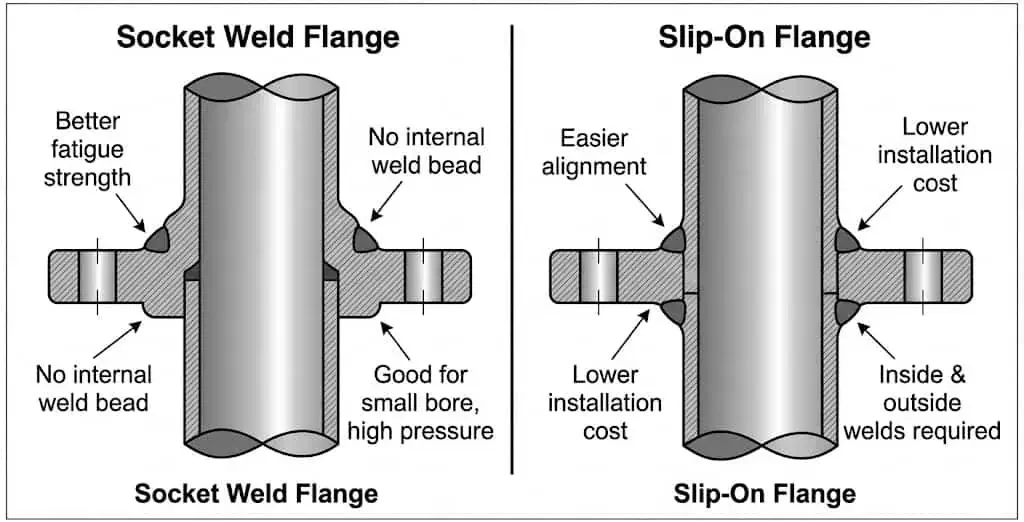
La principal diferencia entre bridas de socket weld y bridas slip on radica en cómo se asienta y suelda la tubería, lo que afecta directamente el comportamiento a fatiga, el riesgo de fugas relacionadas con la soldadura y la sensibilidad de la unión a errores de ajuste.
En la práctica, la elección correcta depende de la clase de presión, el tamaño de la tubería (especialmente en diámetros pequeños), la carga vibratoria/cíclica, el riesgo de corrosión, el control de calidad de fabricación y la filosofía de mantenimiento. Esta página está escrita como una guía de selección y comparación para ingenieros, compradores y equipos de mantenimiento. Si necesita dimensiones específicas del producto y detalles de compra, consulte nuestras Bridas Socket Weld (SW), páginas de productos de Bridas Slip On (SO)y Bridas con Cuello (WN) .
Si su proyecto utiliza sistemas de bridas ASME, los patrones dimensionales y las clases de presión suelen estar regidos por dimensiones y patrones de taladrado de bridas ASME B16.5. Para referencias oficiales del alcance de la norma, consulte el Página estándar ASME B16.5.
Nota de contratación: Trate esto como una decisión de ingeniería, no como una decisión de “brida más barata”. El costo oculto suele ser el retrabajo: distorsión de la cara, fugas en la prueba hidrostática, desalineación o fallas por vibración después del arranque.
Respuesta rápida (tendencia de selección típica; decisión final = código + clase de tubería + caso de carga):
| Tipo de Brida | Fortalezas típicas | Dónde encaja mejor |
|---|---|---|
| Brida deslizante (SO) | Montaje rápido, fabricación económica, amplio uso en tuberías de servicios generales/utilitarias | Servicios de carga estable donde la distorsión por soldadura y la vibración están controladas |
| Soldadura a enchufe (SW) | Junta compacta para diámetros pequeños, ubicación de montaje repetible, común en servicios de alta presión para diámetros pequeños | Servicio para diámetros pequeños donde la clase de tubería permite SW y los controles de mano de obra/soporte son fuertes |
| Brida de cuello soldable (WN) | Mejor transición de tensiones y transferencia de carga, a menudo preferido en servicios críticos | Cíclico severo, alta vibración, alta consecuencia o clases de tubería más estrictas |
¿Necesita un desglose específico del producto? Revisar Especificaciones de Brida Socket Weld, Especificaciones de Brida Slip Ony Resumen de Normas de Bridas antes de la liberación de compra.
