La corrosion dans les tuyauteries de procédé n'est pas un problème unique. Il s'agit d'un ensemble de mécanismes de dégradation différents, et chacun nécessite une décision distincte concernant le matériau, le joint, l'inspection et la maintenance. Dans les travaux en usine, la première question ne devrait pas être “cette ligne est-elle résistante à la corrosion ?” La première question devrait être “quel mécanisme de corrosion est réellement actif ici ?” La perte générale de paroi, la piqûration, la corrosion par crevice, l'attaque galvanique, la fissuration par corrosion sous contrainte, la corrosion-érosion et les dommages sous dépôt ne se comportent pas de la même manière, et ils ne défaillent pas à la même vitesse.
C'est pourquoi l'examen de la corrosion devrait précéder toute décision de réparation, de mise à niveau d'alliage ou de remplacement de bride. Une ligne qui s'amincit uniformément peut souvent être gérée avec une tolérance de corrosion et des intervalles d'inspection. Une ligne souffrant de piqûration ou de fissuration par corrosion sous contrainte au chlorure peut défaillir avec très peu d'avertissement. Dans les tuyauteries de procédé, la réponse correcte dépend du mécanisme, de l'emplacement, des conditions d'exploitation et des conséquences d'une fuite. ASME B31.3 fournit le cadre pour les tuyauteries de procédé, mais la conformité au code ne remplace pas l'identification du mécanisme de corrosion.
Règle de terrain : Ne traitez pas la piqûration avec une pensée basée sur le taux de corrosion moyen. Ne traitez pas la corrosion par crevice dans la zone du joint en changeant uniquement la marque du joint. Ne traitez pas la fissuration comme une perte uniforme de paroi.
| Mécanisme de corrosion | Ce qui le rend dangereux |
|---|---|
| Corrosion générale | Généralement prévisible, mais toujours grave si la perte d'épaisseur est ignorée. |
| Corrosion par piqûres | Peut perforer rapidement avec très peu de perte de métal globale. |
| Corrosion caverneuse | Commence souvent sous les joints, les dépôts et les zones stagnantes où l'inspection est médiocre. |
| Corrosion galvanique | Peut accélérer l'attaque après des changements de matériau ou des réparations avec des métaux mélangés. |
| Corrosion sous contrainte | Peut se fissurer sans amincissement majeur de la paroi et donne souvent un avertissement limité. |
| Érosion-corrosion | L'écoulement, les solides et la géométrie peuvent détruire les films protecteurs à des endroits spécifiques. |
| Corrosion MIC / sous dépôt | Souvent cachée, localisée et facile à mal diagnostiquer. |

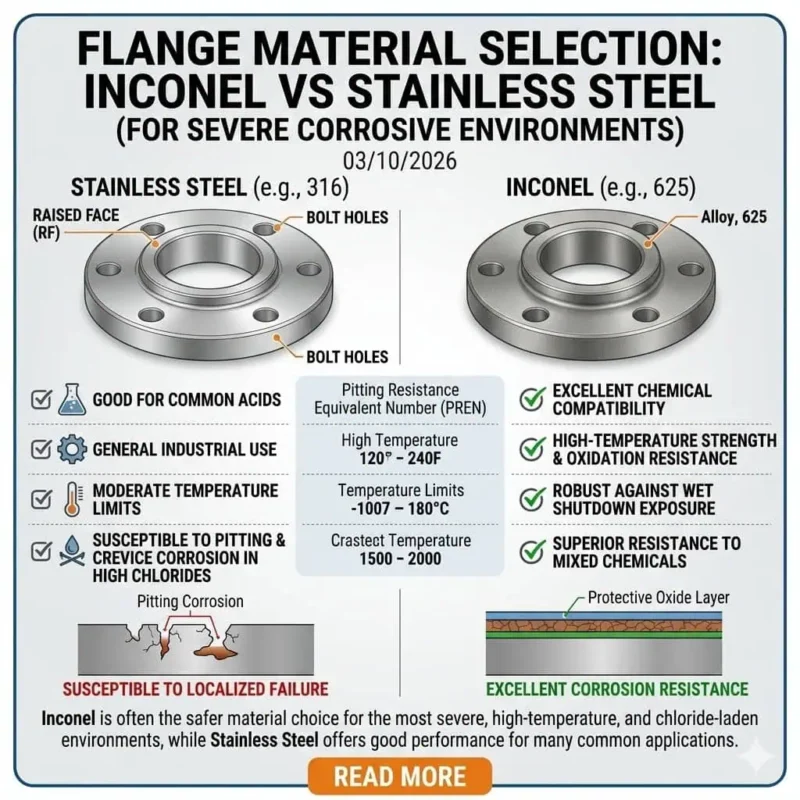
Si vous examinez ce sujet dans le cadre d'une stratégie plus large de matériaux et de contrôle des fuites, il est également utile de lire Comment choisir les matériaux de bride pour le traitement chimique, Inconel contre acier inoxydable pour environnements corrosifset Considérations sur les joints de bride et l'étanchéité pour les usines chimiques. Ces trois sujets expliquent comment l'examen des mécanismes de corrosion se connecte directement à la sélection des matériaux, aux améliorations d'alliages et au contrôle des fuites aux brides.
