







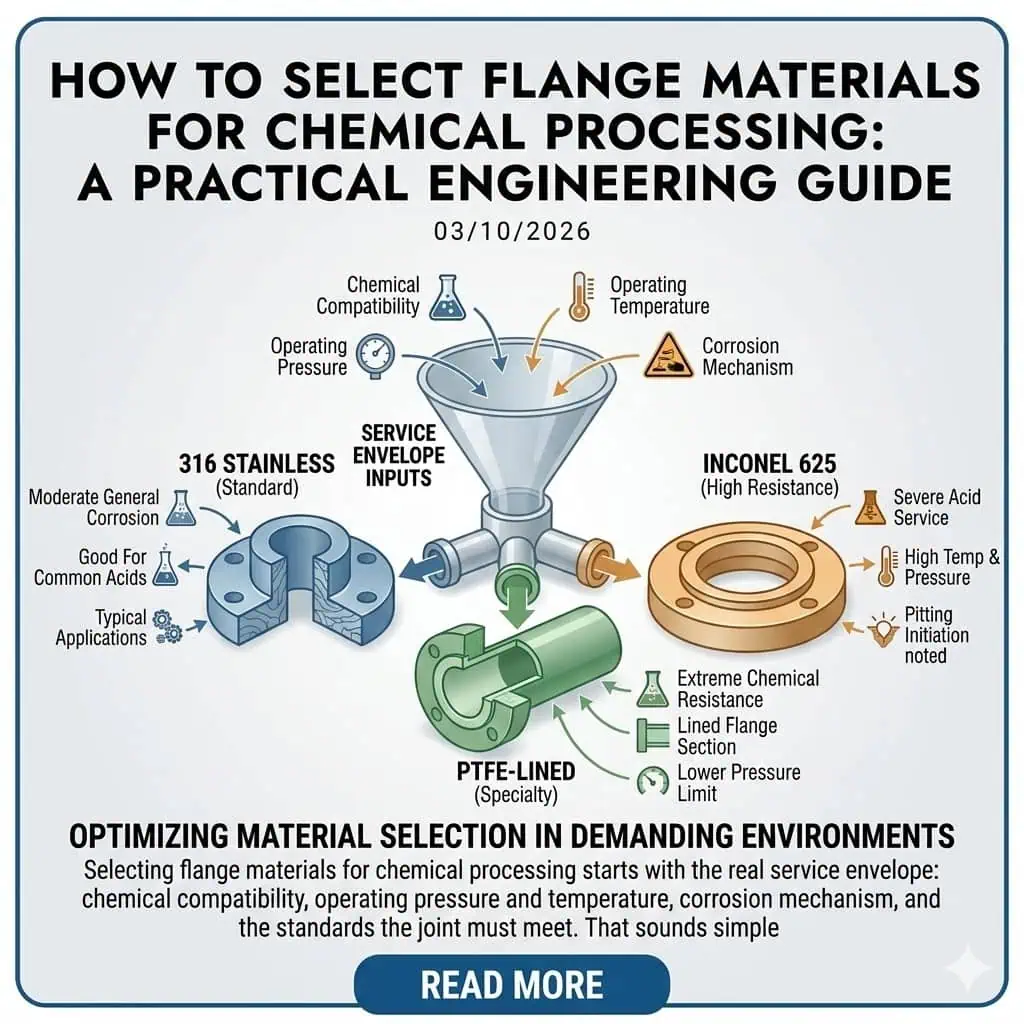
La sélection des matériaux de bride pour le traitement chimique commence par l'enveloppe de service réelle : compatibilité chimique, pression et température de fonctionnement, mécanisme de corrosion et normes que l'assemblage doit respecter. Cela semble simple jusqu'à ce que les détails apparaissent. Une bride qui fonctionne dans un service propre et stable peut tomber en panne prématurément une fois que la ligne rencontre des chlorures, des variations de température au démarrage, des produits chimiques de nettoyage ou des conditions d'arrêt humides. Dans la plupart des usines, une mauvaise sélection de matériau n'est pas une erreur unique dramatique. C'est généralement une chaîne de petites hypothèses : la fiche technique du milieu est incomplète, l'acier 316L est traité comme une réponse universelle, la zone de joint est ignorée, ou la décision d'achat est motivée par le prix avant que le service ne soit pleinement compris.
| Que vérifier en premier | Pourquoi c'est important |
|---|---|
| Milieu de processus réel | Le nom chimique seul ne suffit pas. La concentration, les impuretés, l'humidité, les solides et les chlorures peuvent changer complètement le comportement de corrosion. |
| Enveloppe pression-température | La bride doit répondre à la fois aux exigences de corrosion et mécaniques dans des conditions normales, de perturbation et d'arrêt. |
| Mécanisme de corrosion | La corrosion générale, la piqûre, la corrosion par crevasses, la corrosion sous contrainte et la corrosion-érosion ne poussent pas la sélection dans la même direction. |
| Conception et normes des joints | Le matériau de la bride, le joint, le boulonnage, le type de surface et la conformité aux normes doivent fonctionner ensemble comme un système d'étanchéité unique. |

Les ingénieurs et les acheteurs ont rarement besoin de l'alliage “ le meilleur ” de manière abstraite. Ils ont besoin du bon matériau de bride pour le service réel. Cela signifie adapter la résistance à la corrosion à la classe de pression-température, l'intégrité du joint, la qualité de fabrication, la documentation et les délais d'approvisionnement réalistes. Pour les applications critiques, des fabricants tels que SUNHY peuvent soutenir ce processus avec des matériaux traçables, une qualité d'usinage, des registres d'inspection et des recommandations basées sur l'application.
