
La fisuración por tensión inducida por hidrógeno en bridas submarinas se previene controlando tres aspectos juntos: calidad del material y microestructura, protección catódica para que la generación de hidrógeno se mantenga dentro de un rango controlado, y tensión local de tracción en puntos críticos conocidos como transiciones de cubo, orificios, pies de soldadura y raíces roscadas. Si uno de estos controles es débil, una brida submarina resistente a la corrosión aún puede agrietarse en condiciones de servicio.
En la práctica, la prevención de HISC no es una única elección de material o un único ajuste de PC. Es una estrategia de integridad integrada que comienza con la selección de material dúplex o super dúplex, continúa a través del diseño basado en tensiones y el control de fabricación, y permanece efectiva solo cuando la protección catódica se monitorea en la ubicación real del dúplex en lugar de asumirse segura a partir de ajustes a nivel del sistema. Para los equipos de diseño submarino, esto es por lo que DNV-RP-F112 y DNV-RP-B401 a menudo se leen juntas en lugar de aisladas.
Para conectores submarinos y ensamblajes de bridas, la integridad del sellado sigue siendo importante junto con la resistencia al agrietamiento. Una brida que evita HISC pero no puede mantener el sellado bajo carga no es un diseño exitoso. Por eso, la verificación del material, la condición de la superficie, la geometría de la brida y la calificación del conector deben revisarse juntos. Si está alineando material, certificación y alcance de bridas en un paquete de proyecto, también ayuda conectar este tema con su flujo de trabajo de selección de materiales y verificaciones de trazabilidad como cómo interpretar un certificado de material de brida.
Riesgos de HISC en bridas submarinas
¿Qué es HISC?
La fisuración por tensión inducida por hidrógeno es un mecanismo de fisuración frágil causado por la entrada de hidrógeno atómico en una microestructura susceptible mientras está presente tensión de tracción o deformación plástica local. En servicio submarino, el hidrógeno se genera comúnmente en superficies metálicas protegidas catódicamente. Si el hidrógeno entra en el material en una región altamente estresada, puede iniciarse la fisuración con poca advertencia visible. A diferencia de la corrosión general, la HISC suele ser un problema de punto caliente local en lugar de un problema de daño superficial uniforme.
Comprobación de realidad en ingeniería: la buena resistencia a la corrosión del agua de mar por sí sola no previene la HISC. Los aceros inoxidables dúplex y superdúplex pueden tener un buen rendimiento contra la corrosión del agua de mar, pero aún pueden fisurarse si la generación de hidrógeno es alta y la tensión local en el punto caliente de la brida no está controlada. Esta es exactamente la razón por la que existe una guía de diseño basada en tensiones para componentes submarinos dúplex bajo protección catódica.
Por qué las bridas submarinas son vulnerables
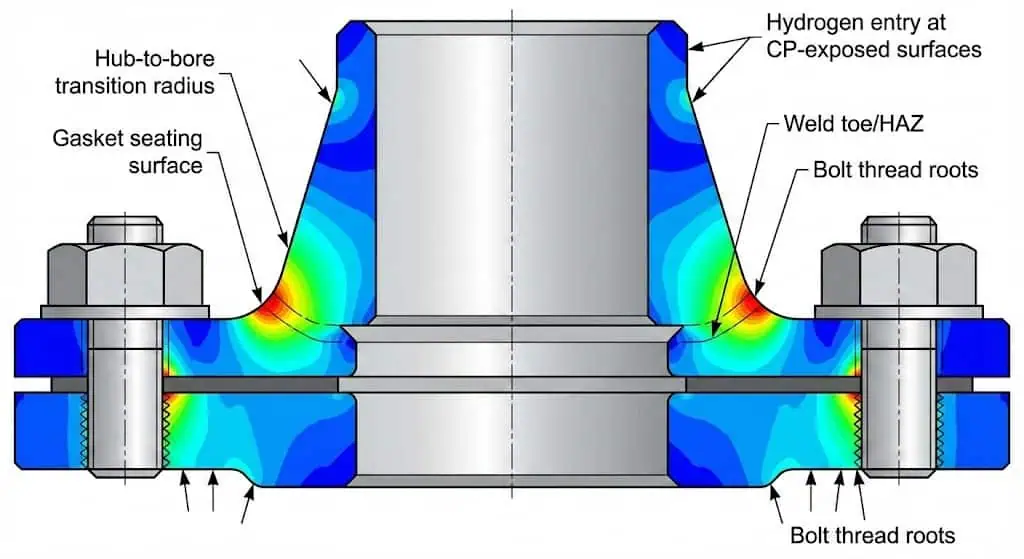
Las bridas submarinas son vulnerables porque combinan exposición a protección catódica, geometría compleja y tensión de tracción concentrada exactamente en los lugares donde le gusta comenzar la fisuración asistida por hidrógeno. Las transiciones de cubo, barrenos, pies de soldadura, transiciones de asiento de junta y raíces roscadas o de sujetadores son zonas de superposición típicas donde la generación de hidrógeno y la tensión local máxima pueden ocurrir juntas.
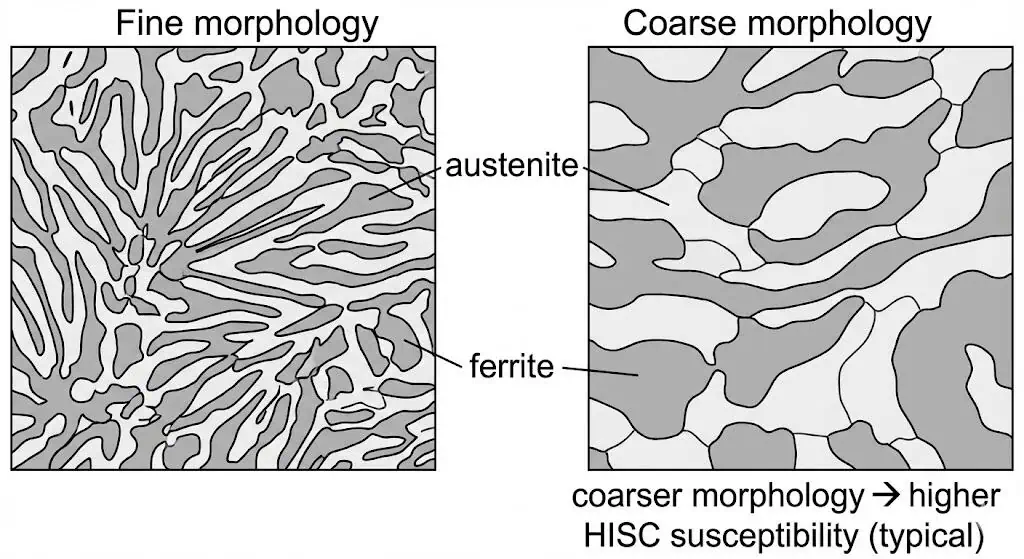
- Las formas de producto dúplex y superdúplex utilizadas en equipos submarinos han mostrado susceptibilidad a la HISC en servicio, y la susceptibilidad está fuertemente influenciada por la calidad de la microestructura y la morfología de la austenita en las zonas más altamente estresadas. Una discusión técnica útil está disponible en este documento TWI sobre HISC en componentes submarinos dúplex.
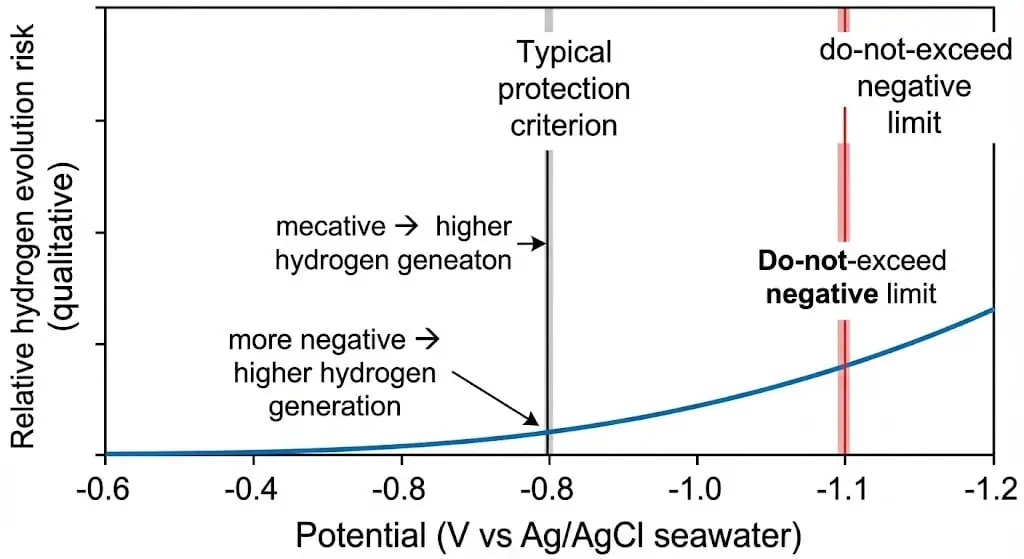
- La protección catódica puede generar hidrógeno atómico en la superficie. Los potenciales más negativos generalmente aumentan la evolución del hidrógeno y aumentan el riesgo de fragilización cuando el material y el estado de tensión son susceptibles.