Resumen de brida Socket Weld (SW)
Lógica de diseño y montaje
Las bridas Socket Weld están diseñadas para que el OD del tubo se encaje en un contraboreado (“socket”), y el límite de presión se completa con una soldadura de filete externa.
El socket ayuda a ubicar el tubo durante el montaje, por lo que las bridas SW son comunes en trabajos de pequeño diámetro. En servicio, el rendimiento depende menos de la forma del socket en sí y más de disciplina de montaje, calidad del perfil de soldadura, espaciado de soportes y control de vibración/ciclos térmicos.
Nota de adquisición (desajuste de campo común): Asegúrese de que la orden de compra indique claramente NPS, clase, cara (RF/FF/RTJ cuando corresponda), diámetro interior y el tipo de extremo de socket weld. Si está ordenando para skids o construcciones modulares repetitivas, estandarice el lenguaje de su hoja de datos—consulte cómo pedir bridas de soldadura a casquillo para una lista de verificación práctica.
| Característica | Descripción |
|---|---|
| Tipo de Junta | Brida de Socket Weld (SW) |
| Geometría | El socket/contraboreo ubica la tubería antes de la soldadura de filete externa |
| Uso típico | Servicio de pequeño diámetro donde la geometría compacta y el ajuste repetible son importantes |
| Riesgo Clave Si Se Aplica Incorrectamente | Fatiga por vibración, preocupaciones de hendidura/corrosión en algunos servicios húmedos, control deficiente del ajuste/WPS |
Cómo funcionan las bridas de socket weld en sistemas reales
Las bridas Socket Weld crean un límite de presión soldado después de que la tubería se asienta en el socket y se suelda externamente. Muchos procedimientos de proyecto requieren un pequeño espacio (gap) después de la inserción completa antes de soldar para reducir el estrés por contracción y mejorar la consistencia de la soldadura; el valor exacto se controla mediante el código/especificación aplicable y el WPS calificado.

- Control de ajuste: asiente la tubería, aplique el espacio requerido según WPS/especificación, luego tache y verifique nuevamente la alineación de la cara.
- Control del perfil de soldadura: soldar en exceso/insuficiente y un control deficiente de la entrada de calor pueden reducir el margen de fatiga y distorsionar la alineación.
- Conciencia de grietas: la región del socket puede ser problemática en servicios agresivos húmedos/portadores de cloruro si la química y el mantenimiento no se controlan.
- Control de cara empernada: la condición de la cara de la brida y el método de empernado aún rigen el rendimiento del sellado de la junta después de la soldadura.
Ejemplo de campo (problema común de parada): Una línea de pequeño diámetro SW pasa la prueba hidráulica pero tiene fugas después del calentamiento. En muchos casos, la causa raíz no es “mala calidad de la junta”, sino una combinación de error de ajuste/separación, desalineación de la cara y movimiento térmico que descarga la junta.
Donde los ingenieros usan precaución
Las bridas de socket weld suelen ser una opción sólida en servicio de pequeño diámetro, pero no son una mejora universal. Los ingenieros se vuelven cautelosos en áreas propensas a vibraciones, ciclos térmicos severos y servicios corrosivos húmedos donde las condiciones de grietas pueden acelerar la corrosión.
| Tipo de limitación | Descripción |
|---|---|
| Fisuración por fatiga | Las vibraciones en tuberías de pequeño diámetro + presión/temperatura cíclica pueden provocar fisuras en el pie de soldadura si los soportes son deficientes. |
| Problemas de ajuste / WPS | Un control deficiente de la separación, alineación o perfil de soldadura puede reducir la confiabilidad y aumentar el riesgo de fugas. |
| Incompatibilidad de cara/junta | Una cara o tipo de junta incorrectos pueden causar fugas independientemente del tipo de brida. |
| Riesgo de grieta / corrosión | La región de socket y el drenaje deficiente pueden atrapar depósitos en algunos servicios húmedos. |
Para obtener datos de productos SW más amplios, materiales y detalles de pedido, consulte Especificaciones de Bridas Socket Weld (SW).