Facteurs de sélection des brides
Compatibilité chimique
Pourquoi la compatibilité chimique est le premier facteur de filtrage
La compatibilité chimique vient en premier car aucune classe de pression ne peut compenser une mauvaise réponse à la corrosion. Si le matériau de la bride n'est pas compatible avec le fluide, le joint peut commencer à fuir au niveau de l'alésage, sous les dépôts ou au niveau de la zone d'assise du joint bien avant que quiconque ne constate une perte importante de paroi. C'est pourquoi les ingénieurs expérimentés commencent par le fluide, et non par le catalogue d'alliages.
Comment la concentration, les impuretés, l'humidité et le niveau d'oxydation peuvent modifier les performances des matériaux
Les petits changements de processus ont souvent plus d'importance que les acheteurs ne le pensent. Un matériau qui fonctionne bien dans un flux propre et sec peut se comporter très différemment une fois que l'humidité pénètre pendant l'arrêt, une fois que la contamination par les chlorures apparaît, ou une fois que la concentration change pendant le nettoyage et la dilution. Le même nom chimique peut masquer des risques de corrosion très différents en fonction du niveau d'oxydation, de la teneur en solides, des conditions d'écoulement et des impuretés traces.
Pourquoi le même produit chimique peut nécessiter différents matériaux de bride à différentes températures ou étapes du processus
La sélection des matériaux doit suivre l'ensemble du processus, et pas seulement le fonctionnement en régime permanent. L'alimentation, la circulation, l'échantillonnage, la mise en veille, l'arrêt et le nettoyage CIP peuvent exposer la même bride à différentes conditions chimiques et thermiques. C'est une des raisons pour lesquelles les usines observent parfois des défaillances au niveau des lignes de dérivation, des raccords d'instrumentation ou des buses à faible débit, même lorsque la ligne principale semble acceptable sur le papier.
Mécanismes de corrosion courants à examiner : corrosion générale, piqûration, corrosion par crevasses, fissuration par corrosion sous contrainte et corrosion-érosion
Avant de réduire la liste des matériaux, il est utile de poser une question plus pertinente que “ Cet alliage est-il résistant à la corrosion ? ” La vraie question est quel type de corrosion est le plus susceptible de provoquer la fuite. Dans le traitement chimique, cela se résume généralement à cinq modes de défaillance :
- Corrosion générale qui produit une perte de paroi large et mesurable
- Piquage qui peut perforer une bride beaucoup plus rapidement que ne le suggère le taux de corrosion moyen
- Corrosion caverneuse sous les joints, dépôts, raccords à collet et surfaces d'étanchéité
- Corrosion sous contrainte dans la mauvaise combinaison alliage-environnement-contrainte
- Érosion-corrosion où la vitesse, le flashing ou les solides éliminent les films protecteurs
Pour les brides en acier inoxydable, l'attaque par crevasses et la fissuration liée aux chlorures méritent une attention particulière car la zone du joint crée exactement le type d'environnement restreint qui peut masquer les dommages localisés précoces.

Conseil pratique : toujours examiner les fluides de processus réels, pas seulement le nom chimique sur le P&ID
Conseil d'ingénierie : “ Acide sulfurique ”, “ caustique ” ou “ eau chlorée ” ne sont pas des informations suffisantes pour un appel de matériau sécurisé. Demandez la plage de concentration, les impuretés, les solides, la température de fonctionnement, les produits chimiques de nettoyage et si la ligne subit des conditions d'arrêt humides.
Pression et température
Comment les conditions de pression-température affectent la classe de bride et l'adéquation du matériau
Un alliage chimiquement adapté reste le mauvais choix si la bride ne peut pas supporter la cote de pression-température requise. En pratique, la revue de corrosion et la revue mécanique doivent être menées conjointement. Les normes telles que ASME B16.5 définissent le cadre de cotation pour les brides de tuyauterie courantes et les raccords à brides, tandis que la norme de matériau sélectionnée détermine ce que la pièce forgée est réellement autorisée à être.
| Vérifier l'article | Pourquoi c'est important |
|---|---|
| Pression et température de conception | Définit la classe de bride, la fenêtre de cotation et la base mécanique pour l'assemblage. |
| Cycle de fonctionnement | La dilatation thermique et la relaxation peuvent réduire la contrainte du joint même lorsque les conditions moyennes semblent acceptables. |
| Exposition aux conditions de surpression et de nettoyage | Les conditions à court terme peuvent être plus agressives que le service normal. |
| Chemin de charge d'assemblage | La bride, le joint et le boulonnage doivent maintenir ensemble l'intégrité de l'étanchéité. |
Pourquoi une température élevée peut accélérer la corrosion et réduire la résistance admissible
La température rend la sélection des matériaux plus difficile de deux manières à la fois. Elle peut augmenter le taux de corrosion et réduire la marge de résistance du joint. Cette combinaison explique précisément pourquoi les tableaux de compatibilité à température ambiante doivent être considérés comme un point de départ, et non comme une approbation finale.
La différence entre les conditions de fonctionnement normales, les conditions de surpression, le démarrage/l'arrêt et les cycles de nettoyage
Les lignes de processus réelles ne fonctionnent pas à un point de conception stable unique. Le démarrage peut provoquer un choc thermique. L'arrêt peut laisser des résidus concentrés au niveau de la ligne du joint. Les cycles de nettoyage peuvent introduire des produits chimiques oxydants ou alcalins qui n'apparaissent jamais dans le service de production. De nombreuses fuites précoces de brides se manifestent après ces transitions, et non pendant un fonctionnement régulier.
Pourquoi le matériau de la bride doit être vérifié avec le joint et le boulonnage pour l'intégrité complète de l'assemblage
Une bride est un élément d'un système d'étanchéité, et non un composant autonome. L'alliage de la bride peut être correct et l'assemblage peut toujours fuir si la chimie du joint est incorrecte, si le boulonnage perd sa précharge, ou si le type de face ne correspond pas au style du joint. C'est pourquoi la revue du joint et du boulonnage doit commencer en parallèle de la sélection du matériau, et non après. Pour une revue d'étanchéité plus détaillée, consultez ce guide de sélection de joint de bride.
