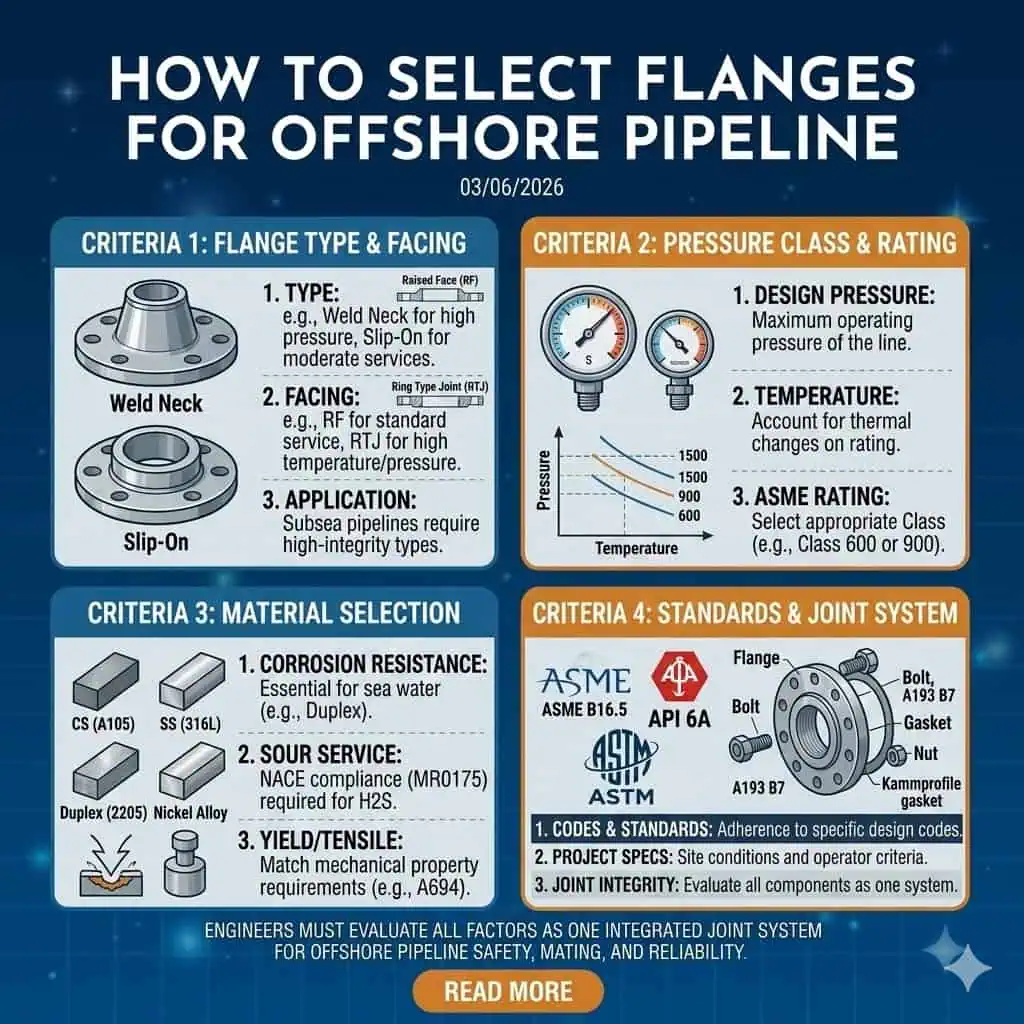
Pour sélectionner des brides pour les pipelines pétroliers et gaziers offshore, les ingénieurs doivent évaluer le type de bride, la finition, la classe de pression, le matériau et les normes du projet comme un système d'assemblage unique. Chaque facteur affecte la sécurité du pipeline, la compatibilité d'accouplement, le risque d'installation et la durabilité à long terme dans l'exposition marine (embruns salins, humidité, vibrations, cycles thermiques et accès limité à la maintenance). Les fabricants certifiés tels que SUNHY peuvent soutenir un approvisionnement prêt pour audit lorsqu'ils fournissent une fabrication contrôlée, un marquage clair et des ensembles de documentation complets.
Avis d'Expert :
Un consultant vétéran de 30 ans avertit que les lacunes de traçabilité (numéros de coulée manquants, MTR/MTC incomplets, portée d'inspection peu claire) sont une cause fréquente de retards dans les packages offshore. Il recommande de vérifier les exigences de documentation avant la libération du bon de commande, et non après la livraison.
Si vous voulez savoir comment sélectionner des brides pour des environnements offshore difficiles, concentrez-vous sur les critères de décision et les étapes de vérification ci-dessous.
Comment Sélectionner des Brides pour les Pipelines Offshore de Pétrole et de Gaz
Commencez par les Conditions de Service Réelles
Définissez le milieu, la pression, la température, la salinité et l'exposition à la corrosion
Les ingénieurs doivent d'abord définir les conditions réelles de service avant de décider comment sélectionner des brides. Les systèmes offshore rencontrent couramment des chlorures, un mouillage/séchage intermittent, des vibrations et des transitoires opérationnels. Le milieu de processus (eau de mer, eau produite, hydrocarbures, gaz, injection chimique ou service acide) détermine les mécanismes de corrosion et la compatibilité des joints/matériaux. La pression et la température déterminent la sélection de la classe de pression et du groupe de matériaux. La salinité, l'exposition à la zone d'éclaboussure, les conditions d'isolation et l'entrée d'oxygène peuvent accélérer la corrosion localisée et la dégradation des faces d'étanchéité.
- Définir l'enveloppe de service : fonctionnement normal + démarrage/arrêt + événements perturbateurs (surpression, dépressurisation, transitoires thermiques).
- Identifier les facteurs de corrosion : chlorures, H2S/CO2, oxygène, sable/érosion, zones stagnantes et interstices.
- Indiquez l'exposition de l'emplacement : en surface, zone d'éclaboussure, module fermé ou immergé/sous-marin (selon le projet).
Avis d'Expert :
Le consultant note que l'omission d'une enveloppe de service documentée entraîne souvent des inadéquations de matériaux (par exemple, dégradation des joints, piqûres par chlorures, risque de fissuration en service acide) et des retouches ultérieures. Il recommande d'enregistrer le milieu, la pression de conception, la température de conception et les hypothèses de corrosion comme première étape.
Vérifier l'emplacement d'installation, l'accessibilité pour la maintenance et l'objectif de durée de vie en service
L'emplacement d'installation et l'accès à la maintenance influencent directement la sélection des brides. Les plates-formes offshore ont souvent un espace de dépose limité et un accès restreint aux outils. Les ingénieurs doivent vérifier si l'assemblage peut être réalisé avec la méthode de boulonnage prévue (couple, tension), inspecté après installation et entretenu pendant les fenêtres d'arrêt. Les objectifs de durée de vie influencent le choix des matériaux, la stratégie de revêtement, les interfaces de protection cathodique et la documentation requise pour la gestion future de l'intégrité.
- Contrainte d'accès : L'assemblage peut-il être aligné sans forcer l'ajustement ? Y a-t-il de l'espace pour l'installation des goujons et les outils de tension ?
- Contrainte d'inspection : Pouvez-vous inspecter visuellement la surface d'appui, l'assise du joint et l'état des boulons pendant la maintenance ?
- Objectif de durée de vie : Définir si l'assemblage est conçu pour un service à “intervention minimale” (charge de vérification plus élevée) ou pour un remplacement périodique.
Identifier si la priorité est la fiabilité de l'étanchéité, la résistance à la corrosion, l'installation rapide ou le contrôle des coûts
Les priorités du projet façonnent le processus de sélection des brides. Certaines lignes offshore privilégient la fiabilité de l'étanchéité (lignes à conséquences élevées, accès difficile ou haute pression), tandis que d'autres privilégient la résistance à la corrosion (service riche en chlorures, exposition à la zone d'embruns) ou l'installation rapide (périmètre d'arrêt). Le contrôle des coûts est important, mais l'économie offshore favorise généralement le contrôle du coût du cycle de vie plutôt que le coût initial le plus bas, car les retouches et les interventions offshore sont coûteuses.
Avis d'Expert :
Le consultant conseille d'aligner les priorités tôt. Il avertit que les substitutions motivées par le coût sans examen technique se traduisent souvent par des retards de mise en service, des fuites répétées ou des non-conformités d'audit.