Descripción general de brida deslizante (SO)
Lógica de diseño y montaje
Una brida deslizante se desliza sobre el OD de la tubería y se asegura mediante soldaduras de filete (típicamente interior + exterior según WPS/especificación).
Esta geometría hace que las bridas deslizantes sean rápidas de instalar y económicas en muchos servicios de utilidad y generales. La compensación es que la junta depende en gran medida de secuencia de soldadura, perfil de soldadura y control de distorsión de la cara de la brida.
Consejo: Las bridas deslizantes parecen indulgentes durante el ajuste, pero muchas fugas de arranque son causadas por distorsión de la secuencia de soldadura, mala alineación o carga de pernos desigual, no solo por la junta.
Cómo funcionan las bridas deslizantes en sistemas reales
La junta deslizante se construye estableciendo la proyección de la tubería y aplicando soldaduras de filete controladas. El desafío de ingeniería no es simplemente “realizar la soldadura”; es preservar la alineación de la cara y la calidad del asiento de la junta después de la soldadura.
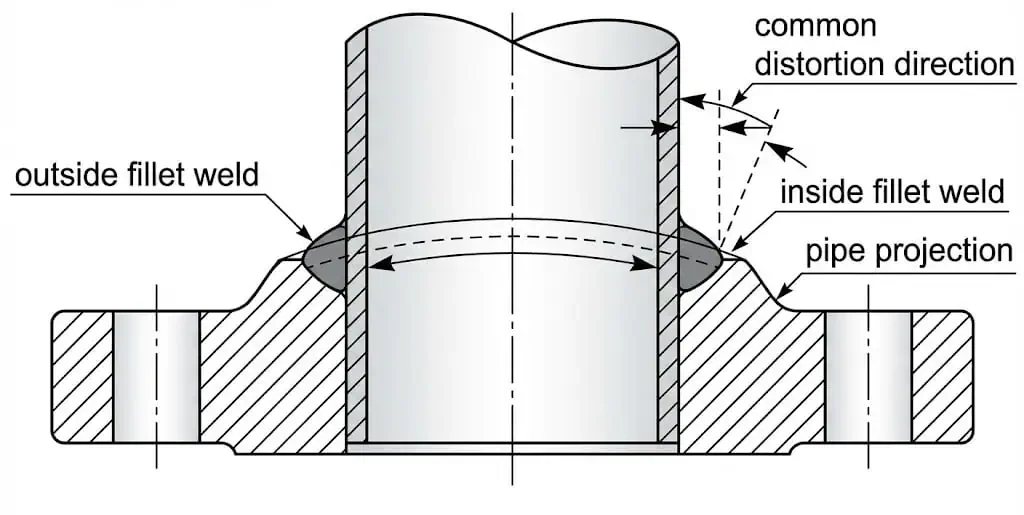
- Control de proyección: establecer la proyección de la tubería según el WPS/especificación para evitar una geometría deficiente del filete interior o problemas de grietas.
- Control de distorsión: la secuencia de soldadura y la entrada de calor pueden rotar/tirar de la cara de la brida; verificar el paralelismo de la cara antes de atornillar.
- Control del tamaño de la soldadura: las soldaduras de tamaño insuficiente reducen el margen; la soldadura excesiva puede distorsionar la cara y aumentar el riesgo de fugas.
- Protección de la cara atornillada: mantener las superficies de asiento de la junta libres de golpes de arco y daños por rectificado.
Las bridas deslizantes son ampliamente utilizadas porque son rápidas de fabricar y económicas, especialmente donde las cargas externas son estables y el acceso de inspección es bueno. Para tamaños/clases/materiales, consulte Especificaciones de Bridas Deslizantes (SO).
Brida Socket Weld vs brida deslizante: comparación
Proceso de instalación
Las bridas Socket Weld exigen una disciplina de ajuste más estricta en la región del socket; las bridas deslizantes generalmente se instalan más rápido pero requieren un control constante de la secuencia de soldadura y la distorsión de la cara.
Ningún tipo de unión “gana” si la cara de la brida está fuera de paralelo o si la tubería se fuerza al alineamiento durante el apriete de pernos.
