
Vous devez prévenir les fuites de bride dans les systèmes haute pression car cela protège les personnes, réduit les arrêts non planifiés et limite le risque de perte de confinement. Dans les enquêtes sur les fuites signalées, les problèmes liés aux brides peuvent représenter une part significative des incidents, mais la proportion exacte dépend de l'industrie, de la portée des rapports et de ce qui est considéré comme “ lié à la bride ”. Les travaux sur le terrain montrent le même schéma : la plupart des fuites ne sont pas causées par une seule erreur, mais par une chaîne de petites déviations—joint inadapté au service, charge de boulons inégale, dommage à la face de bride, et charges externes de tuyauterie qui déchargent lentement le joint.
Certaines discussions industrielles citent des plages telles que 30%–50% dans des portées de rapport spécifiques. Traitez ces chiffres comme un contexte plutôt qu'une constante universelle. La conclusion pratique est plus importante : si vous contrôlez la sélection du joint, l'assemblage du joint et les charges externes, vous éliminez la plupart des voies de défaillance courantes.
L'ingénierie de précision et l'assemblage discipliné comptent plus que les allégations de marque. Si votre équipe utilise une ligne directrice reconnue pour l'assemblage des joints (par exemple ASME PCC-1) et que vous procurez des brides qui correspondent à votre norme de conception (par exemple ASME B16.5), la probabilité de fuite chronique chute brutalement. Pour l'approvisionnement ou l'alignement des spécifications, il est également utile d'ancrer tôt votre type de bride et votre choix de face (RF/FF/RTJ)—consultez l'aperçu de la fabrication de brides en acier inoxydable de Sunhy ici : fabricant de brides en acier inoxydable.
| Standard | Exigence d'étanchéité |
|---|---|
| API 598 | Aucune bulle d'air ou goutte d'eau autorisée |
| API 6D | Zéro fuite pour les vannes à siège souple |
| MSS SP-61 | Taux de fuite admissibles pour les vannes à siège métallique |
| FCI 70-2 | Directives complètes sur les taux de fuite acceptables |
Le tableau ci-dessus est utile pour comprendre comment différentes industries définissent “ l'acceptation des fuites ” (souvent pour les vannes). Pour les assemblages de brides boulonnées, votre travail quotidien repose généralement davantage sur des directives d'assemblage des joints (par exemple ASME PCC-1) et, lorsque vous avez besoin de calcul ou de vérification de la capacité et de l'étanchéité du joint, des normes telles que EN 1591-1. Utilisez la bonne “ famille de normes ” pour le bon problème.
Vous rencontrez souvent dix causes principales : sélection inappropriée du joint, serrage inadéquat des boulons, dommages à la surface de la bride, désalignement, flexibilité insuffisante de la tuyauterie, force mécanique excessive, placement médiocre des supports, éraflure du joint et problèmes de charge des boulons, corrosion et érosion, et vibration et fatigue des boulons. Concentrez-vous sur des vérifications pratiques et une méthode de boulonnage reproductible pour maintenir vos systèmes stables et sans fuite.
Causes de fuite des brides
Sélection inappropriée du joint
Vous devez sélectionner le bon joint pour chaque connexion de bride. Dans les enquêtes sur les défaillances, les problèmes de joint sont très souvent enracinés dans la sélection + l'installation, et non dans des “ défauts aléatoires ”. Dans les projets réels, les erreurs les plus courantes sont une construction de joint incorrecte pour la face de bride, un matériau inadapté au fluide, et une inadéquation entre la contrainte d'assise requise et ce que votre arrangement de boulonnage peut réellement fournir.
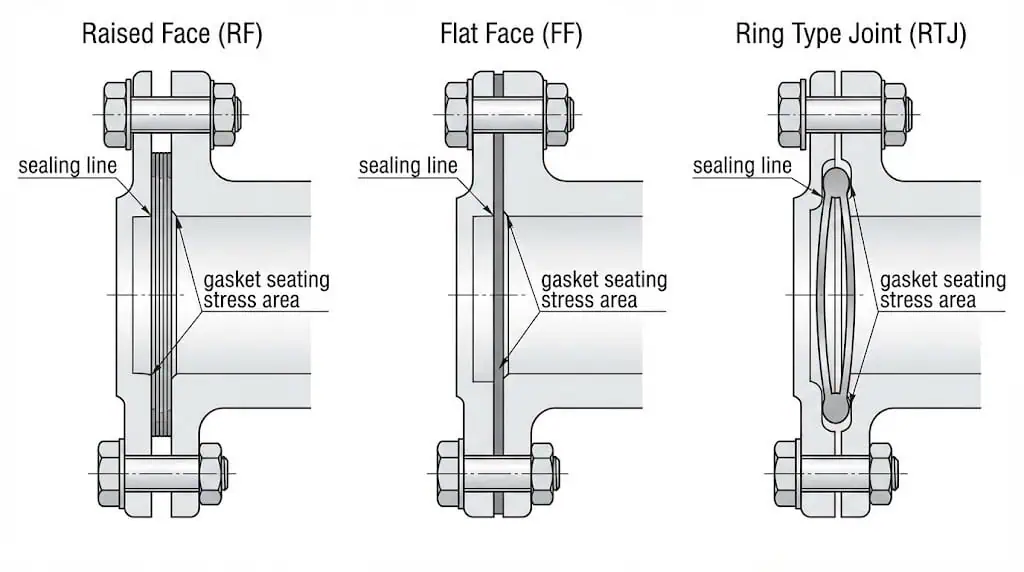
Les erreurs de sélection apparaissent de manière prévisible : construction de joint incorrecte pour la face de bride (RF/FF/RTJ), matériau inadapté au fluide, et inadéquation entre la contrainte d'assise requise et ce que la taille de votre boulon ou goujon peut réellement fournir. Une règle utile des travaux sur le terrain est simple : si vous ne pouvez pas expliquer comment le joint assure l'étanchéité et quelle charge il nécessite, vous devinez.