Pourquoi l'identification du mécanisme de corrosion précède la sélection des matériaux
Le taux de corrosion seul ne raconte pas toute l'histoire
Les utilisateurs commencent souvent par demander si le taux de corrosion est élevé ou faible. C'est utile pour la corrosion générale, mais ce n'est pas suffisant pour les décisions réelles en usine. Un faible taux de corrosion moyen ne signifie pas un faible risque de défaillance si le mécanisme actif est la piqûre, la corrosion par crevasses ou la fissuration. Une ligne peut sembler acceptable sur papier et quand même tomber en panne prématurément si les dommages sont localisés.
Cette distinction est l'une des différences techniques les plus importantes entre une perte de paroi prévisible et une attaque localisée à haut risque. L'amincissement uniforme peut généralement être géré par une tolérance à la corrosion, une tendance UT et une planification d'inspection. La corrosion localisée et la fissuration nécessitent une logique différente car elles ne consomment pas le métal uniformément à travers la paroi.

Pourquoi le même fluide peut produire des dommages différents à différents endroits
Dans les tuyauteries de procédé, la même chimie ne produit pas les mêmes dommages partout. Les tronçons droits, les cul-de-sac, les raccords de branchement, les brides, les coudes, les réducteurs, les lignes à faible débit et les zones affectées thermiquement par soudure ne subissent pas le même environnement même lorsqu'ils appartiennent au même système. Le schéma d'écoulement, la géométrie des crevasses, les dépôts, le drainage à l'arrêt et la condition thermique peuvent changer complètement le mécanisme de corrosion local.
Exemple d'ingénierie : Une ligne de procédé contenant des chlorures peut ne présenter aucun dommage sérieux dans le tronçon principal, tandis qu'un petit raccord de branchement commence à fuir au niveau de la bride ou de la zone filetée. La raison n'est généralement pas que la branche “ a un matériau de moins bonne qualité ”. C'est que la branche subit un débit plus faible, plus de stagnation, plus de chimie piégée ou plus de conditions de crevasse.
Ce dont les utilisateurs ont réellement besoin d'une revue de corrosion
D'un point de vue pratique, la revue de corrosion devrait aider l'utilisateur à faire quatre choses :
- Identifier le mécanisme d'endommagement probable
- Savoir où inspecter en premier
- Comprendre quelle condition de procédé provoque l'endommagement
- Choisissez l'action corrective appropriée plutôt que la plus évidente
En bref : Un article sur la corrosion n'est utile que s'il aide le lecteur à décider où chercher, quoi demander et quoi changer.
Corrosion générale — Prévisible, mais pas toujours inoffensive
À quoi ressemble la corrosion générale dans les tuyauteries de procédé
La corrosion générale est la forme la plus familière de perte de métal. La paroi s'amincit sur une large zone plutôt qu'en un point isolé. Dans les installations industrielles, cela est souvent observé dans les lignes en acier au carbone transportant des milieux corrosifs humides, certains acides, de l'eau non traitée et des services où la chimie attaque la surface exposée de manière relativement uniforme.