- Brida de soldadura a casquillo: asentar tubería, establecer separación según WPS/especificación, taclear, verificar cuadratura/paralelismo, luego aplicar soldadura de filete externa con aporte de calor controlado.
- Brida deslizante: deslizar en posición, establecer proyección según WPS/especificación, taclear uniformemente, luego soldar en una secuencia que limite la distorsión de la cara de la brida.
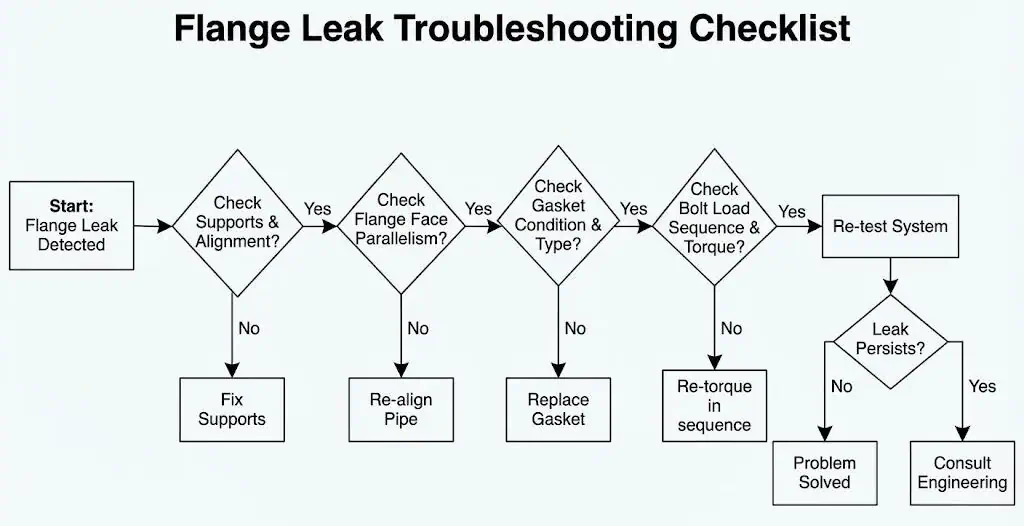
Verificación en campo antes de culpar a la junta: (1) paralelismo de la cara de la brida, (2) condición de soporte/vibración, y (3) uniformidad de la carga de pernos.
Resistencia y rendimiento bajo cargas reales
Tanto las bridas Socket Weld como las deslizantes pueden cumplir con las dimensiones y clasificaciones del código, pero responden de manera diferente a las cargas de vibración y flexión.
En sistemas impulsados por fatiga, la calidad del perfil de soldadura, el espaciado de soportes y la magnitud de la carga cíclica a menudo dominan el rendimiento más que la etiqueta de la brida.
| Tipo de Brida | Característica de Rendimiento | Donde Funciona Bien |
|---|---|---|
| Brida de soldadura a enchufe | Junta compacta; sensible al ajuste y la calidad de la soldadura en la región del socket | Servicio de pequeño diámetro cuando se gestionan los riesgos de vibración/corrosión |
| Brida deslizante | Económico y rápido; depende de la calidad consistente de la soldadura de filete y el control de la cara | Utilidad de carga estable/servicios generales con buen control de calidad y soporte |
| Brida de Cuello de Soldadura (referencia) | Mejor transición de esfuerzos y transferencia de carga en muchos servicios severos | Servicio crítico / cargas cíclicas o de vibración más altas cuando se especifica |
- Si la línea está cerca de equipos rotativos, evalúe primero la vibración y la flexión cíclica: los soportes deficientes causarán fugas independientemente del tipo de brida.
- Si el servicio es húmedo y contiene cloruros, revise el riesgo de corrosión por hendidura en las regiones de soldadura y confirme las expectativas de limpieza/pasivación para sistemas de acero inoxidable.
Clasificación de presión y restricciones de servicio
La capacidad de presión está gobernada por la clasificación de la brida y las tablas de presión-temperatura, luego restringida por las reglas de servicio en la clase de tubería.
Tanto las bridas de socket weld como las slip on están disponibles en clases de presión ASME, pero muchas especificaciones del propietario restringen dónde pueden usarse en servicios severos cíclicos, de alta vibración o peligrosos.
