Accesorios de soldadura a tope (ASME B16.9) | Codos, Tes, Reductores
Fabricados en fábrica de origen accesorios de tubería de soldadura a tope para sistemas de tuberías de alta integridad. Nuestra gama cubre los tipos de accesorios B16.9 más comunes para tuberías de proceso, proyectos de petróleo y gas, químicos, energía, marinos y tratamiento de agua.
Tipos de accesorios de soldadura a tope que suministramos
Soldadura a tope (ASME B16.9)
Accesorios Forjados
Baja presión (roscada/clase 150)
Materiales Avanzados





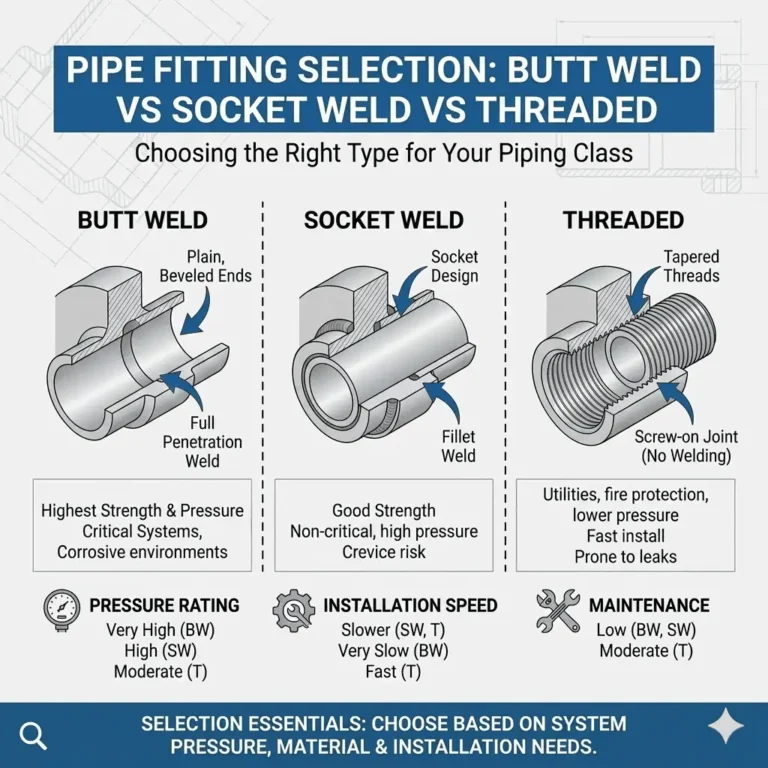
Soldadura a tope vs soldadura por enchufe vs roscado: ¿Cuál usar?
- Accesorios de soldadura a tope (B16.9): Mejores para alta presión/temperatura y servicios críticos—calibre liso, junta fuerte, bueno para END.
- Accesorios de soldadura por enchufe (B16.11): Comunes para tuberías de alta presión de pequeño calibre donde el espacio de fabricación es limitado.
- Accesorios roscados: Se utilizan para líneas de servicios a baja presión o donde la soldadura no es práctica (verificar los límites del código).
¿Qué es un accesorio de soldadura a tope?
Un accesorio de soldadura a tope es un accesorio de tubería fabricado en fábrica con extremos biselados, preparado según ASME B16.25, que se suelda a la tubería mediante una soldadura a tope. Forma una junta permanente de penetración completa con una resistencia similar a la de la tubería, lo que lo hace ideal para sistemas de tuberías de alta presión y alta temperatura.