Cette forme d'endommagement est plus facile à mesurer et à suivre que la corrosion localisée. Les données d'épaisseur par ultrasons peuvent généralement être converties en une estimation de durée de vie restante si le schéma de corrosion est raisonnablement uniforme et que les points d'inspection sont représentatifs.
Quand la corrosion générale peut être gérée avec une marge de corrosion
La corrosion générale n'est pas toujours une raison de passer immédiatement à un matériau à haute teneur en alliage. Dans de nombreux systèmes, elle peut être gérée avec une marge de corrosion, des intervalles d'inspection, un contrôle de la chimie ou des revêtements internes, à condition que l'amincissement reste prévisible et que les conséquences d'une défaillance soient acceptables.
Le point important est que la marge de corrosion ne fonctionne que lorsque l'endommagement est vraiment réparti et inspectable. C'est une mauvaise solution lorsque le mécanisme actif est la piqûre, la corrosion par crevasses ou la fissuration.
Où les utilisateurs interprètent mal la corrosion générale
- En supposant que toute perte de paroi est uniforme car les mesures par ultrasons ont été prises uniquement sur des emplacements faciles d'accès
- Utiliser la perte d'épaisseur moyenne pour justifier la poursuite du service lorsque la géométrie locale est plus sévère
- Ignorer la corrosion externe, les zones d'éclaboussures ou l'exposition à l'humidité liée à l'isolation
Exemple d'ingénierie : une ligne de transfert chimique en acier au carbone peut rester acceptable pendant des années si la perte de paroi est uniforme et que le programme d'inspection est rigoureux. L'erreur n'est pas de permettre l'existence d'une perte de paroi. L'erreur est de supposer que la même logique s'applique également aux raccords de branchement, aux interfaces de brides et aux points bas stagnants sans les vérifier directement.
Si la question suivante est de savoir si une mise à niveau du matériau est justifiée ou si le service peut rester sur de l'acier au carbone ou de l'acier inoxydable standard, Comment choisir les matériaux de bride pour le traitement chimique est la page de suivi appropriée.
Corrosion par piqûres — Petite surface, grand risque de défaillance
Pourquoi les piqûres sont plus dangereuses qu'elles n'en ont l'air
La corrosion par piqûres est l'un des mécanismes les plus dangereux dans les tuyauteries de procédé car les dommages sont très localisés. La surface extérieure peut sembler acceptable, mais la piqûre la plus profonde peut déjà être proche de la perforation. C'est pourquoi les piqûres ne peuvent pas être gérées de la même manière que l'amincissement moyen de la paroi. Une ligne peut tomber en panne avec très peu de perte de métal globale. L'AMPP note que les piqûres sont plus dangereuses que la corrosion uniforme car elles sont plus difficiles à détecter, à prédire et à concevoir contre.
La piqûre est particulièrement importante dans les systèmes en acier inoxydable, les services contenant des chlorures, les lignes sujettes aux dépôts et les environnements humides intermittents où le film passif peut se dégrader localement.
Déclencheurs typiques de la piqûre dans les systèmes de process
- Médias contenant des chlorures
- Dépôts et mauvais drainage
- Dégradation du film passif
- Dommages de surface et zones de liquide stagnant
- Zones à faible débit qui concentrent les espèces corrosives
Dans la pratique industrielle, la piqûre commence souvent là où le service est moins ouvert, moins rincé ou moins inspectable que la ligne principale.
Où la piqûre commence souvent
Les emplacements à haut risque comprennent généralement :
- Dérivations polies
- Prélèvements d'instrumentation
- Dérivations à faible débit
- Bords de bride et interfaces de joint
- Sous les dépôts et résidus solides
- Zones d'éclaboussures et surfaces externes contaminées par les chlorures
Exemple d'ingénierie : une ligne utilitaire en acier inoxydable en service contenant des chlorures peut fonctionner pendant des années dans le collecteur principal tandis qu'une petite branche de dérivation développe une attaque localisée et fuit en premier. La différence est généralement la sévérité locale du service, et non seulement la nuance nominale du matériau.
