







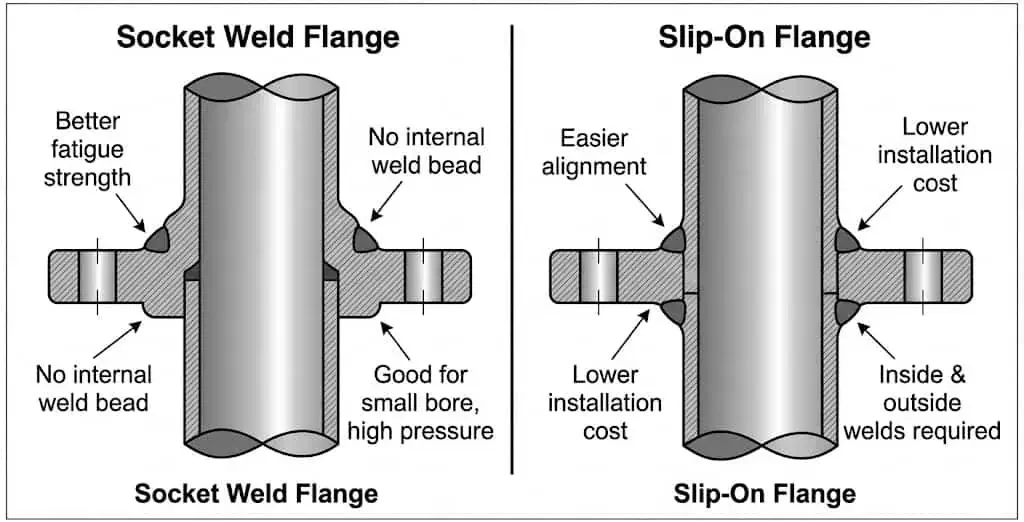
La principale différence entre les brides à soudure par emboîtement et les brides à emboîtement glissant réside dans la façon dont le tuyau est positionné et soudé—cela affecte directement le comportement en fatigue, le risque de fuite lié à la soudure et la sensibilité du joint aux erreurs d'ajustement.
En pratique, le bon choix dépend de la classe de pression, la taille du tuyau (en particulier les petits diamètres), les vibrations/charges cycliques, le risque de corrosion, le contrôle qualité de la fabrication et la philosophie de maintenance. Cette page est rédigée comme un guide de sélection et de comparaison pour les ingénieurs, les acheteurs et les équipes de maintenance. Si vous avez besoin de dimensions spécifiques aux produits et de détails d'achat, consultez nos Brides à emboîtement (SW), pages de produits Brides à Emboîtement Glissant (SO)et Brides à collerette (WN) .
Si votre projet utilise des systèmes de brides ASME, les modèles dimensionnels et les classes de pression sont généralement régis par les dimensions et les motifs de perçage des brides ASME B16.5. Pour les références officielles de portée des normes, voir le Page standard ASME B16.5.
Note sur les marchés publics : Considérez cela comme une décision d'ingénierie, pas comme une décision de “bride la moins chère”. Le coût caché est généralement la retouche : distorsion de la face, fuite lors de l'hydrotest, désalignement ou défaillances dues aux vibrations après la mise en service.
Réponse rapide (tendance de sélection typique ; décision finale = code + classe de tuyauterie + cas de charge) :
| Type de bride | Forces typiques | Où il convient le mieux |
|---|---|---|
| À emboîtement (SO) | Montage rapide, fabrication économique, large utilisation dans la tuyauterie utilitaire/générale | Services à charge stable où la distorsion de soudure et les vibrations sont contrôlées |
| configurations à souder par emboîtement (SW) | Joint compact pour petit diamètre, position de montage reproductible, courant dans les services à haute pression pour petit diamètre | Service à petit diamètre où la classe de tuyauterie autorise la soudure par emboîtement et où les contrôles de fabrication/support sont solides |
| Bride à col soudé (WN) | Meilleure transition des contraintes et transfert de charge, souvent privilégié dans les services critiques | Cyclique sévère, vibrations élevées, conséquences élevées ou classes de tuyauterie plus strictes |
Besoin d'une analyse spécifique au produit ? Examen Spécifications de la bride à soudure par emboîtement, Spécifications de la bride à emboîtementet Aperçu des normes de brides avant la libération de l'achat.