| Elemento | Qué especificar |
|---|---|
| Norma dimensional | ASME B16.9 (accesiones de soldadura a tope forjados fabricados en fábrica) |
| Opción de acero inoxidable de pared delgada | MSS SP-43 (normalmente para sistemas Sch 5S / 10S) |
| Preparación de extremos para soldadura a tope | Extremos biselados ASME B16.25 (cuando lo requiera el proyecto) |
| Especificaciones de materiales (comunes) | Acero al carbono: ASTM A234 (p. ej., WPB) Acero inoxidable: ASTM A403 (p. ej., WP304/304L, WP316/316L) Duplex/Super Duplex: ASTM A815 (dependiente del proyecto) |
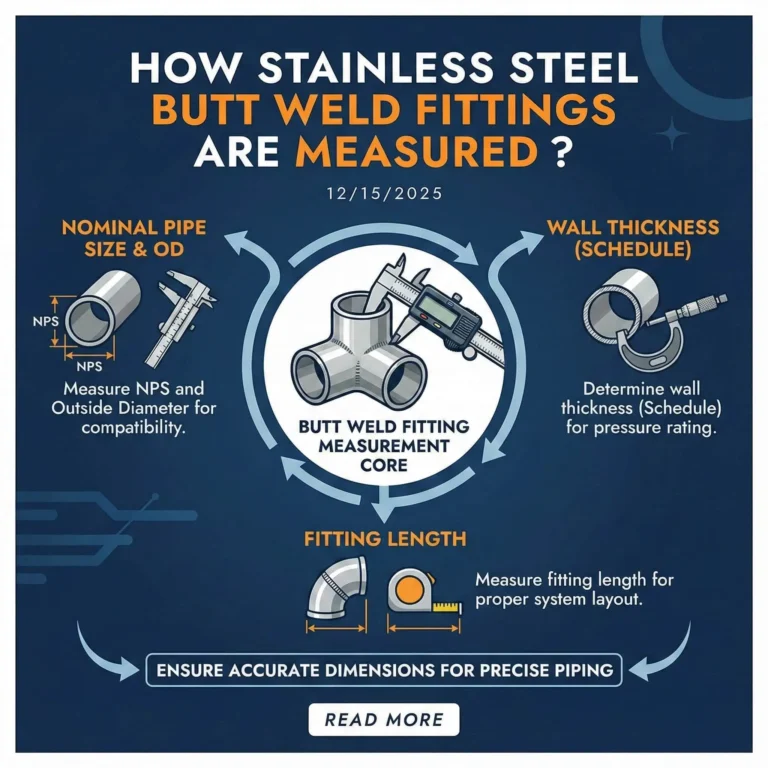
| Rango de tamaños | NPS 1/2″ y superiores (confirmar rango final según norma + especificación del proyecto) |
| Espesor de pared | Sch 10 / 40 / 80, XS, XXS y otros espesores producibles según su programa de tuberías |
| Entregables | MTR (EN 10204 3.1 si se requiere), lista de embalaje, trazabilidad del número de colada |
Los datos son solo de referencia. Siempre siga la hoja de datos del proyecto, la clase de tubería y los requisitos del código.
Ejemplo de referencia dimensional: Codo de 90° de radio largo (de centro a extremo “A”)
Para codos LR, una regla común es un diseño de radio de 1,5D. A continuación se muestra una referencia rápida para varios tamaños NPS. Si necesita la tabla completa para su rango de tamaños, indíquenos su lista NPS y schedule.
*”Los datos son solo de referencia. Consulte siempre los requisitos de ingeniería específicos del proyecto.”
| NPS | OD en bisel (mm) | De centro a extremo A (mm) |
|---|---|---|
| 1/2 | 21.3 | 38.1 |
| 1 | 33.4 | 38.1 |
| 2 | 60.3 | 76.2 |
| 4 | 114.3 | 152.4 |
| 6 | 168.3 | 228.6 |
| 8 | 219.1 | 304.8 |
| 10 | 273.1 | 381.0 |
| 12 | 323.9 | 457.2 |
Fabricación y control de calidad
- Conformado y ajuste: controlar la ovalidad, la perpendicularidad y el preparado de extremos para una soldadura fiable.
- Integridad de la soldadura (para accesorios soldados): Planes de inspección disponibles según los requisitos del proyecto.