Lorsque cela se produit, la prochaine question d'ingénierie est souvent de savoir si l'acier inoxydable standard offre encore une marge suffisante ou si l'acier duplex ou l'alliage de nickel est justifié. Cette décision est directement liée à Inconel contre acier inoxydable pour environnements corrosifs.
Corrosion par crevasses — Le problème des brides et des bras morts
Pourquoi la corrosion par crevasses est si courante dans les installations réelles
La corrosion par crevasses est courante car les systèmes de tuyauterie réels contiennent des crevasses partout. Les interfaces de joint de bride, les transitions filetées, les joints à recouvrement, les points de contact des supports, les bras morts, les dépôts et les points bas piégés créent tous des zones restreintes où l'environnement local diffère du fluide principal. Dans ces endroits, la chimie peut devenir beaucoup plus agressive que ne le suggère la description du processus.
Voici pourquoi un matériau qui semble stable dans la ligne ouverte peut devenir peu fiable au niveau de la ligne du joint, du bord de l'alésage de la bride ou d'une poche de branchement stagnante.
Pourquoi les brides, les joints et les bras morts sont des emplacements à haut risque
Les brides et les bras morts combinent géométrie, débit réduit, chimie piégée et discontinuité de surface. Cela en fait des emplacements naturels de corrosion par crevasses. Dans de nombreux systèmes, ce qui semble être une fuite récurrente du joint est en réalité un problème de corrosion par crevasses à l'interface d'étanchéité.
C'est là que l'examen de la corrosion recoupe directement la conception de l'étanchéité. Si le schéma de fuite pointe vers la zone du joint, la prochaine étape appropriée n'est généralement pas simplement un autre changement de joint. Il s'agit d'un examen combiné de l'état de la face de la bride, de la géométrie de la crevasse, du choix du joint, du drainage à l'arrêt et de la résistance locale du matériau. C'est exactement le sujet abordé dans Considérations sur les joints de bride et l'étanchéité pour les usines chimiques. Pour la géométrie de la face de la bride, il est également utile d'examiner Brides RF vs FF vs RTJ.

Mouillage à l'arrêt et chimie piégée
La corrosion par crevasses est souvent davantage motivée par les conditions d'arrêt que par le fonctionnement normal. Le liquide résiduel, le condensat, la solution de nettoyage ou le concentré de processus peuvent rester dans les zones restreintes après le drainage de la ligne principale. Lorsque le système refroidit et que le flux s'arrête, la chimie locale peut changer brusquement à l'intérieur de la crevasse.
Exemple d'ingénierie : Un assemblage de bride peut rester sec pendant toute la production mais commencer à fuir après l'arrêt parce que le fluide est piégé à l'interface du joint et que la chimie de la crevasse devient plus agressive que le service en écoulement ne l'a jamais été.
Corrosion galvanique — Quand la combinaison de métaux crée le problème
Ce que signifie réellement la corrosion galvanique dans les assemblages de tuyauterie
La corrosion galvanique se produit lorsque des métaux dissemblables sont connectés électriquement en présence d'un électrolyte et qu'un métal devient le partenaire anodique. Dans les travaux d'usine, cela apparaît souvent après des modifications, des ajouts de petits diamètres, des réparations d'urgence, ou des changements de boulons et de composants en métaux mixtes.
Le problème n'est pas que les métaux mixtes sont toujours interdits. Le problème est que la combinaison de métaux, l'environnement et le rapport de surface n'ont pas été examinés ensemble avant que le changement ne soit effectué.
Où elle apparaît couramment dans la tuyauterie de procédé
- Combinaisons dissemblables de brides et de fixations
- Ajouts en acier inoxydable dans les systèmes en acier au carbone humides
- Raccords d'instrumentation et adaptateurs filetés
- Services humides marins ou exposés aux éclaboussures
- Réparations temporaires et composants de rénovation
Pourquoi le rapport Petite Surface / Grande Surface est important
L'un des détails d'ingénierie les plus importants dans la corrosion galvanique est le rapport de surface. Une petite surface anodique connectée à une grande surface cathodique peut se corroder beaucoup plus rapidement que prévu. C'est pourquoi un changement apparemment mineur de composant, comme une fixation ou un raccord, peut créer un problème local disproportionné et sévère.