- Alta presión + diámetro pequeño: SW se selecciona comúnmente donde la geometría compacta y el acceso favorecen la construcción de socket weld y la clase de tubería lo permite.
- Servicios de carga estable: SO se selecciona comúnmente donde la velocidad y el costo importan y la vibración está controlada.
- Ciclado/vibración severa: muchas clases de tubería pasan a diseños de mayor integridad (a menudo bridas de cuello de soldadura) en lugar de intentar “hacer que SO/SW funcione” en la ubicación incorrecta.
Costo, mantenimiento y riesgo oculto de retrabajo
Las bridas slip on suelen tener un costo unitario más bajo y son más rápidas en trabajos de fabricación repetitivos; las bridas socket weld pueden reducir la variabilidad de ajuste en instalaciones compactas de pequeño diámetro cuando los procedimientos están estandarizados.
El costo oculto en ambos casos es el retrabajo: distorsión de la cara, fugas en pruebas hidrostáticas, corrección de alineación, reemplazo de juntas y tiempo de inactividad.
| Factor | Brida Slip On (SO) | Brida Socket Weld (SW) |
|---|---|---|
| Factor Determinante del Costo Instalado | Velocidad de fabricación vs retrabajo por distorsión de soldadura | Disciplina de ajuste / expectativa de inspección vs beneficio de repetibilidad |
| Atención de Mantenimiento | Verificar integridad de soldadura, distorsión de cara, calidad de apriete de pernos | Verificar condición de región de socket, alineación/soportes, calidad de soldadura |
| Causa Típica de Fuga | Carga desigual de pernos, distorsión de cara, desalineación | Problema de ajuste/separación, fatiga por vibración, pérdida de carga de cara tras movimiento térmico |
La disciplina de ensamblaje de uniones atornilladas es importante para ambos tipos. Muchos sitios hacen referencia a procedimientos basados en ASME PCC-1 (Ensamblaje de Uniones de Bridas Atornilladas en Límites de Presión) o estándares equivalentes del propietario.
Cómo elegir la brida correcta
Criterios de selección (lo que realmente previene fugas al arranque)
Priorice los requisitos de presión-temperatura, las cargas externas, el riesgo de corrosión y el control de calidad de la instalación al elegir entre bridas socket weld y slip on.
Estos criterios previenen la mayoría de las “fugas misteriosas” observadas durante la prueba hidráulica y la operación temprana:
- Base presión/temperatura: Confirme la tabla de presión-temperatura de control, el alcance estándar y las restricciones de clase de tubería del proyecto.
- Cargas externas y vibración: Si la brida está cerca de equipos rotativos o en un tramo sin soporte, asuma riesgo de carga cíclica hasta que se demuestre lo contrario.
- Riesgo de corrosión/hendidura: Revise la química del servicio, los ciclos húmedo/seco, los depósitos y las expectativas de condición de superficie de acero inoxidable.
- Estrategia de cara y junta: La selección de RF/FF, el tipo de junta y el método de carga de pernos deben coincidir.
- Repetibilidad de fabricación: Elija el estilo de junta que su taller/sitio pueda ejecutar consistentemente sin “trabajo heroico”.”
Tabla de decisión rápida (tendencia típica; decisión final = especificación + caso de carga + capacidad de control de calidad):
| Condición en la junta | Elección Más Típica | Por qué |
|---|---|---|
| Acceso compacto para diámetros pequeños y alta presión | Brida de soldadura a enchufe | Geometría compacta y ajuste repetible cuando se controla el WPS/distancia de separación |
| Servicio de utilidad, soportes estables, gran cantidad | Brida deslizante | Fabricación rápida e instalación económica |
| Fuerte vibración/flexión cíclica o servicio crítico | Brida de Cuello de Soldadura (frecuentemente) | Mejor transición de tensiones y transferencia de carga; comúnmente preferida en clases de tubería más estrictas |
Hábito de selección experta: Decida primero la estrategia de soporte/vibración. Muchos problemas de bridas son problemas de carga estructural disfrazados.
