
La distinction entre les brides Classe 150 et Classe 300 est une limite de spécification qui affecte les limites pression–température, la compatibilité du motif de boulons, la contrainte du joint et les exigences d'assemblage du joint. Sur le terrain, un mauvais choix de classe échoue rarement par “ rupture instantanée ” ; il se manifeste par des fuites chroniques, une rotation de la bride, un soufflage du joint ou un relâchement des boulons après des cycles thermiques—puis s'aggrave lorsque des transitoires (coup de bélier vapeur, arrêts de pompe, chauffage en blocage) surviennent.
Ce guide détaille les différences techniques de gestion de la pression, des dimensions physiques et des motifs de boulonnage référencés par ASME B16.5 (Brides de tuyauterie et raccords bridés), puis les transforme en étapes de sélection et contrôles d'inspection vous pouvez appliquer sur les dessins et sur le terrain.
Si vous vous approvisionnez en brides en acier inoxydable, vérifiez la traçabilité du matériau/du lot sur le certificat d'essai de matériau (par exemple, ASTM A182 F316/F316L pour les brides forgées en acier inoxydable). Certains fabricants (dont Sunhy) proposent des lots doublement certifiés 316/316L ; la valeur technique est la traçabilité plus les avantages de résistance à la sensibilisation à la soudure de la nuance à faible teneur en carbone—à condition que la documentation et l'analyse PMI le confirment.
Classe 150 vs Classe 300 : Le cœur technique
Classes de pression-température
La désignation “ Classe ” (150, 300, etc.) est un indicateur de classe pression–température (sans dimension). Une erreur courante est de la traiter comme une limite directe en psi. En réalité, la pression de service admissible dépend de la température et groupe de matériaux. Lorsque la température augmente, la pression admissible diminue car la résistance du matériau et la rétention de contrainte du joint se dégradent.
Voici une comparaison pratique de référence pour les matériaux de type acier au carbone Groupe 1.1 couramment référencés par rapport aux ASME B16.5 tableaux (toujours vérifier par rapport à la spécification/édition du projet en vigueur) :
| Classe de bride | Pression de service max. à -20 à 100 °F (valeur typique de tableau) | Pression de service max. à 600 °F (valeur typique de tableau) |
|---|---|---|
| Classe 150 | ~275 psi | ~140 psi |
| Classe 300 | ~720 psi | ~440 psi |
Note technique : les tableaux publiés présentent souvent de légères différences selon l'édition, la convention d'arrondi ou le regroupement des matériaux. Utilisez la température/pression de conception de votre liste de lignes et confirmez la classe dans les tableaux achetés de la norme ASME B16.5. Ne négligez pas les conditions transitoires.
Exemple terrain (erreur de sélection → fuite) : Une usine a spécifié une classe 150 sur une ligne à 250 psig car “ les brides 150 conviennent jusqu'à ~275 psi à température ambiante ”. Le service était en réalité de la vapeur à 400°F avec des démarrages/arrêts fréquents. Après quelques cycles thermiques, des fuites sont apparues sur plusieurs joints. La cause racine était la déclassement en température plus la relaxation des boulons sous cyclage. L'action corrective a été de passer à la classe appropriée en fonction de température de conception, puis d'assembler selon une procédure de serrage contrôlée.
Utilisez cette séquence de sélection rapide avant de figer la classe sur le dessin :
- Étape 1 : Confirmer pression de conception et température de conception (pas la pression d'exploitation normale).
- Étape 2 : Confirmer la nuance et le groupe de matériau (CS vs 316/316L modifie les cotes à température).
- Étape 3 : Vérifier la cote de classe de bride à cette température dans ASME B16.5.
- Étape 4 : Vérifier que le type de joint et le matériau des boulons peuvent maintenir la contrainte d’assise à température.
- Étape 5 : Confirmer que les composants d’accouplement (vannes, instruments, tubulures d’équipement) sont de même classe et norme.