Exemple d'ingénierie : Après une modification sur site, un composant en acier inoxydable ajouté à un assemblage en acier au carbone humide peut sembler améliorer le système. Au lieu de cela, la relation galvanique locale accélère l'attaque sur le métal plus actif près de la connexion.
Fissuration par Corrosion sous Contrainte — Faible Avertissement, Conséquence Élevée
Pourquoi la FCC est l'un des modes de défaillance les plus dangereux
La fissuration par corrosion sous contrainte est dangereuse car elle ne se comporte pas comme la corrosion générale. Le métal peut ne pas montrer de perte d'épaisseur uniforme majeure avant la défaillance. Au lieu de cela, des fissures se développent sous l'effet combiné d'une contrainte de traction et d'un environnement sensible. Lorsque la FCC est active, une ligne peut paraître beaucoup plus saine qu'elle ne l'est réellement.
Dans la tuyauterie de procédé, la FCC exige une mentalité différente. Le taux de corrosion moyen ne vous protège pas de la fissuration.
FCC aux Chlorures dans l'Acier Inoxydable Austénitique
La fissuration par corrosion sous contrainte aux chlorures est l'un des exemples les plus importants dans le service des installations. Les aciers inoxydables austénitiques peuvent bien fonctionner dans de nombreux environnements, mais lorsque les chlorures, la température et la contrainte de traction se combinent de manière inappropriée, le risque de fissuration augmente fortement. La contrainte résiduelle de soudage, le travail à froid, la contrainte d'assemblage et les conditions de chlorures chauds sont tous importants. Guide du Nickel Institute sur les aciers inoxydables austénitiques dans les usines chimiques est un point de référence utile pour ce mode de défaillance.
C'est pourquoi certaines lignes en acier inoxydable tombent en panne sans amincissement majeur de la paroi. Le mécanisme de dommage n'est pas une corrosion moyenne. Il s'agit d'une fissuration sous contrainte dans un environnement sensible. Lorsque ce schéma apparaît, la comparaison des alliages devient critique, et la page compagnon pertinente est Inconel contre acier inoxydable pour environnements corrosifs.

Où la Fissuration Sous Contrainte par Corrosion (SCC) se cache souvent
- Zones affectées par la chaleur de soudure
- Service chaud aux chlorures
- Zones d'éclaboussures externes et de contamination
- Régions de contraintes résiduelles
- Supports, attaches et emplacements travaillés à froid
Exemple d'ingénierie : une ligne en acier inoxydable austénitique peut se fissurer en service même lorsque les mesures d'épaisseur ne suggèrent pas de perte métallique majeure. Dans cette situation, la revue des matériaux, le contrôle des chlorures, la réduction des contraintes et la qualité de fabrication font tous partie de l'action corrective.
Érosion-Corrosion et Dégâts Accélérés par l'Écoulement
Pourquoi l'Écoulement Peut Détruire les Films Protecteurs
Certains dommages aux tuyauteries sont autant provoqués par l'écoulement que par la chimie. La haute vélocité, la vaporisation, les solides, la turbulence et les changements de géométrie abrupts peuvent éliminer ou endommager le film protecteur de surface. Une fois que ce film est rompu à plusieurs reprises, la corrosion s'accélère dans la zone affectée.
C'est pourquoi la sélection des matériaux basée uniquement sur la compatibilité chimique statique peut être trompeuse dans les services à haute vélocité.
Emplacements à Haut Risque dans les Tuyauteries de Procédé
- Coudes
- Réducteurs
- Lignes de refoulement de pompe
- Sorties de vanne
- Zones de vaporisation
- Service de boue et transport de solides
Comment distinguer l'érosion-corrosion d'une attaque chimique pure
L'érosion-corrosion laisse généralement des preuves spécifiques à l'emplacement. Les dommages apparaissent souvent là où le flux change de direction, où la turbulence est élevée, ou où des solides impactent la paroi. Le motif est souvent directionnel plutôt qu'aléatoire. Si les coudes tombent en panne bien avant les tronçons droits, la géométrie et la vitesse doivent faire partie du diagnostic.