Une séquence pratique de sélection que les ingénieurs utilisent réellement
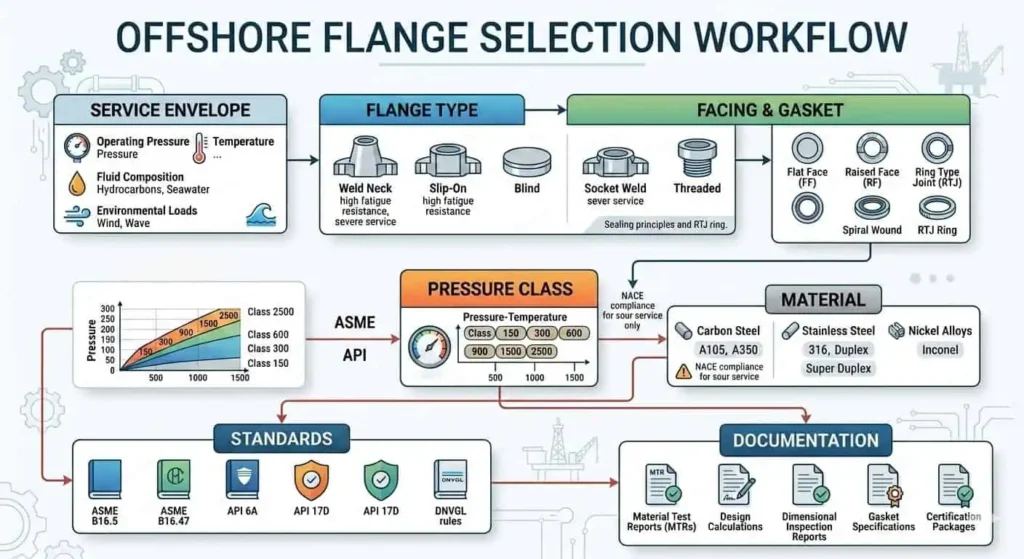
La séquence suivante montre comment sélectionner des brides pour pipelines offshore de manière logique et gérée en termes de risques :
- Évaluer les conditions de service : Définir l'enveloppe de conception et d'exploitation (pression/température/milieu), le mécanisme de corrosion et l'exposition au site.
- Sélectionner le type de bride : Choisir en fonction de la sensibilité à la charge/aux vibrations, de l'accessibilité et de la criticité de l'assemblage.
- Choisir la face de la bride : Adapter la surface d'appui à la technologie du joint et aux besoins de fiabilité d'étanchéité.
- Déterminer classe de pression: Vérifier par rapport aux cotes pression-température pour le groupe de matériaux sélectionné et la norme de conception.
- Choisir le matériau : Sélectionner en fonction du mécanisme de corrosion, de la résistance mécanique/ténacité et des contraintes de fabrication.
- Vérifier les normes : Confirmer la norme dimensionnelle/classification (par exemple, ASME B16.5/B16.47 ou les équivalents requis par le projet) et toute exigence de service corrosif (sour service) le cas échéant.
- Examiner la documentation : Exiger la traçabilité, l'étendue de l'inspection et les certificats conformes aux critères d'assurance qualité du projet et d'acceptation du client.
| Critères | Ce qu'il faut vérifier dans la pratique offshore |
|---|---|
| Types de faces de flanges | La face d'appui doit correspondre au type de joint et à la méthode d'assemblage (RF avec options de joint spiralé/Kammprofile ; RTJ avec anneau et gorge corrects ; FF uniquement pour des exigences d'accouplement spécifiques). |
| Classe de pression | Vérifier la classification par rapport à la pression/température de conception pour le groupe de matériau sélectionné et inclure une marge de surpression/perturbation selon les exigences du projet. |
| Sélection des matériaux | Choisir en fonction du mécanisme de corrosion (chlorures, service corrosif, érosion) et des contrôles de fabrication ; confirmer les exigences de résistance aux chocs/ténacité si spécifiées. |
| Conformité aux normes | Confirmer que les dimensions/classifications des brides, les spécifications des matériaux, le marquage et les exigences d'inspection/essais correspondent à l'ensemble des normes du projet. |
Astuce :
Le consultant souligne que commencer uniquement par le prix conduit souvent à une sous- ou sur-spécification. Suivez la séquence technique ci-dessus, puis optimisez les coûts avec des alternatives vérifiées et un dossier documentaire contrôlé.
Erreurs courantes de sélection des brides en offshore
Choisir par habitude de dessin au lieu des conditions d'exploitation réelles
De nombreux ingénieurs sélectionnent des brides en fonction d'anciens dessins ou d'habitudes, et non des besoins actuels des pipelines. Cela peut entraîner des nuances de matériaux incompatibles, un appariement incorrect face/joint, ou une sélection de classe de pression qui ignore la déclassification en température, les événements de surpression ou les charges de vibration.
Ignorer la compatibilité des joints et du boulonnage
La bride, le joint et le boulonnage doivent fonctionner ensemble comme un système d'étanchéité unique. Une bride qui répond aux exigences dimensionnelles peut toujours fuir si le joint est incompatible ou si le contrôle de la précharge des boulons n'est pas réalisable dans les contraintes de terrain. Les joints offshore échouent souvent par perte de précharge sous vibration ou cyclage thermique, et non par la seule “ résistance ” de la bride.
Se concentrer sur le coût d'achat initial au lieu du coût total du cycle de vie
Choisir des brides uniquement sur la base du prix le plus bas peut se retourner contre vous en offshore. Surclasser la classe de pression augmente le poids, le coût et la charge d'assemblage. Sous-classer augmente le risque de fuite et d'arrêt. Mélanger des matériaux dissemblables sans examen peut accélérer la corrosion galvanique. Ignorer le cyclage thermique ou la rétention de la précharge des boulons augmente la fatigue et la récurrence des fuites.
- Le surclassement de la pression augmente les coûts et complique l'installation.
- Mélanger des matériaux peut augmenter le risque de corrosion galvanique au niveau des joints s'il n'est pas contrôlé.
- Ignorer le cyclage thermique peut contribuer à la fatigue et à la perte de précharge.
- Négliger le contrôle de la précharge des boulons peut entraîner une défaillance du joint et des fuites répétées.
- Négliger l'accès à la maintenance peut transformer une fuite mineure en une intervention majeure.
Avis d'Expert :
Le consultant avertit que la plupart des défaillances coûteuses en offshore proviennent de raccourcis de compatibilité (face/joint/boulonnage) ou de lacunes dans la documentation. Il recommande d'évaluer le coût du cycle de vie avec des étapes de vérification, et non des hypothèses.
En résumé, comment sélectionner des brides pour les pipelines offshore signifie commencer par les conditions de service, suivre une séquence technique éprouvée et vérifier le système de joint. Cette approche améliore la sécurité, la fiabilité et le contrôle des coûts pour les projets pétroliers et gaziers offshore.
Types de brides et applications dans les pipelines offshore
Quel type de bride convient à quel cas d'utilisation offshore
Les ingénieurs sélectionnent types de brides en fonction de la sensibilité à la charge, du risque d'installation et des contraintes de maintenance. Chaque type sert un objectif spécifique dans les pipelines offshore.
| Type de bride | Caractéristiques clés | Utilisation recommandée |
|---|---|---|
| Collet à souder | Le moyeu conique améliore la répartition des contraintes et la résistance à la fatigue | Lignes haute pression, service cyclique/sujet aux vibrations, joints critiques |
| Slip-On | Assemblage plus facile ; résistance à la fatigue inférieure à celle de la bride à collerette en service cyclique sévère | Environnements de criticité et de charge inférieurs avec installation contrôlée |
| Aveugle | Isolation, fermeture de limite de pression | Points d'isolation, limites d'hydrotest, futures connexions |
| Fileté | Pas de soudure ; sensible aux vibrations et à la pratique d'étanchéité | Service utilitaire petit diamètre où les vibrations et les charges cycliques sont contrôlées |
Les types de brides les plus courants comprennent la bride à collerette, la bride à emboîtement, la bride pleine, la soudure par emboîtement, la bride filetée et la bride à collet. Dans le service offshore, les brides à collerette sont souvent préférées pour les joints sensibles à la fatigue ou à haute conséquence. Les brides à emboîtement peuvent être acceptables pour des services de criticité inférieure si les contrôles d'installation et l'environnement de charge sont adaptés. Les brides pleines permettent l'isolation pendant la maintenance et les tests. Les brides à soudure par emboîtement et filetées sont généralement limitées aux applications petit diamètre ou utilitaires où les risques de vibrations et de corrosion/crevasses sont gérés.
Avis d'Expert :
Le consultant conseille d'adapter le type de bride aux charges opérationnelles réelles et aux contraintes d'accès. Il note que “ facile à installer ” ne signifie pas toujours “ fiable en offshore ” si des vibrations et des mouvements thermiques sont présents.
Comment les contraintes de disposition et de maintenance affectent le choix de la bride
La disposition et les besoins de maintenance influencent le choix des brides par les ingénieurs pour les pipelines offshore.
- Les contraintes d'espace sur les skids, les modules topside et les systèmes de tuyauterie compacts peuvent limiter l'accès au boulonnage et la manipulation des joints.
- Les vibrations, les mouvements et le transfert de charge dans les installations offshore favorisent les joints robustes et les méthodes de précharge contrôlée pour réduire la récurrence des fuites.
- La facilité d'inspection et de remplacement lors des arrêts est importante. Les conceptions à collet peuvent faciliter l'alignement dans certains scénarios de maintenance, mais elles doivent toujours correspondre aux charges de service et aux exigences d'étanchéité.
L'inspection et la maintenance fréquentes sont critiques dans les systèmes offshore. Négliger l'accès à la maintenance peut augmenter le temps et le coût total d'intervention, en particulier là où l'échafaudage, les permis et les étapes d'isolement dominent le planning.
Avis d'Expert :
Le consultant note que de nombreux retards offshore sont causés par des joints “non adaptés à la maintenance”. Il recommande de concevoir pour des tâches d'accès aux outils et d'inspection réalistes, et non pour des dessins idéalisés.