Conseil pratique : ne sélectionnez jamais le matériau uniquement à partir de tableaux de corrosion en conditions ambiantes
Conseil d'ingénierie : Si le tableau de compatibilité suppose une température ambiante et un milieu pur, il ne représente pas encore le service réel de la bride. La température, la contrainte, la géométrie des interstices et les impuretés peuvent modifier le choix correct du matériau.
Normes et certifications
Pourquoi les spécifications ASME, ASTM, EN, DIN et de projet sont importantes dans la sélection du matériau de bride
Les normes font plus que vous indiquer la taille de la bride. Elles établissent les dimensions, les classes de pression-température, les tolérances, le marquage, les essais et le cadre matériel derrière la pièce finie. Dans les projets chimiques, la spécification du matériau est souvent divisée entre la norme dimensionnelle de la bride et la norme du matériau. Par exemple, ASTM A105/A105M est couramment utilisé pour les composants de tuyauterie en acier au carbone forgé, tandis que ASTM A182/A182M couvre les brides forgées ou laminées en alliage et en acier inoxydable ainsi que les pièces connexes pour les systèmes sous pression et les services à haute température.
Comment les normes de matériaux aident à vérifier la chimie, les propriétés mécaniques, la traçabilité et les essais
Les normes de matériaux donnent à l'acheteur quelque chose de vérifiable. Elles aident à confirmer la chimie, l'état du traitement thermique, les propriétés en traction, la dureté, le marquage et les exigences d'essais supplémentaires. Cela importe car un marquage de bride seul ne prouve pas comment la pièce forgée a été produite ou dans quel état elle se trouve réellement.
Pourquoi les certificats de matériaux (MTC), l'analyse PMI, les dossiers de traitement thermique et l'inspection tierce peuvent être requis dans les projets chimiques
Les services critiques nécessitent généralement plus que la pièce finie. Ils ont besoin de la traçabilité documentaire derrière celle-ci. Les certificats de matériaux (MTC), l'analyse PMI, les dossiers de traitement thermique et l'inspection tierce font souvent la différence entre une approbation fluide et une retenue coûteuse sur site. Le risque devient plus élevé lorsque l'acier au carbone, l'inox, les duplex et les alliages de nickel sont tous usinés dans le même atelier.
Comment les fournisseurs certifiés réduisent le risque de conformité pour les EPC, les entrepreneurs et les utilisateurs finaux
Les fournisseurs certifiés réduisent le risque car ils contrôlent à la fois le matériel et la documentation. Dans de nombreux projets, les retards sont moins causés par des problèmes d'usinage que par une traçabilité manquante, des substitutions peu claires ou des dossiers d'inspection incomplets. Pour un acheteur, ce n'est pas un petit problème. Cela peut arrêter l'installation.
Conseil pratique : confirmer à la fois la nuance de matériau et la norme de fabrication avant de passer commande
Conseil d'ingénierie : “ Bride 316 ” n'est pas une spécification complète. Confirmer la norme de bride, la norme de matériau, la classe de pression, le type de bride, la face, les essais et les exigences de documentation avant de publier l'appel d'offres.
Aperçu des matériaux de brides
Dans les projets réels, la sélection des brides se réduit généralement à une liste restreinte pratique plutôt qu'à une recherche illimitée. La plupart des ingénieurs comparent l'acier au carbone, l'acier inoxydable, l'acier inoxydable duplex, les alliages supérieurs, et les options revêtues ou non métalliques. La bonne réponse dépend des conditions de service, et non du matériau qui semble le plus sophistiqué.

Brides en acier au carbone
Où l'acier au carbone est rentable et largement utilisé
L'acier au carbone reste le choix par défaut lorsque la corrosion est limitée et que la résistance, la disponibilité et le prix sont les principaux facteurs. Il reste pertinent dans les lignes utilitaires, les services de gaz inertes, les systèmes de vapeur et de nombreuses applications non corrosives ou légèrement corrosives où l'environnement de processus est bien contrôlé.
Ses principales limitations dans les services chimiques corrosifs
Sa faiblesse est tout aussi évidente. L'acier au carbone non protégé peut se détériorer rapidement dans des environnements humides, acides, oxygénés ou contenant des chlorures. L'exposition externe peut être tout aussi importante que le milieu interne si des dommages à l'isolation, des lavages ou une contamination côtière font partie de l'environnement de l'usine.
Lorsque des revêtements, des doublures ou une tolérance à la corrosion peuvent être envisagés
L'acier au carbone peut encore être une réponse rationnelle si la stratégie de protection fait partie de la base de conception. Une doublure interne, un revêtement externe, une tolérance à la corrosion et un contrôle de processus peuvent le rendre réalisable. Ce qu'il faut éviter, c'est de traiter ces protections comme une réflexion après coup une fois que la bride a déjà été sélectionnée uniquement sur la base du coût.
Applications les mieux adaptées : service utilitaire et de processus non corrosif ou légèrement corrosif
Utilisez l'acier au carbone là où la chimie est gérable, l'accès à l'inspection est bon et la pénalité pour une maintenance périodique est acceptable.
Brides en acier inoxydable
Pourquoi l'acier inoxydable est souvent la première amélioration par rapport à l'acier au carbone
L'acier inoxydable est généralement la première amélioration pratique car il offre un bon équilibre entre résistance à la corrosion, propreté, familiarité de fabrication et disponibilité de l'approvisionnement. Il est courant dans les lignes de processus, les systèmes utilitaires propres, le traitement de l'eau, les services de support pharmaceutique et de nombreuses tâches générales d'usine chimique.