- Adaptez la surface au type de joint: RF utilise couramment des joints spiralés ou kammprofile ; RTJ utilise des joints annulaires ; FF nécessite souvent une couverture complète de la face et un contrôle de la planéité. Si vous avez besoin d'un rappel rapide sur le choix de la face, la comparaison de Sunhy aide : Face surélevée vs Face plate.
- Confirmer la compatibilité chimique + température: Le PTFE peut fluer à froid sous charge ; le graphite supporte la température mais peut accélérer la corrosion caverneuse en service chlorure si de l'eau est présente.
- Vérifier la capacité de charge des boulons: la contrainte d'étanchéité n'est pas “ gratuite ” — elle dépend de la taille du goujon, de la nuance, de la lubrification et de la dispersion de la relation couple–précharge.
- Vérifier la finition de la face de bride: le joint que vous avez choisi peut nécessiter une plage spécifique de finition de surface ; trop lisse peut fuir, trop rugueux peut couper le joint.
Exemple sur site (erreur de sélection) : Un joint de bride RF Classe 600 sur de l'huile chaude a fui après la mise en service. Le joint a été changé d'un joint spiralé à une feuille souple pour “ faciliter l'étanchéité ”. La fuite est revenue en quelques heures car le joint souple s'est extrudé sous la température et la relaxation de la charge des boulons. Revenir à la construction de joint correcte et re-boulonner avec des passes contrôlées et étagées a résolu le problème.
Astuce : Ne traitez pas les joints comme des “ consommables ” interchangeables. Utilisez une méthode de sélection documentée, puis intégrez-la dans votre norme de maintenance. Si vous avez besoin d'une référence d'assemblage étape par étape, ce guide Sunhy constitue une bonne base interne : 4 étapes pour atteindre un assemblage de bride sans fuite.
Serrage inadéquat des boulons
Les pratiques de boulonnage inappropriées conduisent souvent à des fuites de bride car le couple n'est qu'un moyen indirect d'atteindre la tension du boulon. Le frottement au niveau des filets et de la face d'appui de l'écrou, le choix du lubrifiant et l'état de surface influencent tous la dispersion du couple. Une manière pratique de réduire la variation est d'utiliser une méthode de boulonnage documentée—telle que des passes étagées, un serrage en croix et une lubrification contrôlée—et de suivre une directive reconnue telle que ASME PCC-1.
Si vous ne serrez pas les boulons uniformément ou à la tension cible correcte, vous créez une contrainte localisée faible sur le joint. Cela devient un chemin de fuite sous pression ou lors de cycles thermiques. Surveillez également la relaxation de la charge des boulons après chauffage—la température et le fluage/relaxation du joint peuvent décharger le joint, en particulier lors du premier cycle de fonctionnement.
Exemple sur site (erreur d'assemblage) : Une équipe de maintenance a serré une bride à 12 boulons “ en tournant autour du cercle ”. L'assemblage a réussi l'épreuve hydraulique à froid mais a fui lors du réchauffement. Un re-boulonnage utilisant un motif en croix avec des passes étagées (30% → 60% → 100%) et une passe rotationnelle finale a stabilisé la contrainte sur le joint et éliminé la fuite.