Cas pratique industriel
Ligne d'injection d'eau offshore : pourquoi les brides à col soudé ont été sélectionnées pour améliorer la résistance à la fatigue et réduire le risque de fuite
Les lignes d'injection d'eau offshore peuvent subir des pressions cycliques, des vibrations induites par les pompes et des variations de température. Les ingénieurs ont sélectionné des brides à col soudé parce que la géométrie du moyeu améliore la transition des contraintes et offre une meilleure performance en fatigue. Le package a également spécifié des procédures de boulonnage contrôlé et des registres d'inspection pour améliorer la fiabilité au démarrage.
Skid de service utilitaire : pourquoi les brides à emboîtement étaient acceptables pour un service non critique à basse pression
Sur un skid de service utilitaire, les ingénieurs ont sélectionné des brides à emboîtement pour un service non critique à basse pression avec vibration contrôlée. La sélection s'est concentrée sur la facilité d'assemblage et le contrôle des coûts, tout en exigeant une compatibilité vérifiée de la face/du joint et une méthode de serrage documentée pour prévenir les fuites précoces.
Avis d'Expert :
Le consultant souligne que la sélection du bon type de bride contrôle à la fois le risque de fuite et le délai de livraison. Il conseille aux acheteurs d'éviter les spécifications “un type pour tous” sur les lignes de criticité mixte.
Sélection de la face de bride
Types de faces et compatibilité des joints
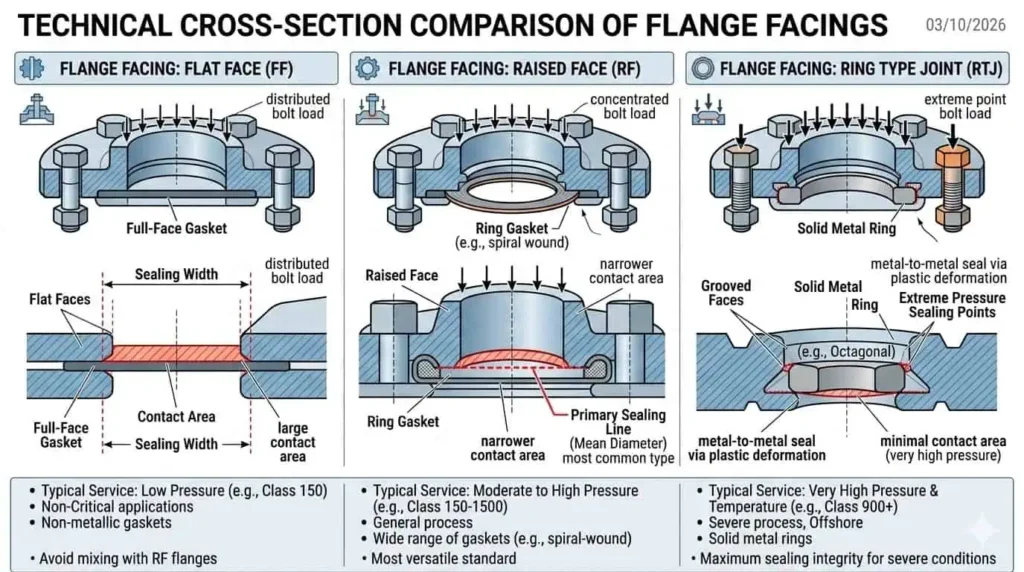
Sélectionner la bonne face de bride est essentiel pour une étanchéité fiable dans les pipelines offshore. La sélection de la face doit correspondre à la technologie des joints, à la capacité de contrôle de la précharge des boulons et à la sévérité du service.
Face surélevée pour les systèmes de tuyauterie offshore courants avec des solutions de joints standard
La face surélevée est la plus courante face de bride pour de nombreux systèmes de tuyauterie offshore lorsque la sévérité du service et les normes du projet le permettent. Il fonctionne avec des solutions de joints largement utilisées (par exemple, spiralés ou autres options semi-métalliques) et concentre la charge du joint sur une surface d'étanchéité plus petite, ce qui peut améliorer la stabilité de l'étanchéité lorsque le contrôle de la précharge est constant.
- Les brides à face surélevée conviennent à de nombreux systèmes de tuyauterie pétroliers et gaziers avec des joints appropriés.
- Ils prennent en charge les flux de travail de maintenance courants lorsque l'accès est adéquat.
- Les joints sont largement disponibles, mais la compatibilité doit toujours être vérifiée pour le milieu et la température.
Avis d'Expert :
Le consultant recommande RF pour de nombreux packages offshore comme un équilibre pratique entre disponibilité et fiabilité d'étanchéité—à condition que la sélection des joints et le contrôle du boulonnage soient spécifiés, non supposés.
Joint annulaire pour service haute pression et étanchéité critique
Les faces de type joint annulaire (RTJ) sont généralement sélectionnées pour les services d'étanchéité haute pression ou à haute conséquence où les normes du projet exigent une intégrité d'étanchéité plus élevée et des interfaces anneau/rainure contrôlées. Les joints RTJ nécessitent un type d'anneau et une sélection de matériau corrects, une condition de rainure appropriée et un assemblage discipliné.
- Les joints RTJ peuvent tolérer des conditions exigeantes lorsque la sélection de l'anneau et l'état de la rainure sont corrects.
- Ils sont couramment utilisés sur les limites de service critiques des hydrocarbures (dépendant du projet).
- La performance RTJ dépend fortement de la compatibilité anneau/rainure et de l'assemblage contrôlé.
Avis d'Expert :
Le consultant recommande de spécifier RTJ pour les lignes critiques lorsque le projet l'exige et que la capacité de maintenance permet un assemblage et une inspection appropriés. “ RTJ n'est pas un raccourci – c'est un joint de plus haute discipline ”, note-t-il.
Face plate pour des exigences spécifiques d'accouplement à basse pression
Les brides à face plate sont généralement utilisées pour des services basse pression ou des exigences d'accouplement spécifiques (par exemple, lors de la connexion à des matériaux fragiles qui ne doivent pas être surcontraints). Les joints à face plate nécessitent généralement des joints pleine face et ne sont pas destinés à des charges cycliques sévères, sauf s'ils sont spécifiquement conçus et approuvés par les exigences du projet.
- Les brides à face plate nécessitent généralement une couverture complète du joint pleine face.
- Elles ne sont pas le choix par défaut pour les joints offshore haute pression ou sujets aux vibrations.
- Utilisez la face plate uniquement lorsque l'équipement d'accouplement et la spécification du projet l'exigent.
Performance d'étanchéité dans des conditions offshore
Les pipelines offshore sont confrontés à des conditions qui peuvent réduire la stabilité de l'étanchéité : vibrations, cycles thermiques, transitoires de pression et perte de précharge des boulons. La conception, la sélection des joints et le contrôle de l'assemblage doivent tenir compte de ces effets.
Comment les vibrations, les cycles thermiques et la perte de charge des boulons affectent la stabilité de l'étanchéité
Les performances d'étanchéité peuvent diminuer dans des conditions offshore si la rétention de la précharge n'est pas contrôlée. Les vibrations et les cycles thermiques peuvent contribuer à la relaxation des joints, aux effets d'enfoncement et aux micro-mouvements à l'interface. Ces mécanismes peuvent augmenter le risque de fuite au fil du temps, en particulier sur les joints près des équipements rotatifs ou dans les zones à charges cycliques. Les mesures de contrôle pratiques sont une méthode de précharge cohérente, une technologie de joint correcte et une discipline d'installation vérifiée.
| Aspect | Implication pertinente pour l'offshore |
|---|---|
| Charges de vibration | Peut accélérer la perte de précharge et augmenter les micro-mouvements à l'interface, augmentant le risque de fuite |
| Frettage / Micro-mouvement | Peut endommager les surfaces d'étanchéité et dégrader les performances du joint sur plusieurs cycles |
| Méthode de contrôle de la précharge | Les méthodes basées uniquement sur le couple peuvent être moins cohérentes sur les grands assemblages ; les procédures contrôlées et la vérification améliorent la fiabilité |
Avis d'Expert :
Le consultant conseille aux acheteurs de prendre en compte les vibrations offshore et les variations thermiques lors de la sélection des faces et des solutions de joints. Il recommande de documenter la méthode de précharge et les critères d'acceptation d'inspection pour les assemblages critiques.
Pourquoi le choix de la face doit correspondre au matériau du joint et à la conception du boulonnage
La face de bride, le matériau du joint et la conception du boulonnage doivent fonctionner ensemble pour assurer une étanchéité fiable. Les assemblages à face surélevée s'associent généralement à des joints souples/semi-métalliques, tandis que les assemblages RTJ nécessitent des joints annulaires métalliques compatibles. Utiliser la mauvaise combinaison peut entraîner des fuites, des dommages au joint ou une instabilité de l'assemblage.
- Adapter le type de joint à la face de bride et au milieu/température.
- Spécifier la méthode de boulonnage et les étapes de vérification pour la cohérence de la précharge.
- Confirmez les recommandations du fabricant et les normes du projet pour le système de joint.
