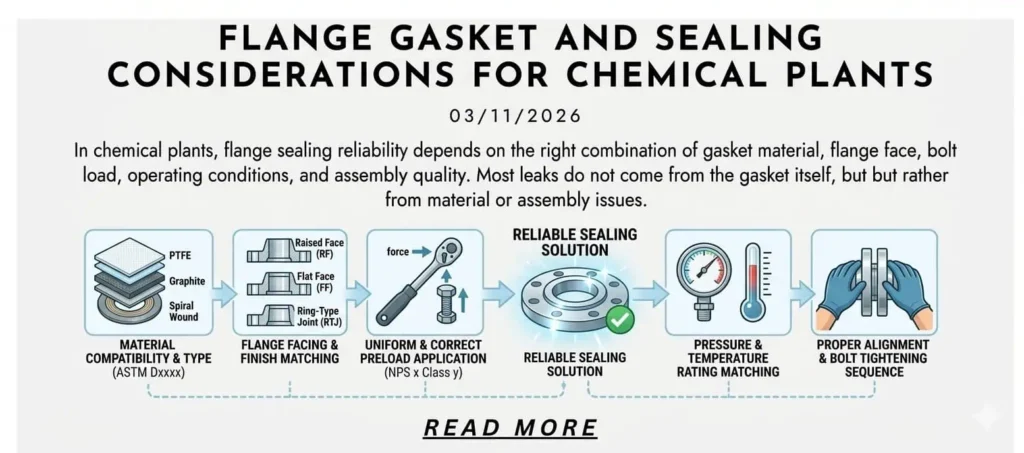
Dans les usines chimiques, la fiabilité de l'étanchéité des brides dépend de la bonne combinaison du matériau du joint, de la surface de la bride, de la charge des boulons, des conditions de fonctionnement et de la qualité de l'assemblage. La plupart des fuites ne proviennent pas uniquement du type de joint. En service réel, les fuites commencent généralement lorsque le joint, la surface de la bride, le boulonnage et les conditions de processus cessent de fonctionner comme un système unique. Un joint qui semble correct sur la fiche technique peut encore échouer si l'assemblage subit des cycles thermiques, une exposition à l'arrêt humide, des dommages à la surface de la bride ou une contrainte inégale des boulons.
C'est pourquoi la sélection des joints dans les usines chimiques ne doit jamais être traitée comme une simple décision d'achat. Le bon choix doit correspondre au milieu, à la pression, à la température, au type de surface, aux pratiques de maintenance et aux conséquences des fuites. Dans les services corrosifs, la décision d'étanchéité doit également rester alignée avec la sélection du matériau de la bride, l'examen des mécanismes de corrosion et la qualité de l'assemblage du joint.
Règle de terrain : Dans les services chimiques, un “ bon joint ” ne crée pas un assemblage fiable par lui-même. Un assemblage fiable provient du bon joint, de la bonne surface de bride, de la bonne précharge et des bonnes hypothèses de service travaillant ensemble.
