : Tableau récapitulatif
Vous avez besoin d'une comparaison claire pour faire le bon choix pour votre système de tuyauterie. Le tableau ci-dessous met en évidence les principales différences entre les brides à embotement et les brides à emboîtement, en se concentrant sur le comportement technique plutôt que sur les appellations commerciales.
| Caractéristique | Bride à recouvrement | Brides à emboîter |
|---|---|---|
| Coût | Nombre de pièces plus élevé ; peut réduire la masse d'alliage et les temps d'arrêt aux points de maintenance. | Coût unitaire inférieur ; le coût installé dépend du risque de soudage/reprise |
| Flexibilité | Flexibilité maximale d'alignement des boulons ; bride de support rotative | Fixé après soudage ; réglage limité |
| Installation | Bout de tube à souder par bout + alignement rapide | Montage rapide ; double soudure d'angle requise |
| Maintenance | Idéal pour les démontages et inspections fréquents | Idéal pour les joints non destinés à être ouverts |
| Rigidité sous flexion | Faible ; éviter les charges externes élevées sauf si la conception/les supports les contrôlent | Modéré ; toujours vérifier les limites de cycles/vibrations dans la classe de tuyauterie |
| Facteurs de défaillance courants | Inclinaison de la bride due à la flexion, dommages à la face de l'extrémité du bout, contrôle médiocre du boulonnage | Problèmes de montage/profil de soudure, vibrations cycliques près des équipements, corrosion caverneuse au niveau du congé intérieur |
Coût
Choisissez les brides à emboîtement pour le coût unitaire le plus bas ; choisissez les brides à joint tournant lorsque le coût du cycle de vie est dicté par la stratégie d'alliage et les temps d'arrêt pour démontage.
Les brides à emboîtement coûtent généralement moins cher à l'achat. Les brides à joint tournant coûtent généralement plus cher en pièces, mais elles peuvent être amorties rapidement lors des points de maintenance planifiés ou sur les lignes à alliage coûteux où vous souhaitez réduire la masse de matériau onéreux.
Flexibilité
Les brides à joint tournant offrent la plus grande flexibilité d'alignement.
Vous pouvez faire pivoter les brides à joint tournant pour faciliter l'alignement des boulons. Cela aide dans les racks complexes, les rénovations et les raccordements sur skids. Les brides à emboîtement ne permettent aucun mouvement après soudage.
Installation
Les brides à emboîtement s'installent souvent plus rapidement lors du premier montage ; les brides à joint tournant accélèrent l'alignement des boulons et le démontage futur.
Vous glissez les brides à emboîtement sur le tuyau et vous les soudez en place. Les brides à joint tournant nécessitent d'abord une soudure bout à bout d'un bout, mais ensuite l'assemblage/l'alignement est généralement plus rapide.
Maintenance
Les brides à joint tournant simplifient la maintenance planifiée ; les brides à emboîtement sont préférables lorsque vous ne prévoyez pas de démonter le joint.
Vous pouvez retirer et remonter les brides à joint tournant sans destruction de la bride. Les brides à emboîtement sont généralement utilisées là où le joint restera soudé à vie.
Conseil : Si une ligne est susceptible d'être démontée, concevez-la pour le démontage. Si une ligne est “ installée et oubliée ”, choisissez le joint soudé le plus simple qui répond à la classe de tuyauterie et aux conditions de charge.
Choisissez les brides à emboîtement pour des économies sur les joints non démontés à charge stable. Sélectionnez les brides à collet battu pour la flexibilité d'alignement et les points de démontage planifiés.
- Les brides à emboîtement conviennent le mieux aux installations soudées, économiques, où un démontage futur est improbable.
- Les brides à collet battu conviennent aux systèmes nécessitant un accès fréquent pour maintenance ou une flexibilité d'alignement des boulons—si les charges externes sont maîtrisées.
Meilleure pratique : adaptez le type de bride à la criticité du service, aux charges externes et au plan de maintenance. Puis verrouillez les performances avec une sélection correcte du joint et un serrage contrôlé des boulons.
FAQ
Quelle est la principale différence entre une bride à emboîtement et une bride à joint à recouvrement ?
Les brides à emboîtement sont soudées directement au tuyau ; les brides à collet battu utilisent un bout de soudure plus une bride de support libre.
Les brides à emboîtement forment un joint soudé fixe (généralement une double soudure d'angle). Les brides à collet battu soudent le bout de soudure au tuyau, mais la bride de support n'est pas soudée et peut tourner pour l'alignement des trous de boulons. Les brides à collet battu sont généralement choisies pour les points de démontage planifiés et la flexibilité d'alignement, tandis que les brides à emboîtement sont choisies pour les joints soudés simples dans des services à charge stable.
Quand choisir une bride à collet mobile ?
Sélectionnez les brides à collet battu là où le joint sera ouvert, l'alignement des boulons est difficile, ou la stratégie d'alliage influence le coût—à condition que les charges externes soient faibles.
Les brides à collet battu sont courantes aux filtres/tamis, aux tronçons amovibles et aux raccordements de skid. Elles peuvent réduire les temps d'arrêt et la main-d'œuvre d'ajustage. Évitez les brides à collet battu là où les charges de flexion, les vibrations ou les mouvements cycliques sévères inclineront la bride et déchargeront le joint.
Les brides à emboîtement sont-elles adaptées aux applications haute pression ?
Les brides à emboîtement peuvent être produites dans des classes nominales, mais de nombreuses classes de tuyauterie restreignent leur utilisation en fonction du risque de vibration/cyclique et de la criticité du joint.
En pratique, les brides à emboîtement sont les plus courantes pour les services utilitaires et à charge stable. Pour les services critiques haute pression ou à cycles sévères, de nombreux projets optent pour des assemblages de brides à plus haute intégrité et des régimes d'inspection plus stricts. Respectez toujours la spécification de la classe de tuyauterie, les exigences du code et les normes du propriétaire.
Comment choisir la bride de tuyauterie adaptée à votre projet ?
Adaptez le type de bride à la pression/température, aux charges externes, à la fréquence de maintenance, à la stratégie de corrosion/alliage et au plan d'inspection.
Commencez par la classe de tuyauterie du projet (catégorie de service) et confirmez la norme de bride, la face, le type de joint, le matériau des boulons et la méthode d'assemblage. Puis, examinez les supports/la dilatation thermique pour que l'assemblage ne supporte pas de flexion non prévue. Enfin, déterminez si l'assemblage est un point de démontage planifié—si oui, une bride à collerette peut réduire les temps d'arrêt sur le cycle de vie.
Peut-on utiliser différents matériaux pour les composants de bride à collerette ?
Oui, mais seulement si la spécification du projet le permet et que le comportement de corrosion/galvanique est examiné.
Certains systèmes concentrent l'alliage résistant à la corrosion sur l'extrémité tubulaire mouillée tout en optimisant le matériau de la bride de support. Cela peut réduire le coût de masse de l'alliage, notamment pour les grandes tailles. La décision finale doit suivre la spécification du matériau de tuyauterie, l'examen de l'exposition environnementale (corrosion externe) et toute exigence d'isolation galvanique.
Références externes utiles (sources officielles) :
Page officielle de la norme ASME B16.5
Page officielle de la norme ASME B16.47
Page officielle du code ASME B31.3
Page officielle de la spécification ASTM A182/A182M
Page officielle de la spécification ASTM A403/A403M