Exemple d'ingénierie : lorsqu'un coude dans un service à haute vitesse ou contenant des solides perd de l'épaisseur de paroi beaucoup plus rapidement que le tuyau droit adjacent, le mécanisme est souvent assisté par l'écoulement plutôt que purement chimique.

MIC et corrosion sous dépôt — Dommages cachés que les utilisateurs manquent souvent
Pourquoi le MIC est souvent mal diagnostiqué
Le MIC et la corrosion sous dépôt sont souvent mal diagnostiqués car les dommages visibles peuvent ressembler à une piqûre ordinaire ou à une attaque locale aléatoire. En réalité, le problème est lié à des conditions stagnantes, des dépôts, un faible débit, un service d'eau intermittent ou le développement de biofilm. Les dommages sont généralement localisés et souvent cachés jusqu'à ce qu'ils deviennent graves.
Où le MIC et la corrosion sous dépôt apparaissent souvent
- Systèmes d'eau de refroidissement
- Lignes en veille ou intermittentes
- Sections de branchement à faible débit
- Culs-de-sac
- Sous boues, tartre ou dépôts
- Lignes humides mais non rincées en continu
Exemple d'ingénierie : Une conduite d'eau peu utilisée peut présenter très peu de corrosion évidente à l'échelle du système, mais une poche stagnante sous des dépôts peut se perforer de manière inattendue. Dans ces cas, la fréquence de nettoyage, le drainage et le mode d'utilisation sont tout aussi importants que la qualité du matériau.
Comment identifier le mécanisme de corrosion actif sur le terrain
Commencez par la morphologie des dommages, pas par des hypothèses
La première étape sur le terrain est d'examiner la forme des dommages. S'agit-il d'un amincissement uniforme, de piqûres isolées, d'indications de fissures, d'une érosion directionnelle ou de dommages concentrés sous des dépôts ou aux interfaces des joints ? Le motif des dommages vous en dit généralement plus que le nom du système.
Posez les bonnes questions sur le service
- Des chlorures sont-ils présents ?
- La ligne subit-elle un arrêt humide ?
- Y a-t-il un cyclage thermique ?
- Le débit est-il faible ou intermittent ?
- Y a-t-il des métaux dissemblables en contact ?
- La vitesse est-elle élevée ou y a-t-il des solides présents ?
- Y a-t-il eu un changement récent de procédé ou de nettoyage ?
Pourquoi l'emplacement d'inspection est important
N'inspectez pas uniquement l'endroit le plus facile d'accès. Inspectez l'endroit le plus probable où le mécanisme est actif. Les brides, interfaces de joints, raccords de branchement, cul-de-sac, coudes, zone affectée thermiquement des soudures et points bas révèlent souvent la situation réelle avant le reste du système.
Ce qu'il faut documenter avant de choisir une solution
- Média et concentration
- Température et pression
- Régime d'écoulement
- Type d'emplacement : bride, coude, soudure, cul-de-sac, branche
- Historique de maintenance et d'arrêt
- Antécédents de fuite ou schéma de réparation
Du mécanisme de corrosion à l'action corrective
Quand la bonne solution est une amélioration de matériau
L'amélioration de matériau est généralement la bonne réponse lorsque l'alliage existant n'a plus une marge suffisante contre le mécanisme actif. Cela peut inclure une attaque localisée par les chlorures, des défaillances répétées par crevasses, un risque de corrosion sous contrainte, ou une augmentation de la sévérité du service qui sort le système de sa plage de confort. Si la décision s'oriente vers des aciers inoxydables plus alliés, des duplex ou des matériaux à base de nickel, commencez par Comment choisir les matériaux de bride pour le traitement chimique puis comparez les options à plus haute résistance à la corrosion via Inconel contre acier inoxydable pour environnements corrosifs.