Différences entre les nuances courantes telles que 304, 304L, 316 et 316L
Les nuances 304 et 304L sont des choix polyvalents, tandis que les 316 et 316L ajoutent du molybdène et sont généralement préférées lorsque la résistance aux chlorures doit être améliorée. Les nuances à faible teneur en carbone sont souvent sélectionnées lorsque le soudage fait partie du processus de fabrication. Même ainsi, la 316L doit être considérée comme un point de départ pour l'examen, et non comme une réponse universelle pour les services chimiques.
Où l'acier inoxydable performe bien dans les usines chimiques
L'acier inoxydable performe bien lorsque l'environnement reste dans ses limites pratiques et que la propreté du processus est importante. Des exemples typiques incluent les systèmes d'eau traitée, de nombreux produits chimiques légers, les raccordements d'instruments et les services qui ne combinent pas de chlorures chauds, des crevasses étroites et une contrainte de traction soutenue.
Ses limites dans les environnements contenant des chlorures, des acides réducteurs ou sujets aux crevasses
L'erreur la plus courante est de supposer que “ inoxydable ” signifie automatiquement chimiquement sûr. Dans le mauvais service, surtout avec des chlorures, des crevasses et des contraintes, l'acier inoxydable peut tomber en panne d'une manière qui donne peu d'avertissement visible au préalable. L'explication de l'AMPP sur à la fissuration par corrosion sous contrainte est directement pertinente ici car la corrosion sous contrainte par les chlorures dans les aciers inoxydables austénitiques est l'un des modes de défaillance classiques qui peuvent être sous-estimés lors de la sélection.
Question fréquente des utilisateurs : pourquoi l'acier 316L est courant, mais pas une réponse universelle
L'acier 316L est courant car il est souvent économiquement avantageux, et non parce qu'il fonctionne partout. Une fois que le niveau de chlorure, la température, la sévérité des crevasses ou les conséquences d'une fuite augmentent, les aciers duplex, super duplex, les alliages supérieurs, les solutions à base de titane ou les systèmes revêtus peuvent être plus adaptés.
Brides en acier allié
Comment les aciers alliés sont généralement sélectionnés pour les exigences de température élevée et de résistance
Les brides en acier allié sont normalement choisies pour leurs performances mécaniques et thermiques, et non pour une large résistance chimique. Elles apparaissent là où la résistance à température élevée et la capacité de pression importent plus que l'exposition à des milieux agressifs.
La différence entre la sélection axée sur la résistance et la sélection axée sur la corrosion
Cette distinction est importante car les acheteurs confondent souvent les deux. Un matériau peut être résistant à la température et toujours être un mauvais choix pour la corrosion. Dans les services chimiques, la sélection axée sur la résistance et la sélection axée sur la corrosion doivent être examinées séparément avant l'approbation du matériau final.
Où les aciers alliés peuvent apparaître dans les services de raffinerie, thermiques ou à haute température connectés aux usines chimiques
Les emplacements typiques incluent les lignes d'utilité chaude, les réchauffeurs, les services de raffinerie connectés et les sections de processus où la température est la préoccupation d'ingénierie dominante.
Pourquoi les utilisateurs ne doivent pas confondre l'acier allié avec les alliages à haute résistance à la corrosion
“ Acier allié ” ne signifie pas automatiquement “ résistant aux acides ”.” La nuance doit toujours correspondre à l'environnement. Dans un service corrosif, le mécanisme chimique reste le facteur déterminant.
Brides Duplex et Super Duplex
Pourquoi les aciers inoxydables duplex sont souvent considérés pour les environnements contenant des chlorures
Les brides duplex et super duplex sont souvent évaluées lorsque le service dépasse ce que les aciers inoxydables austénitiques standard peuvent gérer confortablement. Elles sont particulièrement utiles là où la résistance aux chlorures et la résistance mécanique sont toutes deux importantes.
Leurs avantages en matière de résistance et de résistance à la corrosion localisée par rapport aux aciers inoxydables austénitiques
Par rapport aux nuances austénitiques courantes, les matériaux duplex offrent souvent un meilleur équilibre entre résistance à la piqûre, résistance à la corrosion par crevasses et résistance structurelle. Cela peut retarder ou éviter un passage direct vers des alliages de nickel beaucoup plus coûteux.
Applications typiques où les matériaux duplex offrent un bon équilibre coût-performance
Les candidats typiques incluent les flux de procédé contenant des chlorures, les systèmes côtiers ou offshore, et les sections d'usine où l'acier 316L est jugé limite mais une mise à niveau complète en alliage haute performance n'est pas encore justifiée. Pour une comparaison plus directe, voir 304 vs 316 vs duplex en service corrosif.
Limitations liées au contrôle de fabrication, au soudage et à la fenêtre de température
Les matériaux duplex ne pardonnent pas un mauvais contrôle de fabrication. La procédure de soudage, l'apport de chaleur, la manutention post-fabrication et la propreté de l'atelier sont tous importants. Si ce contrôle est faible, l'avantage théorique de l'alliage peut disparaître en service.
Brides en alliage spécial
Quand les alliages 20, 904L, Hastelloy, Monel, Inconel ou le titane peuvent être justifiés
Les alliages supérieurs sont justifiés lorsque les nuances d'acier inoxydable ou duplex courantes ne fournissent plus une marge fiable. Les facteurs typiques incluent les acides mixtes, l'attaque sévère par les chlorures, le chlore humide, la corrosion hautement localisée, ou les services où les conséquences d'une fuite sont tout simplement trop élevées pour tolérer une approche par essais et erreurs.
Pourquoi ces matériaux sont souvent choisis pour les acides sévères, les produits chimiques mixtes, les chlorures, ou les services hautement critiques
Ces matériaux sont sélectionnés parce qu'ils sont adaptés à un risque de défaillance défini, et non parce qu'ils sont simplement des nuances “ premium ”. En pratique, de nombreuses usines les utilisent sélectivement aux tuyères les plus exposées, aux raccordements de branche, aux points d'échantillonnage, ou aux sections sujettes aux impasses plutôt que de les spécifier sur l'ensemble du système.