Dommage de surface de la bride
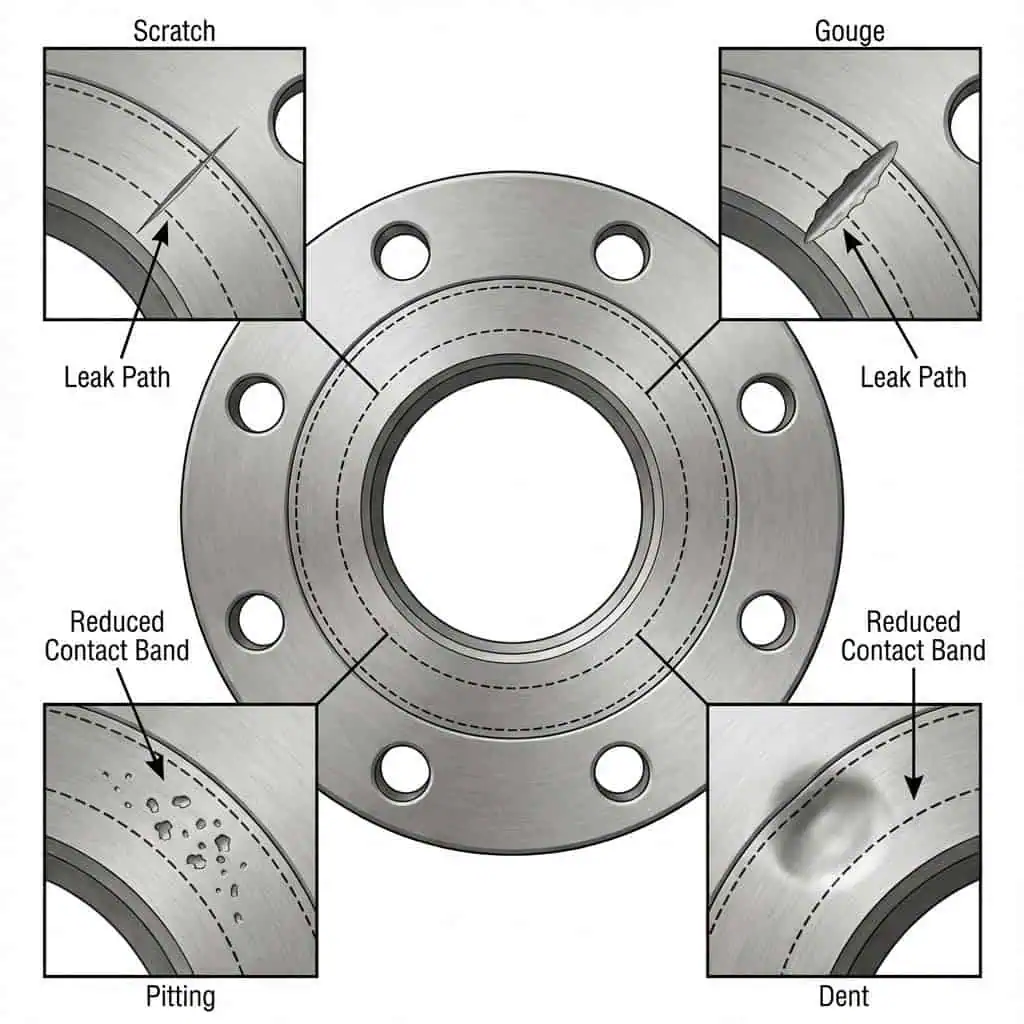
Les dommages à la bride sont une cause majeure de fuites car les imperfections de surface rompent la ligne d'étanchéité. La finition de surface est importante dans deux directions : les rayures profondes créent un canal de contournement, tandis qu'une rugosité globale incorrecte peut réduire l'adhérence du joint ou le couper.
| Type | Description | Causes |
|---|---|---|
| Rayures | Marques étroites et allongées avec des fonds tranchants | Créées par des objets tranchants comme des brosses métalliques ou des burins |
| Entailles | Marques larges et allongées avec des fonds émoussés et arrondis | Causées par des objets émoussés tels que des tournevis ou des vérins de brides |
| Piqûres | Petites zones arrondies de perte de matériau dues à la corrosion | Se produisent souvent en grappes, indiquant une corrosion localisée |
| Bosses | Zones non allongées, aiguës ou émoussées, causées par un impact | Résultent de collisions d'équipements lors du positionnement des brides |
Même des rayures radiales mineures peuvent compromettre l'étanchéité en service haute pression. Si vous utilisez des joints spiralés ou kammprofile, confirmez que la finition de la face de votre bride se situe dans la plage appropriée pour le type de joint—trop rugueuse peut endommager le joint ; trop lisse peut réduire l'adhérence par frottement.
Exemple sur site (dommage de manutention) : Une équipe a nettoyé une face surélevée avec une brosse métallique, créant des rayures circonférentielles. L'assemblage “ semblait propre ” mais a fui sous pression. Le resurfaçage de la face au profil correct et le remplacement du joint ont corrigé la fuite sans changer la classe de bride ni le type de joint.
Les brides de précision de Sunhy subissent des inspections de surface pour minimiser les défauts évitables, mais une discipline de manutention sur site reste nécessaire—la plupart des dommages de surface surviennent pendant la maintenance, pas la fabrication.
Désalignement des brides
Le désalignement et un assemblage de mauvaise qualité créent une distribution de pression inégale sur le joint et peuvent également introduire une flexion dans la bague de bride. En pratique, la pire habitude est de “ tirer les brides ensemble avec des boulons ”. Cela peut déformer définitivement la bride, endommager le joint et surcharger les goujons.
- Distribution de pression inégale
- Contrainte accrue sur la tuyauterie et les composants du joint
- Réduction de l'efficacité et probabilité accrue de fuite sous pression ou lors de cycles thermiques
- Usure et fatigue accélérées, notamment en présence de vibrations
Le désalignement accélère également l'usure par frottement du joint lors de l'assemblage. Si le joint se déplace pendant l'accouplement des brides, vous pouvez déchirer la couche d'étanchéité avant même que le joint ne soit soumis à la pression.