- El perno, la desalineación, la flexión de instalación, los gradientes térmicos y los efectos del perfil de soldadura pueden aumentar la tensión de tracción local muy por encima de lo que un cálculo de clase de presión nominal podría sugerir.
- El daño del revestimiento y el despegue local pueden crear puntos calientes de densidad de corriente, aumentando la absorción local de hidrógeno cerca de las áreas dañadas.
Un patrón de campo recurrente no es un evento dramático de corrosión externa, sino una grieta que comienza donde la geometría y la restricción son más altas. Por ejemplo, una brida puede permanecer visualmente aceptable en superficies externas amplias mientras se desarrolla una grieta en la transición del cubo al orificio o cerca del pie de soldadura donde se superponen la flexión local y la exposición a CP. Es por eso que la prevención de HISC se trata menos de buscar “corrosión general” y más de eliminar las condiciones de iniciación de grietas en el punto caliente local.
Para la integridad del conector submarino, la calificación de sellado y la conciencia del modo de falla siguen siendo importantes porque las grietas y las fugas pueden convertirse en problemas de integridad acoplados una vez que la junta entra en servicio. Un ejemplo de prueba de rendimiento de sellado de conector submarino se puede encontrar aquí: ejemplo de prueba de rendimiento de sellado de conector submarino.
| Propiedad | Efecto en la susceptibilidad al HISC |
|---|---|
| Microestructura (gruesa vs. fina) | La morfología gruesa y la distribución de fase desfavorable aumentan la susceptibilidad. Las microestructuras más finas y mejor controladas generalmente funcionan mejor bajo exposición a CP. |
| Espaciado de austenita | La susceptibilidad se correlaciona con el espaciado de austenita, pero los proyectos deben definir cómo se medirá y cómo se controlará la repetibilidad entre laboratorios. |
| Forma del producto (forjado vs. laminado) | La forma del producto y la ruta del proceso afectan el rendimiento de HISC. Las forjas, barras y formas laminadas no deben tratarse como idénticas simplemente porque el nombre del grado coincida. |
| Tensión local de tracción / deformación plástica | El alto estrés local y la deformación local aceleran la iniciación y el crecimiento de grietas. El control de la geometría y el control del ajuste son tan importantes como la clasificación de presión nominal. |
| Potencial de CP y densidad de corriente | Los potenciales más negativos generalmente aumentan la evolución de hidrógeno. El monitoreo en el punto caliente dúplex es crítico. |
| Calidad de Soldadura / ZAC | Una microestructura desfavorable de soldadura y ZAC, un perfil de pie deficiente o una flexión inducida por desalineación pueden aumentar drásticamente el riesgo local de HISC. |
Por qué la Prevención Importa Más que la Reparación
Prevenir HISC en bridas submarinas protege la seguridad, el tiempo de actividad y la economía del proyecto porque la reparación generalmente implica recuperación, reemplazo e investigación después de que ya se ha producido daño. HISC es un modo de falla de alta consecuencia precisamente porque puede crecer en áreas con visibilidad limitada y accesibilidad limitada. Un buen plan de integridad submarina, por lo tanto, trata HISC como un problema de prevención en toda la adquisición, diseño, fabricación, operación de CP y monitoreo.
Consejo: Trate HISC como una cadena de riesgo controlada. Si no puede demostrar control de la microestructura, ventana de CP y estrés del punto caliente, aún no tiene una estrategia de prevención defendible.
Estrategias de prevención para bridas submarinas
Selección de material
La selección de materiales es la primera y más efectiva palanca de prevención de HISC porque define la resistencia de base antes de que el diseño y las operaciones agreguen más riesgo. Para componentes de brida dúplex y super dúplex, el nombre del grado por sí solo no es suficiente. Los ingenieros deben verificar la forma del producto, ruta de tratamiento térmico, trazabilidad y criterios de aceptación de microestructura para la región estresada real en lugar de confiar únicamente en la documentación genérica del molino.
El control práctico de adquisición significa prevenir el cumplimiento en papel. Requerir trazabilidad de calor y lote, verificar registros de recocido de solución y tratamiento térmico donde corresponda, y asegurarse de que las pruebas representen la ubicación más estresada en lugar del lugar más fácil para muestrear. Para trabajos submarinos críticos, la preparación para auditorías depende de una documentación consistente en certificados de material (MTCs), registros de tratamiento térmico, procedimientos de soldadura/registros de calificación (WPS/PQRs), informes de inspección y marcas de piezas.
Para paquetes de bridas en servicio submarino exigente, es sensato conectar la prevención de HISC con su lógica más amplia de selección de bridas de alta presión y requisitos de trazabilidad. Los proyectos que solo especifican “brida de super dúplex” pero no definen la verificación de forma de producto y el muestreo de puntos críticos a menudo descubren la brecha demasiado tarde.
| Aspecto | Descripción |
|---|---|
| A qué se aplica | Componentes de acero inoxidable dúplex instalados submarinos y expuestos a protección catódica, donde la iniciación de HISC debe evitarse limitando el estrés y la deformación de manera conservadora. |
| Lo que los ingenieros realmente verifican | Estrés de membrana y membrana-más-flexión en puntos críticos como transiciones de cubo, barrenos, puntas de soldadura y otras concentraciones de estrés local. |
| Realidad de la calidad del material | La microestructura importa, y la adquisición debe definir lo que es aceptable y cómo se medirá; de lo contrario, “aprobado” y “rechazado” pueden variar entre laboratorios. |
| Implicación de diseño | El control de geometría, radios de transición, ajuste y acabado superficial son tan importantes como la clase nominal de brida y el nombre del material. |
Nota: La documentación preparada para auditorías debe permitir que un revisor independiente trace el material, tratamiento térmico, calificación de soldadura y resultados de inspección hasta la ubicación real de la brida o conector.
Diseño para resistencia a HISC
Diseñar para resistencia a HISC significa controlar la concentración de esfuerzos local, no solo verificar el esfuerzo promedio. En bridas submarinas, la pregunta crítica es dónde se superpone el esfuerzo de tracción máximo con la exposición a CP. Las transiciones redondeadas, la geometría suave de cubo a orificio, el perfil de soldadura controlado y las suposiciones realistas de ajuste reducen la probabilidad de que un punto caliente de brida alcance una combinación peligrosa de hidrógeno y esfuerzo de tracción.
- Utilice transiciones redondeadas y evite esquinas afiladas, cambios abruptos de espesor y socavados.
- Controle el esfuerzo en los dedos de soldadura y la ZAC adyacente mediante el perfil de soldadura, la tolerancia de ajuste y los casos de flexión realistas.
- Especifique los criterios de muestreo y aceptación para la región de mayor esfuerzo real, no solo para áreas amigables con probetas.
- Aplique principios de diseño basados en esfuerzos alineados con la guía de dúplex submarina y documente claramente el método de extracción de puntos calientes.
Un patrón de falla natural observado en revisiones submarinas es la iniciación de grietas en una esquina de transición después de que una desalineación de instalación agregó flexión que no se capturó en el caso de carga de diseño nominal. En esos casos, la acción correctiva rara vez es “aumentar la inspección”. Suele ser la revisión de la geometría, el control mejorado del ajuste y una evaluación revisada del esfuerzo en puntos calientes que refleje mejor la ruta de carga real.
Consejo: Si su revisión de diseño no incluye un mapa de puntos calientes que muestre dónde se superponen la generación de hidrógeno y el esfuerzo de tracción, todavía está adivinando.
Control de Protección Catódica
Controlar la protección catódica es crítico porque la protección catódica puede generar el hidrógeno que impulsa el HISC. El objetivo práctico es proteger la estructura submarina general sin llevar las ubicaciones de dúplex o de fijación local a un rango de potencial excesivamente negativo donde la evolución de hidrógeno se vuelva excesiva. Los sistemas submarinos de materiales mixtos son especialmente sensibles porque la CP ajustada para acero al carbono cercano puede sobreproteger involuntariamente el hardware dúplex adyacente.
| Problema de Control | Por qué es importante para HISC |
|---|---|
| Ventana potencial | Define el rango de protección aceptable antes de que la evolución de hidrógeno se vuelva innecesariamente agresiva. |
| Ubicación del punto de prueba | La medición debe tomarse donde realmente se encuentra el punto caliente dúplex, no solo en ubicaciones estructurales convenientes. |
| Daño del recubrimiento | Los recubrimientos dañados pueden aumentar la densidad de corriente local y cambiar el comportamiento de absorción de hidrógeno en los defectos. |
| Ensamblajes de materiales mixtos | La demanda de acero al carbono puede empujar involuntariamente al hardware dúplex cercano hacia una sobreprotección. |
Los pasos prácticos de control generalmente incluyen definir una ventana de potencial medible utilizando una base de electrodo de referencia consistente, colocar puntos de medición cerca de la ubicación dúplex y monitorear tendencias en lugar de confiar en lecturas aisladas. Un patrón de falla común impulsado por operaciones es que la salida de CP se incremente después del daño del recubrimiento en acero al carbono cercano, solo para que la región adyacente al dúplex luego experimente potenciales excesivamente negativos e inicio de grietas en una transición ya estresada.