- Verificación de material: PMI disponible para identificación de aleaciones (especialmente aceros inoxidables/duplex/aleaciones de níquel).
- Inspección dimensional: verificar dimensiones clave “A/C/H”, diámetro exterior en el bisel y condición de los extremos.
- Trazabilidad: marcado del número de colada y paquete de MTR para revisión de QA/QC.
Qué necesitamos para un presupuesto rápido (Lista de verificación de RFQ)
- Tipo(s) de accesorio: codo / tee / reductor / tapón / extremo de tope / cruz
- Tamaño: NPS (y tamaño de salida para tees reductores / reductores)
- Espesor de pared: Sch / XS / XXS (coincidir con el schedule de su tubería)
- Norma: ASME B16.9 o MSS SP-43 (si es de acero inoxidable de pared ligera)
- Grado de material: A234 WPB, A403 WP316L/WP304L, dúplex, aleación de níquel, etc.
- Cantidad + lugar de entrega
- Requisitos de documentación/pruebas: MTR, PMI, END, marcado especial, etc.
PREGUNTAS FRECUENTES
¿Son lo mismo los “butt weld fittings” y los “butt weld pipe fittings”?
Sí, “Butt Weld Fittings” y “Butt Weld Pipe Fittings” se refieren exactamente a la misma categoría de producto. Los términos son intercambiables en ingeniería industrial y adquisiciones. “Accesorios para tuberías” es la terminología formal utilizada en normas técnicas como ASME B16.9 y especificaciones de materiales (por ejemplo, ASTM A234), mientras que “Butt Weld Fittings” es la abreviatura común ampliamente utilizada en instalaciones de campo y comercio. Ambos se refieren a componentes (codos, tes, reductores) diseñados para ser soldados in situ para conectar tuberías.
Contexto técnico: El término “Butt Weld” (BW) es el descriptor crítico aquí. Indica que el accesorio tiene un extremo biselado (típicamente 37,5° según ANSI/ASME B16.25) para coincidir con el bisel de la tubería. Este diseño permite una soldadura de penetración completa, proporcionando una estructura metálica continua.
Distribución de tensiones: A diferencia de los accesorios roscados o soldados por enchufe, las conexiones soldadas a tope distribuyen la presión interna y las tensiones estructurales de manera uniforme en la tubería, evitando puntos de concentración de tensiones.
Capacidad de END: El diseño de soldadura a tope permite realizar Radiografía (RT) o Pruebas ultrasónicas (UT), lo que convierte a estos accesorios en la elección obligatoria para aplicaciones críticas, de alta presión o de servicio letal donde se debe verificar la integridad de la unión.
¿Cuál es la diferencia entre ASME B16.9 y MSS SP-43?
La principal diferencia radica en su rango de presión de trabajo y cobertura de espesor de pared. ASME B16.9 es la norma integral para accesorios de soldadura a tope fabricados en fábrica en todos los espesores de pared (desde Sch 5 hasta XXS) y materiales, adecuados para aplicaciones industriales de alta presión y alta temperatura. En cambio, MSS SP-43 está específicamente diseñado para aplicaciones de baja presión y resistencia a la corrosión (normalmente acero inoxidable y aleaciones de níquel) y cubre estrictamente espesores de pared ligeros (Schedule 5S y 10S).
| Característica | ASME B16.9 | MSS SP-43 |
| Aplicación | Alta Presión / Alta Temperatura | Baja presión / Resistente a la corrosión |
| Espesor de pared | Todas las series (Sch 10, 40, 80, XXS, etc.) | Solo pared ligera (Sch 5S, 10S) |
| Materiales | Acero al carbono, aleado y acero inoxidable | Acero inoxidable y aleaciones de níquel |
| Fabricación | Forjado (sin costura o soldado) | Forjado o fabricado |
Nota técnica sobre extremos cortos: Preste mucha atención al especificar Extremos con junta solapada. Si bien las dimensiones de ASME B16.9 y MSS SP-43 suelen ser compatibles, MSS SP-43 define específicamente los extremos de tope “Tipo A” y “Tipo B” que tienen diámetros de cara diferentes. Seleccionar el tipo incorrecto puede resultar en incompatibilidad con las bridas de respaldo estándar.