Scénarios d'application
Le choix entre ces deux classes détermine ce que l’assemblage peut tolérer en service réel—notamment les cycles thermiques, les vibrations et les pics de pression. Considérez la classe comme faisant partie de la limite de pression complète, non une étiquette de composant autonome.
| Classe de bride | Segment industriel | Service typique (réalité technique) |
|---|---|---|
| Classe 150 | Industrie légère et services publics | Eau et utilités basse température, eau glacée CVC, protection incendie, air comprimé, vapeur basse pression où la température et les transients sont contrôlés. |
| Classe 300 | Procédé et industrie lourde | Vapeur haute pression, huile chaude, lignes hydrauliques/process avec pics de pression, services raffinage/pétrochimie où les chocs thermiques et les risques d'expulsion de joint doivent être gérés. |
Choisir le type de bride correct est essentiel. La classe 150 répond souvent efficacement aux besoins utilitaires, tandis que la classe 300 ajoute une marge lorsque le service inclut température élevée, cyclage, ou conséquences plus graves de fuite.
Avantage 316/316L de Sunhy
Sunhy fabrique des brides en acier inoxydable en options 316/316L. D'un point de vue technique, l'essentiel n'est pas la marque—c'est le contrôle documenté des matériaux: traçabilité MTR (numéro de coulée), conformité chimique/mécanique et vérification PMI. Les nuances à bas carbone “ L ” réduisent le risque de sensibilisation dans les systèmes soudés, mais l'acier inoxydable a toujours des limites de service (par exemple, les environnements chlorés et la température peuvent provoquer une corrosion sous contrainte). Spécifiez le matériau en fonction de la chimie du fluide, de la température et des exigences de nettoyage, pas seulement de la classe.
Plongée technique : les différences “ fondamentales ”
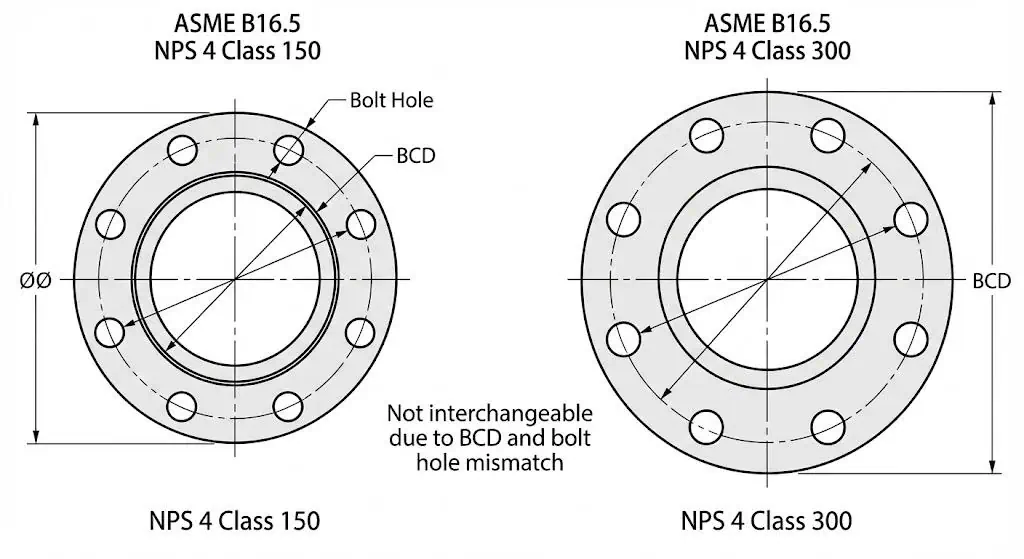
Pour vraiment comprendre la différence entre la Classe 150 et la Classe 300, regardez au-delà de l'étiquette de pression et examinez la géométrie qui contrôle la rigidité du joint : épaisseur de la bride, cercle de perçage, diamètre des trous de boulons et zone de réaction du joint. De nombreuses “ fuites mystérieuses ” ne sont pas des défauts de joint—ce sont des problèmes de rigidité et d'assemblage.