Cuando esto sucede, más inspección no resuelve el problema de raíz. La corrección real es restaurar la integridad del recubrimiento, verificar las suposiciones de continuidad eléctrica y reequilibrar el sistema de CP para llevar la ubicación dúplex de vuelta a una ventana controlada. Para los equipos que gestionan la operación de CP en alta mar, las notas de orientación de ABS sobre protección catódica de estructuras marinas son una referencia operativa útil.
Alerta: Si no puede medir el potencial en el punto crítico dúplex, no puede afirmar que está controlando la generación de hidrógeno allí.
Recubrimientos y Tratamientos Superficiales
Los recubrimientos y tratamientos superficiales apoyan la prevención de HISC al limitar el acceso al hidrógeno y al mejorar el estado de tensión cerca de la superficie. Un buen sistema de recubrimiento reduce la demanda de corriente local y ayuda a prevenir puntos críticos ricos en hidrógeno en defectos. Los tratamientos superficiales de compresión, cuando están debidamente calificados, también pueden mejorar la resistencia al reducir la tensión de tracción efectiva en la capa de inicio de grietas.
Los ingenieros suelen utilizar estos controles juntos en lugar de individualmente:
- Sistemas de recubrimiento calificados para compatibilidad con CP para que no simplemente desplacen el problema a desprendimientos o puntos críticos locales en defectos.
- Requisitos controlados de acabado superficial en puntos críticos conocidos para que las discontinuidades superficiales no amplifiquen la tensión local.
- Tratamientos de compresión superficial como el granallado u otros procesos calificados cuando las pruebas del proyecto respaldan su uso.
Una lección natural de ingeniería aquí es que la condición superficial no es cosmética en la prevención de HISC. Si una región de transición tiene un acabado deficiente, defectos locales o desintegración del recubrimiento, la capa cercana a la superficie se convierte exactamente donde el hidrógeno y la tensión de tracción interactúan con mayor fuerza. Es por eso que la integridad del recubrimiento y la condición superficial deben incluirse en el plan de control de HISC, no en un cuadro separado de “calidad de acabado”.
Nota: Los recubrimientos solo ayudan cuando permanecen intactos y son compatibles con la protección catódica. Un recubrimiento fallido puede aumentar el riesgo de absorción local de hidrógeno al crear puntos calientes de densidad de corriente en los defectos.
Soldadura y Fabricación
La calidad de soldadura y fabricación afecta directamente la susceptibilidad al HISC porque las soldaduras y las ZAC a menudo se convierten tanto en concentradores de tensión como en zonas sensibles a la microestructura. Para materiales dúplex, la calificación del procedimiento, el control de aporte de calor, el perfil del pie de soldadura, el equilibrio de ferrita, el ajuste y la alineación influyen en el riesgo final de HISC de la brida o conector.
Los controles de fabricación recomendados incluyen:
- Calificar el WPS y el PQR para la configuración real de la junta y el rango de espesor en lugar de tomar prestados procedimientos de geometrías menos restringidas.
- Controlar el aporte de calor y las condiciones entre pasadas para que la microestructura de la soldadura y la ZAC permanezca dentro de los límites aceptados.
- Inspeccionar las soldaduras y las regiones de ZAC con métodos adaptados al tipo y ubicación esperados de defectos.
- Gestionar la tensión residual mediante precisión de ajuste, secuencia controlada y tolerancias de alineación realistas.
Un patrón de falla común impulsado por la fabricación es una soldadura que pasa la inspección volumétrica convencional pero aún así se agrieta más tarde cerca del pie después de la exposición a CP porque el verdadero impulsor fue la flexión inducida por desalineación más una geometría deficiente del pie. En esa situación, “más END” no es suficiente. La respuesta correcta es ajustar las tolerancias de ajuste, mejorar el control del perfil del pie y reevaluar el punto de tensión donde la soldadura se encuentra con la ruta de carga de servicio.
Consejo: Si la soldadura o la ZAT se encuentra dentro de un punto de tensión expuesto a CP, trate la calificación del procedimiento y el control del perfil del pie como parte del plan de prevención de HISC, no solo como control de calidad de rutina.
Inspección y Monitorización
La inspección y el monitoreo deben confirmar que los controles de prevención permanecen efectivos con el tiempo. Debido a que el acceso submarino es limitado, los mejores programas combinan el diseño y control de fabricación cargados al frente con el monitoreo basado en tendencias del rendimiento de CP, la condición del recubrimiento, los cambios en la continuidad eléctrica y las oportunidades de inspección específicas cuando el acceso se vuelve factible.
Una lista de verificación de inspección práctica incluye:
- Verificaciones de la condición del recubrimiento y criterios definidos de reparación de defectos
- Selección de END coincidente con la ubicación esperada de agrietamiento y el tipo de defecto
- Revisión de datos de tendencias de CP, cambios en la salida de corriente y deriva de potencial inesperada
- Verificación de que los registros de trazabilidad permanezcan consistentes en los certificados de material, procedimientos de soldadura/registros de calificación, registros de tratamiento térmico e informes de inspección
Nota: El monitoreo solo es útil cuando está vinculado a umbrales de acción. Una desviación fuera de la ventana de control definida debe desencadenar investigación y corrección, no solo una nota para revisión posterior.
Lista de verificación de implementación
Acciones paso a paso
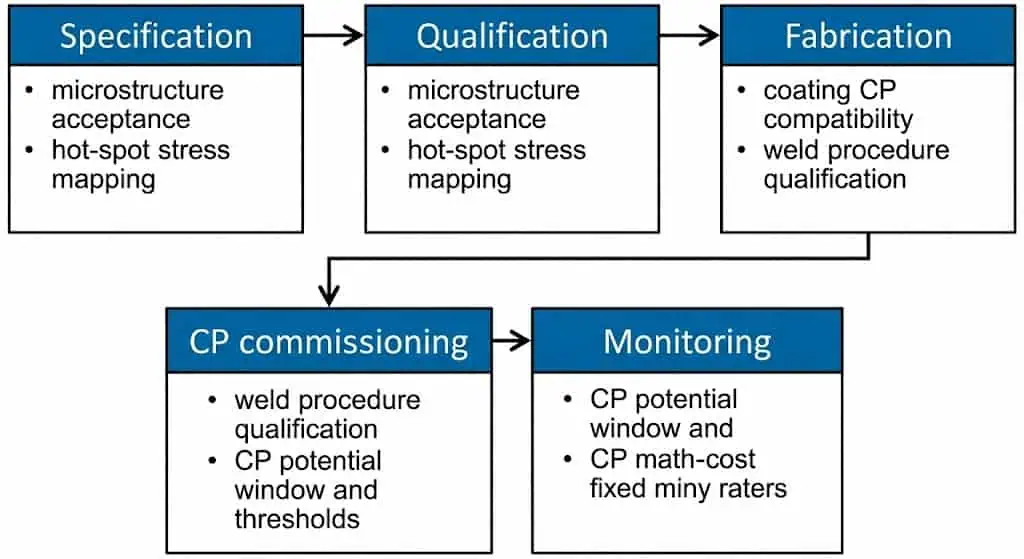
Los equipos reducen el riesgo de HISC en bridas submarinas controlando la cadena completa: especificación → calificación → fabricación → operación de protección catódica → monitoreo. Los pasos a continuación funcionan mejor como una lista de verificación de ejecución en lugar de como consejos generales.
- Defina claramente las condiciones de servicio: rango de temperatura del agua de mar, filosofía de protección catódica (CP), vida útil de diseño y accesibilidad para inspección.
- Seleccione material dúplex o superdúplex con trazabilidad documentada y controles de calidad microestructural apropiados para exposición a CP.
- Alinee el diseño submarino dúplex con la lógica de evitación de HISC basada en tensiones y documente claramente los puntos críticos y métodos de extracción.
- Mapee los concentradores de tensión en transiciones de cubo, barrenos, transiciones de asiento de junta, pies de soldadura y características roscadas.
- Establezca una ventana de potencial de CP medible y un plan de puntos de prueba, incluyendo umbrales que desencadenen una investigación.
- Especifique recubrimientos y tratamientos superficiales para compatibilidad con CP y disciplina de reparación de defectos.
- Califique los procedimientos de soldadura y fabricación para la geometría y espesor reales, incluyendo controles específicos para dúplex donde sea relevante.
- Realice ensayos no destructivos (NDT) y verificación dimensional en las regiones de mayor tensión, no solo en áreas de fácil acceso.
- Ponga en marcha la CP con verificación en la ubicación dúplex y confirme que la demanda de acero al carbono no esté sobreprotegiendo involuntariamente el hardware dúplex cercano.