| Facteur d'étanchéité | Pourquoi c'est important |
|---|---|
| Matériau du joint | Doit résister au milieu de processus et rester stable à travers les changements de pression et de température. |
| Surface de la bride | Contrôle comment le joint s'assoit et comment la charge est répartie sur la zone d'étanchéité. |
| Boulonnage et précharge | Détermine si le joint atteint et maintient la contrainte d'étanchéité. |
| Conditions de service | Les démarrages, arrêts, nettoyages et cycles thermiques contrôlent souvent le comportement réel des fuites. |
| Qualité d'assemblage | Une mauvaise préparation de surface, un désalignement ou un serrage incorrect peuvent compromettre même le bon joint. |

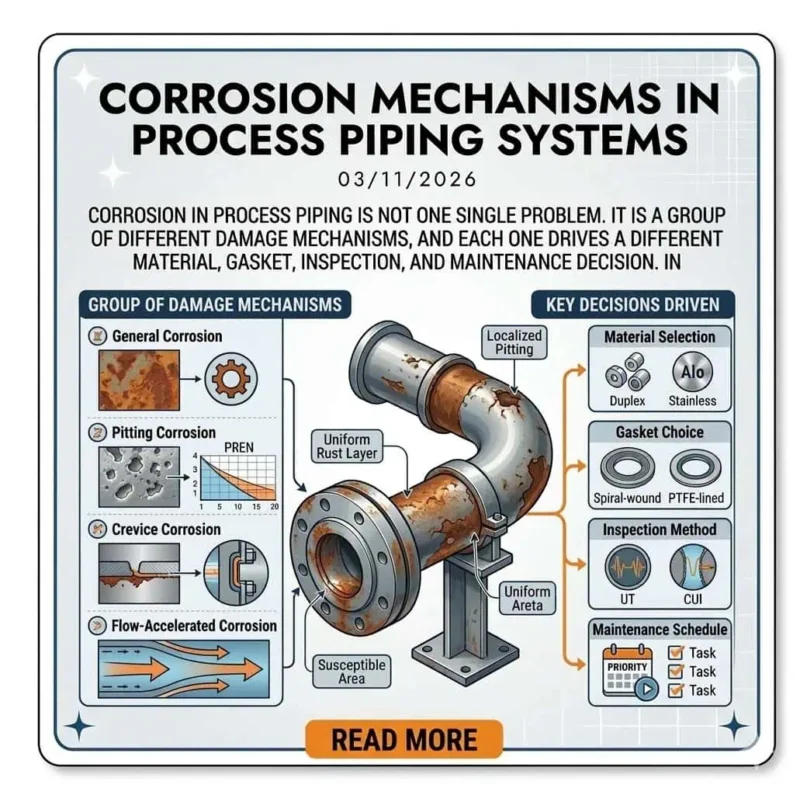
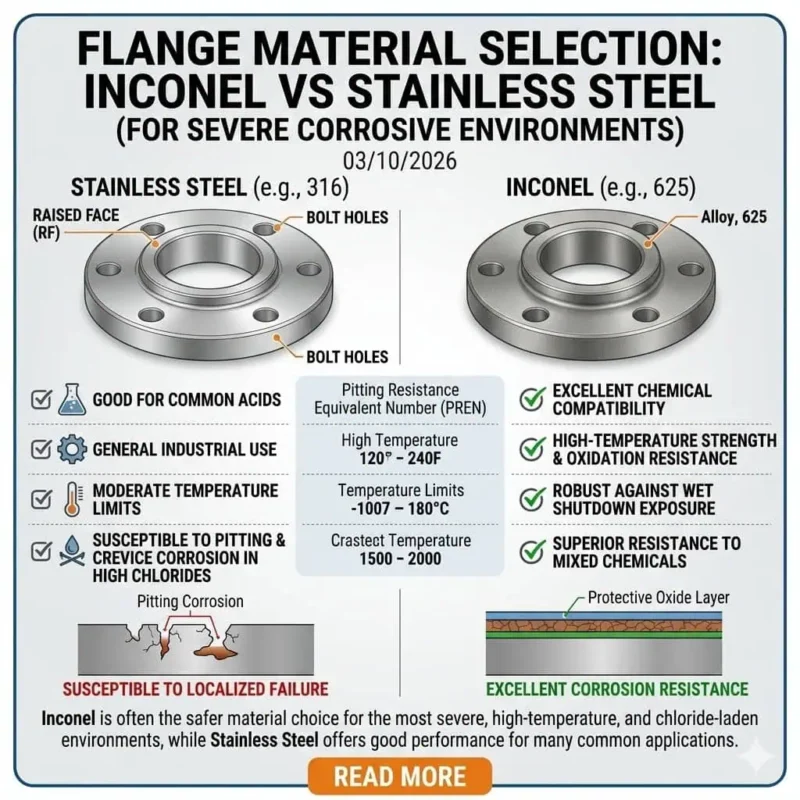
Si vous examinez ce sujet dans le cadre d'une stratégie plus large des matériaux d'usine chimique, il est également utile de lire Comment choisir les matériaux de bride pour le traitement chimique, Inconel contre acier inoxydable pour environnements corrosifset Mécanismes de corrosion dans les systèmes de tuyauterie de process. Ces trois sujets expliquent le matériau du corps, le risque de corrosion et la logique de mise à niveau des alliages qui sous-tendent les décisions d'étanchéité.