Aperçu de la bride à soudure par emboîtement (SW)
Logique de conception et d'assemblage
Les brides à soudure par emboîtement sont conçues pour que le diamètre extérieur du tuyau s'emboîte dans un contre-alésage (“ emboîtement ”), et la limite de pression est complétée par une soudure d'angle externe.
L'emboîtement aide à positionner le tuyau pendant l'assemblage, c'est pourquoi les brides SW sont courantes dans les travaux de petit diamètre. En service, la performance dépend moins de la forme de l'emboîtement elle-même et davantage de la discipline d'assemblage, la qualité du profil de soudure, l'espacement des supports et le contrôle des vibrations/cycles thermiques.
Note d'approvisionnement (incohérence de champ commun) : Assurez-vous que le bon de commande indique clairement le NPS, la classe, la face (RF/FF/RTJ le cas échéant), l'alésage et le type d'extrémité de soudure par emboîtement. Si vous commandez pour des skids ou des constructions modulaires répétés, standardisez le langage de votre fiche technique—consultez comment commander des brides à souder par emboîtement pour une liste de contrôle pratique.
| Caractéristique | Description |
|---|---|
| Type de joint | Bride à soudure par emboîtement (SW) |
| Géométrie | L'emboîtement/contre-alésage positionne le tuyau avant la soudure d'angle externe |
| Utilisation typique | Service à petit alésage où la géométrie compacte et l'ajustement reproductible sont importants |
| Risque clé en cas de mauvaise application | Fatigue par vibration, problèmes de fissure/corrosion dans certains services humides, mauvais ajustement/contrôle du WPS |
Fonctionnement des brides à soudure par emboîtement dans les systèmes réels
Les brides à soudure par emboîtement créent une barrière de pression soudée après que le tuyau est assis dans l'emboîtement et soudé extérieurement. De nombreux procédures de projet exigent un petit écart (espace) après insertion complète avant soudage pour réduire les contraintes de retrait et améliorer la cohérence de la soudure ; la valeur exacte est contrôlée par le code/spécification applicable et le WPS qualifié.

- Contrôle de l'ajustage : asseoir le tuyau, appliquer l'écart requis par WPS/spéc, puis pointer et revérifier l'alignement de la face.
- Contrôle du profil de soudure : une sur/sous-soudure et un mauvais contrôle de l'apport thermique peuvent réduire la marge de fatigue et déformer l'alignement.
- Conscience des crevasses : la région de l'emboîtement peut être problématique dans des services agressifs humides/porteurs de chlorures si la chimie et la maintenance ne sont pas contrôlées.
- Contrôle de la face boulonnée : l'état de la face de la bride et la méthode de boulonnage régissent toujours la performance d'étanchéité du joint après soudage.
Exemple sur le terrain (problème courant d'arrêt) : Une ligne SW de petit diamètre passe l'épreuve hydraulique mais fuit après réchauffement. Dans de nombreux cas, la cause première n'est pas “ une mauvaise qualité de joint ”, mais une combinaison d'erreur d'ajustement/d'écart, de désalignement des faces et de mouvement thermique déchargeant le joint.
Là où les ingénieurs font preuve de prudence
Les brides à soudure par emboîtement sont souvent une option robuste pour les services de petit diamètre, mais elles ne constituent pas une amélioration universelle. Les ingénieurs deviennent prudents dans les zones sujettes aux vibrations, les services à cycles thermiques sévères et les services corrosifs humides où les conditions de fissure peuvent accélérer la corrosion.
| Type de limitation | Description |
|---|---|
| Fissuration par fatigue | Vibrations en petit diamètre + pression/température cycliques peuvent provoquer des fissures au pied de la soudure si les supports sont inadéquats. |
| Problèmes d'ajustement / de PQR | Un mauvais contrôle de l'écart, un désalignement ou un profil de soudure peuvent réduire la fiabilité et augmenter le risque de fuite. |
| Incompatibilité face/joint | Un type de face ou de joint incorrect peut provoquer des fuites indépendamment du type de bride. |
| Risque de fissure / corrosion | Zone d'emboîtement et mauvais drainage peuvent piéger des dépôts dans certains services humides. |
Pour des données produit SW plus larges, matériaux et détails de commande, voir Spécifications des brides à soudure par emboîtement (SW).