Comment une sélection incorrecte de la surface d'appui crée des problèmes de fuites récurrents
L'appariement incorrect surface d'appui–joint est une cause fréquente de fuites récurrentes. Par exemple, installer un joint spiralé sur une gorge RTJ est un désaccord et peut entraîner un mauvais assise et des fuites. De même, utiliser une solution de joint RF en dehors de son domaine de service peut augmenter le risque de fuite au démarrage.
Avis d'Expert :
Le consultant avertit que les fuites répétées remontent souvent à des “ raccourcis de compatibilité ”. Il recommande de confirmer la surface d'appui, le type de joint et la méthode de boulonnage comme un ensemble avant d'approuver toute commande de bride.
Cas pratique industriel
Problème d'étanchéité d'une ligne d'eau produite causé par un désaccord entre la surface d'appui de la bride et le type de joint
Une ligne d'eau produite a subi des suintements répétés après le démarrage. L'enquête a révélé un désaccord entre l'exigence de surface d'appui et le type de joint installé. Après avoir remplacé le joint par la solution correcte compatible avec la surface d'appui et documenté la méthode d'assemblage, la récurrence des fuites a été considérablement réduite.
Ligne de service d'hydrocarbures offshore mise à niveau de RF à RTJ pour améliorer la fiabilité de l'étanchéité sous les fluctuations de pression
Une ligne d'hydrocarbures offshore a subi des fuites pendant les fluctuations de pression et les cycles thermiques. Le projet a mis à niveau la spécification du joint (y compris la stratégie de surface d'appui et les contrôles d'installation) pour améliorer la fiabilité de l'étanchéité. L'amélioration a été obtenue grâce à des changements combinés : sélection de la surface d'appui, compatibilité du joint et vérification contrôlée de la précharge.
Avis d'Expert :
Le consultant souligne que les changements de surface d'appui ne fonctionnent que lorsque le projet contrôle également la sélection du joint, l'état de la gorge et la méthode de boulonnage. “ Mettre à niveau la surface d'appui sans améliorer la discipline d'assemblage est une fausse solution ”, note-t-il.
Choix de la classe de pression pour les brides offshore
Comprendre les cotes de pression au-delà de la plaque signalétique
Différence entre la classe nominale et la capacité opérationnelle réelle
La classe nominale sur la plaque signalétique d'une bride doit être vérifiée par rapport aux cotes pression–température pour le groupe de matériau et la norme sélectionnés. La pression admissible réelle dépend de la nuance du matériau, de la température de conception (déclassement à températures élevées), de la taille de la bride et des règles de conception du projet. Les projets offshore doivent également prendre en compte la pression d'hydrotest, les surtensions transitoires et les changements opérationnels futurs si spécifiés.
- Le type de matériau et d'alliage affecte la résistance et le comportement de déclassement en température.
- La température impacte la pression admissible ; des températures plus élevées réduisent généralement la capacité de cote.
- La taille et la série de bride affectent les cotes pression–température et les charges de boulonnage.
Avis d'Expert :
Le consultant avertit que se fier uniquement à la plaque signalétique peut conduire à une sous- ou sur-spécification. Il conseille de vérifier la nuance du matériau, la température de conception et les tableaux de la norme applicable avant approbation.
Pourquoi la température, la nuance du matériau et le code de conception affectent tous la capacité de pression finale
La température, la nuance de matériau et le code de conception déterminent collectivement la capacité de pression finale. Les températures élevées réduisent la contrainte admissible dans de nombreux matériaux. La nuance de matériau définit la résistance et la ténacité de base. Les codes de conception (tels que les normes de bride ASME, le cas échéant) fournissent les règles de classement et les exigences dimensionnelles qui doivent être respectées pour un fonctionnement sûr.
| Facteur | Impact sur la capacité de pression |
|---|---|
| Température | Les températures plus élevées réduisent généralement la pression admissible pour de nombreux groupes de matériaux |
| Grade de matériau | Contrôle la résistance/ténacité de base et l'adéquation au service spécifié |
| Code de conception | Définit les règles de classement, les dimensions et les exigences d'acceptation pour le système de bride |
Avis d'Expert :
Le consultant note que de nombreux problèmes de chaîne d'approvisionnement proviennent de l'absence de l'ensemble de normes régissant le projet. Il recommande de confirmer la base de conception et les exigences d'acceptation du client avant de passer commande.
Comment choisir la classe de pression appropriée pour la sécurité des pipelines
Faire correspondre la pression et la température de conception aux exigences de classe ASME
Les ingénieurs doivent faire correspondre la pression et la température de conception avec la classe correcte classe de pression. Utilisez les tableaux de cotes de la norme applicable pour le groupe de matériau sélectionné. Confirmez si la pression d'hydrotest ou les marges de conception spécifiques à l'opérateur s'appliquent.
Prévoyez une marge pour les surpressions, les conditions perturbées et les changements d'exploitation futurs
Une stratégie de marge est essentielle lors du choix d'une classe de pression. Les pipelines offshore peuvent subir des événements transitoires tels que des surpressions, des dépressurisations ou des changements opérationnels. L'approche correcte est d'appliquer la politique de marge définie par le projet et de vérifier que le système d'assemblage peut être installé et entretenu à cette classe (le poids, le boulonnage et les contraintes d'accès sont importants).
- Examinez les données historiques sur les pics de pression si disponibles.
- Prenez en compte les changements d'exploitation futurs et les plans de raccordement s'ils sont définis.
- Confirmez que la méthode d'installation et l'accès au boulonnage restent réalisables à la classe sélectionnée.
Avis d'Expert :
Le consultant souligne que négliger les considérations de surpression/perturbation peut entraîner un risque de fuite, tandis qu'une surspécification non contrôlée peut créer des impacts inutiles sur le poids et les délais.
Évitez la sous-spécification qui augmente le risque de fuite et d'arrêt.
La sous-spécification de la classe de pression augmente le risque de fuite et d'arrêt, en particulier lorsque les transitoires et la déclassement en température sont ignorés. Les économies réalisées avec une classe inférieure sont souvent compensées par les coûts de retravail, de retard et d'intervention offshore si le joint échoue à l'acceptation ou fuit après la mise en service.
Cas pratique industriel
Projet de ligne d'exportation offshore où la Classe 600 a été choisie au lieu de la Classe 300 en raison de la pression de perturbation et de la marge de sécurité à long terme
Un ensemble de ligne d'exportation offshore incluait des scénarios de pression de perturbation et des transitoires de redémarrage. L'équipe d'ingénierie a sélectionné une classe de pression plus élevée pour maintenir la marge dans les conditions définies et réduire le risque de fuite pendant les surpressions. La décision a été soutenue par la vérification des cotes, les vérifications de faisabilité d'installation et les critères d'acceptation documentés.
Leçon tirée de la surspécification : lorsqu'une classe de pression plus élevée a augmenté les coûts et les délais sans ajouter de valeur réelle au projet
Dans un autre projet, l'équipe a sélectionné une classe de pression plus élevée que celle requise par l'enveloppe de service vérifiée. Cette sélection a augmenté les coûts et les délais et a ajouté une charge d'assemblage sans bénéfice opérationnel. La leçon est de dimensionner correctement la classe en utilisant les cotes pression-température vérifiées et la politique de marge du projet, et non par habitude.
Avis d'Expert :
Le consultant conseille aux acheteurs d'éviter à la fois la sous- et la sur-spécification. Il recommande de confirmer les tableaux de cotes, la faisabilité d'installation et la portée de l'acceptation avec des fabricants certifiés avant de finaliser.
Sélection des matériaux pour les brides offshore
Résistance à la corrosion et durabilité dans les environnements marins
Sélectionner le bon matériau pour les brides offshore est essentiel pour la durabilité à long terme et la résistance à la corrosion. Les environnements marins exposent les joints aux chlorures, aux cycles humide/sec et à une humidité élevée. La sélection des matériaux doit suivre le mécanisme de corrosion et les contrôles de fabrication, et non la popularité.
| Type de matériau | Propriétés | Applications |
|---|---|---|
| Acier inoxydable (304, 316) | Meilleure résistance à la corrosion générale que l'acier au carbone ; le risque de piqûres par chlorures dépend du niveau de chlorures et de la température (la plage typique offshore varie selon l'exposition) | Exposition modérée aux chlorures, tuyauterie de pont, systèmes chimiques (dépendant du projet) |
| Duplex et Super Duplex | Haute résistance et amélioration de la résistance aux mécanismes de corrosion liés aux chlorures lorsqu'ils sont correctement spécifiés et fabriqués | Systèmes d'eau de mer/eau produite, exposition agressive aux chlorures, service marin (dépendant du projet) |
| Titane, Cuivre-Nickel | Performance de corrosion spécialisée pour des systèmes marins sélectionnés | Systèmes d'eau de mer/dessalement/marins justifiés par la durée de vie de conception et le risque de corrosion |
Acier au carbone pour environnements contrôlés avec revêtement et stratégie de protection contre la corrosion
L'acier au carbone peut être rentable lorsque l'exposition à la corrosion est contrôlée par des revêtements, une stratégie d'isolation et une intégration de protection cathodique. Cela convient mieux aux services non critiques où l'accès à l'inspection et la planification de la maintenance sont réalistes. Les projets offshore doivent définir explicitement la stratégie de protection contre la corrosion si l'acier au carbone est utilisé.