Pourquoi les joints de bride fuient dans les usines chimiques
Pourquoi l'étanchéité des brides dans les usines chimiques est plus exigeante que dans les services industriels généraux
Les joints de bride des usines chimiques sont exposés à une combinaison de conditions beaucoup plus sévères que les services utilitaires généraux. Les milieux corrosifs, les cycles thermiques, l'humidité lors des arrêts, les produits chimiques de rinçage, les variations de pression et les conséquences des fuites augmentent tous les exigences d'étanchéité. Une méthode de sélection de joint pour conduite d'eau est souvent trop optimiste pour les services chimiques, car les usines chimiques sont moins tolérantes lorsque le joint perd sa précharge ou lorsqu'une petite fuite atteint l'atmosphère.
Les brides sont également plus vulnérables que les tuyaux simples, car le joint comprend une interface de joint, une finition de surface usinée, un boulonnage et une géométrie de fissure. Ces détails créent des contraintes localisées et une chimie localisée. Dans de nombreux services, le premier chemin de fuite n'est pas à travers la paroi du tuyau. Il se produit à travers la face de la bride ou sous le joint après que le joint a perdu sa contrainte d'étanchéité.
Les causes les plus courantes de fuite aux joints de bride
Dans les travaux sur site, les fuites répétées de bride reviennent généralement à une courte liste de causes profondes :
- Matériau de joint incompatible avec le milieu de processus
- Style de joint incorrect pour la plage de pression-température
- Appariement incorrect entre le type de joint et la face de bride
- Précharge de boulon insuffisante ou inégale
- Dommage, corrosion, déformation ou mauvais alignement de la face de bride
- Fluage ou relaxation du joint après des cycles de température
- Réutilisation de joints endommagés ou de fixations usées
- Fuite déclenchée lors du démarrage, de l'arrêt ou du nettoyage plutôt qu'en fonctionnement stable
Le point important est que la plupart des événements de fuite dans les usines chimiques sont dus à des incompatibilités de système. Ils sont rarement expliqués par “ le joint était mauvais ” et rien d'autre.
Pourquoi les fuites commencent souvent à l'arrêt, au démarrage ou au nettoyage — et non pendant le fonctionnement normal
De nombreux joints tiennent pendant la production en régime permanent, puis commencent à suinter après des changements de température, des cycles de nettoyage ou des arrêts de maintenance. Cela se produit parce que l'arrêt peut créer des crevasses humides, des résidus piégés, la formation de condensat et la relaxation de la charge des boulons. Pendant le démarrage, l'expansion thermique peut déplacer l'alignement de la bride et la distribution des contraintes avant que le joint ne se stabilise.
Exemple d'ingénierie : Un joint à base de PTFE peut sembler stable pendant le fonctionnement continu, puis montrer une légère suintement après refroidissement parce que le joint perd la contrainte d'étanchéité lorsque le système se contracte. Dans cette situation, la fuite est provoquée par le comportement du joint pendant la transition, et non uniquement par l'attaque chimique.

En bref : Si une bride fuit uniquement après l'arrêt ou le redémarrage, ne supposez pas que la revue de compatibilité du fluide était erronée. Vérifiez la rétention de la précharge, le mouvement thermique, le fluide piégé et la tendance du matériau du joint à se détendre après les cycles.