Aperçu des brides à emboîtement (SO)
Logique de conception et d'assemblage
Une bride à emboîtement glisse sur le diamètre extérieur du tuyau et est fixée par des soudures d'angle (typiquement intérieur + extérieur selon WPS/spécification).
Cette géométrie rend les brides à emboîtement rapides à installer et économiques dans de nombreux services utilitaires et généraux. Le compromis est que l'assemblage dépend fortement de la séquence de soudage, le profil de soudure et le contrôle de la distorsion de la face de bride.
Astuce : Les brides à emboîtement semblent indulgentes lors du montage, mais de nombreuses fuites au démarrage sont causées par la distorsion de la séquence de soudage, un mauvais alignement ou une charge de boulons inégale—pas seulement par le joint.
Comment fonctionnent les brides à emboîtement dans les systèmes réels
L'assemblage à emboîtement est construit en réglant la projection du tuyau et en appliquant des soudures d'angle contrôlées. Le défi technique ne consiste pas simplement à “ réaliser la soudure ” ; il s'agit de préserver l'alignement de la face et la qualité de l'étanchéité du joint après soudage.
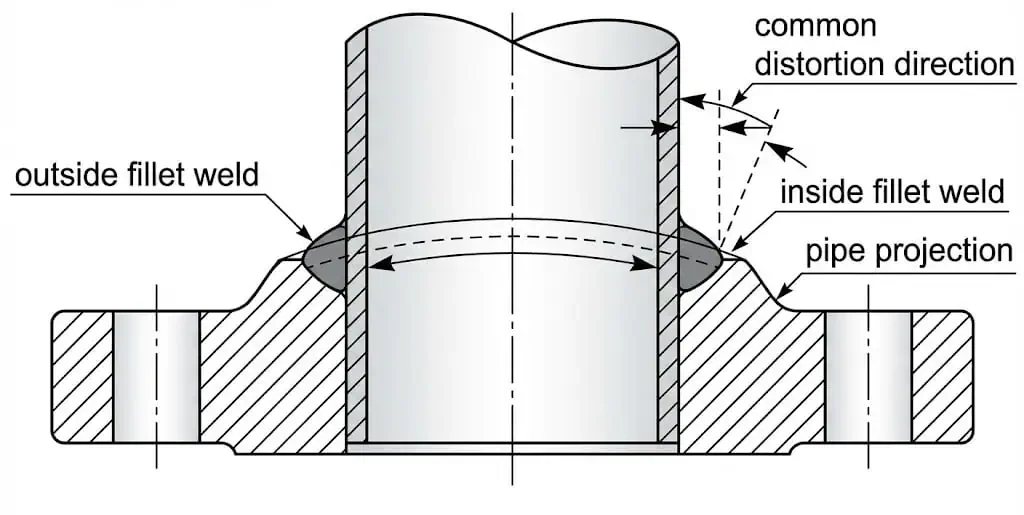
- Contrôle de la projection : régler la projection du tuyau selon le WPS/spécification pour éviter une mauvaise géométrie du cordon intérieur ou des problèmes de fissures.
- Contrôle de la déformation : la séquence de soudage et l'apport thermique peuvent faire pivoter/tirer la face de la bride ; vérifier le parallélisme de la face avant boulonnage.
- Contrôle de la taille de soudure : les soudures sous-dimensionnées réduisent la marge ; un soudage excessif peut déformer la face et augmenter le risque de fuite.
- Protection de la face boulonnée : maintenir les surfaces d'étanchéité du joint exemptes de coups d'arc et de dommages dus au meulage.
Les brides à emboîtement sont largement utilisées car elles sont rapides à fabriquer et économiques, en particulier lorsque les charges externes sont stables et que l'accès pour l'inspection est bon. Pour les tailles/classes/matériaux, voir Spécifications des brides à emboîtement (SO).
Bride à soudure par emboîtement vs bride à emboîtement : comparaison
Processus d'installation
Les brides à soudure par emboîtement exigent une discipline de préparation plus stricte au niveau de la zone d'emboîtement ; les brides à emboîtement s'installent généralement plus rapidement mais nécessitent un contrôle constant de la séquence de soudage et de la déformation de la face.
Aucun type d'assemblage ne “gagne” si la face de la bride n'est pas parallèle ou si la tuyauterie est forcée à l'alignement lors du serrage des boulons.