Étude de cas visuelle : bride à col soudé de 4 pouces
Prenons comme exemple concret une bride à col soudé (WN) de 4 pouces (NPS 4) . Le diamètre intérieur du tuyau est dicté par l'épaisseur du tuyau, mais la géométrie externe de la bride change sensiblement avec la classe. Cela affecte l'encombrement des outils, la taille des goujons, la plage de couple et la capacité à maintenir la planéité de la face.
Le dessin technique ci-dessus met en évidence deux dimensions qui varient généralement avec la classe :
- Épaisseur de la bride : Les brides de classe supérieure présentent un module de section plus élevé pour résister à la rotation sous la charge des boulons et la pression interne.
- Cercle de perçage (BCD) : Les configurations de classe supérieure déplacent généralement les boulons vers l'extérieur et augmentent le diamètre des trous pour accueillir des goujons plus gros et des charges d'assemblage plus élevées.
Exemple terrain (contrainte d'installation → retouche) : Sur un skid de rénovation, un joint Classe 300 était correctement spécifié pour la pression/température, mais le concepteur a négligé l'encombrement de l'outil autour du cercle de perçage. Sur site, l'outil de serrage n'a pas pu accéder à plusieurs goujons en raison de supports proches. Le joint a été assemblé de manière inégale, puis a fui lors de la mise en service à chaud. La solution a été mécanique : modifier les supports pour l'accès et réassembler avec des passes contrôlées.
Les données : spécifications 4″ Classe 150 vs 300
Ci-dessous se trouve une analyse dimensionnelle pratique pour un Bride à col soudé de 4 pouces en utilisant les tableaux de dimensions couramment référencés ASME B16.5. Vérifiez toujours les dimensions par rapport au type de bride (WN vs SO) et au tableau spécifique utilisé pour la fabrication/l'inspection.
| Dimension (4″ NPS, WN) | Classe 150 | Classe 300 | La différence pratique (ce qu'elle impacte) |
|---|---|---|---|
| Épaisseur de la bride (tableau typique “ T ”) | ~0,88″ (22,4 mm) | ~1,25″ (31,8 mm) | Une rigidité plus élevée aide à maintenir la compression du joint stable sous cyclage. |
| Nombre de boulons | 8 trous | 8 trous | Même nombre de trous au NPS 4—ne présumez pas de la compatibilité. |
| Diamètre des trous de boulons | ~0,75″ | ~0,88″ | La taille du trou détermine le choix du goujon et l'ajustement de la rondelle/écrou. |
| Diamètre du cercle de perçage (DCP) | ~7,50″ (190,5 mm) | ~7,88″ (200,0 mm) | Un cercle de perçage différent signifie que les brides ne s'assembleront pas. |
Note technique critique : Ne vous laissez pas tromper par le nombre de boulons. Au NPS 4, les deux classes utilisent couramment 8 trous. Cependant, le cercle de perçage et le diamètre du trou diffèrent, donc vous ne peut pas boulonner une bride Classe 150 à une bride Classe 300 sans violer le motif standard. Forcer l'ajustement endommage les goujons, déforme les faces et augmente le risque de fuite du joint.
Exemple sur site (mauvais accouplement → fuite chronique) : Une équipe de maintenance a tenté de connecter un tronçon Classe 300 à une tubulure Classe 150 en “ ovalisant ” les trous sur place. L'assemblage a été réalisé, a passé un contrôle de fuite à froid, puis a commencé à suinter après un cycle chaud. La cause racine était la déformation de la face et l'assise non uniforme du joint. Action corrective : remplacer par l'adaptateur de classe/tubulure correct et restaurer le motif de boulons standard.
Lorsque la quantité de boulons change (par exemple, 6 pouces)
Aux tailles plus grandes, les différences de classe changent souvent la quantité de boulons ainsi que la taille des boulons. Ce n'est pas cosmétique ; c'est ainsi que l'assemblage maintient une contrainte uniforme sur le joint sous des charges plus élevées.