Avis d'Expert :
Le consultant conseille de confirmer que la portée du revêtement, l'accès à l'inspection et la planification de la maintenance sont définis avant d'approuver l'acier au carbone offshore. Il avertit que “ l'acier au carbone sans plan de protection est un risque pour le calendrier. ”
Acier inoxydable pour une résistance améliorée à la corrosion dans les services contenant des chlorures
Acier inoxydable, en particulier la série 316, peut être utilisé dans certains services contenant des chlorures, mais il n'est pas automatiquement “ résistant à l'eau de mer ”. L'adéquation dépend de la concentration en chlorures, de la température, de la teneur en oxygène et du type d'exposition (immergé vs éclaboussures). Vérifiez le mécanisme de corrosion et les règles de sélection des matériaux du projet.
Duplex et super duplex pour des conditions offshore agressives nécessitant résistance et performance contre la corrosion
Les matériaux duplex et super duplex sont souvent sélectionnés pour une exposition plus agressive aux chlorures car ils combinent résistance et amélioration de la résistance à la corrosion lorsqu'ils sont correctement spécifiés et fabriqués. Le contrôle des procédures de soudage et la vérification des matériaux sont importants pour préserver la performance contre la corrosion.
Matériaux d'alliage pour milieux de processus spéciaux, corrosifs ou très exigeants en service acide
Des alliages spéciaux peuvent être requis pour le service acide, l'injection chimique ou les mécanismes de corrosion sévères où les aciers standard ne sont pas adéquats. La sélection doit être basée sur le mécanisme de corrosion, les exigences mécaniques, les contrôles de fabrication et l'enveloppe de service documentée. Lorsque le service acide s'applique, les limites des matériaux sont souvent régies par les exigences du projet alignées sur NACE MR0175 / ISO 15156 (le cas échéant).
Compatibilité des matériaux avec le milieu de la canalisation
La compatibilité des matériaux avec le milieu de la canalisation est une exigence de sécurité et de fiabilité. Un matériau inapproprié peut entraîner de la corrosion, des fissures, des fuites ou des retouches. Utilisez le mécanisme de corrosion et l'enveloppe de service comme base de décision.
| Matériau de la bride | Avantages | Conditions appropriées |
|---|---|---|
| Acier au Carbone | Rentable ; large disponibilité | Environnements de corrosion contrôlés avec une stratégie de protection définie |
| Acier inoxydable | Résistance à la corrosion améliorée par rapport à l'acier au carbone | Exposition modérée aux chlorures/produits chimiques (vérifier le risque de piqûres/crevasses) |
| Alliages duplex | Haute résistance avec une résistance améliorée à la corrosion par les chlorures lorsqu'elle est correctement spécifiée | Eau de mer/eau produite et exposition marine plus agressive (dépendant du projet) |
Eau de mer, eau produite, hydrocarbures, gaz, service acide et lignes d'injection chimique
Chaque milieu présente des risques différents. L'eau de mer et l'eau produite entraînent souvent des mécanismes de corrosion liés aux chlorures. Les hydrocarbures et le gaz peuvent introduire des problèmes de transitoires de pression et de cyclage thermique. Le service acide peut nécessiter des limites de matériaux supplémentaires et une documentation. Les lignes d'injection chimique peuvent nécessiter des matériaux à alliage plus élevé en fonction de la chimie et de la température.
Pourquoi le mécanisme de corrosion importe plus que la popularité du matériau
Les mécanismes de corrosion (piqûration, corrosion par crevasses, corrosion galvanique, risque de fissuration en service acide, érosion-corrosion) déterminent la sélection des matériaux. Les matériaux “ populaires ” ne sont pas automatiquement appropriés. La sélection offshore doit être justifiée par le mécanisme et les hypothèses documentées, en particulier pour les joints à haute conséquence.
Comment équilibrer la résistance à la corrosion, la résistance mécanique, la difficulté de fabrication et le budget
Les ingénieurs équilibrent la résistance à la corrosion, la résistance mécanique/ténacité, la complexité de fabrication, la charge d'inspection et le budget. Les alliages duplex peuvent être un compromis pratique lorsque l'exposition aux chlorures est significative et que la résistance est nécessaire, mais les contrôles de fabrication doivent être gérés. L'acier au carbone peut être viable pour certaines utilités si la protection contre la corrosion est définie. Ce sont des compromis d'ingénierie typiques et dépendent de l'exposition, de la température et des objectifs de durée de vie de conception.
Avis d'Expert :
Le consultant recommande de sélectionner les matériaux par mécanisme et portée de vérification. Il avertit que les substitutions non examinées créent à la fois un risque d'intégrité et un risque d'audit.
Ce que les acheteurs doivent vérifier avant d'approuver une option de matériau
Les acheteurs doivent vérifier la qualité des matériaux et la traçabilité avant d'approuver toute bride pour une utilisation offshore.
| Facteurs à prendre en compte | Description |
|---|---|
| Spécifications des matériaux | Confirmer que la spécification et la nuance du matériau correspondent au bon de commande et aux exigences du projet. |
| Preuve du système qualité | Vérifier la preuve du système qualité du fournisseur (par exemple, ISO 9001) et la cohérence de la portée de l'inspection. |
| Conformité aux normes | Vérifier que la norme dimensionnelle, la norme du matériau et les enregistrements des tests/inspections requis correspondent aux spécifications du projet. |
| Application prévue | Confirmer l'enveloppe de service, le mécanisme de corrosion et les contraintes d'installation avant l'approbation finale. |
- Choisir le matériau de la bride en fonction de l'enveloppe de service prévue et du plan d'inspection.
- Faire correspondre le matériau de la bride avec le matériau du tuyau si nécessaire et examiner la compatibilité galvanique pour les métallurgies mixtes.
- Confirmer les contrôles de fabrication/soudage pour les matériaux sensibles à l'apport thermique ou à l'équilibre des phases (selon le projet).
Examen des certificats d'essai de l'usine (MTC), traçabilité des numéros de coulée, analyse PMI, tests liés à la corrosion et conformité aux spécifications du projet
Les acheteurs doivent examiner les certificats d'essai de l'usine (MTC), confirmer la traçabilité des numéros de coulée et exiger une analyse PMI lorsque spécifié ou lorsque la criticité le justifie. Les tests liés à la corrosion et la conformité aux spécifications du projet réduisent le risque de recevoir des matériaux incorrects. L'étendue requise dépend de l'assurance qualité du projet et de la criticité du service.
Risques de substitution de matériaux sans examen technique complet
La substitution de matériaux sans examen technique est un risque courant en offshore. Même les matériaux “ équivalents ” peuvent modifier les performances de corrosion, la ténacité, les exigences de procédure de soudage et l'acceptation de la documentation. Toute substitution doit être examinée et approuvée selon le contrôle des modifications du projet.
Avis d'Expert :
Le consultant exhorte les clients à exiger une traçabilité complète des certificats d'essai de l'usine (MTC/MTR) et une portée d'inspection claire pour chaque commande de bride offshore. Il avertit que les lacunes documentaires ou les substitutions non autorisées déclenchent souvent le rejet ou la réinspection par le client.
Cas pratique industriel
- Certains packages EPC offshore nécessitent des approbations spécifiques à l'opérateur ou une surveillance d'inspection par un tiers pour les brides critiques. Les fournisseurs doivent démontrer un approvisionnement en matériaux contrôlé et une traçabilité pour répondre à ces exigences.
- L'exposition marine impose souvent des exigences plus élevées en matière de performances de corrosion pour les systèmes d'eau de mer/eau produite, ce qui augmente l'importance de la sélection correcte des matériaux et des contrôles de fabrication.
Ligne de service d'eau de mer où la sélection de bride en duplex a réduit le risque de corrosion par rapport à l'acier inoxydable conventionnel
Une ligne de service d'eau de mer présentait un risque de corrosion localisée sous exposition aux chlorures. Les ingénieurs ont sélectionné un matériau de bride en duplex basé sur le mécanisme de corrosion et les objectifs de durée de vie, soutenus par des contrôles de documentation et de vérification. Le changement a réduit la fréquence des interventions liées à la corrosion (l'avantage offshore typique dépend du niveau de chlorure, de la température et des conditions d'exposition).
Bride en acier au carbone avec système de revêtement utilisé avec succès dans une application utilitaire offshore non critique avec une planification de maintenance appropriée
Sur une ligne utilitaire non critique, les ingénieurs ont utilisé des brides en acier au carbone avec un revêtement défini et un plan d'inspection. L'approche était rentable car l'accès pour l'inspection et la maintenance était réalisable. La leçon clé est que le succès de l'acier au carbone en mer dépend de la stratégie de protection et d'une planification réaliste de la maintenance.
Avis d'Expert :
Le consultant souligne que le succès vient de l'adéquation du matériau à l'exposition et à l'étendue de la vérification, et non d'une règle unique de “meilleur matériau”.
Connexions d'extrémité, méthodes de soudage et risques d'installation
Choix de la connexion d'extrémité dans la fabrication offshore réelle
Extrémités soudées bout à bout pour l'intégrité structurelle et la fiabilité à long terme
Extrémités soudées bout à bout offrent généralement la meilleure continuité structurelle pour les pipelines offshore critiques car elles réduisent les concentrations de contraintes et améliorent la performance en fatigue lorsque la qualité du soudage est contrôlée. Les projets offshore doivent vérifier les procédures de soudage, les tolérances d'ajustement et l'étendue de l'inspection dans le cadre du contrôle de l'intégrité des joints.