L'arbitrage entre la résistance à la corrosion, le coût et le délai d'approvisionnement
L'arbitrage est simple : une meilleure marge de corrosion signifie souvent un coût plus élevé, un délai d'approvisionnement plus long et un approvisionnement plus restreint. Cela ne rend pas la mise à niveau erronée. Cela signifie simplement que la sélection devrait être basée sur la valeur du cycle de vie, et non seulement sur le prix initial.
Pourquoi les alliages spéciaux devraient être sélectionnés sur la base d'un mécanisme de corrosion défini, et non d'une simple pensée “ meilleur matériau ”
Sans un mécanisme de corrosion clair, les acheteurs dépensent souvent trop au mauvais endroit. La meilleure méthode consiste à définir d'abord la menace dominante, puis à sélectionner la famille d'alliages qui y répond directement.
Brides non métalliques
Lorsque des solutions en PRV, revêtues de PTFE ou autres non métalliques peuvent être appropriées
Les solutions en PRV, revêtues de PTFE et autres non métalliques peuvent être excellentes lorsque la résistance chimique est le principal facteur et que la charge mécanique est modérée. Elles sont souvent attrayantes dans les lignes de dosage, les services utilitaires corrosifs et les applications à basse pression où une solution en alliage exotique entièrement métallique ajouterait des coûts sans bénéfice réel.
Leurs avantages dans des applications spécifiques corrosives et à basse pression
Dans la fenêtre de fonctionnement appropriée, ces systèmes peuvent surpasser économiquement les métaux. C'est exactement pourquoi elles restent une option sérieuse pour certaines lignes chimiques.
Limitations mécaniques et d'étanchéité que les utilisateurs doivent comprendre
Leur limitation est généralement mécanique plutôt que chimique. La charge de boulon, le fluage, le comportement en compression, la planéité de la bride, la stabilité thermique et la discipline d'installation doivent tous être examinés attentivement. Copier directement une méthode de serrage de boulon de bride en acier sur un joint revêtu ou non métallique est une erreur courante sur le terrain.
Pourquoi les solutions de bride non métalliques nécessitent un examen attentif de la température, de la charge de boulon et de la maintenance à long terme
Les options non métalliques ne doivent jamais être choisies uniquement sur la base de la compatibilité chimique. Elles fonctionnent mieux lorsque la conception complète du joint et la méthode d'installation sont contrôlées dès le départ.
Comment sélectionner les matériaux de bride pour votre application
Étape 1 : Définir le milieu de processus réel
Commencez par le milieu réel, pas par la description simplifiée de la ligne. C'est la base d'une bonne sélection de bride.
- Enregistrez le nom chimique exact, la plage de concentration, les impuretés, la teneur en solides et la teneur en eau.
- Confirmez si le service est oxydant, réducteur, sec, humide, stagnant, en écoulement ou contenant des solides.
- Incluez les produits chimiques de nettoyage, les milieux de rinçage, le gaz d'inertage et l'exposition à l'arrêt dans l'examen.
Cette étape aide également à prévenir les incompatibilités entre la bride, le joint, le boulonnage et la tuyauterie adjacente. Si vous examinez l'étanchéité en même temps, ce guide sur l'assemblage de bride à fuite zéro est un document d'accompagnement utile.
En bref : De nombreux mauvais choix de matériaux commencent par des données incomplètes sur le fluide. Si la fiche de procédé ne montre pas les impuretés et les conditions d'arrêt, l'examen n'est pas terminé.
Étape 2 : Établir l'enveloppe opérationnelle complète
Une fois le fluide clarifié, définissez l'enveloppe opérationnelle complète. Cela inclut le service normal, la condition de conception, les perturbations, le démarrage, l'arrêt, le nettoyage à la vapeur et les cycles de nettoyage.
- Confirmez la plage normale et de conception de pression-température.
- Incluez les perturbations, le cyclage thermique, le démarrage, l'arrêt et l'exposition au nettoyage.
- Vérifiez la classe de bride requise, le type de face et la base de code.
À ce stade, la question n'est plus seulement “L'alliage peut-il résister au milieu ?” Elle devient “L'ensemble du joint de bride peut-il maintenir son intégrité d'étanchéité dans les conditions réelles de l'usine ?”
En bref : Les conditions transitoires provoquent souvent des fuites plus rapidement que le fonctionnement en régime permanent. Une exposition courte peut encore déterminer le bon choix de matériau.
Étape 3 : Identifier la menace de corrosion probable
Cibler le mécanisme de défaillance le plus probable avant de comparer les matériaux.
- La menace principale est-elle la corrosion uniforme, la piqûre, la corrosion par crevasses, la corrosion sous contrainte (SCC) ou la corrosion-érosion ?
- Des chlorures, des composés soufrés, des condensats acides ou des oxydants sont-ils présents ?
- Les zones mortes, les branches à faible débit, les dépôts ou les zones d'assise des joints créeront-ils une attaque locale cachée ?
Cette étape évite une erreur courante dans les usines chimiques : choisir un matériau avec une bonne résistance générale à la corrosion mais une performance localisée médiocre dans la géométrie réelle de la bride.
En bref : Sélectionnez contre le mode de défaillance le plus susceptible de provoquer une fuite en premier. Une bride échoue rarement parce que le taux de corrosion moyen semblait élevé sur le papier. Elle échoue là où les dommages réels se concentrent.
Étape 4 : Établir une liste restreinte de matériaux candidats
Maintenant réduisez les options à une liste restreinte pratique.
- Comparez les matériaux qui satisfont à la fois les exigences de corrosion et mécaniques.
- Éliminez les nuances qui ne respectent pas les codes, la fabrication, la disponibilité ou les coûts de cycle de vie.
- Gardez la liste restreinte ciblée, généralement 2 à 4 options réalistes.