Flexibilité insuffisante de la tuyauterie
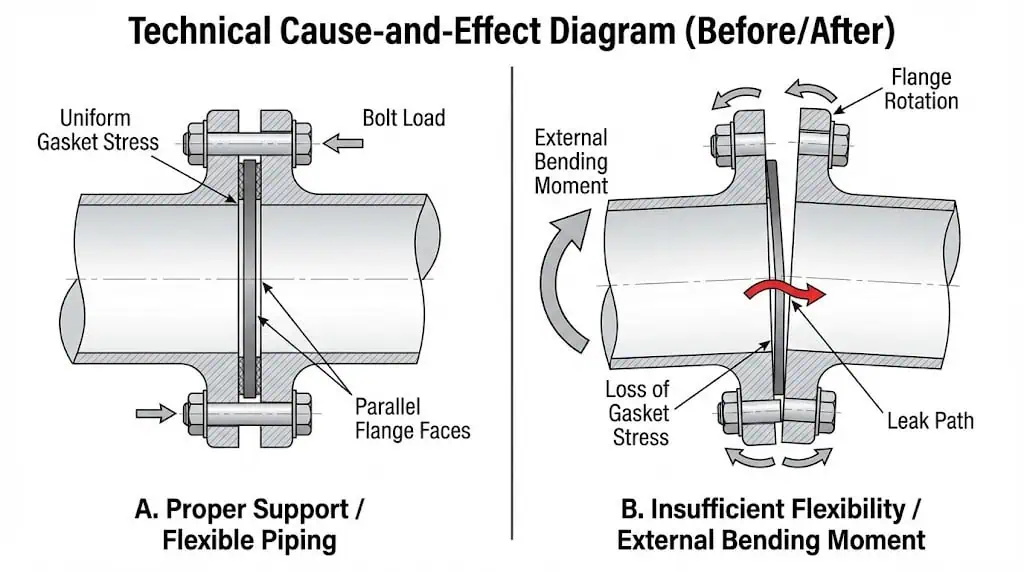
Une flexibilité insuffisante de la tuyauterie se manifeste par des charges externes qui font pivoter les faces de bride, réduisent la contrainte sur le joint et ouvrent des micro-voies de fuite. La dilatation thermique est le déclencheur courant : le système chauffe, la croissance de la tuyauterie pousse sur les tubulures des équipements, et la bride subit un moment de flexion qu'elle n'était pas conçue pour supporter. Si vous effectuez une vérification technique pour un service critique, des normes telles que l'EN 1591-1 peuvent aider à relier les charges externes, les paramètres du joint et les attentes d'étanchéité.
- Augmentation des contraintes et des charges au niveau des joints à brides
- Risque accru de fuite sous charges dynamiques ou thermiques
- Nécessité d'une stratégie de flexibilité et de support dans la conception des tuyauteries
Vérification pratique : Si vous avez besoin d'un pied-de-biche ou d'un palan pour aligner les trous de boulons, vous avez probablement un problème de charge externe. Corrigez d'abord l'ajustement et les supports de la tuyauterie ; ne “ résolvez ” pas cela avec plus de couple.
Force mécanique excessive
L'application d'une force mécanique excessive lors de l'installation ou de l'exploitation peut endommager la bride ou le joint. Dans les systèmes haute pression, le joint à bride est sensible au moment de flexion, à la torsion et aux charges axiales. Si ces charges provoquent une rotation de la bride, la contrainte sur le joint diminue et la fuite commence—même si vos valeurs de couple semblaient correctes le jour de l'assemblage.
Lorsque vous observez des fuites répétées sur le même joint après remplacement du joint, traitez-le comme un problème de chemin de charge : le désalignement, les charges de tuyauterie ou le mouvement de l'équipement déchargent le joint. Remplacer le joint sans traiter le chemin de charge conduit généralement à une deuxième fuite.
Placement inapproprié des supports
Un placement inapproprié des supports augmente le risque de fuite au niveau des brides en créant une flexion soutenue sur le joint. Le schéma classique sur site est une vanne lourde ou un tronçon d'instrument situé près d'une bride, avec le support le plus proche trop éloigné. Ce poids se transforme en moment de flexion et fatigue progressivement le joint.
Utilisez des supports pour éliminer la flexion de l'assemblage de brides, pas seulement pour “ maintenir la tuyauterie en place ”. Si vos supports permettent à la ligne de s'affaisser après la mise en service, la charge de vos boulons est en concurrence avec la gravité et les vibrations.
Problèmes de rayures de joint et de charge de boulons
Les rayures de joint et la charge inégale des boulons sont des causes fréquentes de fuites de joints. Les rayures se produisent souvent lors de l'accouplement : le joint traîne sur la face parce que les brides ne sont pas parallèles ou que le joint n'est pas centré. Une charge inégale des boulons verrouille ensuite ce joint endommagé en place.
Utilisez des goujons guides sur les grandes brides, maintenez les faces parallèles pendant l'ajustage et évitez de faire tourner une face de bride contre le joint. Si vous utilisez un lubrifiant, appliquez-le de manière uniforme et documentez-le—changer la lubrification modifie le comportement couple–précharge.
Corrosion et érosion

La corrosion est une menace majeure pour l'intégrité des brides, surtout en présence d'humidité et de chlorures. Les formes les plus courantes sur les faces de bride sont la corrosion par crevasses (sous le joint) et la corrosion par piqûres. La corrosion par crevasses se produit dans de petits espaces, privés d'oxygène, entre la bride et le joint ; la corrosion par piqûres apparaît sous forme de petites cavités et peut se regrouper. Les aciers inoxydables ne sont pas à l'épreuve de la corrosion—la concentration en chlorures, la température, les dépôts et les crevasses stagnantes déterminent le résultat.
- Corrosion caverneuse : localisée, difficile à détecter précocement, souvent sous les joints et les dépôts
- Corrosion par piqûres : petites piqûres qui peuvent devenir des sites d'initiation de fuites
Exemple sur site (corrosion sous-joint) : Une ligne d'eau de mer a développé des fuites récurrentes au niveau de la même bride. Le joint a été remplacé deux fois sans amélioration. Après démontage, des piqûres de corrosion par crevasses ont été trouvées sous la bande de contact du joint. La solution a été de refacer la bride, de changer la stratégie de joint et de mettre en œuvre un lavage et une inspection pour empêcher les dépôts de sel de stagner dans la crevasse.
Les bridages en acier inoxydable Sunhy résistent à la corrosion lorsqu'ils sont correctement adaptés au service, mais la maîtrise de la corrosion est une décision système : nuance de matériau, dépôts, drainage, choix du joint et inspection interagissent tous.