Par exemple, sur une bride de 6 pouces vous voyez couramment :
- Classe 150 : 8 trous.
- Classe 300 : 12 trous.
Cette densité accrue de boulons aide à maintenir l'uniformité de la compression du joint — particulièrement important pour les services chauds où le fluage/relaxation du joint et la rotation de la bride sont plus sévères.
Détail de conception critique : Types de faces de bride
La différence entre Classe 150 vs Classe 300 n'est pas seulement l'épaisseur et le perçage. La face de la bride et le système de joint doivent être alignés avec la contrainte d'écrasement requise et le risque de fuite. Le type de face est là où la “ conception sur papier ” devient la “ performance sur le terrain ”.”
Face surélevée (RF) vs Joint à joint annulaire (RTJ)
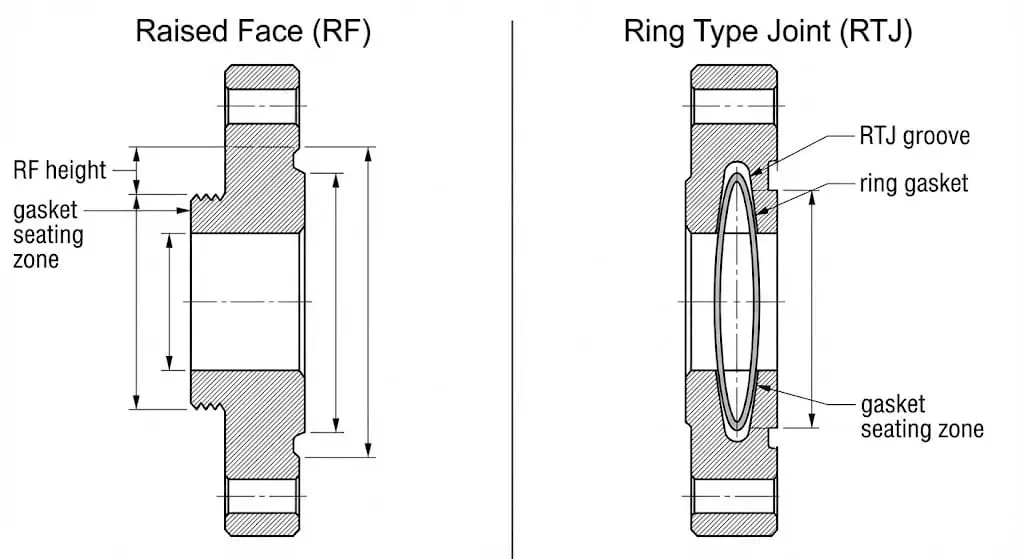
Les deux classes sont généralement spécifiées avec une Face surélevée (RF). Un détail clé que de nombreux ingénieurs négligent : la hauteur typique de la face surélevée est de 1/16″ pour la Classe 150 et la Classe 300 (les classes supérieures diffèrent souvent). RF est une décision de système de joint plus qu'une caractéristique de “ résistance ”.
- Classe 150 (RF) : Très utilisée avec des joints souples (CNA, PTFE) dans les services utilitaires. La performance d'étanchéité dépend fortement de la qualité du serrage et de l'état de la face.
- Classe 300 (RF & RTJ) : RF est courant, mais les services à risque plus élevé (hydrocarbures chauds, cyclage plus important, conséquences plus graves) peuvent amener les ingénieurs à spécifier RTJ pour la performance d'étanchéité métal sur métal—lorsque l'équipement d'accouplement et les contrôles d'assemblage le permettent.
Aperçu technique : Le joint RTJ est généralement choisi lorsque vous avez besoin d'une contrainte d'appui plus élevée et d'une meilleure résistance à l'éjection que les systèmes RF à joint souple ne peuvent fournir de manière fiable. Le succès du RTJ dépend de l'état de la rainure, de la compatibilité du matériau de l'anneau et d'un serrage contrôlé des boulons—pas seulement du choix de la Classe 300.