- Establezca intervalos de monitoreo y acciones de respuesta basadas en riesgo, condición del recubrimiento, tendencias de CP y criticidad del conector.
| Elemento de control | Criterio de aprobación (definido por el proyecto) | Evidencia a archivar |
|---|---|---|
| Calidad de la microestructura | Método de aceptación y plan de muestreo acordados, con resultados trazables a pieza, lote y zona. | Certificado de material, informe de microestructura, croquis de muestreo. |
| Mapeo de tensiones en puntos críticos | Puntos críticos identificados, método de extracción documentado, límites de diseño aplicados. | Nota de cálculo, informe de FEA si se utiliza, registro de supuestos. |
| Ventana de potencial de protección catódica | Ventana definida en el punto crítico dúplex y umbrales de acción documentados. | Registro de puesta en marcha, plan de tendencias, método de electrodo. |
| Compatibilidad del revestimiento | Sistema de recubrimiento calificado para CP y criterios de reparación de defectos definidos. | Especificación de recubrimiento, informes de inspección, registro de reparaciones. |
| Control de soldadura y fabricación. | Calificado WPS/PQR, controles de soldadura específicos para dúplex y ZAC ejecutados | Mapa de soldadura, controles de ferrita o microestructura, registros de END |
Consejo: La forma más rápida de perder el control es tratar la protección catódica, la soldadura y la tensión de bridas como flujos de trabajo separados. El HISC vive en la superposición.
Documentación del Proyecto
La documentación integral hace que la estrategia de prevención sea defendible. En proyectos submarinos, la documentación demuestra que la brida que instaló es la brida que diseñó, calificó y monitoreó. Esto incluye trazabilidad de materiales, lógica de tensión en puntos críticos, calificación de soldadura, registros de recubrimiento y evidencia de puesta en marcha de CP.
| Tipo de Documentación | Propósito | Ejemplo |
|---|---|---|
| Certificados de Material | Verificar requisitos químicos, mecánicos y de trazabilidad | EN 10204 3.1 MTC más trazabilidad de lote y calor |
| Registros de Diseño | Demostrar el cumplimiento basado en tensiones y la lógica de puntos calientes | Nota de tensión, informe de FEA, registro de suposiciones |
| Registros de soldadura | Seguimiento de procedimientos y cualificaciones | WPS/PQR, mapas de soldadura, cualificaciones de soldadores |
| Informes de Recubrimiento y Tratamiento de Superficie | Confirmar compatibilidad de CP y controles de integridad de superficie | ITP de recubrimiento, registro de reparación, calificación de granallado donde se utilice |
| Puesta en Marcha y Monitoreo de Protección Catódica | Demostrar que la ventana operativa fue definida y monitoreada | Registros potenciales, registros actuales, disposición de puntos de prueba |
| Listas de verificación de inspección | Garantizar un seguimiento repetible vinculado a umbrales de acción | Resultados de END, verificaciones dimensionales, registro de desviaciones como-construido |
Nota: La documentación lista para auditoría es cómo los proyectos evitan “incógnitas desconocidas” durante la recuperación, análisis de fallas o revisión regulatoria.
Errores comunes a evitar
Errores en la selección de materiales
La mayoría de los errores en la selección de materiales son brechas de verificación en lugar de etiquetas de grado incorrectas. Los errores comunes incluyen aceptar piezas dúplex o super dúplex sin definir la aceptación de microestructura en el punto caliente real, confiar en certificados genéricos sin trazabilidad de zona e ignorar las diferencias de forma de producto entre forjados, barras y productos de tubería forjada.
- Definir la aceptación de microestructura y el muestreo donde se encuentra el punto caliente real.
- Requerir trazabilidad de calor y lote más referencia cruzada consistente entre MTC, marcas de pieza y registros de inspección.
- Confirmar que el material es adecuado para exposición a Protección Catódica submarina, no solo para resistencia a la corrosión en agua de mar.
- Documente las desviaciones de construcción real junto con sus implicaciones de tensión y CP, no solo su aceptación dimensional.
Conclusión técnica: Si sus criterios de aceptación no controlan la microestructura y la verificación de puntos calientes, la brecha real puede aparecer solo en servicio, cuando la corrección es más costosa.
Sobrerprotección catódica
La sobreprotección suele ser un comportamiento del sistema, no un error local aislado. A menudo aparece cuando el CP se ajusta para las demandas de acero al carbono cercanas e impulsa involuntariamente las ubicaciones adyacentes de dúplex o Tuerca a un rango de potencial más negativo. Eso aumenta la evolución de hidrógeno y eleva la probabilidad de HISC en puntos calientes ya estresados.
| Mejores prácticas | Explicación |
|---|---|
| Consistencia del electrodo de referencia | Utilice una base de electrodos consistente y documente cómo se interpretan las lecturas en alta mar. |
| Colocación de puntos de prueba en puntos calientes de duplex | Mida donde realmente reside el riesgo, no solo en posiciones estructurales convenientes. |
| Umbrales de acción | Defina qué nivel de deriva de potencial desencadena investigación y corrección. |
| Disciplina de reparación de recubrimientos | El daño del revestimiento puede aumentar la demanda de corriente y alterar la exposición local al hidrógeno. |
| Conciencia de materiales mixtos | El hardware de dúplex puede convertirse en exposición colateral bajo CP diseñado principalmente para acero al carbono. |
| Documentación | Los registros de puesta en marcha y tendencias son esenciales; sin ellos, la revisión de causa raíz se convierte en conjeturas. |
Los equipos deben tratar los ajustes de CP como un rango operativo controlado, no como una configuración establecida y olvidada.
Inspección inadecuada
Una inspección inadecuada generalmente significa que el equipo está revisando lo que es fácil de inspeccionar, no lo que es crítico para el mecanismo HISC. Los planes de inspección efectivos se centran en puntos críticos, cambios en la condición del recubrimiento, tendencias de CP y END dirigida donde realmente puede reducir la incertidumbre.
| Aspecto | Descripción |
|---|---|
| Enfoque en puntos calientes | Los planes de inspección deben alinearse con transiciones de concentradores, pies de soldadura, barrenos, roscas y otros puntos críticos definidos. |
| Selección de método | Utilice métodos que se ajusten al tipo de defecto probable y a la geometría de la ubicación crítica. |
| Monitorización basada en tendencias | Utilice la deriva de CP y los cambios en la condición del recubrimiento como indicadores principales que desencadenan inspecciones focalizadas. |
| Bucle de retroalimentación | Las indicaciones recurrentes generalmente señalan una brecha de control, no solo mala suerte, y deben retroalimentar el diseño y el control de calidad. |
La inspección integral no es “más verificaciones”. Son verificaciones que reducen la incertidumbre en el punto crítico y confirman que los controles de prevención siguen siendo efectivos.
Descuidar el Control de Estrés y Perfil Impulsado por Soldadura
Para hardware submarino, el error central de fabricación es no gestionar el estrés impulsado por soldadura y la calidad del perfil en regiones expuestas a CP. En sistemas dúplex, los controles relevantes son la calificación del procedimiento, la aportación de calor, el equilibrio de fases, el perfil del pie de soldadura, el ajuste, la alineación y la gestión del estrés local. Cuando se involucran otros aceros o sujetadores, la compatibilidad de dureza y resistencia con la protección catódica (CP) se convierten en elementos de control adicionales.
- Verifique que la calificación de soldadura coincida con el rango real de restricción y espesor.
- Controle la geometría del pie de soldadura y la alineación para que el estrés en puntos calientes impulsado por flexión no aumente después de la instalación.
- Registre y disponga las desviaciones de construcción que cambien la trayectoria del estrés en la brida o conector.
Los equipos que tratan la soldadura como una casilla de verificación de cumplimiento a menudo pierden el verdadero impulsor: perfil de soldadura, alineación, exposición a CP y estrés local en puntos calientes actuando juntos.
Los equipos previenen HISC en bridas submarinas aplicando un enfoque auditable y conectado a través de materiales, diseño basado en estrés, control de CP, calidad de fabricación y monitoreo de integridad. El beneficio no es solo menos grietas. Es menos recuperaciones no planificadas, menos exposición a tiempo de inactividad y mayor confianza en activos submarinos de larga vida.
- Menor riesgo de iniciación de grietas mediante control de tensiones en puntos calientes
- Menor riesgo de exposición al hidrógeno mediante operación controlada de CP
- Mejores decisiones de integridad a través de documentación trazable
- Coste de ciclo de vida más predecible y menos intervenciones de emergencia
La vigilancia continua y la revisión regular mantienen estos controles efectivos. En sistemas de bridas submarinas, la prevención de HISC es más fuerte cuando el equipo del proyecto trata materiales, CP, soldadura, inspección y documentación como un problema de integridad único en lugar de disciplinas separadas.
Base de Revisión Técnica
Revisado para: integridad de bridas submarinas, control de materiales dúplex y superdúplex, interacción de protección catódica, riesgo de puntos calientes en soldaduras y planificación de prevención de HISC.
Título sugerido del revisor: Ingeniero de Materiales Submarinos / Corrosión / Integridad de Tuberías
Base de la fuente: lógica de diseño HISC submarino basada en estrés para dúplex, guía de protección catódica offshore, práctica de evaluación de puntos calientes en bridas, control de calidad de fabricación y requisitos de documentación de integridad submarina.
Última actualización: 2026-03-26
PREGUNTAS FRECUENTES
¿Cuál es la forma más eficaz de prevenir la HISC en bridas submarinas?
Comience con el control de materiales y microestructura, luego mantenga la generación de hidrógeno y el estrés o deformación en puntos calientes dentro de una ventana controlada.