Vibrations et fatigue des boulons
Les vibrations peuvent desserrer les fixations au fil du temps et accélérer la fatigue des boulons si le joint subit un glissement. Dans les environnements vibratoires, le frottement des filets seul n'est pas un mécanisme de blocage fiable. Empêcher le glissement du joint est la priorité absolue.
Exemple terrain (vibrations) : Une ligne de machine alternative a fui par intermittence au niveau d'un bridage qui “ passait ” les contrôles de couple. La cause racine était un glissement de l'assemblage sous vibrations. Améliorer les supports, réduire la transmission des vibrations et ajouter une stratégie de blocage documentée a stabilisé la charge des boulons et arrêté la fuite.
Note : Si les vibrations font partie du cycle de service, traitez la rétention de la charge des boulons comme une exigence de conception, pas comme une réflexion après coup en maintenance.
Prévention des dommages aux bridages

Sélection correcte du joint
Vous prévenez les fuites de bride en choisissant le bon joint pour votre système et en l'installant de manière contrôlée. Avant l'installation, inspectez les faces de bride pour la propreté, la finition et les dommages. Ne réutilisez jamais d'anciens joints, et évitez les improvisations sur site comme l'ajout de graisse, sauf si la procédure de joint l'autorise explicitement.
Chaque type de joint — feuille souple, enroulé spiralé, kammprofile, joint annulaire — convient à une combinaison spécifique de face, pression et température. Normalisez les types et tailles de joints dans vos opérations lorsque c'est possible, mais ne normalisez pas au-delà de ce que le service peut tolérer.
Bonnes pratiques pour la sélection des joints :
- Adaptez les matériaux et la construction des joints aux fluides, températures et pressions, y compris les conditions de surpression, et pas seulement au fonctionnement normal.
- Confirmez la compatibilité des faces (RF/FF/RTJ) et les attentes en matière de finition de surface.
- Utilisez une méthode d'assemblage documentée (par exemple ASME PCC-1) et conservez des enregistrements pour la répétabilité.
Astuce : Si votre usine constate des fuites répétées après un “ remplacement de joint de routine ”, ajoutez une étape de vérification : confirmez la finition et le parallélisme des faces de bride, et confirmez la méthode de serrage des boulons. Changer uniquement le joint traite souvent le symptôme.
Serrage correct des boulons
Un serrage correct des boulons assure une étanchéité fiable et prévient les dommages aux brides. Utilisez des outils étalonnés et suivez une séquence en croix. Pour les assemblages critiques, envisagez des méthodes de contrôle de tension lorsque c'est pratique, car le couple seul peut masquer une grande dispersion de tension.
Séquence de serrage des boulons :
- Serrez légèrement le premier boulon.
- Passez directement en face pour le deuxième boulon.
- Faites un quart de tour autour du cercle pour le troisième boulon.
- Passez directement en face pour le quatrième boulon.
- Continuez cette séquence jusqu'à ce que tous les boulons soient serrés.
Étapes d'application du couple :
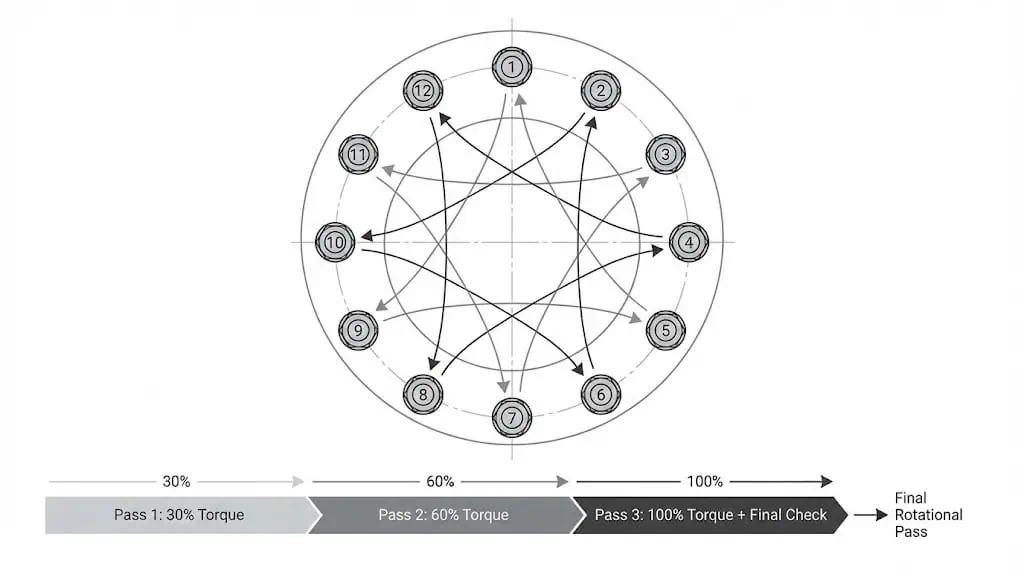
- Commencez avec ~30% de la cible finale lors du premier passage (en croix).
- Augmentez à ~60% lors du deuxième passage (même motif).
- Terminez à 100% lors du passage final, puis effectuez un passage rotatif final pour compenser la relaxation et les effets de mise en place.
Note : Une charge de boulons uniforme empêche la rotation de la bride et réduit le risque de fuite. Maintenez une lubrification constante—changer le lubrifiant modifie le rapport couple-tension.