Joint & Boulonnage : Les Variables Cachées
Sélectionner la classe correcte n'est que la moitié du travail. La plupart des fuites que j'ai étudiées remontent au choix du joint, à l'état/lubrification des boulons et à la méthode de serrage. Les directives industrielles telles que ASME PCC-1 existent pour une raison : un serrage non contrôlé crée une contrainte non uniforme sur le joint et une relaxation précoce.
| Composant | Système Classe 150 (Typique) | Système Classe 300 (Typique) |
|---|---|---|
| Joint Typique | CNA ou PTFE pour les utilités propres ; SWG peut être utilisé si les faces/le boulonnage le supportent | Joint spiralé (SWG) avec anneau de centrage ; anneau intérieur si requis par les conditions d'alésage/face |
| Matériau du boulon | ASTM A193 B7 (courant pour les systèmes CS) | ASTM A193 B7 ou nuances à température plus élevée si requis ; vérifier la nuance de l'écrou et les limites de température |
| Contrôle de l'assemblage | Modéré : nécessite toujours des passes en étoile | Élevé : contrôle du couple calibré, passes multiples, uniformité du lubrifiant et politique de resserrage si applicable |
Pourquoi le choix du joint est important
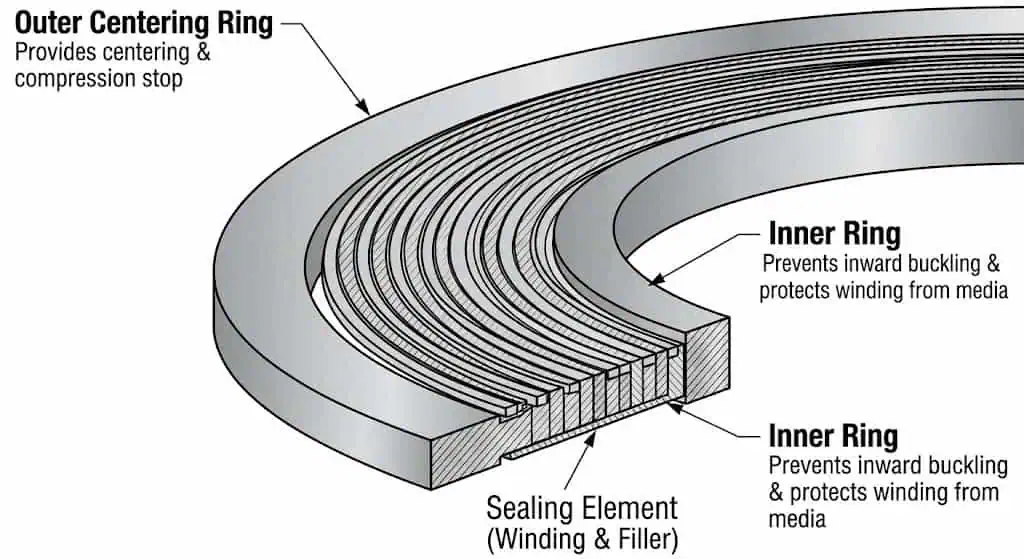
Dans un système Class 300, la pression et les mouvements thermiques sollicitent davantage le joint. Un mode de défaillance courant est le “ soufflage ” ou l'extrusion du joint lorsque le système de joint ne peut maintenir la contrainte d'étanchéité. Les joints spiralés aident car l'enroulement agit comme un ressort, mais seulement si l'assemblage est correctement réalisé et que le type de joint (avec anneaux extérieurs/intérieurs si nécessaire) correspond à l'alésage de la bride et au service.