En servicio submarino bajo protección catódica, la prevención es más sólida cuando puede demostrar:
- Certificados de materiales trazables más calidad de microestructura verificada en la región de puntos calientes
- Identificación de puntos calientes en transiciones de bujes, barrenos, pies de soldadura y concentraciones de estrés locales similares
- Monitoreo del potencial de CP en la ubicación dúplex para no pasar por alto una sobreprotección no intencionada
¿Con qué frecuencia deben los equipos inspeccionar las bridas submarinas para HISC?
La frecuencia de inspección debe basarse en el riesgo, no en el calendario.
Como línea base práctica, los equipos a menudo combinan el monitoreo de tendencias de CP con oportunidades de inspección específicas durante la recuperación, intervención o trabajos de conexión accesibles. Aumente la atención de inspección cuando:
- El potencial de CP se desvía más allá de la ventana definida en la ubicación dúplex
- Daño en el recubrimiento, desprendimiento o cambios en la continuidad eléctrica
- Se identifica desalineación en la instalación, carga anormal o tensión inducida por flexión
¿Qué normas guían la prevención de HISC en el diseño de bridas?
DNV-RP-F112 es una referencia clave para componentes submarinos de acero inoxidable dúplex expuestos a protección catódica.
El diseño de protección catódica (CP) submarina comúnmente se alinea con DNV-RP-B401 y la guía de CP en alta mar. Donde son relevantes las convenciones dimensionales de bridas, muchos proyectos también hacen referencia a Requisitos de bridas ASME B16.5.
| Estándar | Área de enfoque |
|---|---|
| DNV-RP-F112 | Evitación de HISC basada en tensión para componentes submarinos dúplex bajo CP |
| DNV-RP-B401 | Filosofía y parámetros de diseño de protección catódica |
| Notas de orientación de PC de ABS | Criterios operativos de CP, base de electrodo de referencia, consideraciones de hidrógeno y sobreprotección |
| ASME B16.5 | Clasificaciones de presión-temperatura, dimensiones y marcado de bridas de tubería, cuando corresponda |
¿Por qué es importante el control de protección catódica para la prevención de HISC?
Porque la protección catódica puede generar el hidrógeno que impulsa el HISC.
Cuando los potenciales se vuelven excesivamente negativos en aceros susceptibles, la evolución de hidrógeno aumenta. Los controles prácticos incluyen:
- Monitoreo de potenciales en el punto caliente dúplex utilizando una base consistente de electrodo de referencia
- Ajustar la salida de CP y reparar recubrimientos para reducir la demanda de corriente local
- Umbrales de acción para que la deriva active la corrección en lugar de una revisión retrasada
¿Qué documentación respalda la prevención de HISC en proyectos?
La documentación lista para auditoría demuestra control en materiales, diseño, fabricación y operación de CP.
Los equipos deben mantener:
- Certificados de materiales Vinculado a marcado de calor, lote y pieza
- Notas de tensión de diseño y registros de mapeo de puntos calientes
- Registros de soldadura, incluyendo WPS/PQR y mapas de soldadura
- Informes de recubrimiento y tratamiento superficial con registros de reparación
- Registros de puesta en marcha de CP y tendencias de monitoreo
¿Cuáles son los signos prácticos de alerta temprana de que el riesgo de HISC está aumentando?
La mayoría de las alertas tempranas son desviaciones de control en lugar de grietas visibles.
Vigilar:
- Tendencia del potencial de CP más negativo que la ventana definida en la ubicación dúplex
- Daños en el recubrimiento, despegue o eventos de reparación repetidos cerca de la brida o conector
- Cambios inesperados en la continuidad eléctrica o demanda de corriente de CP
- Desalineación de obra o cargas de flexión inesperadas identificadas durante la puesta en marcha
La fisuración por tensión inducida por hidrógeno en bridas submarinas se previene controlando tres aspectos juntos: calidad del material y microestructura, protección catódica para que la generación de hidrógeno se mantenga dentro de un rango controlado, y tensión local de tracción en puntos críticos conocidos como transiciones de cubo, orificios, pies de soldadura y raíces roscadas. Si uno de estos controles es débil, una brida submarina resistente a la corrosión aún puede agrietarse en condiciones de servicio.
En la práctica, la prevención de HISC no es una única elección de material o un único ajuste de PC. Es una estrategia de integridad integrada que comienza con la selección de material dúplex o super dúplex, continúa a través del diseño basado en tensiones y el control de fabricación, y permanece efectiva solo cuando la protección catódica se monitorea en la ubicación real del dúplex en lugar de asumirse segura a partir de ajustes a nivel del sistema. Para los equipos de diseño submarino, esto es por lo que DNV-RP-F112 y DNV-RP-B401 a menudo se leen juntas en lugar de aisladas.
Para conectores submarinos y ensamblajes de bridas, la integridad del sellado sigue siendo importante junto con la resistencia al agrietamiento. Una brida que evita HISC pero no puede mantener el sellado bajo carga no es un diseño exitoso. Por eso, la verificación del material, la condición de la superficie, la geometría de la brida y la calificación del conector deben revisarse juntos. Si está alineando material, certificación y alcance de bridas en un paquete de proyecto, también ayuda conectar este tema con su flujo de trabajo de selección de materiales y verificaciones de trazabilidad como cómo interpretar un certificado de material de brida.
Riesgos de HISC en bridas submarinas
¿Qué es HISC?
La fisuración por tensión inducida por hidrógeno es un mecanismo de fisuración frágil causado por la entrada de hidrógeno atómico en una microestructura susceptible mientras está presente tensión de tracción o deformación plástica local. En servicio submarino, el hidrógeno se genera comúnmente en superficies metálicas protegidas catódicamente. Si el hidrógeno entra en el material en una región altamente estresada, puede iniciarse la fisuración con poca advertencia visible. A diferencia de la corrosión general, la HISC suele ser un problema de punto caliente local en lugar de un problema de daño superficial uniforme.
Comprobación de realidad en ingeniería: la buena resistencia a la corrosión del agua de mar por sí sola no previene la HISC. Los aceros inoxidables dúplex y superdúplex pueden tener un buen rendimiento contra la corrosión del agua de mar, pero aún pueden fisurarse si la generación de hidrógeno es alta y la tensión local en el punto caliente de la brida no está controlada. Esta es exactamente la razón por la que existe una guía de diseño basada en tensiones para componentes submarinos dúplex bajo protección catódica.
Por qué las bridas submarinas son vulnerables
Las bridas submarinas son vulnerables porque combinan exposición a protección catódica, geometría compleja y tensión de tracción concentrada exactamente en los lugares donde le gusta comenzar la fisuración asistida por hidrógeno. Las transiciones de cubo, barrenos, pies de soldadura, transiciones de asiento de junta y raíces roscadas o de sujetadores son zonas de superposición típicas donde la generación de hidrógeno y la tensión local máxima pueden ocurrir juntas.
- Las formas de producto dúplex y superdúplex utilizadas en equipos submarinos han mostrado susceptibilidad a la HISC en servicio, y la susceptibilidad está fuertemente influenciada por la calidad de la microestructura y la morfología de la austenita en las zonas más altamente estresadas. Una discusión técnica útil está disponible en este documento TWI sobre HISC en componentes submarinos dúplex.
- La protección catódica puede generar hidrógeno atómico en la superficie. Los potenciales más negativos generalmente aumentan la evolución del hidrógeno y aumentan el riesgo de fragilización cuando el material y el estado de tensión son susceptibles.
- El perno, la desalineación, la flexión de instalación, los gradientes térmicos y los efectos del perfil de soldadura pueden aumentar la tensión de tracción local muy por encima de lo que un cálculo de clase de presión nominal podría sugerir.
- El daño del revestimiento y el despegue local pueden crear puntos calientes de densidad de corriente, aumentando la absorción local de hidrógeno cerca de las áreas dañadas.
Un patrón de campo recurrente no es un evento dramático de corrosión externa, sino una grieta que comienza donde la geometría y la restricción son más altas. Por ejemplo, una brida puede permanecer visualmente aceptable en superficies externas amplias mientras se desarrolla una grieta en la transición del cubo al orificio o cerca del pie de soldadura donde se superponen la flexión local y la exposición a CP. Es por eso que la prevención de HISC se trata menos de buscar “corrosión general” y más de eliminar las condiciones de iniciación de grietas en el punto caliente local.