Inspection des surfaces de bride
Vous devez inspecter les surfaces des brides pour détecter les défauts pouvant causer des fuites. Les méthodes non destructives peuvent vous aider à détecter la corrosion et la perte d'épaisseur sans démontage inutile. Des techniques telles que l'essai ultrasonore par réseau phasé peuvent aider au dépistage des mécanismes de corrosion qui provoquent des dommages sous le joint.
| Caractéristique | Description |
|---|---|
| Examen non intrusif | Inspectez sans démontage |
| En service et en ligne | Effectuez les inspections pendant le fonctionnement du système |
| Rentable | Réduisez les temps d'arrêt et les coûts de démontage |
| Détection de corrosion | Identifiez la corrosion et mesurez la perte de matière |
| Sécurité | Éliminez les risques liés aux brides ouvertes |
Astuce : Ajoutez une vérification de l'état de la face à votre plan de travail de joint : dommages visuels, bande de piqûres sous le joint, et une confirmation rapide de la finition de surface. De nombreuses fuites répétées sont reproductibles car personne ne vérifie l'état de la face avant le remontage.
Alignement précis des brides
Un alignement précis prévient les types d'endommagement des brides et assure une contrainte stable du joint. Utilisez des broches d'alignement ou des outils d'alignement de brides pour positionner correctement les brides. Nettoyez toutes les surfaces et vérifiez que les extrémités des tuyaux sont droites et d'équerre. Après l'installation, inspectez les soudures et effectuez un essai de pression pour confirmer l'absence de fuite.
Étapes d'alignement :
- Nettoyez les brides et les tuyaux.
- Utilisez des outils d'alignement pour un ajustement précis.
- Marquez les brides pour un alignement correct.
- Mesurez les distances pour assurer la cohérence.
- Ajustez avec des cales ou des entretoises si nécessaire.
Appel : Si vous devez “ forcer ” l'alignement avec les goujons, arrêtez et corrigez d'abord la tuyauterie ou l'état du support. Les boulons ne sont pas des outils d'alignement.
Conception de tuyauterie flexible
La conception de tuyauterie flexible réduit les contraintes sur les joints bridés et prévient les fuites au niveau des brides. Utilisez la norme de bride correspondant à votre base de conception (par exemple ASME B16.5) et suivez un guide d'assemblage (par exemple ASME PCC-1). Lorsque les charges externes sont significatives, envisagez des approches de calcul et de vérification telles que la norme EN 1591-1.
| Norme de conception | Description |
|---|---|
| ASME B16.5 | Base dimensionnelle et pression-température des brides pour de nombreux systèmes de tuyauterie |
| ASME PCC-1 | Guide d'assemblage pour maintenir l'intégrité du joint et la contrainte du joint |
- La tuyauterie flexible permet l'expansion thermique et les mouvements.
- Une conception appropriée réduit la rotation de la bride et aide à maintenir l'intégrité de l'étanchéité.
Force mécanique contrôlée
Contrôlez la force mécanique pendant l'installation pour éviter les dommages aux brides. Serrez les boulons en croix pour une contrainte uniforme. Plutôt que de viser un couple maximum, ciblez une plage de contrainte des boulons qui atteint la contrainte requise du joint sans déformer les goujons ou faire tourner la bride. En pratique, la cible dépend de la classe des goujons, de l'état de lubrification, du type de joint et de la géométrie de l'assemblage.
Étapes de contrôle de la force mécanique :
- Premier passage : Serrer les boulons à environ 30 % du couple cible final en suivant un motif en croix.
- Deuxième passage : Augmenter à environ 60 % dans le même motif.
- Passage final : Serrer à 100 % dans la même séquence, puis effectuer un passage de vérification rotatif pour détecter tout relâchement.
Astuce : Évitez de trop serrer. Vous pouvez écraser les joints, faire pivoter les brides et toujours avoir des fuites—parce que vous avez créé une contrainte inégale sur le joint, pas plus d'étanchéité.
Placement stratégique des supports
Le placement stratégique des supports prévient les dommages aux brides en maintenant l'alignement et en réduisant la flexion soutenue. Choisissez l'espacement des supports en fonction du diamètre du tuyau, du matériau et de la densité du fluide. Utilisez des supports rigides, à ressort ou coulissants selon les besoins, et définissez des points d'ancrage où le mouvement doit être contrôlé.
| Considération des supports | Description |
|---|---|
| Espacement des supports | Déterminé par le diamètre du tuyau, le matériau et la densité du fluide |
| Type de support | Supports rigides, élastiques ou coulissants pour différentes exigences |
| Points d'ancrage | Points fixes pour empêcher tout mouvement dans toutes les directions |
- Des inspections régulières par du personnel qualifié maintiennent l'intégrité du système.
- Inclure les supports, les butées et les joints de bride dans le même plan d'inspection.
Gestion de la charge du joint
Vous assurez une étanchéité fiable en gérant correctement la charge du joint. Serrez les boulons avec une méthode qui contrôle la tension des boulons, pas seulement le couple. Utilisez plusieurs passes et gardez les brides parallèles. Si votre procédure inclut un re-serrrage après un cycle thermique, suivez les recommandations du fabricant du joint—certains types de joints et services ne permettent pas un re-serrrage à chaud sans contrôles de sécurité supplémentaires.
Étapes de gestion de la charge du joint :
- Assurez-vous que les brides sont parallèles avant le serrage.
- Utilisez un motif croisé documenté et des passes étagées.
- Contrôlez la lubrification de manière cohérente et enregistrez-la dans le plan de travail.