- Bride à souder par emboîtement : positionner le tuyau, régler l'écartement selon le WPS/spécifications, pointer, vérifier la perpendicularité/parallélisme, puis appliquer une soudure d'angle externe avec un apport de chaleur contrôlé.
- Bride à emboîtement : glisser en position, régler la saillie selon le WPS/spécifications, pointer uniformément, puis souder selon une séquence limitant la déformation de la face de la bride.
Vérification sur site avant d'accuser le joint : (1) parallélisme de la face de la bride, (2) état des supports/vibrations, et (3) uniformité de la charge des boulons.
Résistance et performance sous charges réelles
Les brides à soudure par emboîtement et les brides à emboîtement peuvent toutes deux répondre aux dimensions et aux classes de pression des codes, mais elles réagissent différemment aux vibrations et aux charges de flexion.
Dans les systèmes soumis à la fatigue, la qualité du profil de soudure, l'espacement des supports et l'amplitude de la charge cyclique dominent souvent les performances plus que l'étiquette de la bride.
| Type de bride | Caractéristique de performance | Domaines d'excellence |
|---|---|---|
| Bride à souder par emboîtement | Joint compact ; sensible à l'ajustement et à la qualité de la soudure dans la zone d'emboîtement | Service à petit diamètre lorsque les risques de vibration/corrosion sont maîtrisés |
| Bride à emboîtement | Économique et rapide ; dépend de la qualité constante de la soudure d'angle et du contrôle de la face | Utilité à charge stable/services généraux avec un bon contrôle qualité et un contrôle des supports |
| Bride à col soudé (référence) | Meilleure transition des contraintes et transfert de charge dans de nombreux services sévères | Service critique / charges cycliques ou de vibration plus élevées lorsqu'elles sont spécifiées |
- Si la ligne est près d'un équipement rotatif, évaluez d'abord les vibrations et la flexion cyclique—des supports inadéquats provoqueront des fuites quel que soit le type de bride.
- Si le service est humide et contient des chlorures, examinez le risque de crevasses/corrosion dans les zones de soudure et confirmez les attentes de nettoyage/passivation pour les systèmes en acier inoxydable.
Classe de pression et restrictions de service
La capacité de pression est régie par la classe de la bride et les tableaux pression-température, puis limitée par les règles de service dans la classe de tuyauterie.
Les brides à soudure par emboîtement et les brides à emboîtement sont disponibles dans les classes de pression ASME, mais de nombreuses spécifications du propriétaire restreignent leur utilisation dans les services sévères cycliques, à haute vibration ou dangereux.
- Haute pression + petit diamètre : La soudure par emboîtement est couramment choisie lorsque la géométrie compacte et l'accès favorisent la construction par soudure par emboîtement et que la classe de tuyauterie le permet.
- Utilités à charge stable : L'emboîtement est couramment choisi lorsque la vitesse et le coût sont importants et que les vibrations sont contrôlées.
- Cycles/vibrations sévères : de nombreuses classes de tuyauterie passent à des conceptions à plus haute intégrité (souvent flanges à col soudé) plutôt que d'essayer de “faire fonctionner SO/SW” au mauvais emplacement.
Coût, maintenance et risque caché de retouche
Les brides à emboîtement ont généralement un coût unitaire inférieur et sont plus rapides dans les travaux de fabrication répétitifs ; les brides à soudure par emboîtement peuvent réduire la variabilité de l'ajustement dans les installations compactes à petit diamètre lorsque les procédures sont standardisées.
Le coût caché dans les deux cas est la retouche : distorsion de la face, fuites lors des essais hydrostatiques, correction de l'alignement, remplacement des joints et temps d'arrêt.
| Facteur | Bride à emboîtement (SO) | Bride à soudure par emboîtement (SW) |
|---|---|---|
| Facteur de coût d'installation | Vitesse de fabrication vs retouche due à la distorsion de soudure | Discipline d'ajustement / attente d'inspection vs bénéfice de répétabilité |
| Attention à la maintenance | Vérifier l'intégrité de la soudure, la déformation de la face, la qualité du serrage des boulons | Vérifier l'état de la zone d'emboîtement, l'alignement/les supports, la qualité de la soudure |
| Cause typique de fuite | Charge de boulons inégale, déformation de la face, désalignement | Problème d'ajustement/d'écartement, fatigue par vibration, perte de charge de la face après mouvement thermique |
La discipline d'assemblage des joints boulonnés est importante pour les deux types. De nombreux sites font référence à des procédures basées sur ASME PCC-1 (Assemblage de joints de bride boulonnés de limite de pression) ou des normes équivalentes du propriétaire.