Para la integridad del conector submarino, la calificación de sellado y la conciencia del modo de falla siguen siendo importantes porque las grietas y las fugas pueden convertirse en problemas de integridad acoplados una vez que la junta entra en servicio. Un ejemplo de prueba de rendimiento de sellado de conector submarino se puede encontrar aquí: ejemplo de prueba de rendimiento de sellado de conector submarino.
| Propiedad | Efecto en la susceptibilidad al HISC |
|---|---|
| Microestructura (gruesa vs. fina) | La morfología gruesa y la distribución de fase desfavorable aumentan la susceptibilidad. Las microestructuras más finas y mejor controladas generalmente funcionan mejor bajo exposición a CP. |
| Espaciado de austenita | La susceptibilidad se correlaciona con el espaciado de austenita, pero los proyectos deben definir cómo se medirá y cómo se controlará la repetibilidad entre laboratorios. |
| Forma del producto (forjado vs. laminado) | La forma del producto y la ruta del proceso afectan el rendimiento de HISC. Las forjas, barras y formas laminadas no deben tratarse como idénticas simplemente porque el nombre del grado coincida. |
| Tensión local de tracción / deformación plástica | El alto estrés local y la deformación local aceleran la iniciación y el crecimiento de grietas. El control de la geometría y el control del ajuste son tan importantes como la clasificación de presión nominal. |
| Potencial de CP y densidad de corriente | Los potenciales más negativos generalmente aumentan la evolución de hidrógeno. El monitoreo en el punto caliente dúplex es crítico. |
| Calidad de Soldadura / ZAC | Una microestructura desfavorable de soldadura y ZAC, un perfil de pie deficiente o una flexión inducida por desalineación pueden aumentar drásticamente el riesgo local de HISC. |
Por qué la Prevención Importa Más que la Reparación
Prevenir HISC en bridas submarinas protege la seguridad, el tiempo de actividad y la economía del proyecto porque la reparación generalmente implica recuperación, reemplazo e investigación después de que ya se ha producido daño. HISC es un modo de falla de alta consecuencia precisamente porque puede crecer en áreas con visibilidad limitada y accesibilidad limitada. Un buen plan de integridad submarina, por lo tanto, trata HISC como un problema de prevención en toda la adquisición, diseño, fabricación, operación de CP y monitoreo.
Consejo: Trate HISC como una cadena de riesgo controlada. Si no puede demostrar control de la microestructura, ventana de CP y estrés del punto caliente, aún no tiene una estrategia de prevención defendible.
Estrategias de prevención para bridas submarinas
Selección de material
La selección de materiales es la primera y más efectiva palanca de prevención de HISC porque define la resistencia de base antes de que el diseño y las operaciones agreguen más riesgo. Para componentes de brida dúplex y super dúplex, el nombre del grado por sí solo no es suficiente. Los ingenieros deben verificar la forma del producto, ruta de tratamiento térmico, trazabilidad y criterios de aceptación de microestructura para la región estresada real en lugar de confiar únicamente en la documentación genérica del molino.
El control práctico de adquisición significa prevenir el cumplimiento en papel. Requerir trazabilidad de calor y lote, verificar registros de recocido de solución y tratamiento térmico donde corresponda, y asegurarse de que las pruebas representen la ubicación más estresada en lugar del lugar más fácil para muestrear. Para trabajos submarinos críticos, la preparación para auditorías depende de una documentación consistente en certificados de material (MTCs), registros de tratamiento térmico, procedimientos de soldadura/registros de calificación (WPS/PQRs), informes de inspección y marcas de piezas.
Para paquetes de bridas en servicio submarino exigente, es sensato conectar la prevención de HISC con su lógica más amplia de selección de bridas de alta presión y requisitos de trazabilidad. Los proyectos que solo especifican “brida de super dúplex” pero no definen la verificación de forma de producto y el muestreo de puntos críticos a menudo descubren la brecha demasiado tarde.
| Aspecto | Descripción |
|---|---|
| A qué se aplica | Componentes de acero inoxidable dúplex instalados submarinos y expuestos a protección catódica, donde la iniciación de HISC debe evitarse limitando el estrés y la deformación de manera conservadora. |
| Lo que los ingenieros realmente verifican | Estrés de membrana y membrana-más-flexión en puntos críticos como transiciones de cubo, barrenos, puntas de soldadura y otras concentraciones de estrés local. |
| Realidad de la calidad del material | La microestructura importa, y la adquisición debe definir lo que es aceptable y cómo se medirá; de lo contrario, “aprobado” y “rechazado” pueden variar entre laboratorios. |
| Implicación de diseño | El control de geometría, radios de transición, ajuste y acabado superficial son tan importantes como la clase nominal de brida y el nombre del material. |
Nota: La documentación preparada para auditorías debe permitir que un revisor independiente trace el material, tratamiento térmico, calificación de soldadura y resultados de inspección hasta la ubicación real de la brida o conector.
Diseño para resistencia a HISC
Diseñar para resistencia a HISC significa controlar la concentración de esfuerzos local, no solo verificar el esfuerzo promedio. En bridas submarinas, la pregunta crítica es dónde se superpone el esfuerzo de tracción máximo con la exposición a CP. Las transiciones redondeadas, la geometría suave de cubo a orificio, el perfil de soldadura controlado y las suposiciones realistas de ajuste reducen la probabilidad de que un punto caliente de brida alcance una combinación peligrosa de hidrógeno y esfuerzo de tracción.
- Utilice transiciones redondeadas y evite esquinas afiladas, cambios abruptos de espesor y socavados.
- Controle el esfuerzo en los dedos de soldadura y la ZAC adyacente mediante el perfil de soldadura, la tolerancia de ajuste y los casos de flexión realistas.
- Especifique los criterios de muestreo y aceptación para la región de mayor esfuerzo real, no solo para áreas amigables con probetas.
- Aplique principios de diseño basados en esfuerzos alineados con la guía de dúplex submarina y documente claramente el método de extracción de puntos calientes.
Un patrón de falla natural observado en revisiones submarinas es la iniciación de grietas en una esquina de transición después de que una desalineación de instalación agregó flexión que no se capturó en el caso de carga de diseño nominal. En esos casos, la acción correctiva rara vez es “aumentar la inspección”. Suele ser la revisión de la geometría, el control mejorado del ajuste y una evaluación revisada del esfuerzo en puntos calientes que refleje mejor la ruta de carga real.
Consejo: Si su revisión de diseño no incluye un mapa de puntos calientes que muestre dónde se superponen la generación de hidrógeno y el esfuerzo de tracción, todavía está adivinando.
Control de Protección Catódica
Controlar la protección catódica es crítico porque la protección catódica puede generar el hidrógeno que impulsa el HISC. El objetivo práctico es proteger la estructura submarina general sin llevar las ubicaciones de dúplex o de fijación local a un rango de potencial excesivamente negativo donde la evolución de hidrógeno se vuelva excesiva. Los sistemas submarinos de materiales mixtos son especialmente sensibles porque la CP ajustada para acero al carbono cercano puede sobreproteger involuntariamente el hardware dúplex adyacente.
| Problema de Control | Por qué es importante para HISC |
|---|---|
| Ventana potencial | Define el rango de protección aceptable antes de que la evolución de hidrógeno se vuelva innecesariamente agresiva. |
| Ubicación del punto de prueba | La medición debe tomarse donde realmente se encuentra el punto caliente dúplex, no solo en ubicaciones estructurales convenientes. |
| Daño del recubrimiento | Los recubrimientos dañados pueden aumentar la densidad de corriente local y cambiar el comportamiento de absorción de hidrógeno en los defectos. |
| Ensamblajes de materiales mixtos | La demanda de acero al carbono puede empujar involuntariamente al hardware dúplex cercano hacia una sobreprotección. |
Los pasos prácticos de control generalmente incluyen definir una ventana de potencial medible utilizando una base de electrodo de referencia consistente, colocar puntos de medición cerca de la ubicación dúplex y monitorear tendencias en lugar de confiar en lecturas aisladas. Un patrón de falla común impulsado por operaciones es que la salida de CP se incremente después del daño del recubrimiento en acero al carbono cercano, solo para que la región adyacente al dúplex luego experimente potenciales excesivamente negativos e inicio de grietas en una transición ya estresada.
Cuando esto sucede, más inspección no resuelve el problema de raíz. La corrección real es restaurar la integridad del recubrimiento, verificar las suposiciones de continuidad eléctrica y reequilibrar el sistema de CP para llevar la ubicación dúplex de vuelta a una ventana controlada. Para los equipos que gestionan la operación de CP en alta mar, las notas de orientación de ABS sobre protección catódica de estructuras marinas son una referencia operativa útil.
Alerta: Si no puede medir el potencial en el punto crítico dúplex, no puede afirmar que está controlando la generación de hidrógeno allí.
Recubrimientos y Tratamientos Superficiales
Los recubrimientos y tratamientos superficiales apoyan la prevención de HISC al limitar el acceso al hidrógeno y al mejorar el estado de tensión cerca de la superficie. Un buen sistema de recubrimiento reduce la demanda de corriente local y ayuda a prevenir puntos críticos ricos en hidrógeno en defectos. Los tratamientos superficiales de compresión, cuando están debidamente calificados, también pueden mejorar la resistencia al reducir la tensión de tracción efectiva en la capa de inicio de grietas.
Los ingenieros suelen utilizar estos controles juntos en lugar de individualmente:
- Sistemas de recubrimiento calificados para compatibilidad con CP para que no simplemente desplacen el problema a desprendimientos o puntos críticos locales en defectos.
- Requisitos controlados de acabado superficial en puntos críticos conocidos para que las discontinuidades superficiales no amplifiquen la tensión local.
- Tratamientos de compresión superficial como el granallado u otros procesos calificados cuando las pruebas del proyecto respaldan su uso.