Errores a evitar (patrones comunes de falla en campo)
La mayoría de las fallas en campo provienen de errores predecibles—evítelos y las tasas de fugas disminuyen rápidamente.
- Usar la clasificación de brida como único criterio de decisión: Una brida “clasificada” aún puede ser la elección incorrecta en ubicaciones con ciclos severos/vibración.
- Emparejamiento incorrecto de junta/cara: La falta de coincidencia RF/FF o el estilo incorrecto de junta causa fugas bajo transitorios térmicos.
- Omitir el apriete controlado de pernos: La carga desigual de pernos es un factor principal de fugas; use secuencia/lubricación controlada y verifique el cumplimiento del procedimiento.
- Forzar el alineamiento durante el montaje con pernos: Tirar de la tubería en su lugar con pernos precarga la junta y reduce la uniformidad de compresión de la junta.
Ejemplos de campo (problema → causa probable → prevención):
| Ejemplo | Qué sucedió | Causa probable | Corrección / Prevención |
|---|---|---|---|
| Fuga en brida slip-on durante el hidroensayo de un cabezal de servicios | Exudación en un cuadrante tras el apriete | Distorsión de la cara por secuencia de soldadura + carga desigual de pernos | Verifique la planitud/paralelismo de la cara, corrija según sea necesario, reensamble con apriete controlado de pernos y práctica de lubricación |
| Fuga en brida de soldadura a casquillo que aparece tras el calentamiento | La fuga comienza tras un ciclo térmico | Problema de ajuste/separación, desalineación de la cara o movimiento térmico descargando la junta | Verifique la práctica de separación según WPS, revise soportes/guías, confirme la condición de la cara de la brida y el método de pernado |
Lecciones de campo, ejemplos de investigación y referencias de autoridad
Por qué los equipos experimentados tratan la elección de bridas como una decisión de sistema
Los equipos experimentados de tuberías no tratan la selección de bridas como una elección de componente independiente. Lo tratan como una decisión de sistema: tipo de brida + ejecución de soldadura + soportes + alineación + junta + procedimiento de apriete de pernos + acceso de mantenimiento.
- La integridad de la tubería es un tema recurrente de seguridad de procesos: La guía HSE sobre integridad de tuberías de refinería destaca la importancia de la inspección sistemática y los controles de integridad para los sistemas de tuberías, no solo para componentes individuales. Ver Guía de integridad de tuberías HSE.
- Los incidentes de apertura de línea / desmontaje de bridas muestran que el procedimiento importa tanto como el hardware: Los resúmenes públicos de incidentes de la Junta de Seguridad Química de EE. UU. incluyen eventos de apertura de bridas y apertura de líneas donde fallos en el aislamiento, despresurización y control del trabajo causaron consecuencias graves. Ver Informes de Incidentes de la CSB Volumen Uno.
- La confiabilidad de las bridas atornilladas depende de la disciplina de montaje: ASME PCC-1 es ampliamente referenciado en la industria para el desarrollo de procedimientos de montaje de juntas de bridas atornilladas y control de calidad. Ver el Página estándar ASME PCC-1.
Resumen práctico: Si desea menos fugas, deje de tratar la brida, la junta, la soldadura y los soportes como listas de verificación separadas. Son un sistema de confiabilidad único.
PREGUNTAS FRECUENTES
¿Cuál es la principal diferencia entre las bridas de soldadura a casquillo y las bridas deslizantes?
Las bridas Socket Weld asientan la tubería en un socket y utilizan una soldadura de filete externa; las bridas deslizantes se deslizan sobre la tubería y típicamente usan soldaduras de filete según WPS/especificación.
Las bridas Socket Weld se seleccionan comúnmente para trabajos compactos de pequeño diámetro donde la repetibilidad del ajuste es importante. Las bridas deslizantes se seleccionan comúnmente para servicios de utilidad y generales donde la velocidad y el costo son prioridades y la vibración está controlada.
¿Se pueden utilizar bridas slip-on para aplicaciones de alta presión?
Las bridas slip on pueden suministrarse en clases de presión ASME, pero muchas clases de tubería restringen dónde pueden utilizarse.