Comment choisir la bonne bride
Critères de sélection (ce qui empêche réellement les fuites au démarrage)
Prioritisez les exigences de pression-température, les charges externes, les risques de corrosion et le contrôle qualité de l'installation lors du choix entre brides à soudure par emboîtement et brides à glissement.
Ces critères préviennent la plupart des “ fuites mystérieuses ” observées lors des essais hydrostatiques et en début d'exploitation :
- Base pression/température : Confirmez le tableau de pression-température de contrôle, le champ d'application standard et les restrictions de classe de tuyauterie du projet.
- Charges externes et vibrations : Si la bride est proche d'un équipement rotatif ou sur une portée non supportée, supposez un risque de charge cyclique jusqu'à preuve du contraire.
- Risque de corrosion/crevasse : Examinez la chimie du service, les cycles humide/sec, les dépôts et les attentes concernant l'état de surface de l'acier inoxydable.
- Stratégie de surface d'appui et de joint : La sélection RF/FF, le type de joint et la méthode de charge des boulons doivent correspondre.
- Répétabilité de la fabrication : Choisissez le style de joint que votre atelier/chantier peut exécuter de manière cohérente sans “travail héroïque”.”
Tableau de décision rapide (tendance typique ; décision finale = spécification + cas de charge + capacité de contrôle qualité) :
| Condition au niveau du joint | Choix plus typique | Pourquoi |
|---|---|---|
| Petit diamètre, haute pression, accès compact | Bride à souder par emboîtement | Géométrie compacte et ajustement reproductible lorsque le WPS/écartement est contrôlé |
| Service utilitaire, supports stables, grande quantité | Bride à emboîtement | Fabrication rapide et installation économique |
| Vibrations fortes/flexion cyclique ou service critique | Bride à collerette (souvent) | Meilleure transition des contraintes et transfert de charge ; couramment privilégiée dans les classes de tuyauterie plus strictes |
Habitude de sélection experte : Déterminez d'abord la stratégie de support/vibration. De nombreux problèmes de bride sont en réalité des problèmes de charge structurelle.
Erreurs à éviter (modèles courants de défaillance sur site)
La plupart des défaillances sur site proviennent d'erreurs prévisibles—évitez-les et les taux de fuite diminuent rapidement.
- Utiliser uniquement la pression nominale de la bride comme critère de décision : Une bride “ certifiée ” peut toujours être le mauvais choix dans les emplacements soumis à des cycles sévères ou à des vibrations.
- Mauvais appariement joint/face : Un désaccord RF/FF ou un style de joint inapproprié provoque des fuites lors de transitoires thermiques.
- Ignorer le serrage contrôlé : Une charge de boulons inégale est un facteur majeur de fuite ; utilisez une séquence contrôlée et une lubrification, et vérifiez la conformité de la procédure.
- Forcer l'alignement lors du serrage : Tirer la tuyauterie en place avec les boulons précharge l'assemblage et réduit l'uniformité de la compression du joint.
Exemples sur site (problème → cause probable → prévention) :
| Exemple | Ce qui s'est passé | Cause probable | Correction / Prévention |
|---|---|---|---|
| Fuite d'une bride à emboîtement lors de l'épreuve hydraulique sur un collecteur utilitaire | Suintement dans un quadrant après serrage | Déformation de la face due à la séquence de soudage + charge de boulons inégale | Vérifier la planéité/parallélisme de la face, corriger si nécessaire, réassembler avec une mise en place contrôlée des boulons et une pratique de lubrification |
| Fuite d'une bride à souder par emboîtement apparaît après la mise en température | Démarrage de fuite après cycle thermique | Problème d'ajustement/d'écart, désalignement de la face, ou mouvement thermique déchargeant le joint | Vérifier la pratique d'écart selon le WPS, contrôler les supports/guides, confirmer l'état de la face de la bride et la méthode de boulonnage |
Leçons de terrain, exemples de recherche et références d'autorité
Pourquoi les équipes expérimentées considèrent le choix des brides comme une décision systémique
Les équipes expérimentées de tuyauterie ne traitent pas la sélection des brides comme un choix de composant isolé. Elles la traitent comme une décision systémique : type de bride + exécution de la soudure + supports + alignement + joint + procédure de boulonnage + accès pour maintenance.