Types de joints et où ils conviennent
Joints souples
Les joints souples sont couramment utilisés là où une bonne conformité, une compatibilité chimique et une contrainte d'assise plus faible sont importantes. Cette famille comprend les feuilles de PTFE, PTFE modifié, PTFE expansé, feuille comprimée sans amiante et feuille de graphite flexible. Dans les usines chimiques, les joints souples sont particulièrement courants pour les fluides corrosifs, les systèmes revêtus, les lignes chimiques à basse pression et les tubulures d'équipement où la charge de la bride est limitée.
Le principal avantage des joints souples est leur capacité à s'adapter aux conditions réelles de surface de la bride. La principale limitation est que certains d'entre eux sont plus sensibles au fluage, à l'écoulement à froid, à la résistance à l'éjection et à la rétention de charge à long terme que les options semi-métalliques ou métalliques. Lorsque les propriétés des joints non métalliques doivent être spécifiées formellement, ASTM F104 est couramment utilisé comme cadre de classification.
Joint semi-métalliques
Les joints semi-métalliques sont largement utilisés là où la pression, la température et les cycles sont plus exigeants. Les exemples les plus courants sont les joints spiralés et les joints kammprofile. Dans les usines chimiques, ces joints sont souvent préférés pour les brides à face surélevée dans des services à haute charge car ils combinent résilience, meilleure résistance à l'éjection et meilleure récupération que de nombreux matériaux de joints souples.
Ils ne sont pas des solutions universelles. Ils dépendent encore fortement d'une face de bride correcte, d'une contrainte d'assise correcte et d'une sélection correcte du remplissage. Un joint spiralé avec remplissage PTFE se comporte différemment d'un joint avec remplissage graphite, même si la conception de l'enroulement métallique semble similaire. Des conseils pratiques sur le remplissage et l'anneau peuvent être vérifiés par rapport à guide de sélection des joints spiralés.
Joints métalliques à anneau
Les joints à anneau de type RTJ sont utilisés là où la pression est élevée, les conséquences de fuite sont élevées et la conception de la bride est basée sur une rainure usinée plutôt que sur une zone d'assise plate ou à face surélevée. Les joints RTJ sont courants dans les services exigeants du pétrole et du gaz, mais ils peuvent également apparaître dans les usines chimiques où les exigences d'intégrité d'étanchéité sont exceptionnellement élevées.
Le point clé est que le RTJ n'est pas “meilleur” dans toutes les applications. C'est une logique d'étanchéité différente. Si la bride n'est pas conçue pour le RTJ et que le service ne le justifie pas, utiliser une approche de type RTJ n'améliore pas le joint.
Vue de sélection rapide par motif de service
| Motif de service | Direction commune du joint | Point de vigilance typique |
|---|---|---|
| Liquide corrosif, basse pression | PTFE, PTFE modifié, PTFE expansé | Fluage et relaxation de charge |
| Service chimique à haute température | Feuille de graphite, enroulement spiralé avec remplissage en graphite | Conditions oxydantes et état de la surface |
| Cyclage de pression et thermique | Spirale enroulée ou kammprofile | Compatibilité des faces et qualité de boulonnage |
| Service haute pression à conséquences élevées | RTJ ou solution d'étanchéité métallique conçue | Conception correcte de la bride et état de la rainure |
| Équipement revêtu ou joints à faible charge | Familles de joints souples | Sur-serrage et distorsion de la bride |

Sélection du matériau de joint d'étanchéité par service chimique
PTFE et PTFE modifié pour service chimique corrosif
Le PTFE est largement choisi pour sa compatibilité chimique. Cela en fait l'un des matériaux de joint d'étanchéité les plus courants pour les fluides liquides corrosifs. Il est particulièrement attrayant lorsque le milieu attaque de nombreuses alternatives élastomères ou à base de fibres. Dans les usines manipulant des produits chimiques agressifs, le PTFE devient souvent le point de départ pour l'examen des joints d'étanchéité.