Avis d'Expert :
Le consultant insiste sur la vérification de la qualification des procédures de soudage, de la compatibilité des matériaux et de l'étendue de l'inspection pour les extrémités soudées bout à bout. Un contrôle médiocre du soudage peut compromettre l'alignement de l'étanchéité et la fiabilité du calendrier.
Options de soudure par emboîtement et filetées pour les systèmes de petit diamètre et leurs limites
Les brides à soudure par emboîtement et filetées peuvent convenir aux systèmes de petit diamètre mais présentent des limitations en mer. Les soudures par emboîtement peuvent introduire des risques de fissures et de corrosion au niveau de la racine, tandis que les joints filetés peuvent être sensibles aux vibrations et à la pratique d'assemblage/étanchéité. Ces options sont généralement limitées aux services utilitaires ou aux applications non critiques où les facteurs de vibration et de corrosion sont contrôlés.
- Les soudures par emboîtement peuvent concentrer la corrosion dans des zones de type fissure si les conditions le permettent.
- Les joints filetés peuvent se desserrer sous l'effet des vibrations s'ils ne sont pas contrôlés.
- Les deux types nécessitent une inspection minutieuse et une discipline d'installation pour réduire le risque de fuite.
Le contrôle qualité du soudage est aussi important que la conception des brides
Le contrôle qualité du soudage est aussi important que la conception des brides dans les installations de pipelines offshore. La qualité de l'ajustage, le contrôle de l'apport thermique, la gestion des déformations et le contrôle de l'interface revêtement/isolation affectent tous l'alignement des brides et la stabilité de l'étanchéité. Les réparations offshore sont coûteuses, donc la prévention est motivée par une fabrication contrôlée et une vérification.
- La protection contre la corrosion et la préparation de surface réduisent la dégradation due à l'humidité dans les zones de soudure.
- Le contrôle des déformations réduit les risques d'alignement et de planéité des faces.
- La fiabilité à long terme dépend à la fois de la qualité de la conception et de l'installation.
Qualification des modes opératoires de soudage, qualification des soudeurs et attentes en matière de CND
Les projets offshore nécessitent généralement des modes opératoires de soudage vérifiés, des soudeurs qualifiés et un périmètre de CND défini. Les critères d'acceptation exacts dépendent des spécifications du projet et des exigences de l'opérateur. Le CND (UT/RT/MT/PT le cas échéant) permet la détection des défauts avant la mise en service.
Pourquoi un mauvais ajustement et les déformations de soudage peuvent compromettre les performances d'étanchéité des brides
Un mauvais ajustement et les déformations de soudage peuvent compromettre les performances d'étanchéité des brides, même lorsque les matériaux sont corrects. Les déformations peuvent entraîner un non-parallélisme des faces et une charge inégale du joint. Les ingénieurs doivent considérer l'alignement et les déformations comme des risques d'étanchéité, et non seulement comme des “ problèmes de fabrication ”.”
Avis d'Expert :
Le consultant conseille de prioriser les inspections QA/QC pendant la fabrication. Il note que de nombreuses enquêtes sur les fuites offshore remontent à des problèmes d'alignement et de déformation, et non à des défauts de matériaux.
Cas pratique industriel
Retard de fabrication causé par une inadéquation entre la préparation des extrémités de bride et les pratiques de soudage sur site
Un projet a subi un retard de fabrication lorsque la préparation des extrémités de bride ne correspondait pas à la pratique de soudage sur site et à la méthode d'assemblage. L'équipe a dû remachiner les composants et requalifier le périmètre des travaux. Ce cas souligne la nécessité d'aligner les détails d'approvisionnement avec la pratique de fabrication avant l'expédition.
Problème de fuite retracé à un défaut d'alignement lors de l'installation plutôt qu'à une défaillance du matériau de la bride.
Une fuite persistante s'est produite au niveau d'un joint de bride après réassemblage. L'enquête a montré qu'un mauvais alignement lors de l'installation consommait la charge des boulons et créait une compression inégale du joint. Après correction de l'alignement et contrôle de la méthode de précharge, la fuite s'est arrêtée—démontrant pourquoi le contrôle de l'assemblage est un contrôle d'étanchéité.
- Les réparations offshore nécessitent souvent une logistique spécialisée et augmentent le risque de temps d'arrêt.
- La corrosion dans les zones de soudure peut entraîner des problèmes d'intégrité à long terme si les interfaces de revêtement/isolation ne sont pas contrôlées.
- Les problèmes de distorsion et d'alignement peuvent créer des fuites récurrentes même lorsque la documentation est complète.
Avis d'Expert :
Le consultant recommande de gérer l'alignement et la qualité de soudage dans le cadre du contrôle de l'intégrité des joints et de vérifier le périmètre d'inspection pendant la fabrication pour éviter des interventions offshore coûteuses.
Normes et Certifications que les Acheteurs Devraient Vérifier
Normes de Bride Offshore Essentielles
Normes dimensionnelles et de classe de pression ASME
Les acheteurs doivent vérifier la norme dimensionnelle et de classe requise par le projet (généralement ASME B16.5/B16.47 ou les équivalents requis par le projet). L'utilisation de normes incompatibles peut créer une incompatibilité de motif de boulons et des retouches coûteuses, même lorsque les matériaux sont corrects.
Avis d'Expert :
Le consultant explique que les normes dimensionnelles incompatibles sont une cause courante de retouche offshore. Il exhorte les acheteurs à confirmer l'ensemble de normes régissant et les exigences de marquage avant approbation.
Normes matérielles ASTM
Les spécifications de matériaux ASTM définissent la composition chimique, les propriétés mécaniques et les exigences d'essai. Les acheteurs doivent vérifier que le MTC/MTR fait référence à la spécification de matériau ASTM/ASME et à la nuance requises par le projet. “ ASTM ” est généralement une base de spécification, et non une “ certification ” autonome.”
Exigences DIN et ISO lorsque les spécifications du projet les exigent
Certains projets exigent des normes basées sur DIN/EN ou ISO pour les dimensions et les exigences matérielles. Ceci est courant sur les projets dirigés par des Européens ou lorsque les spécifications de l'opérateur se standardisent sur DIN/EN. Les acheteurs doivent confirmer si le mélange de composants ASME et DIN/EN est autorisé et comment les interfaces de joint/boulonnage seront gérées.
NACE, EN 10204 3.1, et les exigences de documentation offshore spécifiques au projet le cas échéant
Lorsque le service acide s'applique, les projets peuvent exiger une conformité aux limites NACE MR0175 / ISO 15156. Les certificats EN 10204 soutiennent la documentation d'inspection des matériaux : 3.1 est généralement un certificat d'inspection délivré par le fabricant, tandis que 3.2 implique généralement une surveillance/validation indépendante supplémentaire selon les exigences du projet. Les projets offshore peuvent également nécessiter des enregistrements de revêtement, des rapports de CND, un champ d'application PMI et une traçabilité complète pour l'acceptation du client.
| Certification | Description |
|---|---|
| ISO 9001:2015 | Système de management de la qualité pour une fabrication et un contrôle de la documentation cohérents |
| ASME B16.5/B16.47 | Ensemble de normes dimensionnelles et de classement (dépendant du projet) |
| Conformité à la spécification de matériau ASTM | Exigences de matériau vérifiées via MTC/MTR |
| NACE MR0175/ISO 15156 | Limites de matériau pour service acide le cas échéant |
| EN 10204 3.1/3.2 | Champ d'application du certificat d'inspection (3.1 certificat du fabricant ; 3.2 avec surveillance indépendante supplémentaire selon les exigences) |
| PED 2014/68/UE | Conformité des équipements sous pression lorsque le champ d'application réglementaire de l'UE s'applique |
| API 6A | Lorsque applicable pour les ensembles d'équipements de tête de puits/de contrôle de pression (dépendant du projet) |
| NORSOK | Normes de projet souvent référencées dans les spécifications liées à la mer du Nord (dépendant du projet) |
Les dimensions standard et le champ de la documentation doivent correspondre aux exigences du projet pour garantir une installation sûre et une acceptation fluide par le client.
Documentation et conformité pour un approvisionnement prêt à l'audit
Certificats d'essai des matériaux, rapports d'inspection dimensionnelle, PMI, NDT, enregistrements de revêtement et documents de traçabilité
L'approvisionnement prêt à l'audit nécessite une documentation complète pour chaque ensemble de bride. Les acheteurs vérifient généralement les certificats de matériaux (MTC/MTR), les rapports d'inspection dimensionnelle, les enregistrements PMI si requis, les résultats d'essais non destructifs selon les spécifications, les dossiers de revêtement/emballage, et les documents de traçabilité liés aux numéros de coulée et aux marquages.
| Aspect | Description |
|---|---|
| Qualification du fournisseur | Confirme la capacité du fournisseur à respecter les dimensions, les spécifications de matériaux, et l'étendue de la documentation |
| Spécifications des matériaux | Définit la nuance de matériau requise, le traitement thermique, et l'étendue des essais |
| Inspections d'approvisionnement | Vérifie les résultats dimensionnels, de marquage, et d'inspection pendant la production |
| Réduction des risques | Prévient les livraisons de matériaux/normes incorrects et réduit le risque de retravail |
| Conformité et sécurité | Soutient les exigences réglementaires et d'acceptation client |
| Rentabilité | La détection précoce évite les retouches offshore et les impacts sur le planning. |
Avis d'Expert :
Le consultant note que la documentation incomplète est une cause fréquente de retard de projet. Il recommande de confirmer le format du certificat, l'étendue requise et le lien de traçabilité avant l'expédition.