- L'intégrité de la tuyauterie est un thème récurrent de sécurité des procédés : Les directives HSE sur l'intégrité de la tuyauterie en raffinerie soulignent l'importance des inspections systématiques et des contrôles d'intégrité pour les systèmes de tuyauterie, et pas seulement pour les composants individuels. Voir Directives HSE sur l'intégrité de la tuyauterie.
- Les incidents d'ouverture de ligne / démontage de bride montrent que la procédure compte autant que le matériel : Les résumés publics d'incidents du Chemical Safety Board américain incluent des événements d'ouverture de bride et d'ouverture de ligne où des défaillances d'isolation, de dépressurisation et de contrôle des travaux ont causé des conséquences graves. Voir Rapports d'incidents CSB Volume Un.
- La fiabilité des brides boulonnées dépend de la discipline d'assemblage : ASME PCC-1 est largement référencé dans l'industrie pour le développement de procédures d'assemblage de joints à bride boulonnée et le contrôle qualité. Voir la page de la norme ASME PCC-1.
En bref : Si vous voulez moins de fuites, arrêtez de traiter la bride, le joint, la soudure et les supports comme des listes de contrôle séparées. Ils constituent un système de fiabilité unique.
FAQ
Quelle est la principale différence entre les brides à souder par emboîtement et les brides à glissement ?
Les brides à soudure par emboîtement positionnent le tuyau dans un emboîtement et utilisent une soudure d'angle externe ; les brides à glissement s'enfilent sur le tuyau et utilisent généralement des soudures d'angle selon le WPS/spécification.
Les brides à soudure par emboîtement sont couramment choisies pour les travaux compacts de petit diamètre où la reproductibilité de l'ajustage est importante. Les brides à glissement sont couramment choisies pour les services utilitaires et généraux où la vitesse et le coût sont prioritaires et les vibrations sont contrôlées.
Peut-on utiliser des brides à emboîtement pour des applications haute pression ?
Les brides à glissement peuvent être fournies dans les classes de pression ASME, mais de nombreuses classes de tuyauterie restreignent leur utilisation.
Dans les services à haute pression avec vibrations, cycles thermiques ou service critique, de nombreuses spécifications propriétaires favorisent les joints à intégrité supérieure (souvent à collet) et des exigences d'inspection plus strictes. Suivez toujours la classe de tuyauterie, le code et le plan de soudure/END pour la ligne spécifique.
Quand une bride à soudure par emboîtement est-elle généralement préférée ?
Les brides à soudure par emboîtement sont couramment préférées dans les services de petit diamètre où la géométrie compacte et l'ajustage reproductible sont importants et où la classe de tuyauterie autorise la construction SW.
Elles ne sont pas automatiquement le meilleur choix dans les services sensibles aux vibrations ou aux interstices ; la conception des supports, la chimie et la qualité de fabrication contrôlent toujours la fiabilité.
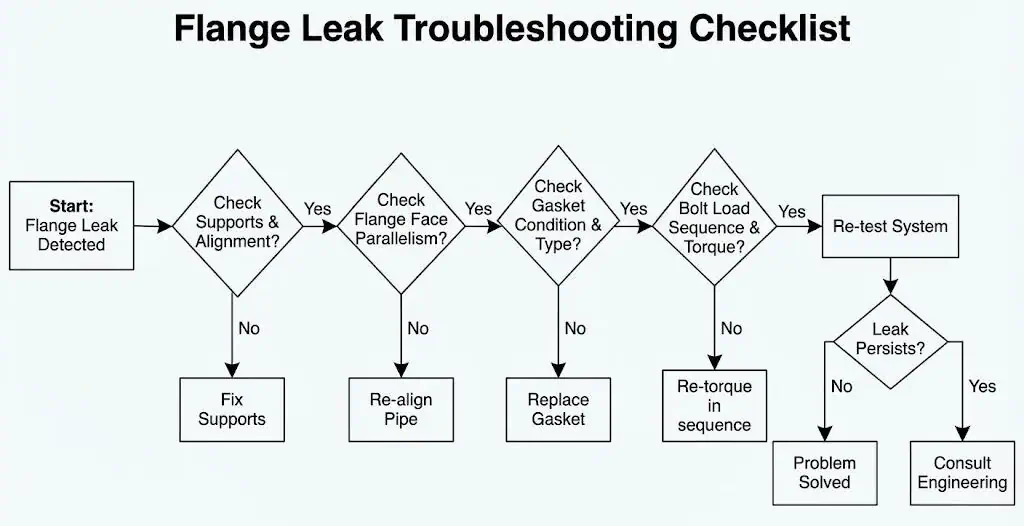
Quelles sont les causes les plus courantes de fuite au niveau des brides après la mise en service ?