C'est à cette étape que de nombreux projets comparent l'acier au carbone avec revêtement, l'acier inoxydable 316L, l'acier inoxydable duplex et une solution de secours en alliage supérieur, plutôt que de passer immédiatement à une réponse coûteuse et polyvalente.
En bref : Une liste restreinte courte et fondée sur des preuves est plus utile qu'un long catalogue de possibilités théoriques.
Étape 5 : Évaluer l'assemblage complet de bride
Examinez la bride, le joint, le boulonnage et la méthode d'assemblage en tant qu'ensemble.
| Élément d'assemblage | Élément à vérifier |
|---|---|
| Bride | Matériau, classe de pression, type de surface, dimensions et marge de corrosion |
| Joint | Compatibilité chimique, capacité thermique, comportement en compression et correspondance des faces |
| Boulonnerie | Niveau de résistance, rétention de précharge et risque de corrosion dans l'environnement industriel |
| Assemblage | État de surface, alignement, méthode de serrage des boulons et rigueur d'inspection |
De nombreuses fuites sur site sont des défaillances d'étanchéité plutôt que des défaillances du métal de base. Pour un aperçu plus large des styles de brides et de leurs applications, voir différents types de brides pour la tuyauterie.
En bref : Si le joint et le boulonnage ne sont pas examinés conjointement avec le matériau de la bride, la sélection n'est qu'à moitié faite.
Considérations sur le fluide de procédé
Certains services entraînent à plusieurs reprises des choix de matériaux inadéquats car la chimie semble plus simple qu'elle ne l'est réellement. Les services acides, les fluides contenant des chlorures, l'exposition humide par rapport à sèche et les écoulements chargés de solides méritent tous une attention particulière.
- Service acide : Les acides sulfurique, chlorhydrique, nitrique, phosphorique et les acides mixtes ne doivent jamais être traités comme une seule catégorie de matériau.
- Service aux chlorures : Les chlorures chauds et les interstices stagnants sont des conditions de risque classiques pour de nombreux aciers inoxydables.
- Service humide vs service sec : L'humidité peut complètement modifier le comportement à la corrosion.
- Écoulement chargé de solides : L'érosion-corrosion peut influencer davantage la décision que la seule compatibilité chimique.
Exemple d'ingénierie : Une ligne qui fonctionne en toute sécurité en service sec peut commencer à fuir après maintenance car le condensat piégé crée un interstice humide sous le joint. La cause racine n'est pas le nom de l'alliage en soi. C'est le changement de condition de service au niveau du joint.
Besoins environnementaux et de maintenance
L'environnement de l'usine affecte la durée de vie des brides autant que le côté processus dans de nombreux cas. L'exposition extérieure, l'air côtier, l'isolation endommagée, les lavages répétés et un accès d'inspection médiocre peuvent modifier la décision de matériau. Les brides en acier au carbone sous isolation humide sont un exemple familier car la corrosion peut progresser sans être détectée jusqu'à la prochaine arrêt.
Exemple d'ingénierie : Un matériau de bride peut être acceptable pour le fluide de processus et échouer prématurément car l'isolation piège l'humidité sur la surface externe. La compatibilité interne a été vérifiée correctement, mais les conditions de service externes ont été omises de l'examen.
En bref : Si l'emplacement de la bride est difficile à inspecter, coûteux à isoler ou proche des zones d'exposition du personnel, la fiabilité doit peser plus que le coût initial.
Considérations de fabrication et de chaîne d'approvisionnement
Le meilleur matériau technique n'est pas toujours le meilleur choix pour un projet si la fabrication et l'approvisionnement sont mal contrôlés. Avant d'approuver un alliage spécial, vérifiez la disponibilité des pièces forgées, la capacité d'usinage, les exigences de soudage, la propreté de l'atelier, les contrôles PMI et le délai réel de livraison.
Exemple d'ingénierie : Un projet met à niveau une bride de service corrosif de 316L vers un alliage supérieur, mais le fournisseur ne peut pas fournir la taille de pièce forgée correcte ou le package complet de traçabilité dans les délais. Le matériau techniquement correct devient alors un problème d'approvisionnement. Une meilleure approche consiste à intégrer ces exigences dans l'appel d'offres et à présélectionner des options réalistes plus tôt.
En bref : Une bonne sélection équilibre la chimie, l'intégrité du joint, la qualité de fabrication, la traçabilité et la certitude d'approvisionnement.
Budget et disponibilité
Le prix d'achat le plus bas n'est pas le même que le coût total de possession le plus bas. Le coût réel d'un matériau de bride comprend la fréquence d'inspection, la main-d'œuvre de remplacement, l'accès aux échafaudages, les temps d'arrêt, le nettoyage et la perte de production si le joint fuit. C'est pourquoi de nombreuses usines mettent à niveau uniquement les ensembles de brides à risque le plus élevé plutôt que de changer l'ensemble du système.
| Vue des coûts | Impact typique de la décision |
|---|---|
| Prix unitaire le plus bas | Utile uniquement pour les services non critiques, à faible risque et d'accès facile |
| Valeur totale installée | Meilleur pour la plupart des projets d'usine car il inclut la fiabilité et la maintenance |
| Conséquence de la défaillance | Conduit souvent à des améliorations dans les systèmes toxiques, corrosifs ou difficiles à isoler |
En bref : Amélioration du matériau lorsque les conséquences de fuite sont élevées, lorsque l'attaque par crevice est probable, ou lorsque l'accès pour la maintenance est médiocre. C'est là où un meilleur alliage se rentabilise généralement le plus rapidement.
Scénarios typiques de sélection pour le traitement chimique
Scénario 1 : Service d'acide sulfurique
Pourquoi la concentration et la température sont décisives
Le service d'acide sulfurique est l'un des exemples les plus clairs de pourquoi le nom chimique seul ne suffit pas. La concentration, la température, les conditions d'écoulement, les impuretés, et si l'acide stagne ou continue de bouger peuvent tous changer le matériau de bride préféré.