Pourquoi la qualité de la documentation affecte directement l'approbation du projet et l'acceptation sur site
Une documentation de haute qualité accélère l'approbation et l'acceptation sur site car les inspecteurs peuvent vérifier la conformité sans re-test ou ré-inspection. Les dossiers médiocres peuvent entraîner des points de blocage, des lots rejetés ou une inspection tierce non planifiée.
Ce que les acheteurs EPC et les équipes QA demandent généralement avant de délivrer l'approbation finale
Les acheteurs EPC et les équipes QA exigent généralement une preuve de conformité aux normes, des certificats de matériaux, des rapports d'inspection et un lien de traçabilité. Ils peuvent également exiger une surveillance tierce pour les articles critiques. Clarifier cette liste de contrôle tôt réduit les litiges en aval.
Cas pratique industriel
Retard d'approbation de projet causé par des dossiers de traçabilité incomplets
Un projet a subi un retard de planning car les dossiers de traçabilité étaient incomplets pour plusieurs articles dans un lot de brides offshore. L'acceptation du client nécessitait des numéros de coulée liés et des certificats d'inspection complets pour le lot. L'équipe a dû effectuer une ré-inspection et une reconstruction documentaire, augmentant les coûts et retardant l'installation.
Avis d'Expert :
Le consultant conseille de vérifier l'étendue de la traçabilité et le format d'acceptation avant l'expédition. “ Si le client ne peut pas le vérifier dès le premier jour, cela entraîne un retard ”, note-t-il.
Comment une documentation complète a aidé à accélérer l'inspection du client offshore et la libération de l'expédition
Dans un autre colis, le fournisseur a fourni une documentation complète, un marquage clair et une étendue d'inspection conforme aux exigences du client. Le client a terminé l'inspection rapidement et a libéré l'expédition sans points de blocage supplémentaires. La leçon est que la qualité de la documentation est un outil de contrôle du planning.
La conformité aux normes, une documentation complète et la traçabilité réduisent les risques et les retards des projets offshore.
Comment comparer les fournisseurs de brides offshore
Ce qui rend un fabricant fiable pour les projets offshore
Un fabricant fiable pour les projets offshore doit répondre à des exigences techniques et opérationnelles strictes. Les fournisseurs fiables démontrent une expérience des spécifications offshore, un approvisionnement en matériaux contrôlé, une précision d'usinage constante, une capacité d'inspection définie et une livraison prévisible avec une documentation d'exportation complète.
| Critères | Description |
|---|---|
| Conception | La revue de conception alignée sur l'enveloppe de service et l'ensemble des normes du projet réduit le risque d'incompatibilité |
| Construction | Les processus contrôlés de forgeage, d'usinage et de traitement thermique garantissent la cohérence |
| Gestion de l'intégrité | La traçabilité et les dossiers d'inspection soutiennent la maintenance à long terme et les audits |
| Sécurité opérationnelle | La conformité aux normes et l'étendue de la vérification réduisent les risques de fuite et de défaillance |
| Rentabilité | La sélection des bonnes spécifications et une livraison stable réduisent les coûts de retravail et d'intervention offshore |
Expérience avec les spécifications offshore pétrole et gaz
Les fabricants ayant une expérience de projets offshore comprennent la structure des spécifications, les exigences de documentation et les modes de défaillance courants. Ils peuvent soutenir la sélection correcte des normes et la planification de l'étendue de la vérification.
Contrôle de l'approvisionnement en matériaux et traçabilité des lots
Les fournisseurs fiables contrôlent l'approvisionnement en matériaux et maintiennent la traçabilité des lots/charges. Cela garantit que les brides livrées correspondent à la nuance de matériau spécifiée et aux exigences d'essai.
Précision d'usinage, capacité d'inspection et cohérence de livraison
La précision d'usinage et la capacité d'inspection réduisent les problèmes d'ajustage et les retouches sur site. La cohérence des livraisons réduit les risques de la chaîne d'approvisionnement et protège les calendriers de mise en service.
Capacité à prendre en charge des matériaux spéciaux, des délais d'exécution urgents et des documents d'exportation complets
Les projets offshore nécessitent souvent des alliages spéciaux, des remplacements urgents et une documentation complexe. Les fournisseurs capables de répondre à ces exigences réduisent les risques opérationnels lors des projets accélérés.
Avis d'Expert :
Le consultant conseille de prioriser les fournisseurs avec une documentation contrôlée, une traçabilité et des performances éprouvées de livraison offshore. “ Un raccord technique correct qui arrive sans enregistrements acceptables n'est pas utilisable offshore ”, note-t-il.
Questions que les acheteurs devraient poser avant de passer une commande
Les acheteurs devraient poser des questions clés pour confirmer la fiabilité du fournisseur et l'adéquation au projet.
| Question | Explication |
|---|---|
| Comment vérifier la fiabilité du fournisseur ? | Examiner les preuves du système qualité, demander des échantillons de certificats de matériaux (MTC/MTR), confirmer le périmètre d'inspection et vérifier les performances de livraison pour des ensembles offshore similaires. |
| Tous les fournisseurs ont-ils des quantités minimales de commande ? | Les quantités minimales de commande varient selon le produit et le matériau ; confirmer tôt la politique de commande d'essai et la stratégie de pièces de rechange. |
| Des échantillons gratuits sont-ils généralement offerts ? | La politique d'échantillonnage dépend des articles standards ou sur mesure ; confirmer le coût, le délai de livraison et le périmètre d'inspection pour les échantillons. |
| Puis-je visiter l'usine de fabrication ? | L'audit d'usine (en personne ou virtuel) aide à vérifier le contrôle des processus et la capacité d'inspection. |
| Quel est le délai de livraison typique après l'approbation de l'échantillon ? | Le délai de livraison varie selon le matériau, la classe, la taille et le périmètre d'inspection ; confirmer tôt les éléments critiques du chemin. |
| Les fournisseurs internationaux peuvent-ils gérer les expéditions mondiales ? | Confirmer l'emballage d'exportation, la protection contre la corrosion, le jeu de documents et les exigences douanières pour éviter les dommages ou les retards. |
Le fournisseur peut-il fournir une traçabilité complète et un support d'inspection tierce partie ?
Confirmer si le fournisseur peut fournir une traçabilité complète et soutenir la surveillance tierce partie lorsque le projet l'exige. Définir ce que signifie “ traçabilité ” dans le contrat (liaison du numéro de coulée, marquage, format de certificat, séparation des lots).
Peuvent-ils gérer la documentation du projet et les exigences QA spécifiques au client ?
Confirmer le format des documents, la portée requise (MTC/MTR, rapports dimensionnels, PMI, END, registres de revêtement) et le calendrier de soumission avant l'expédition.
Ont-ils une expérience avérée avec les applications offshore, marines ou en service corrosif ?
L'expérience avec des conditions de service similaires réduit les risques. Demander des exemples alignés sur des milieux comparables, l'exposition et la portée de la documentation (sans divulguer d'informations confidentielles du client).
Avis d'Expert :
Le consultant recommande de vérifier les processus de documentation du fournisseur et la capacité d'inspection tôt. Il note que cela réduit les litiges d'approvisionnement et protège les calendriers de mise en service.
Cas pratique industriel
- Dans les projets sensibles à l'intégrité, des solutions de bride correctement spécifiées pour l'ancrage ou la stabilité peuvent réduire le risque de déplacement et le potentiel de fuite lorsqu'elles correspondent aux charges et à la portée de vérification.
- Dans les environnements à charges dynamiques, la stabilité des joints dépend du contrôle des charges, de la sélection correcte des normes et de la vérification traçable—pas seulement sur des “ pièces plus solides ”.
Pourquoi un entrepreneur offshore a changé de fournisseur après des incohérences répétées dans les documents et des livraisons tardives
Un entrepreneur offshore a changé de fournisseur après des incohérences répétées dans les documents et des livraisons tardives. L'entrepreneur a sélectionné un fabricant avec un contrôle de traçabilité plus fort et une livraison prévisible, réduisant les points de contrôle client et les risques de planning.
Comment le support d'un fabricant qualifié a réduit le risque d'approvisionnement dans un package offshore accéléré
Un package offshore accéléré nécessitait une livraison urgente et une conformité totale. L'équipe projet a sélectionné un fabricant qualifié avec des processus de documentation vérifiés et un champ d'inspection. Le support du fournisseur a réduit le risque d'approvisionnement et a aidé à maintenir le package dans les délais.
Avis d'Expert :
Le consultant souligne que le succès de l'approvisionnement offshore est déterminé par la préparation de la documentation et la fiabilité de la livraison, pas seulement par le prix unitaire.