Exemple sur site (joint inapproprié + serrage → soufflage) : Une ligne d'huile chaude Class 300 utilisait un joint souple prévu pour des services utilitaires à faible contrainte. L'assemblage était étanche à froid, puis a fui après chauffage et vibrations. La cause racine était le fluage/relaxation plus une rétention insuffisante de la contrainte d'étanchéité. Solution : spécifier un système de joint adapté au service et réassembler en utilisant des passes de serrage contrôlées avec vérification de l'état des goujons et de la lubrification.
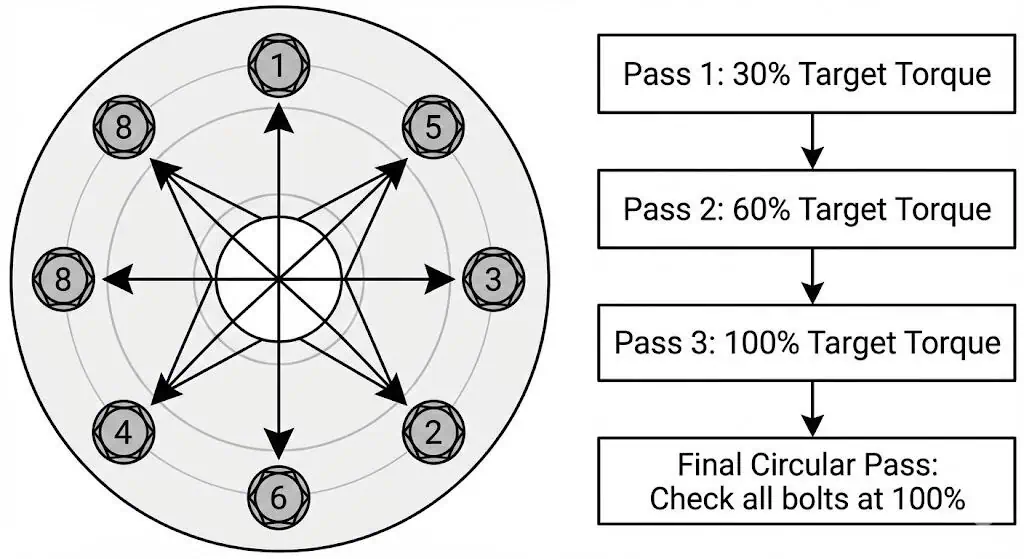
Liste de contrôle minimale pratique pour le serrage (valable pour les deux classes, devient une discipline obligatoire à partir de Class 300) :
- Nettoyer et inspecter les faces de bride ; rejeter les entailles profondes/éraflures dans la bande d'étanchéité.
- Vérifier le type, la taille et l'orientation du joint ; s'assurer que l'anneau de centrage est correctement positionné.
- Confirmer que les goujons/écrous sont de la bonne nuance, que les filetages ne sont pas endommagés et que la lubrification est uniforme.
- Serrez en suivant un motif en étoile/croix avec des passes étagées (par exemple, 30% → 60% → 100%), puis une passe circulaire finale pour vérifier la rotation des écrous.
- Documenter le couple final et l'identification de l'assemblage pour les services critiques.
Vérification : Normes d'essais hydrostatiques
Le langage de l'hydrotest est souvent mal compris. La norme ASME B16.5 n'exige pas que les brides individuelles soient testées en pression en tant que produits autonomes ; les exigences de test en pression s'appliquent aux raccords à brides et au système assemblé selon le code de tuyauterie applicable et la procédure du projet. Considérez la classe de bride comme un cadre de classement—et non comme un substitut à un plan de test conforme au code.
Points pratiques d'ingénierie pour la mise en service :
- Différenciez : tests de produit/raccord vs hydrotest de système selon ASME B31.x ou la norme du projet.
- Ne “ prouvez ” jamais une classe en surpressurisant au-delà de la procédure de test ; un surtest peut déformer définitivement la bride ou surcharger les éléments de fixation.
- Les contrôles d'étanchéité après chauffage sont critiques pour les services chauds car la contrainte du joint évolue avec la température et la relaxation.