Pourquoi un système d'acide sulfurique peut nécessiter différents matériaux dans différentes sections
La décharge de pompe, la tubulure de réservoir, la ligne de dérivation et la connexion d'instrument ne rencontrent pas toujours les mêmes conditions. De nombreuses usines utilisent un matériau dans la ligne principale, une approche différente aux points sujets aux impasses ou aux éclaboussures, et un alliage supérieur uniquement là où l'attaque localisée est la plus probable. C'est généralement une meilleure ingénierie que de surspécifier l'ensemble du système.
Leçon clé : ne jamais généraliser l'adéquation du matériau à partir du seul nom de l'acide
Leçon de terrain : une bride qui survit sur la ligne principale d'acide sulfurique peut encore tomber en panne prématurément à une dérivation d'instrument car la dilution, la dérive de température ou les conditions de crevasses stagnantes y sont différentes. Examinez chaque emplacement critique, pas seulement le titre du processus sur la fiche technique.
Scénario 2 : Flux de procédé contenant des chlorures
Pourquoi l'acier 316L peut être acceptable dans certaines conditions mais risqué dans d'autres
L'acier 316L peut bien fonctionner dans de nombreux services d'usine, mais c'est dans les applications contenant des chlorures que la discipline est cruciale. La température, l'oxygène, la sévérité des crevasses et la contrainte de traction influencent tous le résultat. Ce qui peut sembler une ligne douce dans le fluide en vrac peut encore créer une attaque locale agressive juste au niveau de la zone d'assise du joint.
Lorsque l'acier inoxydable duplex peut offrir un meilleur équilibre entre performance et coût
L'acier inoxydable duplex est souvent l'étape plus pratique lorsque le 316L commence à sembler limite, mais qu'une mise à niveau complète en alliage élevé semble encore inutile. Cela fait du duplex un compromis précieux dans de nombreux services contenant des chlorures. Si vous comparez des familles de matériaux, cet article sur 304 vs 316 vs duplex en service corrosif est une lecture utile à suivre.

Leçon clé : la teneur en chlorures, la température et les conditions de crevasse doivent être examinées ensemble
N'approuvez pas le 316L dans un service aux chlorures uniquement parce que des lignes similaires ont fonctionné auparavant. Examinez l'historique thermique, l'expérience de maintenance, le modèle de compression du joint et les zones stagnantes. C'est là que les problèmes réels de bride commencent généralement.
Scénario 3 : Service de chlore humide ou service corrosif mixte
Pourquoi un service sévère peut nécessiter des alliages spéciaux ou des solutions à base de titane
Les services de chlore humide et corrosifs mixtes sont des fonctions à haute conséquence où la sélection par essais et erreurs est une mauvaise pratique. Dans ces environnements, la réponse correcte dépasse souvent l'acier inoxydable standard et s'oriente vers des alliages spéciaux, des options à base de titane ou des systèmes revêtus, selon la combinaison exacte des milieux et des exigences mécaniques.
Pourquoi les conséquences des défaillances sont généralement trop élevées pour une sélection de matériaux par essais et erreurs
Le coût d'une erreur est presque toujours plus élevé que celui d'une revue disciplinée préalable. Une fuite de bride ici peut affecter la sécurité, les émissions, les arrêts imprévus et le nettoyage. C'est pourquoi ces services doivent être validés avec des antécédents d'application éprouvés, des données de test si disponibles et des informations fournisseur qui vont au-delà d'une recommandation générique de catalogue.
Leçon clé : les services corrosifs critiques doivent être validés avec l'expertise et les données du fournisseur
Si le service est sévère, documentez la base de la sélection. Demandez des références de services similaires, des registres de conformité des matériaux, des contrôles de fabrication et le raisonnement derrière la combinaison recommandée bride-joint-boulonnage.
Scénario 4 : Lignes de produits chimiques corrosifs à utilité ou basse pression
Lorsque les systèmes de brides revêtues ou non métalliques peuvent être plus économiques
Pour les lignes corrosives à basse pression, les systèmes de brides revêtues ou non métalliques peuvent être l'option la plus économique et fiable. Cela est particulièrement vrai lorsque la résistance chimique guide la conception plus que la haute pression ou les charges externes élevées.
Ce que les utilisateurs doivent vérifier concernant la température, la charge mécanique et la conception d'étanchéité
La décision ne fonctionne que si les limites de température, le comportement au fluage, la planéité de la bride et la charge d'installation sont strictement contrôlés. De nombreuses défaillances non métalliques proviennent de l'application directe des habitudes d'assemblage des brides en acier à une conception de joint différente.
Leçon clé : les solutions non métalliques peuvent être excellentes, mais uniquement dans leurs limites réelles d'exploitation
Utilisez-les là où elles conviennent réellement à la fonction, et non là où elles survivent simplement à la chimie sur le papier.
Liste de contrôle pratique pour la sélection des matériaux de brides
Informations à recueillir avant de demander un devis
Avant de demander à un fournisseur de recommander ou de citer un matériau de bride, préparez correctement la base de service. Plus les données de la demande de devis sont bonnes, plus la réponse du fournisseur sera utile.

- Média de processus et concentration
Indiquez la composition chimique exacte, la plage de concentration, les impuretés, les solides, et si le service est humide, sec, oxydant ou réducteur. - Plage de pression-température de fonctionnement et de conception
Incluez les conditions normales, de conception, de perturbation, de démarrage, d'arrêt et de nettoyage. - Norme de bride applicable et classe de pression
Spécifiez ASME, EN, DIN ou la norme du projet, plus la classe requise ou la cote PN. - Problèmes de corrosion et durée de vie attendue du service
Identifiez le mode de défaillance probable et si la bride se trouve dans un emplacement critique ou facile d'accès. - Exigences de joint et de boulonnage
Examinez le type de joint, le matériau des boulons, la méthode d'assemblage et tout historique d'étanchéité provenant de services similaires. - Besoins en documentation, essais et certification
Listez les exigences de MTC, PMI, dureté, END, revêtement, inspection tierce et traçabilité avant le RFQ.