Mais le PTFE n'est pas une solution universelle. Le PTFE pur peut être vulnérable au fluage et à l'écoulement à froid sous charge de compression soutenue, en particulier lorsque l'assemblage subit des changements de température ou une relaxation des contraintes à long terme. Les produits en PTFE modifié ou chargé peuvent aider à améliorer la rétention de charge, mais la décision réelle dépend toujours du schéma de service. Pour une référence pratique des matériaux, consultez PTFE modifié et réduction du fluage / écoulement à froid.
Exemple d'ingénierie : sur une ligne de dosage corrosive à basse pression, le PTFE pur peut sembler idéal uniquement pour sa résistance chimique, mais des cycles répétés de chaud-froid peuvent encore produire de légères fuites si l'assemblage ne peut pas maintenir la contrainte. Dans ces cas, le problème d'étanchéité est autant mécanique que chimique.
Joints d'étanchéité en graphite pour service à haute température
Le graphite devient plus attrayant lorsque la température, les fluctuations de pression et la récupération comptent autant que la compatibilité chimique. Dans les services chauds, les solutions en feuille de graphite ou chargées de graphite offrent souvent une meilleure stabilité d'étanchéité que les matériaux à base de PTFE. Ils sont couramment utilisés dans les services de vapeur, d'hydrocarbures chauds et de procédés à température élevée, y compris dans les usines chimiques.
La limitation est que le graphite n'est pas non plus une solution chimique universelle. Les environnements oxydants et certains détails de service peuvent modifier le confort réel du choix. C'est pourquoi le graphite doit être sélectionné pour l'ensemble du schéma de service, et pas seulement pour la température.
Enroulement spiralé avec charge de PTFE vs graphite
Ceci est un point de décision courant dans les usines chimiques. Un joint spiralé avec garnissage PTFE est souvent privilégié lorsque la compatibilité chimique est le principal facteur et que la température de fonctionnement est modérée. Un joint spiralé avec garnissage graphite est souvent privilégié lorsque la chaleur, les cycles et la récupération de charge sont plus importants.
Les utilisateurs demandent souvent quel garnissage est “ meilleur ”. C'est la mauvaise question. La bonne question est ce que le service exige du garnissage. Un joint spiralé garni PTFE peut l'emporter sur la chimie. Un joint spiralé garni graphite peut l'emporter sur la stabilité thermique et la récupération. Le bon choix dépend du mode de défaillance le plus susceptible de provoquer une fuite.
Services acides, chlorures, solvants et chimiques mixtes
Différentes familles de milieux créent des priorités différentes pour les joints :
- Service acide : la compatibilité chimique est le premier critère, mais la température et la concentration peuvent modifier considérablement la décision concernant le joint.
- Service contenant des chlorures : le joint doit fonctionner avec le matériau de la bride et le risque de corrosion localisée, en particulier à l'interface du joint.
- Service solvant : le gonflement, l'extraction et la stabilité à long terme du matériau deviennent plus importants.
- Service chimique mixte : La sélection des joints doit être conservatrice car la chimie réelle de l'installation est souvent moins propre que ne le suggère le nom de conception.
Lorsque le service lui-même est encore en cours de définition, il est utile de prendre du recul et d'examiner comment sélectionner les matériaux de bride pour le traitement chimique et les mécanismes de corrosion dans les systèmes de tuyauterie de processus. Le choix du joint doit suivre l'environnement chimique réel, pas seulement le nom sur la liste des lignes.
Finition de bride, état de surface et pourquoi ils sont importants
Les faces RF, FF et RTJ n'utilisent pas la même logique d'étanchéité
Les brides à face surélevée, à face plate et à joint annulaire ne s'étanchent pas de la même manière, donc la sélection du joint ne peut être séparée du type de face. Un joint qui fonctionne bien sur une bride à face surélevée n'est pas automatiquement le bon choix pour une bride à face plate, et les joints RTJ reposent sur une géométrie d'assise complètement différente.