Prévention de la corrosion
La corrosion et l'attaque par crevasses menacent l'intégrité des brides. Choisissez les matériaux et les méthodes de maintenance en fonction du mécanisme de corrosion réel. La performance de l'acier inoxydable dans les chlorures est influencée par la température, les dépôts et les crevasses ; le 316 n'est pas une garantie. Si votre système est côtier, offshore ou utilise de l'eau de mer ou de la saumure, ajoutez le contrôle des dépôts et l'inspection sous-joint à votre routine.
| Type de revêtement | Avantages |
|---|---|
| Revêtements époxy | Adhérence, durabilité et résistance chimique excellentes |
| Revêtements polyuréthane | Flexibles, durables, haute résistance à l'abrasion et aux UV |
| Primers riches en zinc | Assure une protection cathodique, efficace en environnements marins |
- Planifiez des inspections et utilisez des méthodes non destructives pour détecter la corrosion cachée.
- Contrôlez les dépôts, le drainage et les crevasses stagnantes autour de l'interface bride et joint.
- Envisagez des nuances d'alliage plus élevées là où la contrainte due aux chlorures est élevée et justifiée par le risque.
Appel : Si vous voyez des fuites récurrentes avec une piqûre visible sous la bande du joint, arrêtez de changer les joints. Re-surfacer ou remplacer la face de la bride et corrigez le facteur de corrosion—chlorures, dépôts ou crevasse stagnante.
Contrôle des vibrations
Le contrôle des vibrations empêche la fatigue des boulons et les fuites des brides en évitant le glissement du joint et la perte de précharge. Utilisez une stratégie de support qui réduit la transmission des vibrations, et appliquez une méthode de verrouillage adaptée au risque.
Techniques de contrôle des vibrations :
- Améliorez les supports et les fixations pour réduire les vibrations au niveau du joint de bride.
- Utilisez des méthodes de verrouillage appropriées au service et à la criticité ; ne comptez pas sur un couple supplémentaire.
- Installez des raccords flexibles là où ils réduisent les vibrations transmises sans créer de nouveaux chemins de charge.
- Incluez des contrôles de charge des boulons et une surveillance des fuites dans votre plan de maintenance pour les équipements vibrants.
Astuce : Traitez les vibrations comme une cause racine. Si le joint glisse, les boulons peuvent se desserrer même lorsque les valeurs de couple initiales étaient correctes.
En suivant ces stratégies pour prévenir les dommages aux brides, vous réduisez le risque de fuites, de défaillance et de temps d'arrêt coûteux. Les produits de précision aident, mais le résultat sans fuite est construit par la conception du joint + le joint correct + la charge correcte des boulons + les charges externes contrôlées.
Fuites courantes des brides et solutions
Identification des fuites de brides
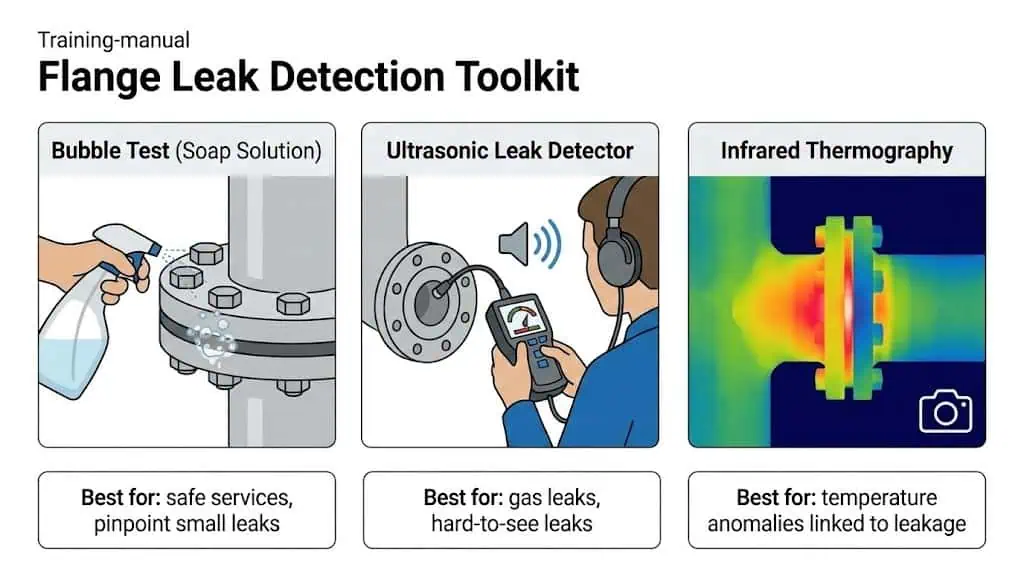
Vous pouvez détecter les fuites de brides tôt en combinant des vérifications de base avec les outils de diagnostic appropriés. Une approche fiable est une méthode étape par étape : vérifications visuelles d'abord, puis tests ciblés.
- Inspection visuelle : Recherchez l'humidité, la corrosion, les dépôts ou les traces de lavage autour de la bride.
- Essais de pression : Utilisez des méthodes hydrostatiques ou pneumatiques conformes aux procédures de votre usine.
- Contrôle par ultrasons : Détectez les fuites de gaz et soutenez le contrôle d'épaisseur près du joint.
- Surveillance acoustique : Capteurs continus pour une alerte précoce dans les services critiques.