En servicio de alta presión con vibración, ciclado térmico o servicio crítico, muchas especificaciones del propietario favorecen juntas de mayor integridad (a menudo bridas de cuello soldado) y requisitos de inspección más estrictos. Siempre siga la clase de tubería, el código y el plan de soldadura/END para la línea específica.
¿Cuándo se prefiere generalmente una brida de socket weld?
Las bridas Socket Weld son comúnmente preferidas en servicio de pequeño diámetro donde la geometría compacta y el ajuste repetible son importantes y la clase de tubería permite construcción SW.
No son automáticamente la mejor opción en servicios propensos a vibración o sensibles a grietas; el diseño de soportes, la química y la calidad de fabricación aún controlan la confiabilidad.
¿Cuáles son las causas más comunes de fugas en bridas después de la puesta en servicio?
La mayoría de las fugas provienen de distorsión de la cara de la brida, desalineación/resorte de tubería, emparejamiento incorrecto de junta/cara o carga de pernos desigual, no solo del tipo de brida.
Antes de reemplazar la junta, verifique el paralelismo de la cara, el control de soportes/movimiento térmico y el cumplimiento del procedimiento de apriete de pernos.
¿Cuándo debería elegir una brida de cuello de soldadura en su lugar?
Las bridas de cuello soldado a menudo se seleccionan cuando el servicio es severo, cíclico, propenso a vibración o de alta consecuencia y la clase de tubería favorece juntas de soldadura a tope de mayor integridad.
La decisión final debe seguir el caso de carga, el riesgo de servicio, el código/especificación y el plan de inspección, no un gráfico de clasificación genérico.
¿La clase de brida por sí sola determina la idoneidad?
No. La clase de brida es solo una parte de la decisión.
La idoneidad en el mundo real depende de las condiciones de presión-temperatura, las restricciones de clase de tubería, las cargas externas/vibración, el entorno de corrosión, la calidad de la soldadura, la compatibilidad de la junta/superficie y la disciplina de apriete de pernos.
Recursos Técnicos Relacionados
Continúe su revisión de ingeniería con estas páginas de productos relacionados y guías técnicas. Utilice estos enlaces para confirmar dimensiones, estándares, detalles de pedido y opciones alternativas de bridas antes de finalizar su selección de clase de tubería.
| Tipo de Recurso | Enlace Recomendado | Por qué Ayuda |
|---|---|---|
| Especificaciones del Producto | Especificaciones de Bridas Socket Weld (SW) | Revisar dimensiones SW, materiales y alcance del producto para aplicaciones de pequeño diámetro. |
| Especificaciones del Producto | Especificaciones de Bridas Deslizantes (SO) | Verificar tamaños SO, opciones de cara y dónde encajan mejor las bridas deslizantes en servicio general/utilitario. |
| Alternativa para Servicio Severo | Bridas con Cuello (WN) | Útil cuando la vibración, carga cíclica o servicio de alta exigencia pueden favorecer una junta de mayor integridad. |
| Normas | Descripción General de Normas de Bridas (ASME / DIN / EN) | Confirmar normas aplicables, sistemas de clasificación y requisitos de compatibilidad. |
| Referencia ASME | Qué Significa ASME B16.5 para Bridas de Tubería y Accesorios de Brida | Referencia interna rápida para alcance ASME B16.5, clases e interpretación de ingeniería. |
| Lista de comprobación para pedidos | Cómo Pedir Bridas Socket Weld | Útil para redacción de RFQ y PO (NPS, clase, cara, diámetro interior, material y documentación). |
| Taxonomía de Bridas | Diferentes tipos de bridas para tuberías | Útil si su equipo interno está comparando múltiples tipos de bridas más allá de SO vs SW. |
| Instalación / Prevención de Fugas | Guía de Instalación de Bridas Roscadas (NPT vs BSPT, Prevención de Fugas y Solución de Problemas) | Útil para equipos que comparan estrategias de conexión de bridas soldadas vs no soldadas en la planificación de mantenimiento. |
Recordatorio de selección: La selección final de bridas debe basarse en la condición completa del sistema—presión/temperatura, cargas externas, vibración, riesgo de corrosión, control de calidad de fabricación, compatibilidad de juntas/caras, y la clase de tubería del proyecto.