Exemple terrain (sur-test → déformation permanente) : Une ligne utilitaire construite avec des brides Classe 150 a été soumise à un hydrotest en utilisant une pression destinée à un système de classe supérieure. Les brides n'ont pas éclaté, mais plusieurs joints ont développé des suintements persistants par la suite. L'analyse post-mortem a montré une rotation des faces / un allongement des boulons au-delà de la limite élastique. Le coût n'a pas été une “défaillance catastrophique” — ce fut des arrêts répétés et des retouches.
Quand utiliser des brides Classe 150
Optimisées pour les utilités basse pression
Les brides Classe 150 sont largement utilisées là où la fonction est utilitaire et où la température / les transitoires sont maîtrisés. Elles sont plus légères, plus faciles à manipuler et réduisent généralement le coût installé — lorsqu'elles sont réellement dans l'enveloppe de conception.
Applications les plus adaptées :
- Distribution d'eau : Conduites d'eau municipales et stations d'épuration des eaux usées.
- CVC : Boucles d'eau glacée et de chauffage basse pression.
- Agroalimentaire : Services à pression modérée où l'hygiène/la compatibilité des matériaux importe plus que la marge de classe.
- Extinction d'incendie : Conduites d'alimentation standard de sprinklers (selon les exigences du projet et des autorités).
Conseil d'approvisionnement/QA : Pour les travaux utilitaires de classe 150, la plupart des “ fuites ” proviennent toujours de dommages sur la face, d'une taille de joint incorrecte et d'un serrage inégal des boulons. Ajoutez un contrôle simple à la réception : estampillage de classe, numéro de coulée MTR, état de la face, correspondance du motif de trous et vérification de l'ajustement du joint.
Déploiement industriel
La classe 150 est souvent utilisée dans les installations chimiques et pharmaceutiques non pas parce que la pression est basse, mais parce que la compatibilité des matériaux en acier inoxydable, l'état de surface et le contrôle de la documentation déterminent la spécification. Dans ces cas, la discipline de sélection passe de “ marge de pression ” à “ matériaux + propreté + traçabilité + assemblage reproductible. ”
Quand passer à la classe 300
Gestion de la haute pression et des chocs thermiques
Le passage à la classe 300 est nécessaire lorsque l'enveloppe de conception inclut une pression et/ou une température plus élevées, ou lorsque le service comprend des cycles et des conséquences de fuite plus importantes. Cette classe augmente la rigidité et nécessite généralement des contrôles d'assemblage plus rigoureux.
Pourquoi mettre à niveau ? Une vérification “ pression uniquement ” à température ambiante peut être trompeuse. Si le service inclut une température élevée, la pression de service admissible peut chuter brusquement. Votre décision doit être basée sur température de conception et la cote du matériau à cette température, et non sur les valeurs ambiantes.
Exemples de services critiques
- Lignes de vapeur principale : distribution de vapeur chaude avec cycles et vibrations.
- Hydraulique : systèmes de transmission hydraulique à haute pression avec pics dynamiques.
- Raffinage/Procédés : services d'hydrocarbures où les conséquences de fuites sont élevées.
Selon les tables de pression Classe 300, la Classe 300 offre une marge supplémentaire, mais uniquement lorsque le reste du système (vannes, joints, goujons et méthode d'assemblage) est contrôlé selon la même discipline de classement.
Cohérence du système : Vannes et joints
Correspondance au “ maillon faible ”
Un système de tuyauterie n'est aussi résistant que son composant le moins bien classé. Même si une bride Classe 300 est correctement sélectionnée, l'associer à une extrémité de vanne de classe inférieure, à un standard incompatible (perçage ASME vs EN) ou à un système de joints incompatible crée un piège de fiabilité.
Exemple sur site (incompatibilité de normes) : Un site a reçu une valve percée selon un modèle EN alors que le tronçon était conforme à l'ASME B16.5. Sur le papier, les deux étaient “ de taille similaire ”, mais le cercle de perçage ne correspondait pas. La seule correction sûre était de remplacer les extrémités de la valve ou d'utiliser un adaptateur conforme à la norme correcte — ne jamais modifier la limite de pression en fraisant les trous.