Astuce : Un bon RFQ rend la sélection des matériaux plus rapide et plus sûre car il élimine les hypothèses cachées avant le début de la fabrication.
Questions à poser à votre fournisseur de brides
Ces questions montrent rapidement si un fournisseur vous donne une recommandation d'ingénierie ou juste un prix.
- Ce matériau a-t-il été utilisé avec succès dans des services similaires ?
Demandez des informations comparables sur le milieu, la plage de température et le type d'installation. - Pouvez-vous fournir des documents de conformité et de traçabilité ?
Demandez le certificat de contrôle (MTC), la traçabilité du numéro de coulée, le support PMI et les rapports d'inspection finale. - Y a-t-il des délais de livraison ou des limitations de forgeage pour cet alliage ?
Cela est important pour les grandes tailles, les sections lourdes et les nuances spéciales. - Pouvez-vous fournir des recommandations basées sur l'application pour la bride, le joint et l'ensemble de boulonnerie ?
C'est crucial pour le contrôle des fuites dans les services chimiques. - Quels contrôles qualité sont en place pour l'usinage, le PMI, les essais et l'inspection finale ?
Les bons fournisseurs doivent expliquer clairement leurs contrôles, pas seulement dire “ inspection standard ”.”
| Question au fournisseur | Ce qu'une bonne réponse devrait montrer |
|---|---|
| Expérience de service similaire | Compréhension pratique du secteur, pas seulement une réponse générique de catalogue |
| Conformité et traçabilité | Ensemble de documents clair et traçabilité du traitement thermique |
| Limites de forgeage et délais de livraison | Planification réaliste et aucun risque de substitution caché |
| Recommandation au niveau du joint | Capacité à examiner ensemble la bride, le joint et le boulonnage |
| Processus de contrôle qualité | Confiance que la bride livrée correspond à la base technique approuvée |
Note : Si le fournisseur ne peut pas expliquer pourquoi un matériau convient à votre application, le devis est probablement basé sur le prix plutôt que sur la fiabilité. Pour l'examen au stade des achats, cet article sur questions à poser à un fournisseur de brides avant un appel d'offres mérite également d'être conservé dans votre liste restreinte.
La méthode de sélection des matériaux la plus fiable est systématique : définir le fluide réel, vérifier l'enveloppe complète pression-température, identifier le risque de corrosion dominant, confirmer les normes applicables, et évaluer l'assemblage complet bride-joint-boulonnerie. Aucun matériau unique ne fonctionne pour chaque procédé chimique, et aucun tableau de corrosion ne remplace le jugement d'ingénierie.
- Utilisez l'acier au carbone là où la chimie est contrôlée et l'accès à la maintenance est bon.
- Utilisez l'acier inoxydable là où une résistance générale à la corrosion est nécessaire mais que l'application reste dans les limites réelles de l'alliage.
- Passez aux alliages duplex ou supérieurs lorsque l'attaque par chlorures, la corrosion localisée ou les conséquences de fuites augmentent.
- Envisagez des systèmes revêtus ou non métalliques là où la résistance chimique importe plus que les charges mécaniques élevées.
Une sélection éclairée des matériaux réduit le risque de fuite, diminue la maintenance non planifiée et favorise une performance d'usine plus sûre à long terme. Pour les projets critiques, travaillez avec des fournisseurs capables de soutenir la conformité des matériaux, les recommandations au niveau des assemblages et la fabrication traçable de l'appel d'offres jusqu'à l'inspection finale.
FAQ
Quel est le facteur le plus important lors de la sélection des matériaux de bride ?
Le premier et le plus important facteur est la compatibilité chimique dans les conditions réelles de service.
Cela inclut le milieu réel, la concentration, les impuretés, la température, l'humidité, la vitesse, et la présence éventuelle de conditions de fissure ou de stagnation au niveau du joint de bride.
Un matériau de bride peut-il convenir à tous les produits chimiques ?
Non.
Même les nuances couramment utilisées telles que le 316L ont des limites pratiques. La sélection des matériaux doit correspondre au mécanisme de corrosion spécifique, à la plage de pression-température, à la conception du joint et à l'environnement de maintenance.
Pourquoi les normes comme ASME ou ASTM sont-elles importantes pour la sélection des brides ?
Ils fournissent la base technique pour les dimensions, les classes, les matériaux, les essais et la traçabilité.
L'utilisation des bonnes normes aide à garantir que la bride est chimiquement adaptée, mécaniquement conforme et correctement documentée. Pour la qualité de l'installation, ce guide sur l'intégrité du joint et l'assemblage de bride est également pertinent.
Quand faut-il envisager des alliages spéciaux ?
Envisagez des alliages spéciaux lorsque l'acier inoxydable courant est à la limite ou déjà peu fiable en service.
Les déclencheurs typiques incluent les acides mixtes, le chlore humide, les chlorures agressifs, les défaillances répétées de fissure, les conséquences élevées de défaillance ou le risque de fuite à l'arrêt.
Quelles informations les acheteurs doivent-ils fournir aux fournisseurs pour un devis de bride ?
Fournissez la base complète de service, pas seulement la taille nominale et la classe de pression.
Au minimum, inclure le nom chimique, la concentration, les impuretés, la plage de pression-température de conception et d'exploitation, les normes applicables, le type de bride, la face, les exigences de joint, les exigences de boulonnage et les besoins en documentation.
| Informations | Exemple |
|---|---|
| Nom chimique | Acide sulfurique |
| Concentration | 70% nominal, dilution occasionnelle pendant le nettoyage |
| Pression | 10 bar de conception |
| Température | 120°C en exploitation, arrêt à température ambiante |
| Standard | ASME B16.5, ASTM A182 |