Si vous voulez comprendre pourquoi le type de face modifie le comportement du joint, il vaut la peine de revoir Brides RF vs FF vs RTJ. En pratique, le type de face contrôle comment la charge est transmise, comment le joint est confiné et à quel point l'assemblage devient sensible à la distorsion ou au serrage excessif.

Finition de surface, dommages et problèmes de réutilisation
Même le joint correct peut échouer si la face de la bride est rayée, piquée, déformée ou désalignée. Dans un service chimique corrosif, l'état de la face est encore plus important car la corrosion localisée apparaît souvent d'abord dans la zone d'étanchéité. Si la face est endommagée, le joint peut ne jamais développer une contrainte uniforme, quelle que soit la minutie avec laquelle l'assemblage est réalisé.
Les joints réutilisés créent un autre problème courant. Un joint qui a déjà subi un fluage en compression ou a déjà été exposé chimiquement ne doit pas être supposé se comporter comme un neuf. La réutilisation transforme souvent un problème d'étanchéité contrôlé en une supposition.
Pourquoi un bon joint échoue encore sur une mauvaise face de bride
Exemple d'ingénierie : Un joint spiralé est remplacé deux fois sur la même tubulure de processus, mais les fuites réapparaissent après chaque redémarrage. Le joint est d'abord incriminé. L'inspection montre plus tard que le vrai problème est le rayage de la face de la bride et une légère rotation lors du serrage des boulons. Le joint n'a jamais été la source principale de défaillance. C'était la géométrie de l'assemblage.
C'est l'une des leçons de terrain les plus importantes dans le travail d'étanchéité des usines chimiques : un bon joint ne peut pas corriger une mauvaise face de bride.
Boulonnage, charge et qualité d'assemblage
La sélection des joints est inutile si la charge des boulons est incorrecte
Le joint a besoin d'une contrainte d'assise suffisante pour assurer l'étanchéité, et d'une contrainte résiduelle suffisante pour rester étanche après que la pression, la température et le temps commencent à agir contre l'assemblage. Un sous-serrage peut laisser des chemins de fuite dès le départ. Un sur-serrage peut écraser le joint, déformer la bride ou endommager les matériaux mous. Un serrage inégal est tout aussi grave car il crée une contrainte non uniforme autour de la circonférence du joint.
Pour cette raison, la sélection des joints et la charge de boulons doivent toujours être examinées ensemble. Une amélioration du matériau ne résout pas un problème de précharge.
Pourquoi la pratique d'assemblage compte plus que ce que de nombreux acheteurs anticipent
La qualité de l'assemblage est l'endroit où de nombreuses décisions d'étanchéité par ailleurs raisonnables échouent. Dans les usines chimiques, la séquence de serrage contrôlée des boulons, la pratique de lubrification, l'inspection des faces, les vérifications d'alignement et la discipline de remplacement comptent tous. Le joint doit être assemblé comme une limite de pression, et non comme un matériel mécanique général.
ASME PCC-1 est important ici car il fournit des directives pour l'assemblage des joints de bride boulonnés à limite de pression et aide à transformer le serrage basé sur l'expérience en une méthode d'assemblage reproductible avec un meilleur contrôle de l'étanchéité.

Pour une discussion plus large sur l'assemblage, cet article est une référence complémentaire solide : Assemblage de bride : 4 étapes pour une intégrité de joint sans fuite.
Erreurs d'assemblage courantes
- Aucune inspection de la face de bride avant l'assemblage
- Mauvaise séquence de serrage
- Conditions de boulons mixtes ou contrôle de lubrification insuffisant
- Épaisseur ou taille incorrecte de la joint
- Réutilisation de joints endommagés
- Supposer que la même méthode de serrage fonctionne pour chaque famille de joints
- Ignorer la logique de resserrage lorsque la procédure l'exige
En bref : En cas de fuites répétées, revoir la pratique de boulonnage avant de supposer que la chimie du joint était incorrecte. La qualité de l'assemblage détermine souvent si le joint sélectionné a eu une chance équitable de fonctionner.