La plupart des fuites proviennent de la distorsion de la face de bride, du désalignement/ressort de tuyau, du mauvais appariement joint/face, ou de la charge de boulons inégale—pas du seul type de bride.
Avant de remplacer le joint, vérifiez le parallélisme des faces, le contrôle des supports/mouvements thermiques et la conformité de la procédure de serrage des boulons.
Quand devez-vous choisir une bride à col soudé à la place ?
Les brides à col soudé sont souvent choisies lorsque le service est sévère, cyclique, sujet aux vibrations, ou à haute conséquence et que la classe de tuyauterie favorise les joints soudés bout à bout de plus haute intégrité.
La décision finale doit suivre le cas de charge, le risque de service, le code/spécification, et le plan d'inspection—pas un tableau de classement générique.
La classe de bride seule détermine-t-elle l'adéquation ?
Non. La classe de bride n'est qu'une partie de la décision.
L'adéquation en conditions réelles dépend des conditions de pression-température, des restrictions de classe de tuyauterie, des charges externes/vibrations, de l'environnement corrosif, de la qualité de soudure, de la compatibilité du joint/surface, et de la discipline de serrage des boulons.
Ressources Techniques Associées
Poursuivez votre revue d'ingénierie avec ces pages de produits et guides techniques connexes. Utilisez ces liens pour confirmer les dimensions, les normes, les détails de commande, et les choix alternatifs de brides avant de finaliser votre sélection de classe de tuyauterie.
| Type de ressource | Lien recommandé | Pourquoi cela aide |
|---|---|---|
| Spécifications du produit | Spécifications des brides à soudure par emboîtement (SW) | Examinez les dimensions, matériaux et champ d'application des brides SW pour les applications à petit diamètre. |
| Spécifications du produit | Spécifications des brides à emboîtement (SO) | Vérifiez les dimensions, options de surface et les applications optimales des brides à emboîtement pour les services généraux/utilitaires. |
| Alternative pour service sévère | Brides à collerette (WN) | Utile lorsque les vibrations, charges cycliques ou services critiques nécessitent un joint de plus haute intégrité. |
| Normes | Aperçu des Normes de Brides (ASME / DIN / EN) | Confirmez les normes applicables, systèmes de classement et exigences de compatibilité. |
| Référence ASME | Signification de la Norme ASME B16.5 pour les Brides de Tuyauterie et les Raccords de Bride | Référence interne rapide pour le champ d'application, classes et interprétation technique de l'ASME B16.5. |
| Liste de contrôle pour la commande | Comment commander des brides à soudure par emboîtement | Utile pour la rédaction des demandes de devis et des bons de commande (NPS, classe, finition, alésage, matériau et documentation). |
| Taxonomie des brides | Différents types de brides pour tuyauterie | Utile si votre équipe interne compare plusieurs types de brides au-delà des brides à collerette (SO) et des brides à souder par emboîtement (SW). |
| Installation / Prévention des fuites | Guide d'Installation des Brides Filetées (NPT vs BSPT, Prévention des Fuites et Dépannage) | Utile pour les équipes comparant les stratégies de connexion des brides soudées vs non soudées dans la planification de la maintenance. |
Rappel de sélection : La sélection finale de la bride doit être basée sur l'ensemble des conditions du système—pression/température, charges externes, vibrations, risque de corrosion, contrôle qualité de la fabrication, compatibilité du joint/de la finition, et la classe de tuyauterie du projet.