Una lección natural de ingeniería aquí es que la condición superficial no es cosmética en la prevención de HISC. Si una región de transición tiene un acabado deficiente, defectos locales o desintegración del recubrimiento, la capa cercana a la superficie se convierte exactamente donde el hidrógeno y la tensión de tracción interactúan con mayor fuerza. Es por eso que la integridad del recubrimiento y la condición superficial deben incluirse en el plan de control de HISC, no en un cuadro separado de “calidad de acabado”.
Nota: Los recubrimientos solo ayudan cuando permanecen intactos y son compatibles con la protección catódica. Un recubrimiento fallido puede aumentar el riesgo de absorción local de hidrógeno al crear puntos calientes de densidad de corriente en los defectos.
Soldadura y Fabricación
La calidad de soldadura y fabricación afecta directamente la susceptibilidad al HISC porque las soldaduras y las ZAC a menudo se convierten tanto en concentradores de tensión como en zonas sensibles a la microestructura. Para materiales dúplex, la calificación del procedimiento, el control de aporte de calor, el perfil del pie de soldadura, el equilibrio de ferrita, el ajuste y la alineación influyen en el riesgo final de HISC de la brida o conector.
Los controles de fabricación recomendados incluyen:
- Calificar el WPS y el PQR para la configuración real de la junta y el rango de espesor en lugar de tomar prestados procedimientos de geometrías menos restringidas.
- Controlar el aporte de calor y las condiciones entre pasadas para que la microestructura de la soldadura y la ZAC permanezca dentro de los límites aceptados.
- Inspeccionar las soldaduras y las regiones de ZAC con métodos adaptados al tipo y ubicación esperados de defectos.
- Gestionar la tensión residual mediante precisión de ajuste, secuencia controlada y tolerancias de alineación realistas.
Un patrón de falla común impulsado por la fabricación es una soldadura que pasa la inspección volumétrica convencional pero aún así se agrieta más tarde cerca del pie después de la exposición a CP porque el verdadero impulsor fue la flexión inducida por desalineación más una geometría deficiente del pie. En esa situación, “más END” no es suficiente. La respuesta correcta es ajustar las tolerancias de ajuste, mejorar el control del perfil del pie y reevaluar el punto de tensión donde la soldadura se encuentra con la ruta de carga de servicio.
Consejo: Si la soldadura o la ZAT se encuentra dentro de un punto de tensión expuesto a CP, trate la calificación del procedimiento y el control del perfil del pie como parte del plan de prevención de HISC, no solo como control de calidad de rutina.
Inspección y Monitorización
La inspección y el monitoreo deben confirmar que los controles de prevención permanecen efectivos con el tiempo. Debido a que el acceso submarino es limitado, los mejores programas combinan el diseño y control de fabricación cargados al frente con el monitoreo basado en tendencias del rendimiento de CP, la condición del recubrimiento, los cambios en la continuidad eléctrica y las oportunidades de inspección específicas cuando el acceso se vuelve factible.
Una lista de verificación de inspección práctica incluye:
- Verificaciones de la condición del recubrimiento y criterios definidos de reparación de defectos
- Selección de END coincidente con la ubicación esperada de agrietamiento y el tipo de defecto
- Revisión de datos de tendencias de CP, cambios en la salida de corriente y deriva de potencial inesperada
- Verificación de que los registros de trazabilidad permanezcan consistentes en los certificados de material, procedimientos de soldadura/registros de calificación, registros de tratamiento térmico e informes de inspección
Nota: El monitoreo solo es útil cuando está vinculado a umbrales de acción. Una desviación fuera de la ventana de control definida debe desencadenar investigación y corrección, no solo una nota para revisión posterior.
Lista de verificación de implementación
Acciones paso a paso
Los equipos reducen el riesgo de HISC en bridas submarinas controlando la cadena completa: especificación → calificación → fabricación → operación de protección catódica → monitoreo. Los pasos a continuación funcionan mejor como una lista de verificación de ejecución en lugar de como consejos generales.
- Defina claramente las condiciones de servicio: rango de temperatura del agua de mar, filosofía de protección catódica (CP), vida útil de diseño y accesibilidad para inspección.
- Seleccione material dúplex o superdúplex con trazabilidad documentada y controles de calidad microestructural apropiados para exposición a CP.
- Alinee el diseño submarino dúplex con la lógica de evitación de HISC basada en tensiones y documente claramente los puntos críticos y métodos de extracción.
- Mapee los concentradores de tensión en transiciones de cubo, barrenos, transiciones de asiento de junta, pies de soldadura y características roscadas.
- Establezca una ventana de potencial de CP medible y un plan de puntos de prueba, incluyendo umbrales que desencadenen una investigación.
- Especifique recubrimientos y tratamientos superficiales para compatibilidad con CP y disciplina de reparación de defectos.
- Califique los procedimientos de soldadura y fabricación para la geometría y espesor reales, incluyendo controles específicos para dúplex donde sea relevante.
- Realice ensayos no destructivos (NDT) y verificación dimensional en las regiones de mayor tensión, no solo en áreas de fácil acceso.
- Ponga en marcha la CP con verificación en la ubicación dúplex y confirme que la demanda de acero al carbono no esté sobreprotegiendo involuntariamente el hardware dúplex cercano.
- Establezca intervalos de monitoreo y acciones de respuesta basadas en riesgo, condición del recubrimiento, tendencias de CP y criticidad del conector.
| Elemento de control | Criterio de aprobación (definido por el proyecto) | Evidencia a archivar |
|---|---|---|
| Calidad de la microestructura | Método de aceptación y plan de muestreo acordados, con resultados trazables a pieza, lote y zona. | Certificado de material, informe de microestructura, croquis de muestreo. |
| Mapeo de tensiones en puntos críticos | Puntos críticos identificados, método de extracción documentado, límites de diseño aplicados. | Nota de cálculo, informe de FEA si se utiliza, registro de supuestos. |
| Ventana de potencial de protección catódica | Ventana definida en el punto crítico dúplex y umbrales de acción documentados. | Registro de puesta en marcha, plan de tendencias, método de electrodo. |
| Compatibilidad del revestimiento | Sistema de recubrimiento calificado para CP y criterios de reparación de defectos definidos. | Especificación de recubrimiento, informes de inspección, registro de reparaciones. |
| Control de soldadura y fabricación. | Calificado WPS/PQR, controles de soldadura específicos para dúplex y ZAC ejecutados | Mapa de soldadura, controles de ferrita o microestructura, registros de END |
Consejo: La forma más rápida de perder el control es tratar la protección catódica, la soldadura y la tensión de bridas como flujos de trabajo separados. El HISC vive en la superposición.
Documentación del Proyecto
La documentación integral hace que la estrategia de prevención sea defendible. En proyectos submarinos, la documentación demuestra que la brida que instaló es la brida que diseñó, calificó y monitoreó. Esto incluye trazabilidad de materiales, lógica de tensión en puntos críticos, calificación de soldadura, registros de recubrimiento y evidencia de puesta en marcha de CP.
| Tipo de Documentación | Propósito | Ejemplo |
|---|---|---|
| Certificados de Material | Verificar requisitos químicos, mecánicos y de trazabilidad | EN 10204 3.1 MTC más trazabilidad de lote y calor |
| Registros de Diseño | Demostrar el cumplimiento basado en tensiones y la lógica de puntos calientes | Nota de tensión, informe de FEA, registro de suposiciones |
| Registros de soldadura | Seguimiento de procedimientos y cualificaciones | WPS/PQR, mapas de soldadura, cualificaciones de soldadores |
| Informes de Recubrimiento y Tratamiento de Superficie | Confirmar compatibilidad de CP y controles de integridad de superficie | ITP de recubrimiento, registro de reparación, calificación de granallado donde se utilice |
| Puesta en Marcha y Monitoreo de Protección Catódica | Demostrar que la ventana operativa fue definida y monitoreada | Registros potenciales, registros actuales, disposición de puntos de prueba |
| Listas de verificación de inspección | Garantizar un seguimiento repetible vinculado a umbrales de acción | Resultados de END, verificaciones dimensionales, registro de desviaciones como-construido |
Nota: La documentación lista para auditoría es cómo los proyectos evitan “incógnitas desconocidas” durante la recuperación, análisis de fallas o revisión regulatoria.
Errores comunes a evitar
Errores en la selección de materiales
La mayoría de los errores en la selección de materiales son brechas de verificación en lugar de etiquetas de grado incorrectas. Los errores comunes incluyen aceptar piezas dúplex o super dúplex sin definir la aceptación de microestructura en el punto caliente real, confiar en certificados genéricos sin trazabilidad de zona e ignorar las diferencias de forma de producto entre forjados, barras y productos de tubería forjada.
- Definir la aceptación de microestructura y el muestreo donde se encuentra el punto caliente real.
- Requerir trazabilidad de calor y lote más referencia cruzada consistente entre MTC, marcas de pieza y registros de inspección.
- Confirmar que el material es adecuado para exposición a Protección Catódica submarina, no solo para resistencia a la corrosión en agua de mar.
- Documente las desviaciones de construcción real junto con sus implicaciones de tensión y CP, no solo su aceptación dimensional.
Conclusión técnica: Si sus criterios de aceptación no controlan la microestructura y la verificación de puntos calientes, la brecha real puede aparecer solo en servicio, cuando la corrección es más costosa.