Liste de contrôle pour la sélection de brides offshore pour les acheteurs et ingénieurs
Sélectionner la bonne bride pour un pipeline offshore nécessite une revue à chaque étape. Les acheteurs et ingénieurs doivent utiliser une liste de contrôle structurée pour garantir la sécurité, la conformité et la fiabilité à long terme.
Liste de contrôle technique avant approbation finale
Les ingénieurs et acheteurs doivent confirmer tous les détails techniques avant d'approuver les brides de tuyauterie pour une utilisation offshore.
| Point de contrôle | Description |
|---|---|
| Conditions de service | Confirmer les hypothèses concernant le milieu, la pression, la température, la salinité, la catégorie d'exposition et le mécanisme de corrosion. |
| Type de bride et face | Adapter le type de bride et la face aux charges, aux besoins de fiabilité d'étanchéité et à l'accessibilité pour la maintenance. |
| Classe de pression | Vérifier la pression nominale par rapport à l'enveloppe de conception et à la politique de marge du projet ; confirmer la faisabilité d'installation à la classe sélectionnée. |
| Revue des matériaux | Confirmer la sélection des matériaux par mécanisme de corrosion, exigences de résistance/ténacité et contrôles de fabrication. |
| Joint et boulonnerie | Vérifier la compatibilité du joint et définir la méthode de boulonnage/précharge ainsi que les contrôles d'acceptation. |
| Normes et essais | Aligner les normes, les essais et la portée de la documentation avec la spécification du projet et l'acceptation du client. |
Avis d'Expert :
Le consultant conseille aux acheteurs d'exiger des certificats de matériaux traçables thermiquement (MTC/MTR) et un périmètre d'inspection clair. Il avertit que l'absence d'exigences de résilience/impact pour les systèmes sensibles à la fatigue peut créer un risque de retravail. Exiger toujours une inspection visuelle et dimensionnelle selon la norme dimensionnelle spécifiée (par exemple, ASME B16.5 ou EN 1092-1 le cas échéant).
Une liste de contrôle technique détaillée aide à prévenir les incompatibilités et garantit que la bride appropriée correspond à l'environnement opérationnel du pipeline.
Les exigences techniques supplémentaires pour les brides de tuyauterie offshore incluent :
| Point de contrôle | Description |
|---|---|
| Spécifier le matériau | Si des brides de pipeline à haute résistance sont requises, spécifiez la norme/qualité de matériau correcte selon la conception (par exemple, ASTM A694 grade le cas échéant) sur le bon de commande. |
| Exigences MTR | Exiger des MTC/MTR référençant la spécification et la qualité de matériau correctes utilisées pour la commande. |
| Température CVN | Spécifiez la température d'essai d'impact requise et le périmètre d'acceptation si exigé par le projet pour les services à basse température ou critiques. |
| Normes de brides | Indiquez la norme dimensionnelle (ASME B16.5 ou EN 1092-1) et la classe de pression selon les besoins. |
| Données d'impact | Pour les systèmes critiques ou à basse température, inclure les exigences de résilience/impact dans le dossier du contrat. |
| Traçabilité thermique | Exiger une traçabilité thermique des MTC/MTR et un marquage lié ; définir les règles de séparation des lots si nécessaire. |
| Essais mécaniques | Confirmer la portée des essais mécaniques requis et le format de documentation pour l'acceptation du client. |
| Exigences de CND | Définir la portée de la CND (UT/RT/MT/PT le cas échéant) si requis par la spécification ou le plan de surveillance du client. |
| Inspection visuelle | Inspection visuelle et dimensionnelle selon la norme dimensionnelle spécifiée et les critères d'acceptation du projet. |
Ce tableau garantit que les acheteurs et les ingénieurs couvrent les points critiques avant l'approbation finale des ensembles de brides offshore.
Liste de contrôle des achats avant l'émission du bon de commande
Les acheteurs doivent vérifier les détails des achats pour sécuriser la bride appropriée et éviter les risques liés à la chaîne d'approvisionnement.
- Confirmer que les dessins et la nomenclature correspondent à la disposition de la tuyauterie et à la norme dimensionnelle requise.
- Définir les exigences d'inspection et d'essai, y compris tout point de contrôle client.
- Exiger un certificat de contrôle/matériel (MTC/MTR) et un lien de traçabilité pour chaque lot de brides.
- Spécifier l'emballage à l'exportation et la protection contre la corrosion pour l'expédition offshore afin de prévenir les dommages.
- Organiser une inspection par un tiers ou un contrôle client selon les exigences du cahier des charges du projet.
Avis d'Expert :
Le consultant recommande de confirmer la portée de la documentation et le format d'acceptation avant la libération du bon de commande. Il note que des exigences floues concernant l'emballage et les certificats entraînent souvent des retards offshore et des coûts supplémentaires.
Une liste de contrôle des achats protège les acheteurs contre les erreurs coûteuses et garantit que la bride arrive prête pour l'installation.
Résumé :
Les acheteurs et ingénieurs doivent utiliser à la fois des listes de contrôle techniques et des listes de contrôle des achats pour sélectionner les brides de tuyauterie pour les pipelines offshore. Ces étapes aident à garantir que la bride répond aux exigences du projet et soutient une exploitation sûre et fiable.
Pour sélectionner la bride adaptée aux pipelines offshore pétrole et gaz, les ingénieurs doivent suivre ces étapes :
- Évaluer les conditions de service.
- Choisir le type de bride et le type de face appropriés.
- Vérifier la classe de pression et le matériau.
- Vérifier la conformité aux normes industrielles et aux exigences de documentation.
Avis d'Expert :
Un consultant vétéran de 30 ans suggère de consulter des fabricants certifiés comme SUNHY pour des solutions prêtes à l'audit. Pour les ensembles complexes, les ingénieurs doivent confirmer le jeu de normes, l'étendue de la documentation et les contraintes d'assemblage avant de finaliser.
FAQ
Quel est le facteur le plus important lors de la sélection des brides offshore ?
Les conditions de service et le système complet du joint sont les facteurs les plus importants. La sélection doit correspondre au milieu, à l'enveloppe pression–température, au mécanisme de corrosion et aux contraintes d'installation—puis vérifier la compatibilité face/joint/boulonnage.
Un consultant vétéran de 30 ans dit : “ Toujours adapter le type de bride et le matériau à la pression, à la température et au milieu—et confirmer comment le joint sera assemblé offshore. Ignorer cette étape entraîne des fuites et des retouches coûteuses. ”
Comment les acheteurs peuvent-ils éviter les pièges d'achat courants ?
Les acheteurs doivent exiger une documentation complète et une traçabilité alignées sur l'acceptation du client. Confirmer quels certificats sont requis, comment les numéros de coulée sont liés aux marquages, et si le champ d'application témoin/tiers s'applique.
- Demander les certificats d'essai d'usine / MTR et clarifier le champ d'application EN 10204 si spécifié
- Vérifier les preuves du système qualité du fournisseur et la capacité d'inspection
- Examiner l'expérience passée en packages offshore et les performances de livraison
Le consultant avertit : “ Les documents manquants entraînent des retards et des échecs d'audit. Définissez le format d'acceptation avant l'expédition. ”
Quel matériau de bride convient le mieux aux pipelines d'eau de mer ?
Duplex ou super duplex est souvent sélectionné pour l'exposition liée à l'eau de mer car il peut offrir une forte performance de corrosion et une résistance lorsqu'il est correctement spécifié et fabriqué. La sélection finale dépend du niveau de chlorure, de la température, de la catégorie d'exposition et des exigences du projet.
Le consultant note : “ Pour l'exposition à l'eau de mer, vérifiez le mécanisme de corrosion et les contrôles de fabrication. Le choix du matériau sans vérification n'est pas un contrôle des risques. ”
Pourquoi la qualité de la documentation affecte-t-elle le succès du projet ?
Une documentation complète accélère l'approbation et l'acceptation sur site car elle réduit les points de blocage. Si le client ne peut pas vérifier rapidement la conformité, les colis peuvent être retenus pour réinspection.
| Type de document | Objectif |
|---|---|
| MTC/MTR | Vérification des matériaux |
| Rapports de contrôle non destructif (si requis) | Assurance qualité et vérification des défauts |
| Lien de traçabilité | Conformité aux audits et identification des lots |
Le consultant déclare : “ Les dossiers incomplets retardent les projets et augmentent les risques dans la chaîne d'approvisionnement. ”
Comment les acheteurs peuvent-ils maîtriser les coûts sans compromettre la sécurité ?
Contrôlez les coûts en dimensionnant correctement les spécifications et en réduisant le risque de retravail, et non en réduisant les étapes de vérification. Confirmer l'enveloppe de service, vérifier les tableaux de classification et les exigences en matière de matériaux, et standardiser les dossiers de documentation pour la répétabilité.
- Éviter la surspécification qui augmente le poids, les délais de livraison et la charge d'assemblage.
- Utiliser des matériaux vérifiés et des combinaisons de joints/d'embouts pour le service.
- Travailler avec des fabricants certifiés et définir tôt le périmètre de la documentation.
Le consultant conseille : “ Le dimensionnement approprié des spécifications et la vérification des capacités des fournisseurs protègent les budgets et réduisent le risque d'intervention offshore. ”