Modèles de défaillance et scénarios réels d'usine chimique
Cas 1 — Suintement de joint en PTFE après cyclage thermique
Problème : Le joint est resté sec pendant la production stable mais a commencé à suinter après le refroidissement et le redémarrage.
Cause probable : perte de contrainte d'étanchéité après cyclage thermique et relaxation du joint.
Correction : examiner si le PTFE modifié, un joint semi-métallique ou une stratégie de précharge différente est mieux adapté au service.
Cas 2 — Défaillance d'un joint spiralé causée par un mauvais état de la surface de la bride
Problème : le joint a été remplacé, mais la fuite s'est répétée sur la même bride.
Cause probable : des rayures sur la surface de la bride, une distorsion mineure ou une erreur d'alignement ont empêché un serrage uniforme.
Correction : inspecter et réparer l'état de la surface, puis réassembler avec la méthode de serrage correcte.
Cas 3 — Fuite en service chlorure au niveau d'une bride de branchement d'instrument
Problème : la ligne principale est restée stable, mais une petite bride de branchement a fui à plusieurs reprises.
Cause probable : faible débit, fluide piégé, conditions de fissuration et corrosion localisée au niveau de la zone du joint.
Correction : examiner la configuration du branchement, le choix du joint, le matériau de la bride et la probabilité de mouillage à l'arrêt. C'est là où les mécanismes de corrosion dans les systèmes de tuyauterie de processus devient directement pertinent.
Cas 4 — Service de produits chimiques dangereux à conséquences élevées, amélioré vers une conception d'étanchéité plus conservatrice
Problème : l'étanchéité conventionnelle fonctionnait sur le papier, mais les conséquences de fuite étaient trop élevées pour une solution à faible marge.
Cause probable : la conception d'étanchéité d'origine ne fournissait pas assez de tolérance pour les variations opérationnelles réelles.
Correction : passer à une conception de joint et de garniture plus conservatrice, et dans certains cas, examiner si le matériau de la bride elle-même doit également être amélioré. C'est là que Inconel contre acier inoxydable pour environnements corrosifs peut faire partie de la décision.
Comment choisir la bonne garniture et stratégie d'étanchéité
Étape 1 — Définir le service réel
- Média de processus et concentration
- Impuretés et solides
- Plage de pression-température de fonctionnement et de perturbation
- Condition d'arrêt humide ou sec
- Exposition au nettoyage et au rinçage
- Conséquence de fuite
Étape 2 — Adapter la famille de joints au modèle de service
- Besoins en résistance chimique
- Besoins en température
- Type de face
- Contrainte d'assise requise
- Exigence de récupération après cyclage
- Accessibilité pour la maintenance
Étape 3 — Vérifier l'assemblage complet, pas seulement le joint
- Matériau de la bride
- État de la face de la bride
- État du boulonnage et méthode de précharge
- Alignement et géométrie de l'assemblage
- Discipline d'assemblage
- Historique des fuites sur site
Étape 4 — Évaluer la décision par rapport au risque sur le cycle de vie
- Coût de l'arrêt
- Conséquence pour la sécurité
- Conséquence environnementale
- Fréquence de maintenance
- Disponibilité des pièces de rechange
- Probabilité de fuite répétée
Liste de contrôle pratique pour l'étanchéité des brides en usine chimique
Questions à répondre avant de choisir un joint
- Quel est le fluide réel, pas seulement le nom de la ligne ?
- Le service est-il stable, cyclique ou sensible aux arrêts ?
- La bride est-elle RF, FF ou RTJ ?
- Une corrosion localisée est-elle attendue à l'interface du joint ?
- Le joint nécessite-t-il une résistance chimique, une résistance à la température, ou les deux ?
- Les conséquences de la fuite sont-elles suffisamment élevées pour justifier une conception d'étanchéité plus conservatrice ?