Quand la bonne solution est un changement d'étanchéité ou de géométrie
Si le problème actif est une détérioration par fissuration, une attaque de la zone de joint, un fluide résiduel piégé ou une fuite répétée de bride, la solution appropriée peut se trouver dans la conception du joint, la drainabilité, l'élimination des zones mortes ou la stratégie d'étanchéité de la bride plutôt que dans le matériau principal du corps de la tuyauterie. C'est à ce moment-là que Considérations sur les joints de bride et l'étanchéité pour les usines chimiques devient l'étape suivante la plus utile. La qualité de l'assemblage peut également faire partie de la réponse, en particulier aux points de fuite répétés, donc Assemblage de bride : 4 étapes pour une intégrité de joint sans fuite est souvent pertinent en même temps.
Quand la Bonne Solution Est la Discipline Opérationnelle
Tous les problèmes de corrosion ne sont pas résolus par le matériel. Certains nécessitent un meilleur drainage à l'arrêt, un contrôle des dépôts, un contrôle du nettoyage, une gestion des chlorures, un ajustement du débit ou des intervalles d'inspection plus réalistes. Si la mauvaise habitude opérationnelle recrée continuellement la même condition corrosive, les mises à niveau de matériaux seules ne résoudront pas le schéma de défaillance répétée.
Règle de décision
Ne corrigez pas la piqûration avec une logique de tolérance à la corrosion. Ne corrigez pas la fissuration par corrosion sous contrainte avec un tableau de corrosion générale. Ne corrigez pas l'attaque par fissuration de la zone de joint en changeant uniquement la marque du joint.
| Symptôme Commercial | Mécanisme le Plus Probable | Meilleure Première Action | Quand Passer à une Mise à Niveau de Matériau |
|---|---|---|---|
| Perte de paroi uniforme détectée lors d'une inspection UT de routine | Corrosion générale | Vérifier la durée de vie résiduelle, la tolérance à la corrosion et l'intervalle d'inspection | Lorsque le taux de corrosion, la durée de vie résiduelle ou les conséquences ne correspondent plus à la fenêtre opérationnelle |
| Fuite par piqûre avec dommages visibles limités | Piqûres ou attaque sous dépôt | Effectuer une inspection localisée et examiner le contrôle des chlorures ou des dépôts | Lorsque l'attaque localisée se répète ou que l'acier inoxydable standard n'a plus assez de marge |
| Fuite récurrente au niveau de la bride après arrêt | Corrosion par crevasses / attaque dans la zone du joint | Examiner la surface de la bride, le choix du joint, la capacité de drainage et la méthode d'assemblage | Lorsque la corrosion de la zone de joint continue après les corrections d'étanchéité et de géométrie |
| Fissuration avec peu de perte de métal globale | Corrosion sous contrainte | Examiner immédiatement la source de contrainte, l'environnement et l'historique de fabrication | Lorsque le chlorure ou la température de service maintient l'alliage actuel dans un régime propice à la fissuration |
| Coude perdant de l'épaisseur plus rapidement que le tuyau droit | Érosion-corrosion | Examiner la vitesse d'écoulement, les solides et la géométrie locale | Lorsque la géométrie ou la vitesse ne peut être suffisamment réduite pour que le matériau actuel survive |
Liste de contrôle pratique pour l'examen de la corrosion des tuyauteries de procédé
Questions à répondre avant de sélectionner le matériau ou la méthode de réparation
- Quel est le mécanisme de corrosion probable ?
- Les dommages sont-ils uniformes, localisés ou de type fissure ?
- Où cela a-t-il commencé ?
- Est-ce apparu après un changement de procédé, un cycle de nettoyage ou un arrêt ?
- Le service réel est-il localement pire que ce que suggère la base de conception ?