- Thermographie infrarouge : Les anomalies de température peuvent indiquer des voies de fuite.
| Outil/Méthode de diagnostic | Description |
|---|---|
| Essai à bulles | Appliquez une solution savonneuse et observez les bulles au niveau de la connexion de la bride. |
| Détecteurs de fuites par ultrasons | Détectez les sons à haute fréquence provenant des fluides en fuite. |
| Essai de pression | Scellez le bridage et surveillez les chutes de pression. |
| Bombes de détection de fuites | Changent de couleur en présence d'un fluide qui fuit. |
| Analyse visuelle de l'écart de bridage | Vérifiez les écarts irréguliers pouvant indiquer une rotation ou un désalignement. |
| Contrôle par émission acoustique | Écoutez les sons à haute fréquence provenant des matériaux sous contrainte. |
| Thermographie infrarouge | Repérez les motifs thermiques liés aux fuites de fluide. |
Astuce : Si une fuite de bride apparaît après le réchauffement mais pas lors de l'essai hydrostatique à froid, suspectez un relâchement de la charge des boulons, une rotation de la bride due à une charge externe, ou un fluage du joint—pas seulement un mauvais serrage.
Stratégies de réponse rapide
Répondre rapidement aux fuites de brides réduit l'escalade et les dommages secondaires. Formez votre équipe à reconnaître les signatures de fuite et à appliquer un plan de réponse contrôlé basé sur le danger et le fluide.
- Utilisez des écrans de bride lorsque justifié pour réduire le risque de projection dans les services dangereux, dans le cadre d'une stratégie de sécurité plus large.
- Ne serrez pas plus fort par défaut—vérifiez d'abord l'alignement et le chemin de charge.
- Passez à l'arrêt ou à la réparation lorsque le fluide ou le taux de fuite dépasse votre enveloppe de sécurité.
- Utilisez une planification d'inspection alignée avec le programme de normes de votre usine ; de nombreuses installations basent la gestion des inspections de tuyauterie sur des normes telles que API 570.
Exemple sur site (fuite répétée) : Un joint a fui trois fois en six mois malgré le remplacement du joint. Le problème réel était la charge de tuyauterie provenant d'un tronçon non supporté à proximité qui a lentement fait tourner la bride sous cyclage thermique. La correction des supports et le re-boulonnage selon une séquence contrôlée ont arrêté la récurrence.
En utilisant ces solutions, vous pouvez prévenir les fuites, réduire les dommages aux brides dus à la corrosion et éviter les défaillances liées à la pression dans votre système.
Vous pouvez prévenir les fuites de brides en restant proactif avec la maintenance et les inspections. Dans de nombreuses usines, les gains les plus importants proviennent de la standardisation de la sélection des joints, de la formation à la discipline de boulonnage et du contrôle des charges externes. Pour une lecture interne plus approfondie sur l'atténuation des fuites, Sunhy couvre également un cas connexe ici : solutions pour les fuites de brides en service hydrogène haute pression.
| Standard | Domaine d'application |
|---|---|
| ISO 6164 | Systèmes hydrauliques haute pression |
| ANSI/ASME | Brides de pipeline aux États-Unis |
| API | Applications pétrolières haute pression |
| DIN | Industries européennes et maritimes |
Restez vigilant et utilisez ces mesures préventives pour maintenir vos systèmes sans fuite.
FAQ
Quelle est la cause la plus courante de fuite au niveau des brides ?
En pratique, le schéma de fuite le plus courant est une contrainte de joint faible ou inégale.
Cela se produit lorsque la sélection du joint est inadaptée, la charge des boulons est inégale, les faces de bride sont endommagées, ou des charges externes de tuyauterie font tourner l'assemblage. Si vous ne corrigez qu'un seul facteur, par exemple un nouveau joint, la fuite revient souvent à moins que la charge des boulons et le chemin de charge ne soient corrigés.
Comment détecter rapidement une fuite sur une bride ?
Vous pouvez utiliser un test à bulles pour les services sûrs ou une détection de fuite par ultrasons pour les fuites de gaz.
- Appliquez une solution savonneuse et recherchez des bulles là où c'est sûr et autorisé.
- Utilisez un appareil à ultrasons pour détecter le gaz qui s'échappe et localiser la source.
Que devez-vous faire si vous trouvez un joint de bride qui fuit ?
Suivez d'abord la procédure de sécurité de votre usine, puis diagnostiquez la cause racine.
- Évaluez le danger (fluide, pression, température) et décidez si un arrêt est nécessaire.
- Ne vous contentez pas de serrer davantage. Vérifiez l'alignement, les supports et les signes de rotation de la bride.
- Remplacez le joint uniquement après avoir vérifié l'état des faces de bride et la méthode de serrage des boulons.
À quelle fréquence faut-il inspecter les brides haute pression ?
Utilisez un intervalle basé sur les risques, pas un nombre fixe de calendrier.
Les brides haute pression doivent être vérifiées lors de la mise en service, après le premier cycle thermique lorsque possible, puis alignées avec votre programme d'inspection d'usine, souvent géré sous des normes telles que l'API 570. Augmentez la fréquence là où il y a des vibrations, des cycles thermiques, des chlorures, ou des antécédents de maintenance répétée.
- Incluez des vérifications visuelles lors des rondes lorsque cela est possible.
- Utilisez des essais non destructifs ciblés là où les mécanismes de corrosion sont crédibles.
Peut-on réutiliser les joints lors de la réparation d'un bridage ?
Non. Vous ne devez pas réutiliser les joints.
Une fois comprimé, la récupération et les caractéristiques d'étanchéité d'un joint changent. La réutilisation augmente le risque de fuite, en particulier dans des services haute pression ou à cycles thermiques.