¿Ofrecen accesorios de soldadura a tope sin costura?
Sí, suministramos una gama completa de accesorios de soldadura a tope sin costura, recomendados principalmente para aplicaciones de alta presión, alta temperatura o de seguridad crítica. Los accesorios sin costura se fabrican directamente a partir de secciones de tubería o tubo sin costura mediante métodos de conformado con mandril, lo que significa que contienen ninguna costura metalúrgica soldada. Esto elimina el riesgo de corrosión preferencial o fallo de la costura bajo estrés extremo.
Selección sin costura vs. soldada:
Sin costura: Esencial para servicios que requieren una estructura de grano uniforme y máxima fiabilidad (por ejemplo, servicio de hidrógeno, vapor de alta presión).
Soldada (con costura): Para diámetros mayores (normalmente >24″) o proyectos sensibles al coste, ofrecemos accesorios soldados. Para garantizar el cumplimiento de E-E-A-T y la seguridad, nuestros accesorios soldados pueden suministrarse con 100% Ensayo Radiográfico (RT) para lograr un factor de eficiencia de junta de 1,0, lo que los hace estructuralmente equivalentes a los sin costura para fines de cálculo. .
¿Puedo mezclar accesorios de acero inoxidable con tubería de acero al carbono?
La conexión directa de accesorios de acero inoxidable a tuberías de acero al carbono generalmente NO se recomienda sin aislamiento debido al riesgo de corrosión galvánica. En presencia de un electrolito (como humedad o agua), el acero al carbono (ánodo) se corroerá rápidamente debido a la significativa diferencia de potencial electroquímico entre este y el acero inoxidable (cátodo). Además, el coeficiente de dilatación térmica del acero inoxidable austenítico es aproximadamente un 50% mayor que el del acero al carbono, lo que puede causar tensiones térmicas peligrosas y fatiga en las soldaduras durante los ciclos de temperatura.
Soluciones recomendadas: Si la conexión de materiales diferentes es inevitable, utilice uno de los siguientes controles de ingeniería:
Uniones dieléctricas o kits de bridas: Para aislar eléctricamente los dos metales y romper el circuito galvánico.
Piezas de transición: Un tramo de tubería soldado en fábrica con una barrera interna de aleación.
Sistemas revestidos: Uso de revestimiento interno para evitar que el fluido conecte los dos metales. .
¿Cómo elijo reductores concéntricos frente a excéntricos?
La elección entre reductores concéntricos y excéntricos depende completamente de la orientación de la tubería y de la necesidad de evitar bolsas de aire.
Reductores concéntricos: Tienen un eje común. Úselos para tramos de tubería verticales para mantener la simetría del flujo y la alineación estructural.
Reductores excéntricos: Tienen un lado plano. Son críticos para tramos de tubería horizontales para gestionar el comportamiento de fluidos y gases.
Reglas críticas de aplicación:
Bomba de aspiración (La regla de la “parte superior plana”): En líneas de aspiración de bombas horizontales, DEBE utilizar un reductor excéntrico instalado con la “parte plana hacia arriba” (FOT). Esto evita que se acumulen burbujas de aire en la parte superior del reductor (lo que ocurre con los reductores concéntricos), eliminando así el riesgo de que entre aire en la bomba y cause cavitación.
Bancadas de tuberías: Para líneas de proceso generales sobre soportes, utilice un reductor excéntrico instalado con “parte plana hacia abajo” (FOB). Esto mantiene constante la elevación de la parte inferior de la tubería, permitiendo que descanse perfectamente en la bancada sin necesidad de zapatas de soporte personalizadas.