Points à vérifier avant l'assemblage
- État de la face de la bride
- Alignement
- Type et taille corrects du joint
- Boulonnage et lubrification corrects
- Séquence de serrage et contrôle de la charge
- Remplacement des composants d'étanchéité usés ou endommagés
Points à examiner après des événements de fuite répétés
- Famille de joints incorrecte pour le service réel
- Hypothèse de service incorrecte
- Perte de précharge
- Endommagement de la face de bride
- Effets des cycles thermiques
- Conditions d'humidité et de fissures à l'arrêt
| Zone de révision | Question typique sur le terrain |
|---|---|
| Média et chimie | Le joint correspondait-il vraiment à l'exposition chimique réelle, y compris le nettoyage et l'arrêt ? |
| Famille de joints | Le joint choisi a-t-il été conçu pour le profil réel de pression-température ? |
| Finition et surface | L'état de la face de la bride était-il suffisamment bon pour que le joint assure une étanchéité correcte ? |
| Boulonnerie | L'assemblage a-t-il atteint et maintenu la précharge prévue ? |
| Conditions de transition | La fuite a-t-elle commencé pendant l'arrêt, le refroidissement ou le redémarrage plutôt qu'en fonctionnement normal ? |
Dans les usines chimiques, la sélection des joints doit être traitée comme une décision de système d'étanchéité, et non comme un choix dans un catalogue de joints. Les assemblages les plus fiables sont construits en adaptant le service réel à la bonne famille de joints, la bonne face de bride, la bonne charge de boulons et les bonnes pratiques d'assemblage. C'est aussi pourquoi les choix d'étanchéité doivent rester liés à la sélection du matériau du corps, à l'examen des mécanismes de corrosion et à la planification de la maintenance.
Si le service implique des milieux corrosifs, des améliorations du matériau de bride ou des antécédents de fuites répétées, ces guides connexes doivent rester dans le même chemin thématique : Comment choisir les matériaux de bride pour le traitement chimique, Inconel contre acier inoxydable pour environnements corrosifs, Mécanismes de corrosion dans les systèmes de tuyauterie de processet questions à poser à un fournisseur de brides avant un appel d'offres.
FAQ
Quel est le facteur le plus important dans l'étanchéité des brides en usine chimique ?
Le facteur le plus important est la compatibilité globale du joint.
Le joint, la surface de la bride, la charge de boulon, le cycle thermique et le milieu de processus doivent tous fonctionner ensemble. Un joint chimiquement résistant seul ne garantit pas un service sans fuite.
Le PTFE est-il toujours le meilleur matériau de joint pour les services chimiques corrosifs ?
Non.
Le PTFE offre une forte compatibilité chimique, mais ce n'est pas toujours le meilleur choix pour les cycles thermiques, la rétention de charge à long terme ou les applications à contrainte d'écrasement élevée. Les conceptions en PTFE modifié, graphite ou semi-métalliques peuvent être plus stables selon le schéma de service.
Pourquoi les joints de bride fuient-ils souvent après l'arrêt plutôt que pendant le fonctionnement normal ?
Parce que l'arrêt modifie l'état du joint.
Le refroidissement, l'humidité, les produits chimiques piégés, le condensat et la relaxation de contrainte des boulons peuvent créer des chemins de fuite qui n'étaient pas actifs pendant le fonctionnement stable.
Un joint d'étanchéité amélioré peut-il résoudre un défaut de surface de bride ?
Généralement non.
Une surface de bride fortement rayée, corrodée ou déformée empêche souvent un écrasement uniforme du joint. Dans cette situation, remplacer uniquement le joint ne résout généralement pas le vrai problème.
Quand faut-il vérifier le matériau de la bride elle-même lors d'un problème d'étanchéité ?
Examinez le matériau de la bride lorsque le schéma de fuite suggère une corrosion localisée, une attaque par chlorure ou des dommages répétés à l'interface d'étanchéité.
Dans ces cas, le remplacement du joint peut ne pas suffire, et le matériau du corps de la bride peut devoir être examiné conjointement avec le mécanisme de corrosion et la sévérité du service.