Emplacements à haut risque à examiner en premier
- Brides et interfaces de joints
- Dérivations polies
- Culs-de-sac
- Zones affectées par la chaleur de soudure
- Coudes et réducteurs
- Points de service à faible débit et intermittents
Quoi changer en premier en fonction du mécanisme
| Mécanisme | Quoi changer en premier |
|---|---|
| Corrosion générale | Marge de corrosion, intervalle d'inspection, économie des matériaux, contrôle de la chimie |
| Piquage | Inspection localisée, contrôle des chlorures, mise à niveau des matériaux si nécessaire |
| Corrosion caverneuse | Géométrie, conception d'étanchéité, drainage, examen local des matériaux |
| Corrosion galvanique | Appariement des métaux, isolation électrique, examen des environnements humides |
| Corrosion sous contrainte | Réduction des contraintes, examen de l'environnement, adéquation de l'alliage |
| Érosion-corrosion | Régime d'écoulement, géométrie, vitesse, conception résistante à l'usure |
| Corrosion microbienne / sous dépôt | Nettoyage, drainage, contrôle des dépôts, examen du service intermittent |
La corrosion dans les tuyauteries de procédé n'est pas un mode de défaillance unique, et la réponse technique appropriée dépend de l'identification correcte du mécanisme actif. Une réflexion sur la corrosion moyenne ne suffit pas pour la corrosion par piqûres, la corrosion par crevasses, la corrosion sous contrainte ou la corrosion-érosion. La démarche pratique est simple : identifier la morphologie des dommages, examiner les conditions réelles de service local, inspecter d'abord la géométrie à plus haut risque, puis choisir la solution qui correspond au mécanisme plutôt qu'au symptôme le plus visible.
Cette analyse de la corrosion doit être directement liée à votre sélection de matériaux, votre stratégie d'étanchéité des brides et votre plan de maintenance. Dans le parcours thématique en quatre articles, cette page explique pourquoi les dommages se produisent. Comment choisir les matériaux de bride pour le traitement chimique explique comment choisir le matériau de base. Inconel contre acier inoxydable pour environnements corrosifs explique quand les améliorations en alliage supérieur sont justifiées. Considérations sur les joints de bride et l'étanchéité pour les usines chimiques explique comment le même mécanisme apparaît au niveau du joint de bride et de l'interface d'étanchéité. Si l'étape suivante est l'évaluation des fournisseurs plutôt que la réparation interne, il est également utile de consulter questions à poser à un fournisseur de brides avant un appel d'offres.
FAQ
Quel est le mécanisme de corrosion le plus dangereux dans les tuyauteries de procédé ?
Il n'y a pas de réponse unique pour chaque système, mais la piqûre, la corrosion par crevasses et la fissuration par corrosion sous contrainte sont souvent plus dangereuses que la perte d'épaisseur uniforme car elles peuvent provoquer une défaillance avec peu d'avertissement.
La corrosion uniforme est généralement plus facile à inspecter et à suivre. Les attaques localisées et la fissuration sont plus difficiles à gérer avec une logique d'épaisseur moyenne.
Pourquoi le même fluide de procédé provoque-t-il une corrosion différente dans différentes parties du système ?
Parce que l'environnement local n'est pas le même partout.
Le débit, les dépôts, la géométrie des interstices, l'état des soudures, la configuration des dérivations, le drainage à l'arrêt et les différences de température peuvent modifier le mécanisme de corrosion actif, même au sein d'un même système.
Le taux de corrosion moyen peut-il être utilisé pour gérer la corrosion par piqûres ou la fissuration par corrosion sous contrainte ?
Non.
Le taux de corrosion moyen est utile pour estimer la perte d'épaisseur générale, mais il ne décrit pas le risque réel lié à la piqûration ou à la corrosion sous contrainte (SCC). Ces mécanismes sont localisés ou pilotés par des fissures et peuvent entraîner une défaillance plus tôt que ne le suggèrent les données d'épaisseur moyenne.
Pourquoi les brides et les raccords de dérivation se corrodent-ils plus tôt que les tuyaux droits ?
Parce qu'ils créent une géométrie locale plus sévère que celle de la conduite principale.
Les brides ajoutent des interfaces de joints et des interstices. Les dérivations ont souvent un débit plus faible et plus de stagnation. Ces emplacements sont plus susceptibles de piéger le fluide, de concentrer les produits chimiques et de développer une attaque localisée.
Quand un examen de la corrosion doit-il conduire à une mise à niveau du matériau plutôt qu'à une simple réparation ?
Lorsque le mécanisme actif montre que le matériau actuel n'a plus une marge suffisante.
Cela inclut les piqûrations répétées, les défaillances liées aux chlorures, le risque de SCC, la corrosion récurrente dans la zone des joints, ou les changements de service qui font sortir le système de la plage de sécurité du choix de matériau d'origine.