Sobrerprotección catódica
La sobreprotección suele ser un comportamiento del sistema, no un error local aislado. A menudo aparece cuando el CP se ajusta para las demandas de acero al carbono cercanas e impulsa involuntariamente las ubicaciones adyacentes de dúplex o Tuerca a un rango de potencial más negativo. Eso aumenta la evolución de hidrógeno y eleva la probabilidad de HISC en puntos calientes ya estresados.
| Mejores prácticas | Explicación |
|---|---|
| Consistencia del electrodo de referencia | Utilice una base de electrodos consistente y documente cómo se interpretan las lecturas en alta mar. |
| Colocación de puntos de prueba en puntos calientes de duplex | Mida donde realmente reside el riesgo, no solo en posiciones estructurales convenientes. |
| Umbrales de acción | Defina qué nivel de deriva de potencial desencadena investigación y corrección. |
| Disciplina de reparación de recubrimientos | El daño del revestimiento puede aumentar la demanda de corriente y alterar la exposición local al hidrógeno. |
| Conciencia de materiales mixtos | El hardware de dúplex puede convertirse en exposición colateral bajo CP diseñado principalmente para acero al carbono. |
| Documentación | Los registros de puesta en marcha y tendencias son esenciales; sin ellos, la revisión de causa raíz se convierte en conjeturas. |
Los equipos deben tratar los ajustes de CP como un rango operativo controlado, no como una configuración establecida y olvidada.
Inspección inadecuada
Una inspección inadecuada generalmente significa que el equipo está revisando lo que es fácil de inspeccionar, no lo que es crítico para el mecanismo HISC. Los planes de inspección efectivos se centran en puntos críticos, cambios en la condición del recubrimiento, tendencias de CP y END dirigida donde realmente puede reducir la incertidumbre.
| Aspecto | Descripción |
|---|---|
| Enfoque en puntos calientes | Los planes de inspección deben alinearse con transiciones de concentradores, pies de soldadura, barrenos, roscas y otros puntos críticos definidos. |
| Selección de método | Utilice métodos que se ajusten al tipo de defecto probable y a la geometría de la ubicación crítica. |
| Monitorización basada en tendencias | Utilice la deriva de CP y los cambios en la condición del recubrimiento como indicadores principales que desencadenan inspecciones focalizadas. |
| Bucle de retroalimentación | Las indicaciones recurrentes generalmente señalan una brecha de control, no solo mala suerte, y deben retroalimentar el diseño y el control de calidad. |
La inspección integral no es “más verificaciones”. Son verificaciones que reducen la incertidumbre en el punto crítico y confirman que los controles de prevención siguen siendo efectivos.
Descuidar el Control de Estrés y Perfil Impulsado por Soldadura
Para hardware submarino, el error central de fabricación es no gestionar el estrés impulsado por soldadura y la calidad del perfil en regiones expuestas a CP. En sistemas dúplex, los controles relevantes son la calificación del procedimiento, la aportación de calor, el equilibrio de fases, el perfil del pie de soldadura, el ajuste, la alineación y la gestión del estrés local. Cuando se involucran otros aceros o sujetadores, la compatibilidad de dureza y resistencia con la protección catódica (CP) se convierten en elementos de control adicionales.
- Verifique que la calificación de soldadura coincida con el rango real de restricción y espesor.
- Controle la geometría del pie de soldadura y la alineación para que el estrés en puntos calientes impulsado por flexión no aumente después de la instalación.
- Registre y disponga las desviaciones de construcción que cambien la trayectoria del estrés en la brida o conector.
Los equipos que tratan la soldadura como una casilla de verificación de cumplimiento a menudo pierden el verdadero impulsor: perfil de soldadura, alineación, exposición a CP y estrés local en puntos calientes actuando juntos.
Los equipos previenen HISC en bridas submarinas aplicando un enfoque auditable y conectado a través de materiales, diseño basado en estrés, control de CP, calidad de fabricación y monitoreo de integridad. El beneficio no es solo menos grietas. Es menos recuperaciones no planificadas, menos exposición a tiempo de inactividad y mayor confianza en activos submarinos de larga vida.
- Menor riesgo de iniciación de grietas mediante control de tensiones en puntos calientes
- Menor riesgo de exposición al hidrógeno mediante operación controlada de CP
- Mejores decisiones de integridad a través de documentación trazable
- Coste de ciclo de vida más predecible y menos intervenciones de emergencia
La vigilancia continua y la revisión regular mantienen estos controles efectivos. En sistemas de bridas submarinas, la prevención de HISC es más fuerte cuando el equipo del proyecto trata materiales, CP, soldadura, inspección y documentación como un problema de integridad único en lugar de disciplinas separadas.
Base de Revisión Técnica
Revisado para: integridad de bridas submarinas, control de materiales dúplex y superdúplex, interacción de protección catódica, riesgo de puntos calientes en soldaduras y planificación de prevención de HISC.
Título sugerido del revisor: Ingeniero de Materiales Submarinos / Corrosión / Integridad de Tuberías
Base de la fuente: lógica de diseño HISC submarino basada en estrés para dúplex, guía de protección catódica offshore, práctica de evaluación de puntos calientes en bridas, control de calidad de fabricación y requisitos de documentación de integridad submarina.
Última actualización: 2026-03-26
PREGUNTAS FRECUENTES
¿Cuál es la forma más eficaz de prevenir la HISC en bridas submarinas?
Comience con el control de materiales y microestructura, luego mantenga la generación de hidrógeno y el estrés o deformación en puntos calientes dentro de una ventana controlada.
En servicio submarino bajo protección catódica, la prevención es más sólida cuando puede demostrar:
- Certificados de materiales trazables más calidad de microestructura verificada en la región de puntos calientes
- Identificación de puntos calientes en transiciones de bujes, barrenos, pies de soldadura y concentraciones de estrés locales similares
- Monitoreo del potencial de CP en la ubicación dúplex para no pasar por alto una sobreprotección no intencionada
¿Con qué frecuencia deben los equipos inspeccionar las bridas submarinas para HISC?
La frecuencia de inspección debe basarse en el riesgo, no en el calendario.
Como línea base práctica, los equipos a menudo combinan el monitoreo de tendencias de CP con oportunidades de inspección específicas durante la recuperación, intervención o trabajos de conexión accesibles. Aumente la atención de inspección cuando:
- El potencial de CP se desvía más allá de la ventana definida en la ubicación dúplex
- Daño en el recubrimiento, desprendimiento o cambios en la continuidad eléctrica
- Se identifica desalineación en la instalación, carga anormal o tensión inducida por flexión
¿Qué normas guían la prevención de HISC en el diseño de bridas?
DNV-RP-F112 es una referencia clave para componentes submarinos de acero inoxidable dúplex expuestos a protección catódica.
El diseño de protección catódica (CP) submarina comúnmente se alinea con DNV-RP-B401 y la guía de CP en alta mar. Donde son relevantes las convenciones dimensionales de bridas, muchos proyectos también hacen referencia a Requisitos de bridas ASME B16.5.
| Estándar | Área de enfoque |
|---|---|
| DNV-RP-F112 | Evitación de HISC basada en tensión para componentes submarinos dúplex bajo CP |
| DNV-RP-B401 | Filosofía y parámetros de diseño de protección catódica |
| Notas de orientación de PC de ABS | Criterios operativos de CP, base de electrodo de referencia, consideraciones de hidrógeno y sobreprotección |
| ASME B16.5 | Clasificaciones de presión-temperatura, dimensiones y marcado de bridas de tubería, cuando corresponda |
¿Por qué es importante el control de protección catódica para la prevención de HISC?
Porque la protección catódica puede generar el hidrógeno que impulsa el HISC.
Cuando los potenciales se vuelven excesivamente negativos en aceros susceptibles, la evolución de hidrógeno aumenta. Los controles prácticos incluyen:
- Monitoreo de potenciales en el punto caliente dúplex utilizando una base consistente de electrodo de referencia
- Ajustar la salida de CP y reparar recubrimientos para reducir la demanda de corriente local
- Umbrales de acción para que la deriva active la corrección en lugar de una revisión retrasada
¿Qué documentación respalda la prevención de HISC en proyectos?
La documentación lista para auditoría demuestra control en materiales, diseño, fabricación y operación de CP.
Los equipos deben mantener:
- Certificados de materiales Vinculado a marcado de calor, lote y pieza
- Notas de tensión de diseño y registros de mapeo de puntos calientes
- Registros de soldadura, incluyendo WPS/PQR y mapas de soldadura
- Informes de recubrimiento y tratamiento superficial con registros de reparación
- Registros de puesta en marcha de CP y tendencias de monitoreo
¿Cuáles son los signos prácticos de alerta temprana de que el riesgo de HISC está aumentando?
La mayoría de las alertas tempranas son desviaciones de control en lugar de grietas visibles.
Vigilar:
- Tendencia del potencial de CP más negativo que la ventana definida en la ubicación dúplex
- Daños en el recubrimiento, despegue o eventos de reparación repetidos cerca de la brida o conector
- Cambios inesperados en la continuidad eléctrica o demanda de corriente de CP
- Desalineación de obra o cargas de flexión inesperadas identificadas durante la puesta en marcha