Règle générale : Les brides, valves et joints doivent partager la même classe de pression et un standard de perçage compatible au niveau du raccord. Ne mélangez pas les classes ou normes dans un seul raccord à bride.
Résumé : Faire le bon choix
Choisir entre Classe 150 et Classe 300 revient à faire correspondre votre pression de conception + température de conception + groupe de matériau aux tableaux de classement, puis à confirmer que le motif de boulons, la face, le joint et les contrôles d'assemblage sont alignés.
| Caractéristique | Classe 150 | Classe 300 |
|---|---|---|
| Classement typique en ambiance (tableaux CS) | ~275 psi | ~720 psi |
| Géométrie | Épaisseur plus légère et motif de perçage plus petit | Section plus lourde, motif de perçage plus grand, rigidité plus élevée |
| Sensibilité du joint | Peut encore fuir si les faces/le serrage des boulons sont médiocres | Plus tolérant en rigidité, mais exige un meilleur contrôle du joint/du serrage des boulons |
| Utilisation optimale | Services d'utilité et services à charge contrôlée | Pression/température plus élevées, cyclage, services à conséquences plus importantes |
Si vous achetez des brides pour l'une ou l'autre classe, demandez la traçabilité MTR, confirmez les marquages (classe, matériau, numéro de coulée), vérifiez le motif de perçage et contrôlez la qualité du serrage des boulons. En pratique, une bonne discipline d'assemblage prévient plus de fuites que “ acheter une classe supérieure ”.
FAQ
Puis-je boulonner une bride Classe 150 à une bride Classe 300 ?
Non. Même lorsque le nombre de boulons semble similaire (par exemple, NPS 4), le diamètre du cercle de boulons et taille des trous diffèrent, donc les motifs ne s'aligneront pas. Modifier les trous ou forcer l'assemblage viole le perçage standard et augmente le risque de fuite en raison de la déformation de la face et de la contrainte inégale sur le joint.
La classe 300 est-elle toujours meilleure que la classe 150 ?
Non. La classe 300 ajoute de la rigidité et une capacité de pression plus élevée, mais elle coûte plus cher, pèse plus lourd et nécessite souvent un contrôle d'assemblage supérieur (taille des goujons, plage de couple, accessibilité). Si votre enveloppe de conception est véritablement basse pression/basse température et contrôlée, la classe 150 est le choix technique correct.
Comment les distinguer visuellement ?
Vérifiez l'estampille sur la collerette de la bride (par ex., “ 150 ” ou “ 300 ”), puis confirmez le motif de perçage. Visuellement, les brides de classe 300 sont généralement plus épaisses et ont un cercle de boulons/trous plus grand pour le même NPS. Pour les travaux critiques, ne vous fiez pas à l“” apparence » — vérifiez le BCD et le diamètre des trous sur un tableau avant l'assemblage.
“ Classe 150 ” signifie-t-elle que la bride est limitée à 150 psi ?
Non. “ Classe ” est une désignation de pression–température. À température ambiante, de nombreux tableaux pour acier au carbone indiquent une pression admissible pour la classe 150 bien supérieure à 150 psi, mais à température plus élevée, la pression admissible diminue. Conceptionnez toujours selon la classe dépendante de la température et le code du projet.
Quel joint est généralement utilisé pour les assemblages à face surélevée Classe 300 ?
Les joints spiralés sont courants pour les assemblages RF Classe 300 dans les services chauds/cycliques car ils peuvent maintenir la contrainte d'étanchéité mieux sous relaxation—à condition que l'assemblage soit réalisé avec des passes contrôlées et que le style de joint (anneaux) corresponde aux conditions d'alésage/face de bride. Le choix du joint doit être compatible avec la chimie du fluide et la température.



